
In questa guida ti spiego in modo semplice come funzionano tutte le tecnologie di stampa 3D utilizzate oggi. Scoprirai come funzionano le tipi di stampa 3D FDM, SLA, MSLA, DLP, SLS, DMLS, SLM, EBM, Material Jetting, DOD, Binder Jetting e molte altre.
Una delle attività più impegnative che progettisti e ingegneri si trovano a svolgere la prima volta che hanno a che fare con la stampa 3D è quella di navigare nel vasto numero di tipi di stampa 3D, cercando la soluzione che più si addice alle proprie necessità.
In genere, le prime domande sono sempre le stesse: come funziona una stampante 3D? Oppure, quali materiali si possono usare?
In questa guida trovi una descrizione dettagliata di tutte le tipologie di stampa 3D. Ti mostrerò come funzionano, quali sono i materiali usati e le applicazioni in cui vengono coinvolte, sottolineando i pro e i contro di ognuna.
Sfruttando queste informazioni sarai in grado di determinare quale tecnologia è meglio sfruttare a seconda degli oggetti che dovrai realizzare.
In questa guida:
> Classificazione dei tipi di stampa 3D
> Stampa 3D a estrusione
> Stampa 3D a resina
> Stampa 3D a fusione di polveri (Powder Bed Fusion)
> Stampa 3D a getto di materiale (Material Jetting)
> Stampa 3D a getto di legante (Binder Getting)
> Stampa 3D a energia diretta (Direct Energy Deposition)
> Stampa 3D a laminazione
Classificazione dei tipi di stampa 3D
Scegliere la tecnologia di stampa 3D a seconda dei pezzi da realizzare non è un'attività facile. I processi di fabbricazione additiva variano in precisione, resistenze meccaniche raggiungibili, materiali utilizzabili e finitura.
La categorizzazione più utilizzata nell'ambito della stampa 3D deriva da un regolamento standard istituito nel 2015. Il documento a cui fa riferimento l'industria, e al quale anche noi saremo fedeli in questa guida, è lo Standard ISO/ASTM 52900.
Grazie a questo standard è stata fatta una classificazione delle tecnologie di stampa 3D in "processi". Inoltre, è stata standardizzata anche la terminologia legata all'ambito della stampa 3D, così da semplificare la descrizione dei vari metodi di produzione.
Classificazione delle tecnologie di stampa 3D in base ai materiali
Le tecnologie di stampa 3D possono essere distinte anche in base alla tipologie di materiali utilizzabili. I materiali per la stampa 3D sono numerosi e si differenziano tra loro secondo diverse caratteristiche. Di base però, possiamo sicuramente fare una prima distinzione in due gruppi: polimeri e metalli.
Polimeri
Il gruppo dei polimeri racchiude in vasto numero di materiali che presentano proprietà molto diverse tra loro, trovando spazio in un numero molto alto di applicazioni. Se ti guardi intorno, ti renderai immediatamente conto di quanto i polimeri siano usati nell'industria. Oggi infatti, il mercato dei polimeri supera di gran lunga quelli di altri materiali.
Nella stampa 3D i materiali di consumo si presentano solitamente in tre forme - filamenti, resine e polveri. Nello specifico, i polimeri si suddividono principalmente in due gruppi: termoplastiche e termoindurenti. La differenza tra questi due sta essenzialmente nel comportamento che assumono se sottoposti a calore.
Termoplastiche
Le termoplastiche possono passare dallo stato liquido allo stato solido più volte nel tempo, mantenendo praticamente inalterate le proprie caratteristiche.
Le termoplastiche sono usate nel processo di stampa 3D a filamento fuso, come anche nella tradizionale produzione tramite stampi. Risulta evidente quindi come l'uso delle termoplastiche preveda una fase di fusione, a cui segue una fase di estrusione o iniezione, e infine una fase di raffreddamento e solidificazione.
Termoindurenti
A differenza delle termoplastiche, i polimeri termoindurenti non entrano mai nello stato di fusione. I polimeri termoindurenti si presentano solitamente sotto forma di fluidi viscosi, ad esempio resine, e passano allo stato solido indurendosi a seguito dell'azione di un'agente come:
- esposizione al calore;
- esposizione alla luce;
- catalisi (reazione chimica che avviene quando il termoindurente entra in contatto con un secondo materiale, detto catalizzatore).
Se vengono fusi, i termoindurenti perdono interamente le proprie caratteristiche tecniche. Questo significa che i materiali facenti parte di questa categoria non possono essere trasformati tramite fusione per poi essere riutilizzati.
Tra le tecnologie di stampa 3D, le tecnologie SLA, DLP e Material Jetting sfruttano polimeri termoindurenti in fase di produzione. La solidificazione del materiale avviene a seguito dell'azione di un laser o di una luce UV.
Metalli
A differenza dei polimeri, i quali sono essenzialmente usati sotto forma di filamenti, polveri e resine, la stampa 3D a metallo prevede quasi esclusivamente l'uso di materiali in polvere.
La stampa 3D in metallo predilige l'alta precisione nella realizzazione di pezzi funzionali e performanti. La dimensione delle particelle, la loro distribuzione, la forma e l'attrito tra loro stesse sono tutte proprietà che determinano la qualità di realizzazione dei pezzi.
La stampa 3D a metallo non si ferma all'uso di materiali come l'acciaio. Sono diverse le applicazioni che vedono l'impiego di polveri di titanio, oro, argento e altre leghe.
Altri materiali
Alcune tecnologie di stampa 3D sono in grado di utilizzare materiali compositi a fibra lunga, filamenti caricati con polveri di ceramica o polveri metalliche e sabbia. In questo gruppo ricadono tutti quei materiali meno conosciuti e che soddisfano richieste di nicchia.
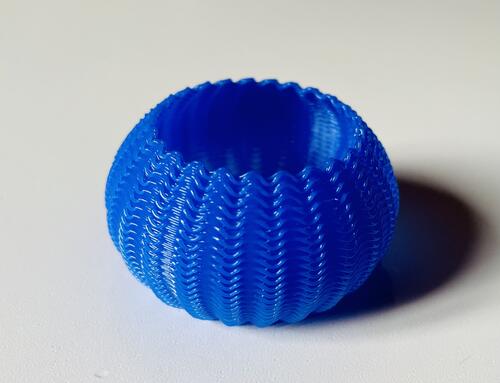
Stampa 3D a estrusione
La stampa 3D a estrusione è la più conosciuta. In questo processo, il materiale viene estruso attraverso un ugello. Il più delle volte quel materiale è un filamento di plastica spinto attraverso un ugello riscaldato, che lo scioglie e lo deposita su di un piano.
La stampante deposita il materiale su una piattaforma di costruzione lungo un percorso predeterminato, dove il filamento si raffredda e si solidifica per formare un oggetto solido. In questo processo sono usati anche materiali compositi come pasta di metallo, biogel, cemento, cioccolato e una vasta gamma di altri materiali.
Caratteristiche principali:
- Tipi di tecnologia di stampa 3D: stampa a deposizione di filamento fuso (FDM), a volte chiamata Fused Filament Fabrication (FFF);
- Materiali: filamento di plastica (PLA, ABS, PET, PETG, TPU, nylon, ASA, PC, HIPS, fibra di carbonio e molti altri);
- Precisione dimensionale: ±0,5% (limite inferiore ±0,5 mm);
- Applicazioni comuni: alloggiamenti elettrici, prototipi di geometria e forma, dispositivi di vario genere, modelli per microfusione, ecc;
- Punti di forza: basso costo, ampia gamma di materiali.
Fanno parte di questo processo di stampa:
Stampa a filamento fuso - Fused Deposition Modeling (FDM)
Comunemente chiamata con gli acronimi FFF - Fused Filament Fabrication - o FDM – Fused Deposition Modeling – questa tecnologia di stampa 3D è la più comune ed economica. Un filamento di materiale, generalmente un polimero, viene riscaldato da una resistenza e spinto attraverso un ugello il quale, spostandosi all’interno del volume di lavoro, va a depositare il materiale strato su strato.
La temperatura di estrusione dipende dal polimero utilizzato nella fase di stampa. Il materiale usato più comunemente è il PLA (Acido Polilattico) e viene estruso ad una temperatura compresa tra i 180 e 210 °C. Altri materiali richiedono temperature di estrusione ben maggiori, a volte anche 300-400 °C come l’ULTEM (materiale altamente performante e resistente alle deformazioni), il PEEK (apprezzato per l’alta resistenza termica) o il PMMA (comunemente chiamato Plexiglass).
La dimensione del foro dell’ugello di estrusione può variare a seconda delle necessità: si parte dai decimi di centimetro fino ad arrivare a diversi millimetri di diametro.
Il diametro dell’ugello definisce due parametri molto importanti:
- la velocità di stampa (a parità di dimensioni dell’oggetto in stampa, un ugello più grande estrude più materiale, permettendo di finire la lavorazione più velocemente);
- la precisione con cui viene depositato il materiale (un ugello più piccolo permette di ottenere forme più precise).
Comunemente, si dice che la tecnologia FDM viene utilizzata anche per realizzare edifici stampati in 3D estrudendo argilla o cemento, dolci e cibo stampati 3D estrudendo cioccolato, organi stampati in 3D estrudendo cellule vive in un gel biologico, ecc.
A mio avviso questa di tratta di una grande approssimazione. Per quanto il processo di stampa sia molto similare, le componenti cambiano. Ad esempio, per stampare argilla è necessario montare un estrusore apposito dotato di una vite e senza riscaldatore. Fai sempre attenzione a questi dettagli!
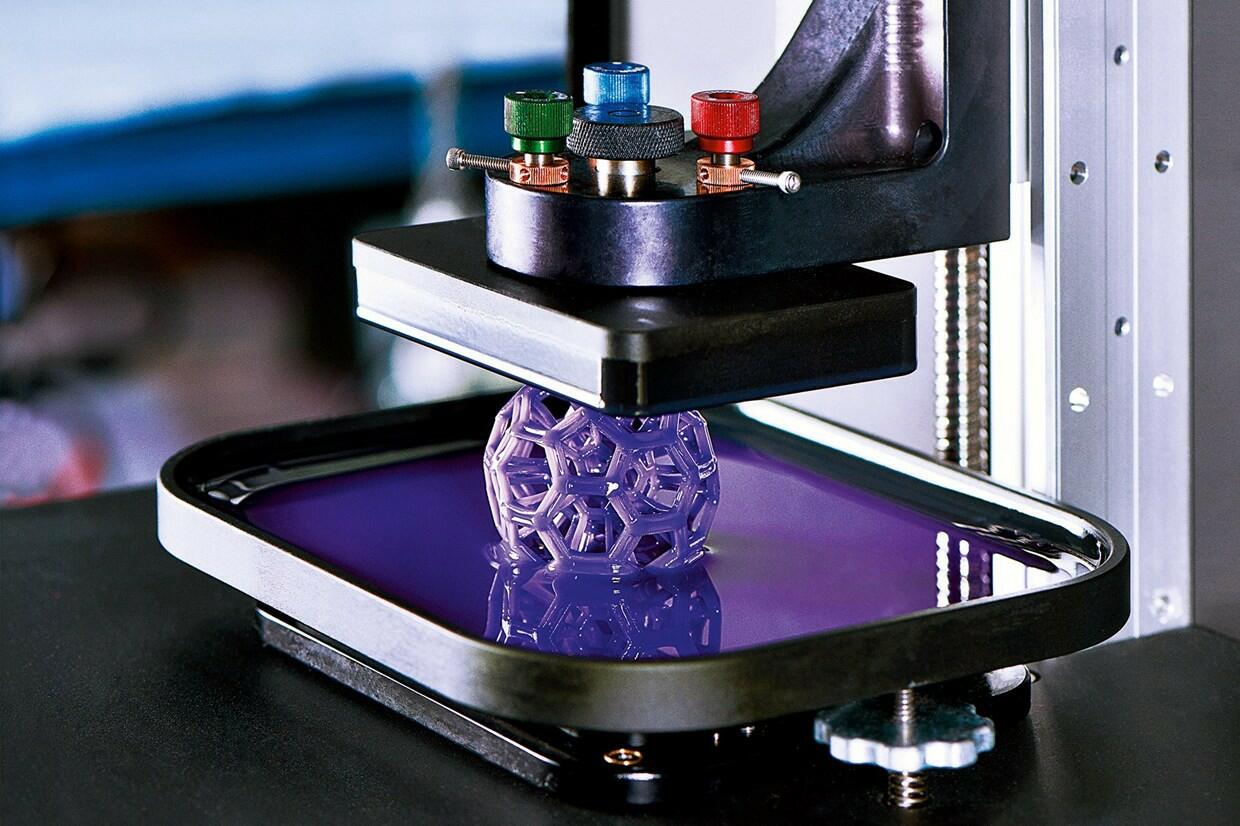
Stampa 3D a resina
La polimerizzazione in vasca è un processo di stampa 3D in cui una sorgente di luce polimerizza in modo selettivo una resina fotopolimerica raccolta in una vasca. A livello pratico abbiamo a che fare con una fonte luminosa che viene diretta con precisione verso un punto specifico su un sottile strato di plastica liquida, facendola indurire. Questo processo viene ripetuto strato dopo strato fino a formare l'oggetto 3D.
Le tecnologie più comuni di polimerizzazione in vasca sono la stereolitografia (SLA), la Digital Light Processing (DLP) e la Masked Stereolitography (MSLA). La differenza fondamentale tra questi tipi di tecnologia di stampa 3D è la fonte di luce che usano per polimerizzare la resina.
Alcuni produttori di stampanti 3D, in particolare quelli che producono stampanti 3D di livello professionale, utilizzano varianti leggermente differenti e brevettate. Ne consegue che sia abbastanza comune trovare diversi tipi di tecnologia SLA sul mercato.
Alcuni esempi possono essere Carbon, la quale utilizza una tecnologia di polimerizzazione in vasca chiamata Digital Light Synthesis (DLS), Origin di Stratasys chiama la sua tecnologia Programmable Photopolymerization (P³), Formlabs con la Low Force Stereolithography (LFS) e Azul 3D con la tecnologia HARP.
Caratteristiche principali:
- Tipi di tecnologia di stampa 3D: stereolitografia (SLA), Masked Stereolitography (MSLA), microstereolitografia (µSLA) ecc.
- Materiali: Resine fotopolimeriche (colabili, trasparenti, industriali, biocompatibili, ecc.)
- Precisione dimensionale: ±0,5% (limite inferiore ±0,15 mm o 5 nanometri con µSLA)
- Applicazioni comuni: prototipi di polimeri simili a stampi a iniezione; colata di gioielli; applicazioni odontoiatriche
- Punti di forza: finitura superficiale liscia, dettagli fini
Fanno parte di questo processo di stampa:
Stereolitografia (SLA)
La tecnologia SLA è stata prima in assoluto ad essere inventata. La stereolitografia è stata inventata da Chuck Hull nel 1986, usata e commercializzata dalla società 3D Systems.
Le stampanti 3D a stereolitografia permettono di realizzare oggetti partendo da una vasca contenente resine epossidiche allo stato liquido. Il processo prevede la solidificazione di uno strato di resina sopra l’altro per mezzo di un raggio laser che viene riflesso da una lente che disegna gli strati dell’oggetto interessato.
Le resine utilizzate con questa tecnologia sono dei fotopolimeri, ossia materiali polimerici che si solidificano se sottoposti ad un raggio di luce avente determinate caratteristiche. Tali resine fotosensibili presentano scarse qualità meccaniche e deterioramento precoce, soprattutto se esposte a raggi solari o all’umidità.
Per sostenere le parti a sbalzo dell’oggetto di stampa è necessario utilizzare dei supporti, che possono essere disegnati appositamente o calcolati dal software CAM in modo automatico. Gli oggetti prodotti attraverso stereolitografia sono anche utilizzati per lo stampaggio a iniezione, per la termoformatura, per la soffiatura e per processi che prevedono colate di metallo, in quanto risultano sufficientemente resistenti alle sollecitazioni sul materiale.
Lo svantaggio della stereolitografia rispetto alla tecnologia DLP - che vediamo nel prossimo paragrafo - è che, utilizzando un laser che "lavora per punti", il processo di stampa può richiedere più tempo.
Digital Light Processing DLP
Se nel metodo SLA la luce utilizzata per fotopolimerizzare la resina proviene da un laser, il metodo DLP utilizza invece un fascio di luce proveniente da proiettori o schermi LCD. Il processo prevede anche in questo caso la fotopolimerizzazione di una resina fotosensibile, che si trova inizialmente allo stato liquido, tramite dei flash ad alta luminosità.
La luce viene proiettata sulla resina utilizzando schermi a diodi a emissione di luce (LED) o una sorgente di luce UV (lampada) diretta alla superficie di costruzione da un dispositivo a microspecchi digitali (DMD).
Il dispositivo digitale a microspecchi, chiamato DMD – Digital Micromirror Device - corrisponde ad un meccanismo di modulazione di luce spaziale. Questo permette di coprire in modo dinamico un’ampia area di luce. La precisione di questo sistema di specchi permette di arrivare a qualità di stampa notevoli, pari circa a 30 micron.
Mentre nella tecnologia SLA il laser si muove sulla parte superficiale della resina, arrivando a solidificare lo strato interessato punto per punto, la tecnologia DLP solidifica uno strato intero alla volta, proiettando un fascio di luce su tutta la superficie da lavorare. Il tempo impiegato per solidificare gli strati dipende dalla potenza della fonte luminosa originaria e dalla dispersione di luce, che è bene avvenga il meno possibile per garantire una buona riuscita di stampa. Le stampanti DLP possono utilizzare un’ampia gamma di materiali, anche morbidi e flessibili.
Poiché vengono usati schermi LCD e proiettori, i quali sono schermi digitali composti da pixel, l'immagine proiettata di ogni strato è composta da pixel quadrati estrusi, chiamati voxel.
Stampa 3D a fusione di polveri (Powder Bed Fusion)
La stampa 3D a fusione di polveri è un processo in cui una fonte di energia termica induce selettivamente la fusione tra particelle di polvere (plastica, metallo o ceramica) all'interno di un'area di stampa, così da creare l'oggetto solido strato dopo strato.
In questa metodologia, le macchine posizionano un sottile strato di materiale in polvere sul letto di stampa, in genere con una lama, su cui poi agisce la fonte di calore che fonde le particelle tra di loro. In seguito, un altro strato di materiale viene depositato e a sua volta fuso. Il processo si ripete fino a fine lavoro.
Caratteristiche principali:
- Tipi di tecnologia di stampa 3D: Sinterizzazione Laser (SLS), Selective Laser Melting (SLM), fusione con fascio di elettroni (EBM), Direct Metal Laser Sintering (DMLS), Multi Jet Fusion (MJF)
- Materiali: Polveri termoplastiche (Nylon 6, Nylon 11, Nylon 12, ecc.), polveri metalliche (acciaio, titanio, alluminio, cobalto, ecc.), polveri ceramiche
- Precisione dimensionale: ±0,3% (limite inferiore ±0,3 mm)
- Applicazioni comuni: parti funzionali, tubazioni complesse (disegni cavi), produzione di parti a basse tirature
- Punti di forza: parti funzionali, ottime proprietà meccaniche, geometrie complesse
Fanno parte di questo processo di stampa:
> Sinterizzazione Laser (SLS)
> Direct Metal Laser Sintering (DMLS) / Selective Laser Melting (SLM)
> Electron Beam Melting (EBM)
> Multi Jet Fusion (MJF)
Sinterizzazione Laser (SLS)
Per “sinterizzazione” s’intende una lavorazione che permette di ottenere elementi compatti partendo da materiali polverulenti. Questa tecnologia sfrutta una luce laser che va a colpire uno strato di polvere, solitamente polimerica, accolta all’interno di una vasca, e che sinterizza tra di loro le particelle interessate.
Banalmente, la sinterizzazione può essere vista come la saldatura tra piccole particelle solide. La costruzione degli oggetti avviene sinterizzando uno strato di polvere sull’altro: alla fine sarà quindi necessario rimuovere l’oggetto dalla vasca in cui è stato prodotto e pulirlo dalle polveri circostanti, che non sono state colpite dal raggio laser.
I materiali utilizzabili sono generalmente polimeri e possono contenere caricature di diverso tipo (nylon caricato alluminio, nylon caricato carbonio, poliammide). L’altezza degli strati di stampa può arrivare a grandezze nell’ordine dei 20 micron.
Sono note tecnologie che prevedono l'uso di materiali differenti, come nel caso del Micro Selective Laser Sintering (μSLS). Il Micro Selective Laser Sintering è essenzialmente una tecnologia SLS su scala ridotta e spesso chiamata micro sinterizzazione laser. In μSLS vengono usati comunemente metalli.
μSLS può produrre parti metalliche 3D con una risoluzione inferiore a 5 μm e una produttività superiore a 60 mm3/ora. Utilizzando una stampante 3D SLS non servono i supporti all’oggetto in stampa poiché, il materiale che non viene sinterizzato, fa da supporto agli strati successivi. Inoltre, il materiale che all’interno di una sessione di stampa non viene impiegato sarà riutilizzabile nuovamente.
Direct Metal Laser Sintering (DMLS) / Selective Laser Melting (SLM)
Sia la Direct Metal Laser Sintering (DMLS) che la Selective Laser Melting (SLM) derivano dalla tecnologia a Sinterizzazione SLS. La differenza principale è che questi tipi di tecnologia di stampa 3D vengono applicati per realizzare componenti in metallo.
La tecnologia DMLS non scioglie la polvere, ma la riscalda fino a produrre una fusione a livello molecolare. In questo modo si ottiene una lega metallica.
La tecnologia SLM utilizza il laser per ottenere una vera e propria fusione della polvere metallica. Con questo sistema si ottiene un materiale puro, come il titanio.
Electron Beam Melting (EBM)
La fusione tramite fascio di elettroni (EBM) utilizza un raggio ad alta energia, o elettroni, per indurre la fusione tra le particelle di polvere metallica.
Il processo prevede il passaggio di un fascio di elettroni su un sottile strato di polvere, provocando la fusione e la solidificazione localizzate di una specifica area del piatto di stampa. Il risultato è quindi la solidificazione del singolo layer del pezzo in stampa.
Rispetto ai tipi di tecnologia di stampa 3D SLM e DMLS, EBM ha generalmente una velocità di stampa superiore grazie della sua maggiore densità di energia. Tuttavia, caratteristiche come la dimensione minima dei dettagli, la dimensione delle particelle di polvere, lo spessore dello strato e la finitura superficiale sono in genere più grossolane.
Nel processo EBM le parti sono fabbricate sotto vuoto. Inoltre, il processo può essere utilizzato solo con materiali conduttivi.
Multi Jet Fusion (MJF)
Multi Jet Fusion è tecnicamente una tecnologia di stampa 3D a fusione di letto di polvere, sebbene abbia somiglianze con il Binder Jetting. La tecnologia Multi Jet Fusion è stata introdotta sul mercato da HP nel 2016 e deriva da decenni di investimenti di HP nella stampa a getto d'inchiostro, nei materiali "a getto", nella meccanica di precisione a basso costo, nella scienza dei materiali e nei sistemi di "imaging".
La tecnologia prende il nome dalle molteplici testine a getto d'inchiostro che eseguono il processo di stampa.
Nel processo di stampa Multi Jet Fusion, la stampante depone uno strato di polvere di materiale sul piano di stampa. In seguito, una testina a getto d'inchiostro attraversa la polvere e deposita su di essa sia un agente di fusione che un agente di dettaglio.
Un'unità di riscaldamento a infrarossi si sposta in seguito sullo strato di stampa. Col passaggio degli infrarossi, gli agenti reagiscono e attivano una fusione del layer con quello sottostante. Le aree dove è stato depositato l'agente di dettaglio rimangono sotto forma di polvere, in quanto hanno solo funzione di generare i dettagli della geometria. Ciò elimina la necessità di usare supporti, poiché gli strati inferiori supportano quelli stampati sopra.
HP afferma che una stampante Multi Jet Fusion differisce dalla maggior parte delle altre tecnologie di stampa 3D in quanto ogni nuovo strato di materiale e agente viene posizionato mentre lo strato precedente è ancora in fase di fusione. Ciò consente agli strati di fondersi completamente, offrendo dettagli più fini e caratteristiche migliori.
Per completare il processo di stampa, l'intero letto di polvere - e le parti stampate in esso contenute - vengono spostati in una stazione di elaborazione separata. Qui, la maggior parte della polvere non fusa viene aspirata, consentendo di riutilizzarla.
Stampa 3D a getto di materiale (Material Jetting)
Il Material Jetting è un processo di stampa 3D in cui goccioline di materiale vengono depositate in modo controllato e polimerizzate su un piano di stampa. Solitamente si tratta di fotopolimeri o goccioline di cera che polimerizzano se esposte alla luce.
Il processo consente di stampare materiali diversi nel singolo oggetto, aggiungendo anche colori e trame. Si tratta di un processo con buona finitura superficiale ed estetica, usato per produrre prototipi a colori e multimateriale.
Caratteristiche principali:
- Tipi di tecnologia di stampa 3D: Material Jetting (MJ), Drop on Demand (DOD)
- Materiali: Resina fotopolimerica (standard, calcinabile, trasparente, alta temperatura)
- Precisione dimensionale: ±0,1 mm
- Applicazioni comuni: prototipi di prodotti a colori; prototipi simili a stampi a iniezione; stampi ad iniezione a bassa tiratura; modelli medici
- Punti di forza: Migliore finitura superficiale; Disponibile in quadricromia e multimateriale
- Punti di debolezza: fragile, non adatto per parti meccaniche; Costo superiore a SLA/DLP per scopi visivi
Fanno parte di questo processo di stampa:
Material Jetting (MJ)
Il Material Jetting (MJ) funziona in modo simile a una stampante a getto d'inchiostro standard. La differenza è che, invece di stampare un singolo strato di inchiostro, gli strati vengono costruiti l'uno sull'altro per creare un oggetto solido.
La testina di stampa emette centinaia di minuscole goccioline di fotopolimero e quindi le polimerizza/solidifica utilizzando la luce ultravioletta (UV). Dopo che uno strato è stato depositato e polimerizzato, la piattaforma di costruzione viene abbassata e il processo viene ripetuto per costruire un oggetto 3D.
Il Material Jetting si differenzia da altri tipi di tecnologia di stampa 3D che depositano, sinterizzano o polimerizzano il materiale di costruzione perché, invece di focalizzarsi su punti singoli dello strato, deposita e solidifica il materiale in modo omogeneo su tutto il layer.
Il vantaggio della deposizione in linea è che si possono fabbricare più oggetti senza avere alcun impatto sulla tempistica di stampa.
Gli oggetti realizzati tramite Material Jetting richiedono i supporti, che viene stampato simultaneamente durante la costruzione con un materiale solubile, di seguito rimosso durante la fase di post-produzione. Il Material Jetting è uno dei pochi tipi di tecnologia di stampa 3D a offrire oggetti realizzati con stampa multimateriale e full-color.
Drop On Demand (DOD)
Drop on Demand (DOD) è un tipo di tecnologia di stampa 3D che utilizza una coppia di getti d'inchiostro. Il primo deposita il materiale di stampa, che in genere è un materiale simile alla cera. Il secondo deposita un materiale di supporto solubile. Come in le altre tecnologie di stampa 3D, le stampanti DOD eseguono un percorso predeterminato per depositare materiale in modo puntuale.
Le stampanti DOD utilizzano anche una sorta di raschietto, che sfiora il layer appena stampato e lo livella, garantendo una superficie perfettamente piana prima di iniziare lo strato successivo. Le stampanti DOD vengono solitamente utilizzate per creare modelli adatti per la fusione a cera persa, la microfusione e altre applicazioni di costruzione di stampi.
Stampa 3D a getto di legante (Binder Getting)
La stampa 3D a getto di legante è un processo di stampa 3D in cui un agente legante liquido lega aree definite di un letto di polvere.
Il getto di legante è una tecnologia di stampa 3D simile a SLS, dove è previsto uno strato iniziale di polvere sulla piattaforma di stampa. A differenza dell'SLS però, il Binder Jetting sposta una testina di stampa sulla superficie della polvere, depositando goccioline di legante, che in genere hanno un diametro di 80 micron. Queste goccioline legano insieme le particelle di polvere, generando il layer dell'oggetto.
Una volta che uno strato è stato stampato, il letto di polvere viene abbassato e un nuovo strato di polvere viene distribuito sul layer precedente. Questo processo viene ripetuto fino a formare l'oggetto completo.
L'oggetto viene quindi lasciato nella polvere per indurire e acquisire le sue caratteristiche meccaniche. Successivamente, l'oggetto viene rimosso dal letto di polvere e l'eventuale polvere rimasta viene rimossa utilizzando aria compressa.
Caratteristiche principali:
- Tipi di tecnologia di stampa 3D: getto di legante
- Materiali: Sabbia, polimero o polvere di metallo: Inossidabile/Bronzo, Sabbia; compositi Ceramica-Metallo
- Precisione dimensionale: ±0,2 mm (metallo) o ±0,3 mm (sabbia)
- Applicazioni comuni: parti metalliche funzionali; Modelli a colori; Colata in sabbia
- Punti di forza: basso costo; Grandi volumi di costruzione; Parti metalliche funzionali, riproduzione dei colori eccezionale, velocità di stampa elevate, flessibilità di progettazione senza supporto
- Punti deboli: Proprietà meccaniche non buone come la fusione a letto di polvere di metallo
Fanno parte di questo processo di stampa:
> Sand Binder Jetting
> Metal Binder Jetting
> Plastic Binder Jetting
Sand Binder Jetting
Il Sand Binder Jetting è un processo a basso costo usato per la produzione di parti da sabbia, ad esempio arenaria o gesso.
Dopo la stampa, gli oggetti prodotti vengono rimossi dal volume di costruzione e puliti per rimuovere la sabia rimasta in superficie. Gli stampi sono in genere immediatamente pronti per la colata in metallo fuso. Dopo la colata, lo stampo viene rotto e il componente metallico finale viene rimosso.
Il processo è abbastanza facile da integrare nei processi di produzione o fonderia esistenti. Inoltre permette di produrre geometrie grandi e complesse a costi relativamente bassi.
Metal Binder Jetting
Il Binder Jetting può essere utilizzato anche per la fabbricazione di oggetti metallici. La polvere di metallo viene legata utilizzando un agente legante polimerico.
Il processo prevede, a seguito della fase di stampa, una fase di infiltrazione e di sinterizzazione dei pezzi realizzati, fondamentali per far raggiungere alle componenti le caratteristiche meccaniche desiderate. Se queste fasi non sono eseguite, una parte realizzata in metallo tramite Binder Jetting avrà scarse proprietà meccaniche.
Il processo di infiltrazione funziona come segue: inizialmente, le particelle di polvere metallica vengono legate insieme utilizzando un agente legante per formare un oggetto in "green state". Una volta che gli oggetti sono completamente induriti, vengono rimossi dalla polvere e posti in una fornace, dove il legante viene bruciato. Ciò lascia l'oggetto a una densità di circa il 60%.
Successivamente, viene fatta una infiltrazione di bronzo in modo da riempire i capillari aperti, ottenendo un oggetto con una densità di circa il 90% e una maggiore resistenza. Gli oggetti realizzati con Metal Binder Jetting hanno generalmente proprietà meccaniche inferiori rispetto alle parti metalliche realizzate con Powder Bed Fusion.
Il processo di sinterizzazione può essere applicato laddove le parti metalliche siano realizzate senza infiltrazioni. Al termine della stampa, gli oggetti con in "green state" vengono inseriti in un forno per rimuovere il legante. Successivamente, vengono sinterizzati in una fornace ad un'alta densità di circa il 97%. Tuttavia, il ritiro non uniforme può essere un problema durante la sinterizzazione e dovrebbe essere tenuto in considerazione in fase di progettazione.
Plastic Binder Jetting
Il Plastoc Binder Jetting è molto simile ai sistemi visti in precedenza. Si tratta di polvere di plastica su cui agisce un legante liquido.
Una volta stampate, le parti in plastica vengono rimosse dal loro letto di polvere e spesso possono essere utilizzate senza ulteriori lavorazioni, ma possono essere riempite con un altro materiale, polimerizzate, lucidate o verniciate. Non richiedono una fase di sinterizzazione in forno, come con il metallo.
Il getto di legante con polimeri, come con i metalli, presenta una gamma di vantaggi unici rispetto allo stampaggio a iniezione e ad altre tecnologie di stampa 3D di polimeri.
Stampa 3D a energia diretta (Direct Energy Deposition)
La stampa 3D a energia diretta è un processo di stampa 3D dove il materiale viene depositato e contemporaneamente fuso da una potente energia termica.
La fonte di energia in questione è solitamente un raggio di elettroni, un laser o un plasma. Il materiale viene fornito sotto forma di filo o polvere.
Questa tecnologia può essere usata strato su strato, per realizzare nuovi oggetti, ma può anche essere utilizzata per riparare componenti. Per questo motivo, la Direct Energy Deposition viene spesso utilizzata più per la riparazione che per oggetti completamente nuovi.
Quando il materiale utilizzato in questo metodo di stampa è in polvere, la polvere viene spruzzata insieme a un gas inerte per ridurre o eliminare la possibilità di ossidazione. C'è anche la possibilità di utilizzare più polveri per mescolare i materiali e ottenere risultati diversi.
Il problema più grande con questo metodo di stampa è che non tutto il materiale viene utilizzato durante il processo. Inevitabilmente, ci sarà della polvere che svolazza al di fuori dell'area interessata e non si scioglie. Un altro aspetto negativo della DED è che le parti prodotte in questo modo spesso richiedono una discreta quantità di post-elaborazione.
Caratteristiche principali:
- Tipi di tecnologia di stampa 3D: Laser Engineered Net Shaping (LENS); Produzione additiva di fasci di elettroni (EBAM); Spray freddo
- Materiali: metalli, in filo e in polvere
- Precisione dimensionale: ±0,1 mm
- Applicazioni comuni: riparazione di componenti automobilistici/aerospaziali di fascia alta, prototipi funzionali e parti finali
- Punti di forza: Strutture di supporto raramente richieste; miscelazione di metalli; capacità di lavorare in 3 dimensioni
- Punti deboli: una scarsa finitura superficiale richiede una post-elaborazione; costoso
Fanno parte di questo processo di stampa:
> Electron Beam Additive Manufacturing (EBAM)
> Laser Engineered Net Shaping (LENS)
> Cold Spray
Electron Beam Additive Manufacturing (EBAM)
Si utilizza un raggio di elettroni come fonte di energia su di polvere o filamento.
L'EBAM viene spesso eseguito sotto vuoto, riducendo la possibilità che venga contaminato il prodotto finale. Gli strati vengono costruiti uno alla volta, con il fascio di elettroni che crea una vasca di fusione e aggiunge il materiale dove richiesto.
I metalli comunemente usati con questa procedura includono leghe di rame, titanio, cobalto e nichel, ma vengono utilizzati anche titanio e altro. Per la maggior parte dei casi, il titanio è il materiale più utilizzato con questo metodo di stampa.
Laser Engineered Net Shaping (LENS)
La stampa 3D di LENS avviene all'interno di una camera ermeticamente sigillata, poiché una polvere di metallo viene alimentata attraverso uno o più ugelli e fusa in modo specifico tramite un potente laser. Un oggetto viene quindi costruito strato dopo strato mentre l'ugello e il laser si muovono, a volte anche su più assi.
Per questo motivo, un gas inerte (di solito argon) viene usato nella camera di stampa per ridurre quantità di ossigeno e umidità al suo interno. I metalli comunemente usati in questo processo includono titanio, acciaio inossidabile, alluminio e rame.
Questo metodo di stampa viene spesso utilizzato per riparare componenti aerospaziali e automobilistici di fascia alta, come le pale dei motori a reazione, ma può anche essere utilizzato per produrre componenti interi. Spesso, la finitura superficiale delle parti completate non è particolarmente impressionante, quindi è necessario un certo grado di finitura post-produzione per fornire un componente completato.
Cold Spray
Nel Cold Spray, invece di utilizzare una fonte di energia esterna come un raggio di elettroni o un laser, il sistema funziona solo in base alla velocità delle molecole di metallo.
Si tratta di una tecnologia di produzione che spruzza polveri metalliche a velocità supersoniche per legarle senza fonderle, il che non produce quasi alcuno stress termico. Dall'inizio degli anni 2000 è utilizzato come processo di rivestimento, ma più recentemente diverse aziende lo hanno adattato per la produzione additiva per stratificare il metallo a una velocità da circa 50 a 100 volte superiore rispetto alle tipiche stampanti 3D in metallo.
Potrebbe non sorprendere che questo metodo di stampa 3D non produce stampe di grande qualità superficiale o dettaglio. D'altro lato, la tecnologia non ha bisogno di metallo in polvere di alta qualità per funzionare, e non c'è bisogno di usare gas o camere a vuoto.
Spesso è prevista una finitura a CNC, che a volte viene integrata nella macchina stessa.
Stampa 3D a laminazione
La stampa 3D a laminazione è una forma di stampa 3D che prevede il posizionamento di fogli di materiale molto sottili uno sopra l'altro, che vengono tagliati uno alla volta per produrre un oggetto 3D.
Gli strati di materiale possono essere fusi insieme utilizzando calore o leganti in base al materiale laminato usato: carta, polimeri e metalli.
Questa tecnologia è una delle meno accurate. Le parti prodotte con questo metodo richiedono molte rifiniture di post-produzione. Sostanzialmente, i laminati sono tagliati tramite taglierine laser o CNC mentre la stampa avanza. Il sistema porta inevitabilmente a più sprechi rispetto ad altre tecnologie di stampa 3D.
Viene usata per produrre prototipi economici e non funzionali a una velocità relativamente elevata o per produrre articoli compositi, poiché i materiali utilizzati possono essere scambiati durante il processo di stampa. Va sottolineato che gli oggetti prodotti in questo modo non sono abbastanza resistenti per fungere da componenti funzionali.
Caratteristiche tecniche:
- Tipi di tecnologia di stampa 3D: Laminated Object Manufacturing (LOM), Ultrasonic Consolidation (UC)
- Materiali: carta, polimero e metallo in fogli
- Precisione dimensionale: ±0,1 mm
- Applicazioni comuni: prototipi non funzionali, stampe multicolori, stampi per colata
- Punti di forza: basso costo; produzione rapida possibile; stampe composite
- Punti deboli: bassa precisione; più rifiuti; molto lavoro di post-produzione richiesto per le parti
Fanno parte di questo processo di stampa:
> Laminated Object Manufacturing (LOM)
> Ultrasonic Consolidation (UC)
Laminated Object Manufacturing (LOM)
La tecnologia LOM è la forma più comune di stampa 3D con laminazione a fogli.
Molto apprezzata per i risultati estetici e il relativo basso costo dei materiali di consumo, la tecnica per laminazione produce oggetti incollando strato su strato il materiale impiegato, tra i quali il più utilizzato è la carta. Si otterrà quindi una risma di fogli con una sequenza ben definita, ognuno dei quali sarà tagliato secondo la forma che dovrà avere lo strato e incollati uno sopra l’altro.
I fogli possono anche essere colorati proprio come accade con le macchine Inkjet. Avremo così un oggetto che potrà essere caratterizzato da infinite colorazioni, rinunciando però alle capacità meccaniche. Materiali utilizzati comunemente sono anche film plastici e lamiere metalliche.
La quantità di colla applicata durante questo processo di stampa può variare e il sistema di taglio lavora mentre la stampa procede, tagliando una sezione trasversale 2D dell'oggetto 3D finale.
Questo metodo di stampa presenta alcuni vantaggi, con stampe rapide e convenienti da produrre, soprattutto sulle grandi dimensioni.
Ultrasonic Consolidation (UC)
Ultrasonic Consolidation (UC) è un modo per stampare in 3D oggetti metallici. A volte lo vedrai indicato come Ultrasonic Additive Manufacturing (UAM).
Questo metodo di stampa 3D utilizza vibrazioni e pressioni ultrasoniche per fondere sottili fogli di metallo a bassa temperatura. A causa delle basse temperature usate, le lamiere non vengono fuse insieme ma semplicemente legate insieme a causa della rottura degli ossidi sulla superficie dei metalli.
Questo metodo produce poco calore e può legare insieme diversi tipi di metallo, producendo parti multimateriale senza che i metalli si mescolino.
Come con altri metodi di stampa della laminazione del foglio, è necessario un sistema di taglio per tagliare la sezione trasversale 2D e, solitamente, una macchina CNC è il metodo più comunemente utilizzato.
A causa del processo di taglio, con questo metodo si ottengono più scarti. Spesso è richiesta una finitura in post-produzione.
-
 1
1
-
 1
1










.thumb.jpg.db396a1d482f587ad6f3e454c61c5719.jpg)




Commenti Raccomandati
Partecipa alla conversazione
Puoi pubblicare ora e registrarti più tardi. Se hai un account, accedi ora per pubblicarlo con il tuo account.