
Se hai letto le mie precedenti guide, sicuramente avrai scoperto come migliorare le prestazioni della tua stampante 3D FDM.
Attraverso piccoli controlli e accorgimenti avrai eliminato tutti quei difetti che fino a prima ti avevano fatto impazzire.
Ora però è arrivato il momento di valutare i tuoi risultati... ma come possiamo valutare in modo oggettivo le tue stampanti 3D? Quali sono i parametri e gli aspetti di cui tenere conto per dare un voto alle tue stampe?
Certamente puoi basarti su un controllo visivo, ma per avere un riscontro più affidabile è necessario adottare un approccio oggettivo.
In questa guida:
> Come valurate la tua stampante 3D: i test da fare
> Prima di eseguire i test segui questi consigli
> I test da eseguire
> Sommiamo i risultati: che punteggio hai ottenuto?
Ora avanti tutta, entriamo nel merito delle prove che la tua stampante 3D dovrà superare.
Come valutare la tua stampante 3D: i test da fare
Per valutare la tua stampante 3D è necessario fare dei test oggettivi che siano comparabili tra loro. Quello che ho fatto è stato raggruppare in questo articolo i test di stampa 3D più conosciuti, prendendo anche spunto dal noto sito Make:.
Il test si basa sulla realizzazione di più oggetti, a cui va assegnato un punteggio in base ai risultati ottenuti.
In questo modo, sommando i punti, potrai avere un risultato comparabile e avrai una base su cui lavorare per eventuali miglioramenti.
Attenzione però, non farti fregare: in questo test anche la tua bravura sarà messa alla prova!

Proprio così, le tue abilità di "stampatore" saranno fondamentali per ottenere i migliori risultati. Pensaci... meglio imposterai i parametri di stampa del tuo slicer, migliori saranno le tue stampe.
Prima di eseguire i test segui questi consigli
Premessa importante: è necessario utilizzare lo stesso filamento per tutti i test, magari uno che conosci già. Ti consiglio di usare un filamento di qualità e facile da stampare come il PLA, così eviterai di complicarti la vita con le difficoltà che sorgono nell'usare materiali più tecnici.
Se ti serve qualche dritta sul materiale giusto da usare, ti segnalo la guida ai 5 materiali più economici per la stampa 3D. Al suo interno trovi una selezione che tiene conto del prezzo e della qualità del materiale stesso. Penso sia di grande aiuto se sei indeciso sul filamento da usare con la tua stampante 3D.
Se non lo hai ancora fatto, dai un'occhiata ai miei 5 consigli su come ottenere una stampa 3D perfetta. Prima di iniziare coi test è bene che la tua stampate 3D sia pronta a essere messa sotto stress. Seguendo questi accorgimenti, non potrai sbagliare! 🚀
Infine, dovrai assicurarti di avere a disposizione uno strumento fondamentale: un calibro digitale.
Potrà sembrarti banale, ma misurare in modo preciso i pezzi che realizzerai sarà importantissimo per valutarli correttamente. Questo è il calibro che uso io, è disponibile su Amazon e solitamente si trova in offerta.

Bene, penso che sia il momento di iniziare.
I test da eseguire per valutare la tua stampante 3D
Usa l'indice che trovi di seguito per saltare velocemente alle sezioni dei vari test. All'interno di ogni sezione troverai anche il relativo modello 3D da scaricare direttamente dalla sezione Download della community.
Non ti resta che proseguire nella lettura e, mi raccomando, non dimenticare di mostrarci i tuoi risultati nella galleria immagini!
I test da eseguire:
> Test stampante 3D n.1: Accuratezza dimensionale
> Test stampante 3D n.2: Bridging (ponti e sbalzi)
> Test stampante 3D n.3: Massimo angolo di sbalzo
> Test stampante 3D n.4: Ritrazione
> Test stampante 3D n.5: Tolleranza negativa
> Test stampante 3D n.6: Vibrazioni sugli assi X e Y
> Test stampante 3D n.7: Wobble
Ready? Go!
Test stampante 3D n.1 - Accuratezza dimensionale
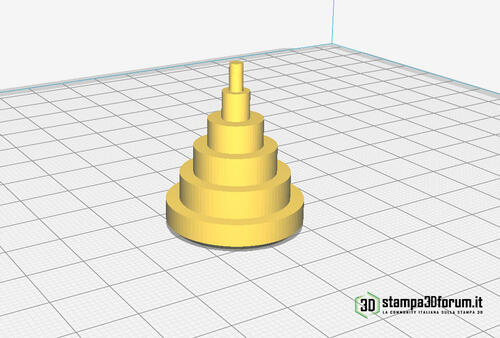
Come primo oggetto abbiamo un solido di rotazione che aiuterà a verificare se la tua stampante è ben calibrata. Una volta stampato l’oggetto, puoi utilizzare il tuo calibro digitale e controllare se e quanto le misure dell'oggetto stampato si discostano dal modello digitale.
Per darti un riferimento: la base circolare del modello 3D ha diametro che misura esattamente 20 mm.
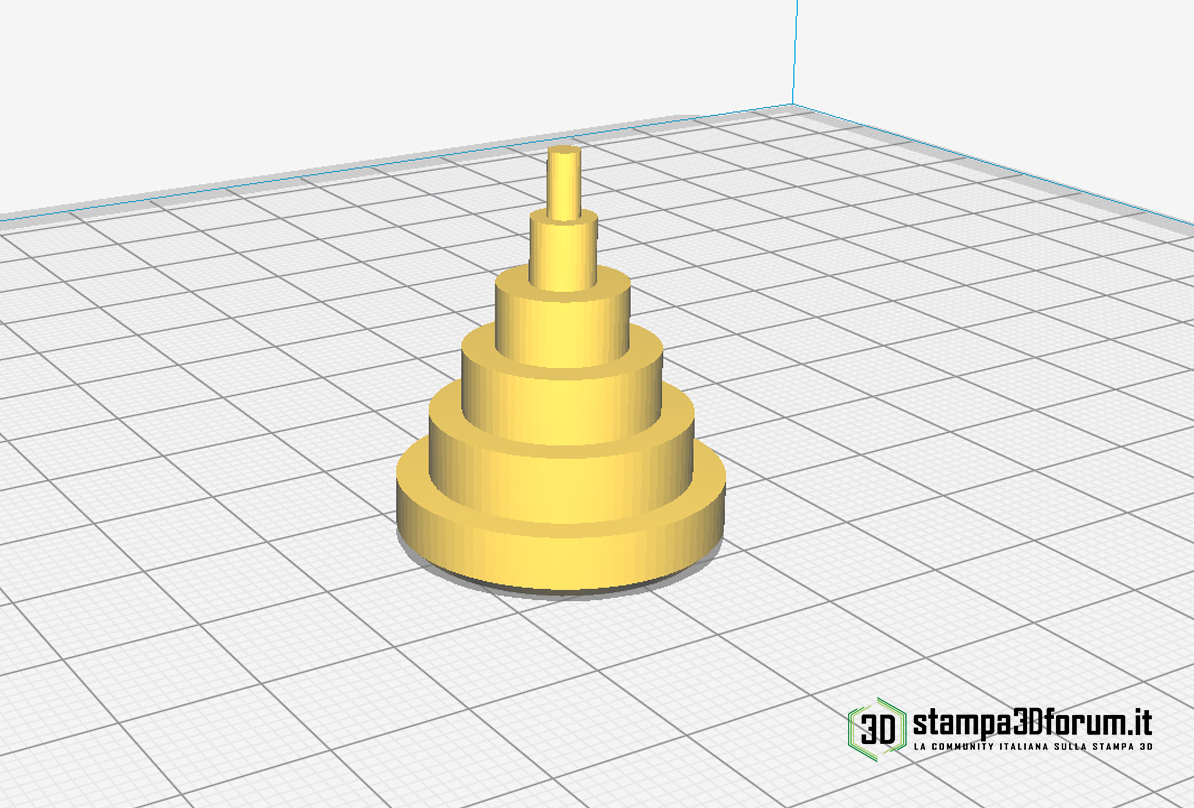
Segna con un pennarello sul modello gli assi X e Y per essere sicuro di non invertirli anche quando lo avrai staccato dal piatto di stampa. Assegna poi un punteggio a seconda di quanto differiscono le misure di X e Y:
- 1 punto se la differenza della misura tra X e Y è maggiore di 0,4 mm;
- 2 punti se la differenza della misura tra X e Y è tra 0,3 e 0,4 mm;
- 3 punti se la differenza della misura tra X e Y è tra 0,2 e 0,3 mm;
- 4 punti se la differenza della misura tra X e Y è tra 0,1 e 0,2 mm;
- 5 punti se la differenza della misura tra X e Y è minore di 0,1 mm.
Scarica qui il modello 3D per eseguire il test:
Per questo test puoi anche usare il modello del cubo XYZ, che puoi trovare al a seguente link.
Solitamente questo modello è usato per fare la calibrazione step/mm delle stampanti 3D. Se nella misurazione scopri che ci sono degli scostamenti dimensionali, puoi correggere queste imperfezioni seguendo la mia guida alla regolazione step/mm.
Test stampante 3D n.2: Bridging (ponti e sbalzi)
In questo test entrano in gioco due fattori: stampante e, soprattutto, impostazioni di slicing.
Assicurati quindi di settare al meglio lo slicer: ogni stampante si comporta in modo diverso ma, in generale, posso dirti che è bene diminuire la quantità di estrusione, tenere leggermente più bassa la temperatura dell’ugello e andare molto piano con la velocità di stampa.
Una volta finita la produzione dell'oggetto potrai verificare il punteggio:
- 1 punto se tutti i ponti risultano collassati;
- 2 punti se solo i 2 più lunghi risultano collassati;
- 3 punti se tutti i ponti sono stabili ma hanno dei dei fili cadenti;
- 4 punti se nessun ponte risulta collassato e i 2 più piccoli non hanno fili cadenti;
- 5 punti se nessun ponte risulta collassato e tutti e 5 i ponti non hanno fili cadenti.(lo spanciamento di un filo fino a 2 mm è accettabile).
Scarica qui il modello 3D per eseguire il test:
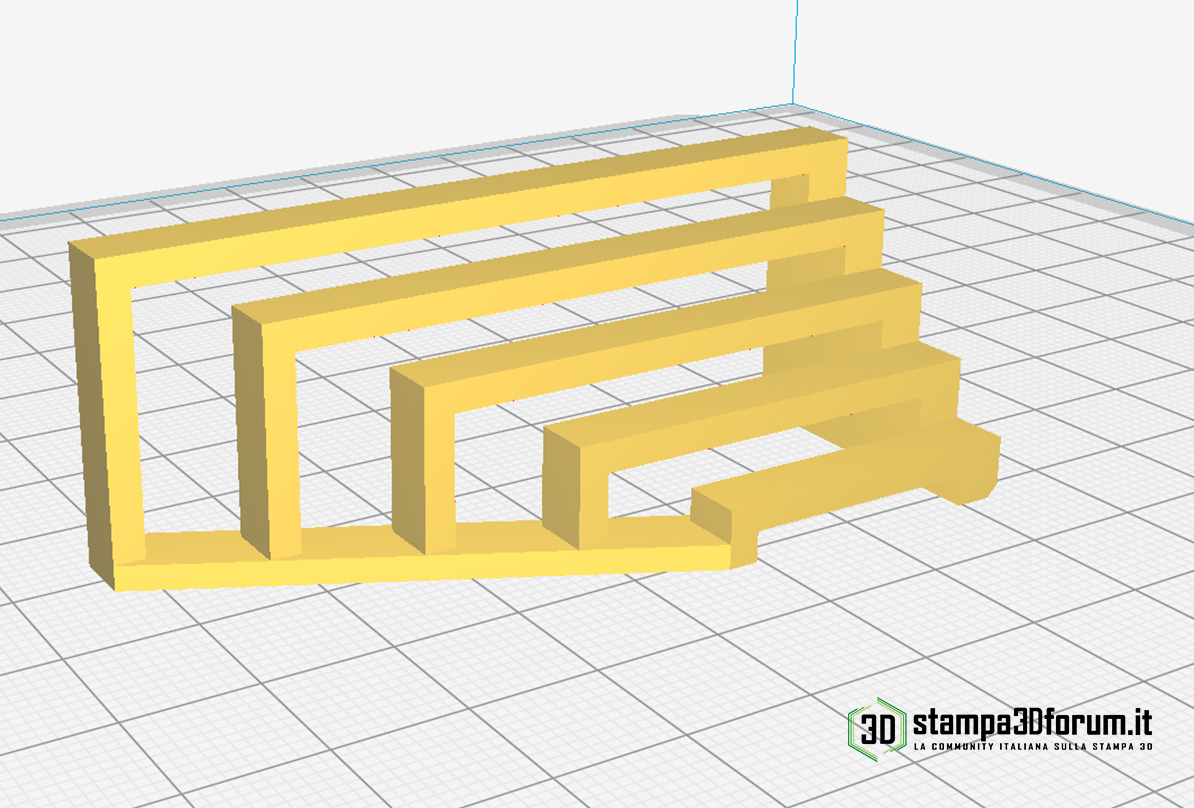
Test stampante 3D n.3: Massimo angolo di sbalzo
Nel caso della prova degli sbalzi, più l’angolo aumenta e meno superficie di appoggio sarà disponibile per il filamento del layer superiore. Perciò solitamente i difetti crescono con l’alzarsi della stampa.

Le valutazioni vanno date in questo modo:
- 1 punto se la stampante non è riuscita a terminare nessuna sporgenza;
- 2 punti se la stampante è riuscita a terminare le sporgenze 30 e 45 gradi ma non i 60 e 70;
- 3 punti se la stampante ha lasciato cadere alcuni fili sulla sporgenza da 70 gradi;
- 4 punti se la stampante non ha lasciato cadere i perimetri sottostanti e la superficie del 60 e 70 gradi è solo leggermente diversa dalla superficie degli sbalzi di 30 e 45 gradi;
- 5 punti se c’è poca o nulla differenza nella struttura superficiale tra i quattro angoli di sbalzo.
Scarica qui il modello 3D per eseguire il test:
Test stampante 3D n.4: Ritrazione
Sarai in grado di gestire al meglio la ritrazione su un modello come questo?
Qui la storia si fa dura! 🤯
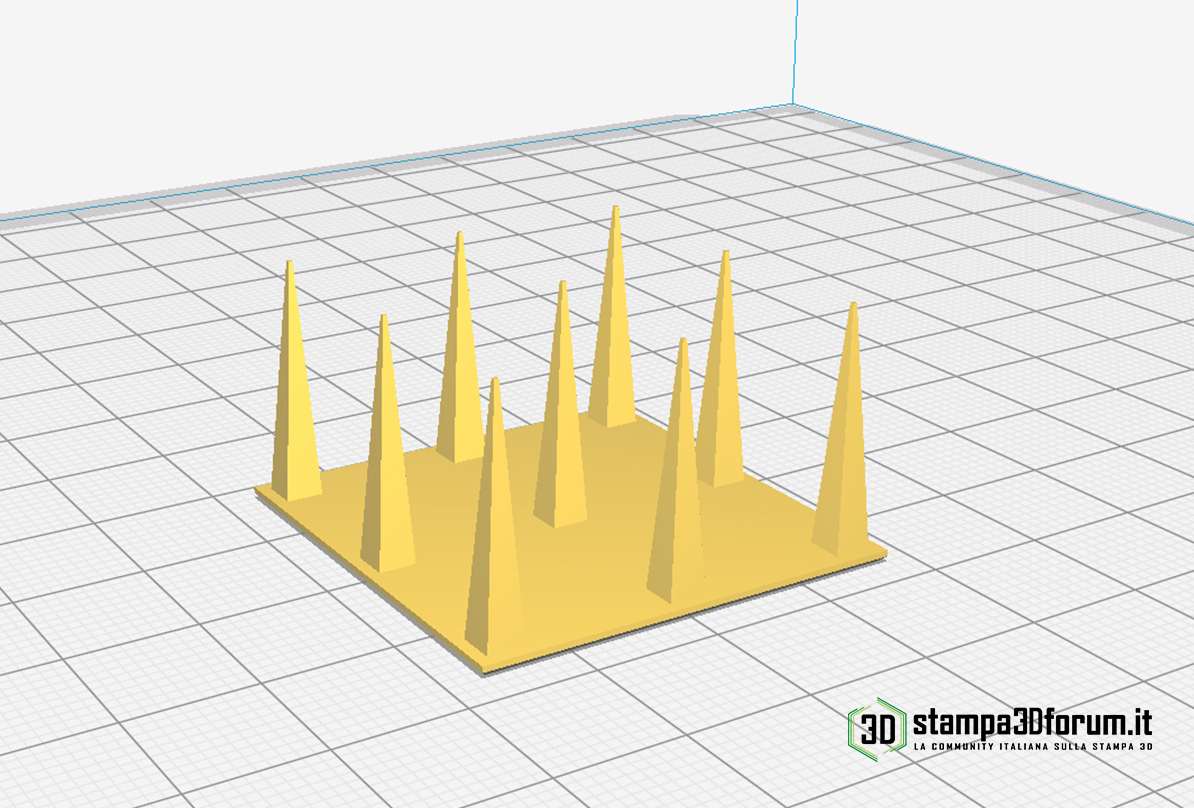
Anche qua entrano in gioco le impostazioni dello slicer. Una volta stampato il tuo file verifica ancora una volta quanti punti merita il tuo risultato:
- 1 punto se le punte non sono finite a causa di un inceppamento dell’estrusore o mancanza di flusso di materiale;
- 2 punti se le punte sono stampate ma sono piene di fili che le collegano l’un l’altra;
- 3 punti se le punte sono stampate e ci sono alcuni fili di collegamento. Ma gli errori sulla geometria sono dovuti a problemi di flusso (sotto o sovraestrusione);
- 4 punti se le punte sono presenti, non ci sono fili di collegamento, ma ci sono problemi di flusso, per cui le stesse non risultano quadrate ma hanno mancanze o abbondanza di materiale e sembrano di forma conica;
- 5 punti se le punte sono state stampate, non ci sono fili di collegamento e non vi sono scalini o rigature a causa di problemi di flusso del volume.
Scarica qui il modello 3D per eseguire il test:
Test stampante 3D n.5: Tolleranza negativa
Nel file corrispondente a questo test i cilindri aumentano di diametro, diminuendo quindi la distanza dalle pareti. Sarà quindi mano a mano più possibile che il cilindro faccia aderenza al resto del pezzo.
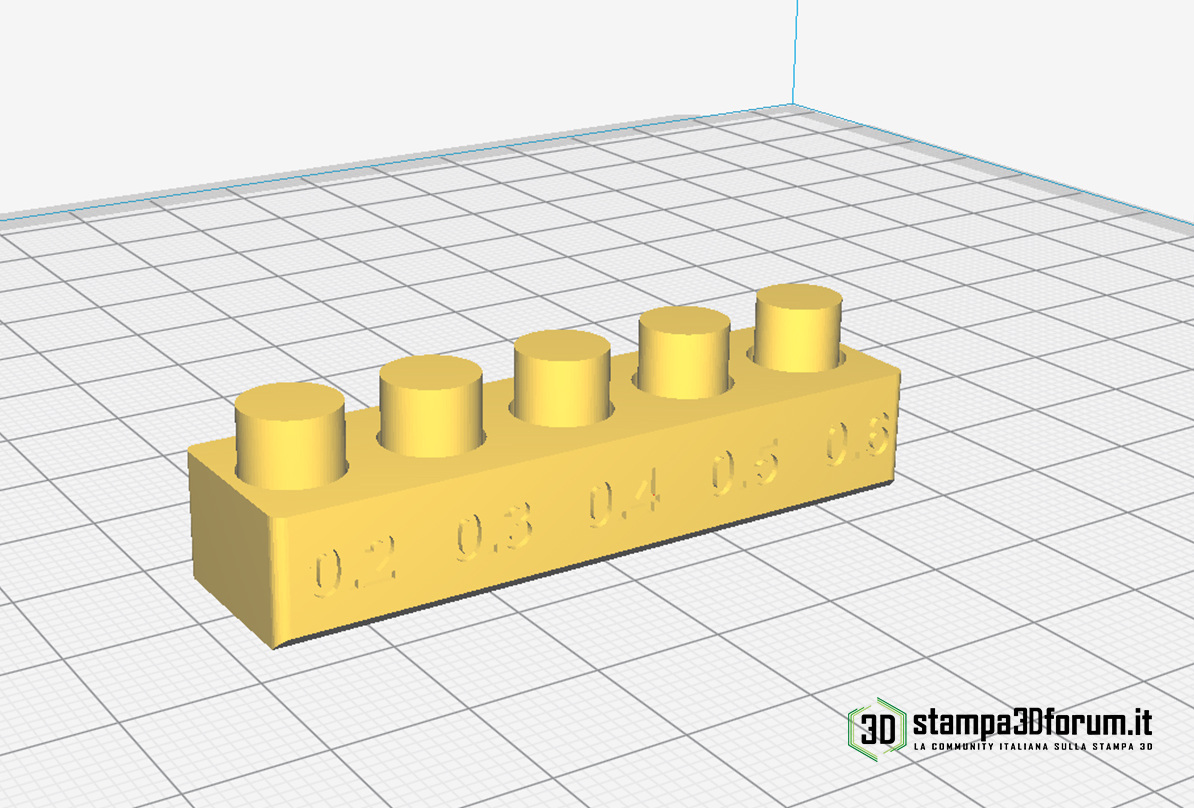
Non dovrai preoccuparti se la tua estrusione è settata in modo super preciso.
Questi sono i punteggi:
- 0 punti se non è possibile rimuovere alcun cilindro;
- 1 punto se è possibile rimuovere il cilindro di tolleranza radiale da 0.6 mm;
- 2 punti se è possibile rimuovere i cilindri di tolleranza radiale da 0.6 mm e 0.5 mm;
- 3 punti se è possibile rimuovere i cilindri di tolleranza radiale da 0.6, 0.5 e 0.4 mm;
- 4 punti se è possibile rimuovere i cilindri 0.6, 0.5, 0.4 e 0.3mm;
- 5 punti se tutti i cilindri possono essere rimossi.
Scarica qui il modello 3D per eseguire il test:
Test stampante 3D n.6: Vibrazioni sugli assi X e Y
Questo test valuta sia la risonanza meccanica degli assi X e Y, che il controllo della deposizione durante le estrusioni lineari. Infatti, le pareti formate da un solo guscio ti permettono di verificare se lo spessore dell’estrusione sia uguale a quella impostata nello slicer.
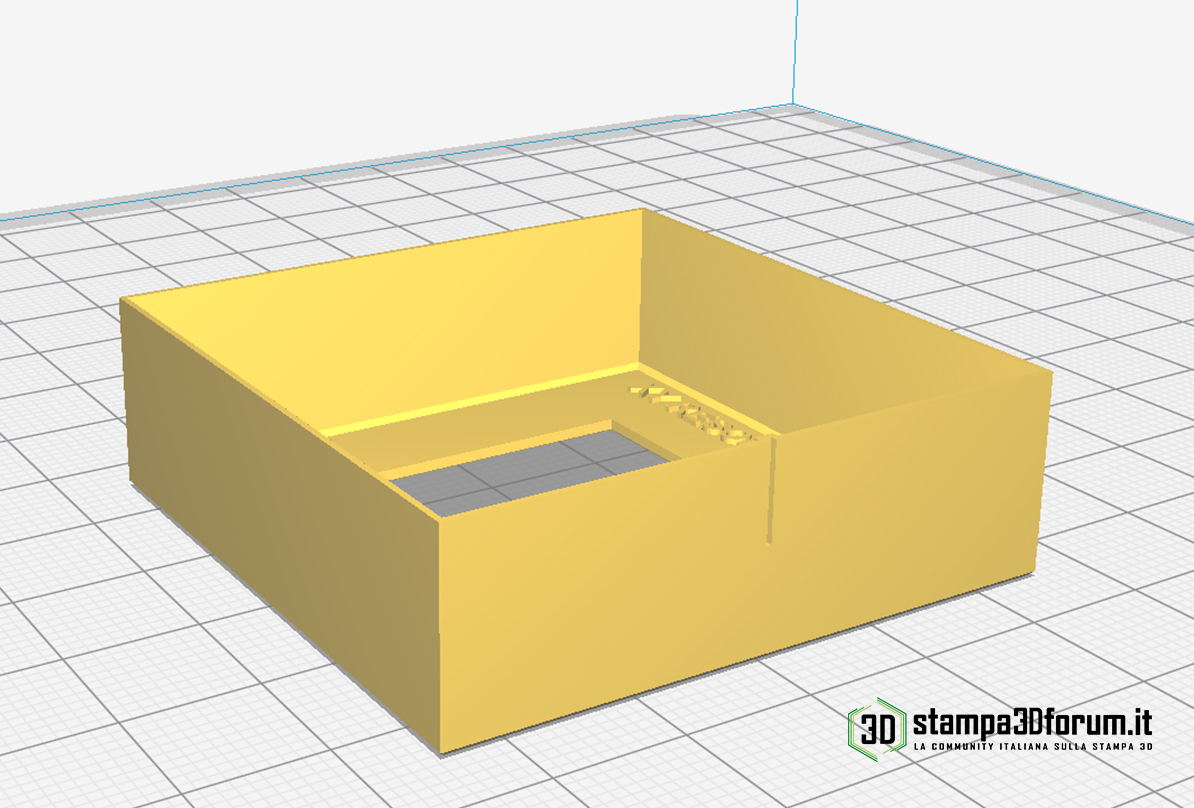
Poiché la risonanza è difficile da misurare quantitativamente, il risultato sarà solamente di tipo fallito/superato.
Se c’è qualche increspatura agli angoli o nel punto medio della parete di stampa con l’inserto, il test è fallito. Assegna quindi alla stampa un valore di 0 punti.
Se non ci sono increspature invece il test è superato e puoi assegnare alla stampa un valore di 2 punti.
Per quanto riguarda il controllo della deposizione invece, se misurando lo spessore della parete, trovi che la misura si discosta di massimo 0,1 millimetri dal valore di "extrusion width" dello slicer allora assegna 1 punto. Con ogni altro valore il test non è passato, e quindi vale 0 punti.
In questo caso ti metto a disposizione due modelli 3D. Questi si differenziano per lo spessore delle pareti verticali: nel primo hanno spessore 0.5mm, nel secondo hanno spessore 1mm. In base all'ugello che monta la tua stampante 3D dovrai scegliere il modello che più ha senso!
Scarica qui il modello 3D per eseguire il test:
Test stampante 3D n.7: Wobble
Con il modello della torre sarai in grado anche di valutare il cosiddetto "wobble". Questo difetto riguarda l’asse Z.
Per la valutazione si deve illuminare dall’alto la stampa e valutare, se c’è una notevole perdita degli strati nella metà superiore della stampa.
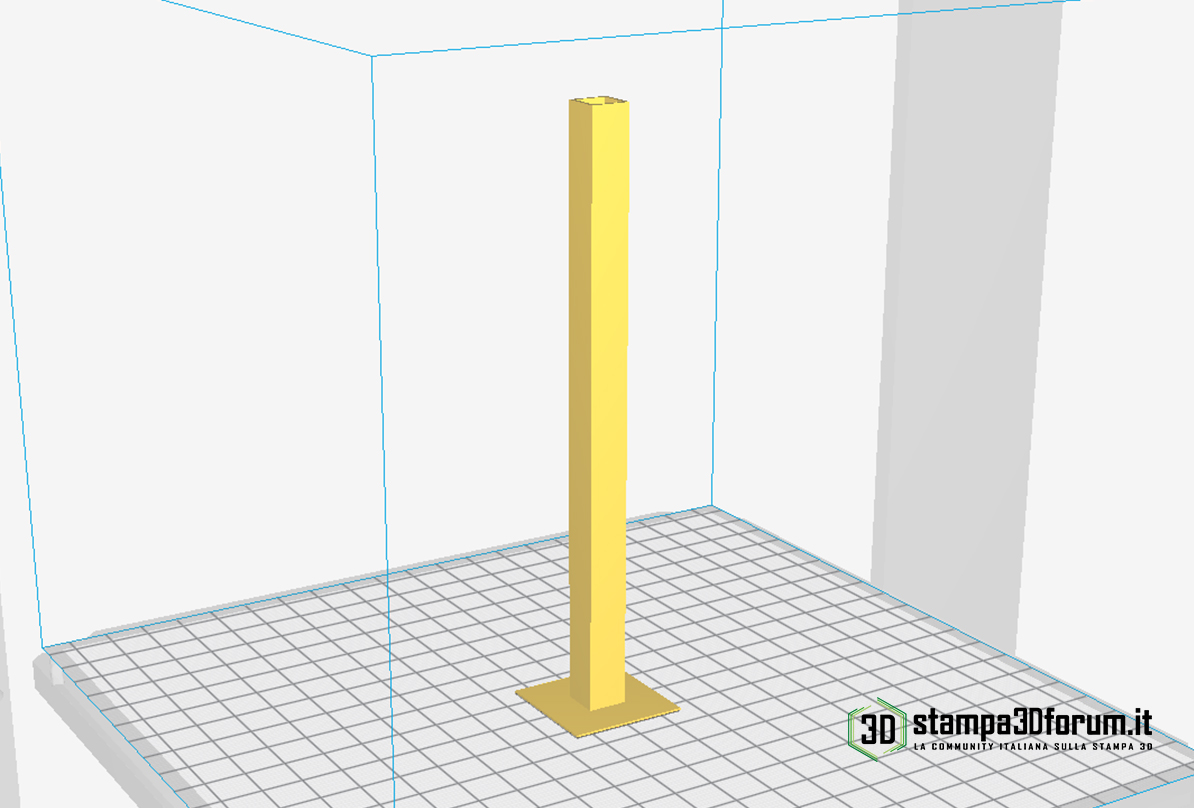
Se vedi più di 6/7 ombre molto marcate, sintomo che hai spessori più grandi o più piccoli, allora la stampa è fallita e dovrai assegnare 0 punti.
Se non c’è differenza tra i layer, oppure si presenta in pochi punti, il test è passato e puoi assegnare alla stampa un valore di “2”.
Scarica qui il modello 3D per eseguire il test:
Se riscontri problemi di wobble, puoi correggerli seguendo le indicazioni di questa guida:
Sommiamo i risultati: che punteggio hai ottenuto?
Terminati tutti i test potrai ottenere un punteggio complessivo della tua stampante e saprai anche quali sono i punti più carenti su cui mettere mano.
Che punteggio hai ottenuto?
Faccelo sapere commentando questo post e non dimenticare di caricare le foto dei tuoi risultati nella galleria immagini!
-
 1
1










.thumb.jpg.db396a1d482f587ad6f3e454c61c5719.jpg)




Commenti Raccomandati
Non ci sono commenti da visualizzare.
Partecipa alla conversazione
Puoi pubblicare ora e registrarti più tardi. Se hai un account, accedi ora per pubblicarlo con il tuo account.