Classifica


Contenuto Popolare
Mostra il contenuto con la massima reputazione da 27/08/2014 in Articoli
-
 Ammettiamolo, noi stampatori 3D andiamo particolarmente fieri delle nostre realizzazioni. Non appena il modello 3D esce dalla stampante lo fotografiamo per condividerlo sui social network o inviando foto su Whatsapp ad amici e parenti. A volte inviamo le foto anche alla nonna, che spesso fa solamente finta di aver capito cosa facciamo con quelle macchine infernali che estrudono plastica Per agevolare la condivisione di contenuti fotografici all'interno della nostra community, abbiamo attivato oggi una nuova funzionalità che permette a tutti di caricare immagini e Album fotografici. Gallery, la nuova app per condividere immagini nella community Puoi trovare questa nuova applicazione navigando nel menu principale del sito, seguendo questo percorso: Community -> Gallery. Oppure, puoi semplicemente cliccare su questo link. Le Gallerie fotografiche sono suddivise in categorie principali, al momento quattro: modelli stampati in 3D; le stampanti 3D della community; il tuo laboratorio di stampa 3D; vita da stampa 3D. Ogni categoria permette di pubblicare immagini al suo interno, dando un titolo all'Album fotografico che le contiene e caricando le immagini semplicemente trascinandole dal desktop. Con questa nuova funzionalità andiamo a sostituire le ormai vecchie categorie del forum (La mia stampante 3D e il mio laboratorio / Le tue stampe - Album fotografico dei migliori modelli 3D), che non favoriscono la visibilità dei contenuti fotografici caricati dagli utenti. Consigli per l'uso Alcuni consigli utili da seguire PRIMA di caricare le immagini: rinomina le tue immagini dandogli un titolo con senso compiuto (es. Modello trenino 3D). Il titolo dell'immaggine sarà visibile una volta che questa sarà caricata! Evita di lasciare titoli numerici (es. IMG0214532); riduci la qualità delle tue immagini, abbassandone la risoluzione e la dimensione in pixel. In questo modo il caricamento sarà più veloce e eviterai di ricevere messaggi di errore. Da oggi non ci sono più scuse, pubblica anche tu nella nuova galleria della community e mostraci quanto sei bravo a stampare!6 punti
Ammettiamolo, noi stampatori 3D andiamo particolarmente fieri delle nostre realizzazioni. Non appena il modello 3D esce dalla stampante lo fotografiamo per condividerlo sui social network o inviando foto su Whatsapp ad amici e parenti. A volte inviamo le foto anche alla nonna, che spesso fa solamente finta di aver capito cosa facciamo con quelle macchine infernali che estrudono plastica Per agevolare la condivisione di contenuti fotografici all'interno della nostra community, abbiamo attivato oggi una nuova funzionalità che permette a tutti di caricare immagini e Album fotografici. Gallery, la nuova app per condividere immagini nella community Puoi trovare questa nuova applicazione navigando nel menu principale del sito, seguendo questo percorso: Community -> Gallery. Oppure, puoi semplicemente cliccare su questo link. Le Gallerie fotografiche sono suddivise in categorie principali, al momento quattro: modelli stampati in 3D; le stampanti 3D della community; il tuo laboratorio di stampa 3D; vita da stampa 3D. Ogni categoria permette di pubblicare immagini al suo interno, dando un titolo all'Album fotografico che le contiene e caricando le immagini semplicemente trascinandole dal desktop. Con questa nuova funzionalità andiamo a sostituire le ormai vecchie categorie del forum (La mia stampante 3D e il mio laboratorio / Le tue stampe - Album fotografico dei migliori modelli 3D), che non favoriscono la visibilità dei contenuti fotografici caricati dagli utenti. Consigli per l'uso Alcuni consigli utili da seguire PRIMA di caricare le immagini: rinomina le tue immagini dandogli un titolo con senso compiuto (es. Modello trenino 3D). Il titolo dell'immaggine sarà visibile una volta che questa sarà caricata! Evita di lasciare titoli numerici (es. IMG0214532); riduci la qualità delle tue immagini, abbassandone la risoluzione e la dimensione in pixel. In questo modo il caricamento sarà più veloce e eviterai di ricevere messaggi di errore. Da oggi non ci sono più scuse, pubblica anche tu nella nuova galleria della community e mostraci quanto sei bravo a stampare!6 punti -
 Se stai leggendo questo articolo probabilmente avrai già notato qualcosa di diverso dal solito. Sì, proprio così, la community di Stampa 3D forum si è completamente rinnovata! Nuova veste grafica, nuovi contenuti, guide, club. La lista delle novità è veramente lunga e porta con sé una serie di benefici per tutti gli utenti che fanno parte della community. Sei curioso di sapere cosa cambia da oggi? Bene, nelle prossime righe elencherò solamente alcune delle caratteristiche che riguardano questo grande aggiornamento. Prima però, ti consiglio di guardare questo breve teaser, preparato apposta per te! Le caratteristiche della nuova community di Stampa 3D forum Alcuni di voi lo sanno, Stampa 3D forum si basa su una delle piattaforme per community online più famose, Invision Community. La piattaforma è costantemente aggiornata secondo le ultime tendenze di navigazione in rete. Questo assicura a noi tutti un'esperienza di alto livello nella fruizione di contenuti online. Grazie a queste basi estremamente solide, Stampa 3D forum è oggi più sicuro, stabile, e offre numerose possibilità di interazione tra i partecipanti alla community. Come? Vediamolo. Integrazione tra blog e forum, ricerca di contenuti Integrazione completa tra blog e forum. Non vedrai più quella noiosa distinzione tra le piattaforme, semplicemente perché ora siamo su una piattaforma web unica! Il menu che trovi in alto ti aiuta velocemente a trovare quello che cerchi, siano questi articoli redazionali o discussioni del forum. Provalo, perché è veramente efficace: usa il tasto di ricerca per recuperare discussioni, articoli, guide e contenuti utili! Gamification e Clubs Che community è se non ci si diverte? Il sito integra una serie di sistemi appositamente studiate per essere più apprezzato. Inoltre, da oggi è possibile creare dei Clubs privati. Cosa significa? Possiamo creare un'area privata, limitata ad un gruppo di amici o di utenti specifici, con cui condividere informazioni su progetti, consigli, immagini, ecc. Guida alla stampa 3D Ricordi le guide della redazione? Esatto, proprio quei contenuti tanto utili che ti hanno salvato la stampa nei momenti in cui non sapevi cosa fare. Bene, ora sono stati tutti riordinati, rivisti, aggiornati. Li trovi nel menu in alto, se clicchi su Guida alla stampa 3D. Con una modalità di lettura semplificata e una suddivisione per categorie, ora è possibile trovare quello che cerchi con maggiore facilità. Quelle che ho elencato sono solamente alcune delle novità che troverai da oggi su Stampa 3D forum. Se sei un utente del forum, il mio invito è quello di fare una navigata tra i nuovi contenuti del sito. Noterai immediatamente i benefici e, spero, sarai d'accordo con me che ora non potrai più fare a meno di Stampa 3D forum! PS. Un'ultima cosa: è possibile che alcuni dei contenuti (articoli e guide) siano incompleti. Se dovessi notarlo, perdonami per l'inconveniente. Le cose da aggiornare sono state tante e qualcosa è rimasto work-in-progress. PPS. Ultimissima cosa: se dovessi notare problemi, per favore comunicamelo nell'apposita area del forum. Farò il possibile per risolvere il disguido!5 punti
Se stai leggendo questo articolo probabilmente avrai già notato qualcosa di diverso dal solito. Sì, proprio così, la community di Stampa 3D forum si è completamente rinnovata! Nuova veste grafica, nuovi contenuti, guide, club. La lista delle novità è veramente lunga e porta con sé una serie di benefici per tutti gli utenti che fanno parte della community. Sei curioso di sapere cosa cambia da oggi? Bene, nelle prossime righe elencherò solamente alcune delle caratteristiche che riguardano questo grande aggiornamento. Prima però, ti consiglio di guardare questo breve teaser, preparato apposta per te! Le caratteristiche della nuova community di Stampa 3D forum Alcuni di voi lo sanno, Stampa 3D forum si basa su una delle piattaforme per community online più famose, Invision Community. La piattaforma è costantemente aggiornata secondo le ultime tendenze di navigazione in rete. Questo assicura a noi tutti un'esperienza di alto livello nella fruizione di contenuti online. Grazie a queste basi estremamente solide, Stampa 3D forum è oggi più sicuro, stabile, e offre numerose possibilità di interazione tra i partecipanti alla community. Come? Vediamolo. Integrazione tra blog e forum, ricerca di contenuti Integrazione completa tra blog e forum. Non vedrai più quella noiosa distinzione tra le piattaforme, semplicemente perché ora siamo su una piattaforma web unica! Il menu che trovi in alto ti aiuta velocemente a trovare quello che cerchi, siano questi articoli redazionali o discussioni del forum. Provalo, perché è veramente efficace: usa il tasto di ricerca per recuperare discussioni, articoli, guide e contenuti utili! Gamification e Clubs Che community è se non ci si diverte? Il sito integra una serie di sistemi appositamente studiate per essere più apprezzato. Inoltre, da oggi è possibile creare dei Clubs privati. Cosa significa? Possiamo creare un'area privata, limitata ad un gruppo di amici o di utenti specifici, con cui condividere informazioni su progetti, consigli, immagini, ecc. Guida alla stampa 3D Ricordi le guide della redazione? Esatto, proprio quei contenuti tanto utili che ti hanno salvato la stampa nei momenti in cui non sapevi cosa fare. Bene, ora sono stati tutti riordinati, rivisti, aggiornati. Li trovi nel menu in alto, se clicchi su Guida alla stampa 3D. Con una modalità di lettura semplificata e una suddivisione per categorie, ora è possibile trovare quello che cerchi con maggiore facilità. Quelle che ho elencato sono solamente alcune delle novità che troverai da oggi su Stampa 3D forum. Se sei un utente del forum, il mio invito è quello di fare una navigata tra i nuovi contenuti del sito. Noterai immediatamente i benefici e, spero, sarai d'accordo con me che ora non potrai più fare a meno di Stampa 3D forum! PS. Un'ultima cosa: è possibile che alcuni dei contenuti (articoli e guide) siano incompleti. Se dovessi notarlo, perdonami per l'inconveniente. Le cose da aggiornare sono state tante e qualcosa è rimasto work-in-progress. PPS. Ultimissima cosa: se dovessi notare problemi, per favore comunicamelo nell'apposita area del forum. Farò il possibile per risolvere il disguido!5 punti -
 Buongiorno community! Come sicuramente i più attenti avranno notato, da qualche giorno è comparsa una nuova voce nel menu del sito, intitolata "Prodotti consigliati". Nelle prossime righe vi dirò velocemente di cosa si tratta. Una guida all'acquisto per Stampa 3D forum Forse qualcuno ricorderà: nel 2018, sollecitato da alcuni utenti della community, pubblicai un articolo dove consigliavo una serie di strumenti utili a stampare in 3D. Non solo stampanti e materiali, ma anche strumenti da utilizzare in laboratorio. Alcuni mi presero in giro, perché avevo inserito nella lista anche un grande tavolo da lavoro... poi però dovettero ricredersi vista l'effettiva utilità di quel prodotto! Ebbene, la pagina Prodotti consigliati è un grosso aggiornamento di quel mio vecchio articolo. Al suo interno trovate una lista in costante aggiornamento sui prodotti che io stesso uso, che ho usato, o che miei contatti mi hanno consigliato. Come vedrete, tutti i prodotti rimandano ad Amazon. I motivi sono due: da anni ormai acquisto tramite il servizio Amazon Prime. La spedizione veloce in 1 giorno e l'affidabilità sono eccellenti; ormai su Amazon si trovano tanti prodotti connessi alla stampa 3D, non ha più molto senso aspettare per settimane delle spedizioni che arrivano dall'estero. Insomma, dovete vedere questa pagina come se un amico vi consigliasse qualcosa di nuovo da provare! Spero vivamente sia di vostro gradimento. A presto!4 punti
Buongiorno community! Come sicuramente i più attenti avranno notato, da qualche giorno è comparsa una nuova voce nel menu del sito, intitolata "Prodotti consigliati". Nelle prossime righe vi dirò velocemente di cosa si tratta. Una guida all'acquisto per Stampa 3D forum Forse qualcuno ricorderà: nel 2018, sollecitato da alcuni utenti della community, pubblicai un articolo dove consigliavo una serie di strumenti utili a stampare in 3D. Non solo stampanti e materiali, ma anche strumenti da utilizzare in laboratorio. Alcuni mi presero in giro, perché avevo inserito nella lista anche un grande tavolo da lavoro... poi però dovettero ricredersi vista l'effettiva utilità di quel prodotto! Ebbene, la pagina Prodotti consigliati è un grosso aggiornamento di quel mio vecchio articolo. Al suo interno trovate una lista in costante aggiornamento sui prodotti che io stesso uso, che ho usato, o che miei contatti mi hanno consigliato. Come vedrete, tutti i prodotti rimandano ad Amazon. I motivi sono due: da anni ormai acquisto tramite il servizio Amazon Prime. La spedizione veloce in 1 giorno e l'affidabilità sono eccellenti; ormai su Amazon si trovano tanti prodotti connessi alla stampa 3D, non ha più molto senso aspettare per settimane delle spedizioni che arrivano dall'estero. Insomma, dovete vedere questa pagina come se un amico vi consigliasse qualcosa di nuovo da provare! Spero vivamente sia di vostro gradimento. A presto!4 punti -
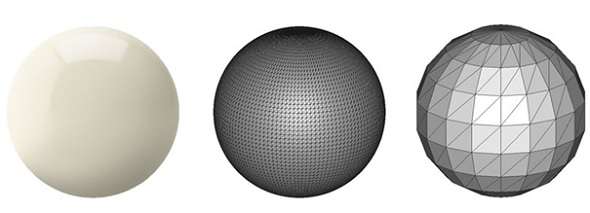 Creare modelli 3D per la stampa 3D può essere un'attività complessa. Eppure ci sono alcune semplici regole da tenere sempre in considerazione che ti risolveranno quasi tutti problemi di modellazione. Vediamole insieme! Il processo di fabbricazione di un oggetto tramite stampa 3D è suddivisibile in tre fasi: modellazione 3D dell'oggetto da realizzare; slicing del modello digitale realizzato; stampa 3D. La fase di modellazione 3D dell'oggetto rappresenta il primo step da eseguire e, senza dubbio, è la fase in cui vengono decise la maggior parte delle caratteristiche che avrà l'oggetto finito. Non ci credi? Pensaci... nella fase di modellazione 3D non si definiscono soltanto le forme dell'oggetto da stampare, ma anche le dimensioni dei dettagli, gli spessori delle pareti, i riempimenti e molto altro. Tutte queste caratteristiche fisiche incideranno sulle operazioni che verranno eseguite dalla stampante 3D. Ci sono però alcune regole fondamentali di modellazione 3D che dovresti tenere sempre in considerazione. Queste regole riguardano proprio la fisicità del modello, il quale dovrà in qualche modo rispondere alle caratteristiche del mondo in cui viviamo tutti i giorni. Ad esempio: lo sapevi che qualsiasi foglio, anche quello più sottile che riesci a immaginare, in realtà ha uno spessore? 😮 Questa è solo una delle regole del mondo fisico che devi sempre considerare prima di stampare in 3D. Ora che ho scaldato la tua curiosità, è il momento di entrare nel dettaglio di questa guida e di scoprire quali sono le 3 regole fondamentali di modellazione 3D per la stampa 3D. Avanti tutta! In questa guida: > Software di modellazione 3D: quale usare? > Caratteristiche base di un modello 3D digitale > Regola n.1: concetto di "watertight" > Regola n.2: realizzare modelli 3D "manifold" > Regola n.3: realizzare modelli 3D nella scala corretta > Scaricare modelli 3D pronti all'uso Software di modellazione 3D, quale usare? La scelta del software di modellazione 3D da usare dipende molto spesso dall’oggetto che si vuole realizzare e dalle particolari abilità dell’utente nell’ambito della modellazione. Attualmente sul mercato ci sono molti programmi di modellazione, alcuni a pagamento, altri gratuiti ed open source. Scegliere quello da usare può risultare difficile. In generale, chi ha competenze nell’ambito dell’architettura e del design, tende ad usare software come AutoCAD, Rhinoceros, 3D Studio Max. Solid Edge e SolidWorks, invece, sono usati prevalentemente nell’ingegneria meccanica. Chi si occupa di modellazione 3D orientata alle animazioni conoscerà sicuramente Blender e Maya. I software elencati fin ora consentono di realizzare modelli 3D elaborati e, per questo motivo, non sempre risultano immediati e facili da usare se è la prima volta che ci si avvicina alla modellazione 3D. Se dovessi consigliare dei software a chi parte da zero, segnalerei Tinkercad o SketchUp. Questi, oltre ad essere gratuiti, sono anche abbastanza intuitivi e consentono di ottenere modelli 3D di discreta qualità. Se ti serve qualche consiglio in più, questa è la mia guida ai software per la stampa 3D. All'interno trovi anche una descrizione dei software di modellazione più usati: Torna all'Indice Caratteristiche base di un modello 3D digitale Per realizzare correttamente i tuoi modelli digitali non ti servono molte informazioni tecniche. I software di oggi sono molto avanzati e spesso effettuano tutta una serie di operazioni in autonomia, correggendo piccoli errori senza il tuo intervento. Ci sono però alcuni concetti di base che che dovresti conoscere, soprattutto se vuoi migliorare le tue capacità in ambito di modellazione 3D. Partiamo dai termini fondamentali della modellazione 3D: Vertice: un singolo punto dislocato nello spazio, è il componente più piccolo di un modello 3D; Bordo: una linea retta che collega due vertici. I bordi definiscono la forma di un modello 3D; Poligono: qualsiasi forma composta da un insieme di linee rette; Faccia: elemento di base di una mesh poligonale. Riempie lo spazio tra i bordi; Mesh: è una raccolta di poligoni collegati delle loro facce, bordi e vertici. Un modello 3D digitale è costituito da una o più mesh 3D. Se il modello 3D ben realizzato è composto da una mesh pulita, ben distribuita, composta da un numero di facce adeguata rispetto alle dimensioni fisiche dell'oggetto e alle reali necessità di precisione. La mesh è l'elemento più importante del modello 3D da realizzare. Se la mesh presenta dei problemi, allora è molto probabile che anche in fase di slicing e di stampa qualcosa andrà storto. Evitiamo però di perderci in tecnicismi approfonditi: vediamo ora quali sono le regole fondamentali per realizzare correttamente un modello 3D per la stampa 3D. Torna all'Indice Regola n.1: il concetto di "watertight" La prima regola in assoluto: gli oggetti realizzati tramite stampa 3D sono pieni di materia. Per questo motivo, per rendere stampabile un modello è bene tenere in considerazione parametri come spessori minimi realizzabili, comportamento del materiale utilizzato, tolleranze di stampa, precisione di fabbricazione, ecc. I modelli 3D digitali devono essere concepiti come pieni di materia, proprio come accade nel mondo fisico reale. Per chiarire questo concetto ti faccio un esempio. Guardati intorno e prendi in mano un oggetto qualsiasi. Che tu abbia scelto il mouse del tuo computer o un foglio di carta, l'oggetto che hai sotto gli occhi è composto da un volume di materia. Per le leggi della fisica, ogni oggetto, anche quello più sottile, è caratterizzato da un suo spessore composto da materia. Le stampanti 3D realizzano oggetti che sono composti - indovina... 😆 - da materia. Ne consegue che, in fase di modellazione 3D, è sempre bene fare attenzione che il modello sia caratterizzato da spessori definiti e non da semplici superfici dislocate nello spazio. Una semplice superficie digitale, infatti, non è composta da materia ed è rappresentabile solamente tramite un software di modellazione 3D. Ne consegue che una superficie non può esistere nel mondo fisico. Per capirci: un foglio di carta non è una semplice superficie, ma è caratterizzato da un suo spessore composto da materia! Questo concetto può essere rafforzato dalla caratteristica di essere "watertight", molto utile in ambito stampa 3D. Immagina di aver disegnato un modello 3D. Un modello 3D watertight è un modello che, se lo immagini pieno d'acqua, non permette all'acqua di uscire dal suo volume. Esempio: abbiamo modellato un cubo. Se il cubo è composto da tutte le sue facce e dentro è pieno d'acqua, l'acqua non può uscire e il modello è considerato watertight. Se il cubo è stato modellato male e manca di una faccia, l'acqua può uscire dal suo volume, ne consegue che il modello non è watertight e, di conseguenza, non è stampabile in 3D perché il suo volume non è definito. Torna all'Indice Regola n.2: realizzare modelli 3D "manifold" La seconda caratteristica a cui un modello 3D per la stampa 3D deve rispondere, è quella di essere "manifold". I modelli tridimensionali digitali possono essere manifold e non-manifold. Questa caratteristica riguarda in modo specifico gli spigoli di cui è composto il modello 3D digitale. Uno spigolo manifold è composto solamente da due facce che si toccano e che lo definiscono, proprio come qualsiasi oggetto fisico reale. Inoltre, le facce si toccano sempre su tutti gli spigoli con altre facce, definendo di conseguenza un volume chiuso. Uno spigolo non-manifold, invece, è composto da meno o più di due facce che si incontrano nella stessa posizione, condizione impossibile da trovare nel mondo fisico. Questa regola è essenzialmente in un punto chiave di corretta modellazione 3D e, solitamente, chi cade in questo errore è chi utilizza una modellazione tramite superfici. Torna all'Indice Regola n.3: realizzare modelli 3D nella scala corretta Sembrerà ovvio, ma così non è. Realizzare un modello 3D nella giusta scala è spesso una dimenticanza di tanti progettisti. Modellare fuori scala significa non tenere in conto spessori di realizzazione e tolleranze. Oggettivamente, non ha alcun senso realizzare fuori scala un modello 3D che deve essere prodotto. Una buona pratica di modellazione prevede il fatto di progettare l'oggetto tenendo direttamente in considerazione le dimensioni fisiche che dovrà avere e le caratteristiche della macchina che verrà usata per realizzarlo. Così facendo, il pezzo sarà ottimizzato sotto qualsiasi aspetto. Inoltre, una volta terminata la fase di modellazione 3D dovrai esportare il modello in formato .stl o .obj. Il modello sarà discretizzato in tante piccole facce che ne caratterizzeranno il dettaglio superficiale. Se il modello esportato non è nella scala giusta, ossia la scala di fabbricazione, questo dovrà essere ridimensionato perdendo qualità. Ricordati quindi di impostare correttamente l'unità di misura del tuo software e di realizzare i modelli 3D nel modo più ragionato possibile. Torna all'Indice Scaricare modelli 3D pronti all'uso Se sei alle prime armi coi software di modellazione 3D ma hai già voglia di stampare, non preoccuparti! Mentre impari ad applicare le regole che ti ho mostrato, puoi scaricare modelli 3D già pronti da internet e iniziare a produrli. Nella nostra community è presente una sezione di Download dove puoi caricare e scaricare gratuitamente modelli 3D e profili di stampa. Dovresti darci un'occhio, troverai diversi modelli interessanti da realizzare. Qui ti lascio il link a un modello di test per gli sbalzi: hai mai messo alla prova la tua stampante realizzando dei ponti senza attivare i supporti? Un test divertente, ma anche utile per capire come gestire al meglio i parametri di stampa! Esistono poi vari siti, come per esempio Thingiverse, dove puoi scaricare modelli 3D in formato .stl. Solitamente l'uso di questi modelli non è ammesso a livello commerciale, ma si tratta di un'ottima occasione per iniziare a fare esperienza risparmiando tempo, soprattutto per chi non è ancora in grado di modellare in 3D. Ora non ti resta che scegliere il software di modellazione 3D che si avvicina di più alle tue necessità e fare tanta, tanta pratica. Buone stampe! Torna all'Indice3 punti
Creare modelli 3D per la stampa 3D può essere un'attività complessa. Eppure ci sono alcune semplici regole da tenere sempre in considerazione che ti risolveranno quasi tutti problemi di modellazione. Vediamole insieme! Il processo di fabbricazione di un oggetto tramite stampa 3D è suddivisibile in tre fasi: modellazione 3D dell'oggetto da realizzare; slicing del modello digitale realizzato; stampa 3D. La fase di modellazione 3D dell'oggetto rappresenta il primo step da eseguire e, senza dubbio, è la fase in cui vengono decise la maggior parte delle caratteristiche che avrà l'oggetto finito. Non ci credi? Pensaci... nella fase di modellazione 3D non si definiscono soltanto le forme dell'oggetto da stampare, ma anche le dimensioni dei dettagli, gli spessori delle pareti, i riempimenti e molto altro. Tutte queste caratteristiche fisiche incideranno sulle operazioni che verranno eseguite dalla stampante 3D. Ci sono però alcune regole fondamentali di modellazione 3D che dovresti tenere sempre in considerazione. Queste regole riguardano proprio la fisicità del modello, il quale dovrà in qualche modo rispondere alle caratteristiche del mondo in cui viviamo tutti i giorni. Ad esempio: lo sapevi che qualsiasi foglio, anche quello più sottile che riesci a immaginare, in realtà ha uno spessore? 😮 Questa è solo una delle regole del mondo fisico che devi sempre considerare prima di stampare in 3D. Ora che ho scaldato la tua curiosità, è il momento di entrare nel dettaglio di questa guida e di scoprire quali sono le 3 regole fondamentali di modellazione 3D per la stampa 3D. Avanti tutta! In questa guida: > Software di modellazione 3D: quale usare? > Caratteristiche base di un modello 3D digitale > Regola n.1: concetto di "watertight" > Regola n.2: realizzare modelli 3D "manifold" > Regola n.3: realizzare modelli 3D nella scala corretta > Scaricare modelli 3D pronti all'uso Software di modellazione 3D, quale usare? La scelta del software di modellazione 3D da usare dipende molto spesso dall’oggetto che si vuole realizzare e dalle particolari abilità dell’utente nell’ambito della modellazione. Attualmente sul mercato ci sono molti programmi di modellazione, alcuni a pagamento, altri gratuiti ed open source. Scegliere quello da usare può risultare difficile. In generale, chi ha competenze nell’ambito dell’architettura e del design, tende ad usare software come AutoCAD, Rhinoceros, 3D Studio Max. Solid Edge e SolidWorks, invece, sono usati prevalentemente nell’ingegneria meccanica. Chi si occupa di modellazione 3D orientata alle animazioni conoscerà sicuramente Blender e Maya. I software elencati fin ora consentono di realizzare modelli 3D elaborati e, per questo motivo, non sempre risultano immediati e facili da usare se è la prima volta che ci si avvicina alla modellazione 3D. Se dovessi consigliare dei software a chi parte da zero, segnalerei Tinkercad o SketchUp. Questi, oltre ad essere gratuiti, sono anche abbastanza intuitivi e consentono di ottenere modelli 3D di discreta qualità. Se ti serve qualche consiglio in più, questa è la mia guida ai software per la stampa 3D. All'interno trovi anche una descrizione dei software di modellazione più usati: Torna all'Indice Caratteristiche base di un modello 3D digitale Per realizzare correttamente i tuoi modelli digitali non ti servono molte informazioni tecniche. I software di oggi sono molto avanzati e spesso effettuano tutta una serie di operazioni in autonomia, correggendo piccoli errori senza il tuo intervento. Ci sono però alcuni concetti di base che che dovresti conoscere, soprattutto se vuoi migliorare le tue capacità in ambito di modellazione 3D. Partiamo dai termini fondamentali della modellazione 3D: Vertice: un singolo punto dislocato nello spazio, è il componente più piccolo di un modello 3D; Bordo: una linea retta che collega due vertici. I bordi definiscono la forma di un modello 3D; Poligono: qualsiasi forma composta da un insieme di linee rette; Faccia: elemento di base di una mesh poligonale. Riempie lo spazio tra i bordi; Mesh: è una raccolta di poligoni collegati delle loro facce, bordi e vertici. Un modello 3D digitale è costituito da una o più mesh 3D. Se il modello 3D ben realizzato è composto da una mesh pulita, ben distribuita, composta da un numero di facce adeguata rispetto alle dimensioni fisiche dell'oggetto e alle reali necessità di precisione. La mesh è l'elemento più importante del modello 3D da realizzare. Se la mesh presenta dei problemi, allora è molto probabile che anche in fase di slicing e di stampa qualcosa andrà storto. Evitiamo però di perderci in tecnicismi approfonditi: vediamo ora quali sono le regole fondamentali per realizzare correttamente un modello 3D per la stampa 3D. Torna all'Indice Regola n.1: il concetto di "watertight" La prima regola in assoluto: gli oggetti realizzati tramite stampa 3D sono pieni di materia. Per questo motivo, per rendere stampabile un modello è bene tenere in considerazione parametri come spessori minimi realizzabili, comportamento del materiale utilizzato, tolleranze di stampa, precisione di fabbricazione, ecc. I modelli 3D digitali devono essere concepiti come pieni di materia, proprio come accade nel mondo fisico reale. Per chiarire questo concetto ti faccio un esempio. Guardati intorno e prendi in mano un oggetto qualsiasi. Che tu abbia scelto il mouse del tuo computer o un foglio di carta, l'oggetto che hai sotto gli occhi è composto da un volume di materia. Per le leggi della fisica, ogni oggetto, anche quello più sottile, è caratterizzato da un suo spessore composto da materia. Le stampanti 3D realizzano oggetti che sono composti - indovina... 😆 - da materia. Ne consegue che, in fase di modellazione 3D, è sempre bene fare attenzione che il modello sia caratterizzato da spessori definiti e non da semplici superfici dislocate nello spazio. Una semplice superficie digitale, infatti, non è composta da materia ed è rappresentabile solamente tramite un software di modellazione 3D. Ne consegue che una superficie non può esistere nel mondo fisico. Per capirci: un foglio di carta non è una semplice superficie, ma è caratterizzato da un suo spessore composto da materia! Questo concetto può essere rafforzato dalla caratteristica di essere "watertight", molto utile in ambito stampa 3D. Immagina di aver disegnato un modello 3D. Un modello 3D watertight è un modello che, se lo immagini pieno d'acqua, non permette all'acqua di uscire dal suo volume. Esempio: abbiamo modellato un cubo. Se il cubo è composto da tutte le sue facce e dentro è pieno d'acqua, l'acqua non può uscire e il modello è considerato watertight. Se il cubo è stato modellato male e manca di una faccia, l'acqua può uscire dal suo volume, ne consegue che il modello non è watertight e, di conseguenza, non è stampabile in 3D perché il suo volume non è definito. Torna all'Indice Regola n.2: realizzare modelli 3D "manifold" La seconda caratteristica a cui un modello 3D per la stampa 3D deve rispondere, è quella di essere "manifold". I modelli tridimensionali digitali possono essere manifold e non-manifold. Questa caratteristica riguarda in modo specifico gli spigoli di cui è composto il modello 3D digitale. Uno spigolo manifold è composto solamente da due facce che si toccano e che lo definiscono, proprio come qualsiasi oggetto fisico reale. Inoltre, le facce si toccano sempre su tutti gli spigoli con altre facce, definendo di conseguenza un volume chiuso. Uno spigolo non-manifold, invece, è composto da meno o più di due facce che si incontrano nella stessa posizione, condizione impossibile da trovare nel mondo fisico. Questa regola è essenzialmente in un punto chiave di corretta modellazione 3D e, solitamente, chi cade in questo errore è chi utilizza una modellazione tramite superfici. Torna all'Indice Regola n.3: realizzare modelli 3D nella scala corretta Sembrerà ovvio, ma così non è. Realizzare un modello 3D nella giusta scala è spesso una dimenticanza di tanti progettisti. Modellare fuori scala significa non tenere in conto spessori di realizzazione e tolleranze. Oggettivamente, non ha alcun senso realizzare fuori scala un modello 3D che deve essere prodotto. Una buona pratica di modellazione prevede il fatto di progettare l'oggetto tenendo direttamente in considerazione le dimensioni fisiche che dovrà avere e le caratteristiche della macchina che verrà usata per realizzarlo. Così facendo, il pezzo sarà ottimizzato sotto qualsiasi aspetto. Inoltre, una volta terminata la fase di modellazione 3D dovrai esportare il modello in formato .stl o .obj. Il modello sarà discretizzato in tante piccole facce che ne caratterizzeranno il dettaglio superficiale. Se il modello esportato non è nella scala giusta, ossia la scala di fabbricazione, questo dovrà essere ridimensionato perdendo qualità. Ricordati quindi di impostare correttamente l'unità di misura del tuo software e di realizzare i modelli 3D nel modo più ragionato possibile. Torna all'Indice Scaricare modelli 3D pronti all'uso Se sei alle prime armi coi software di modellazione 3D ma hai già voglia di stampare, non preoccuparti! Mentre impari ad applicare le regole che ti ho mostrato, puoi scaricare modelli 3D già pronti da internet e iniziare a produrli. Nella nostra community è presente una sezione di Download dove puoi caricare e scaricare gratuitamente modelli 3D e profili di stampa. Dovresti darci un'occhio, troverai diversi modelli interessanti da realizzare. Qui ti lascio il link a un modello di test per gli sbalzi: hai mai messo alla prova la tua stampante realizzando dei ponti senza attivare i supporti? Un test divertente, ma anche utile per capire come gestire al meglio i parametri di stampa! Esistono poi vari siti, come per esempio Thingiverse, dove puoi scaricare modelli 3D in formato .stl. Solitamente l'uso di questi modelli non è ammesso a livello commerciale, ma si tratta di un'ottima occasione per iniziare a fare esperienza risparmiando tempo, soprattutto per chi non è ancora in grado di modellare in 3D. Ora non ti resta che scegliere il software di modellazione 3D che si avvicina di più alle tue necessità e fare tanta, tanta pratica. Buone stampe! Torna all'Indice3 punti -
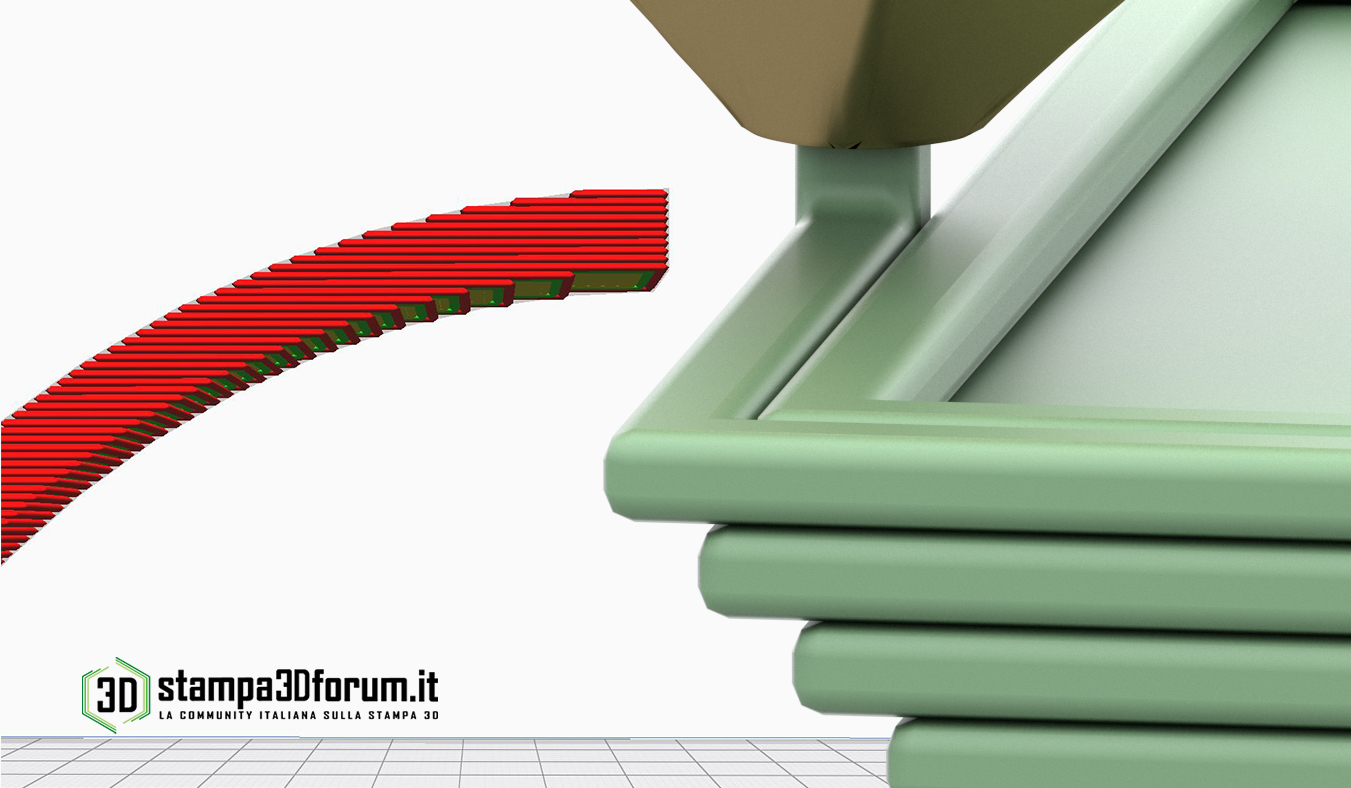 Realizzare superfici inclinate con la stampa 3D FDM è sempre una piccola sfida. Il materiale di stampa quando viene estruso è morbido, quasi fuso. Di conseguenza tende a collassare per azione della forza di gravità. Nelle precedenti guide di Stampa 3D forum ci siamo focalizzati sui problemi medio-complessi per la stampa 3D FDM. Abbiamo visto come eliminare il wobble, così da ottenere pareti meno deformate possibile. Abbiamo imparato a usare la funzione z-hop, che ci aiuta a mantenere pulite e inalterate le superfici orizzontali esterne. Abbiamo poi affrontato le parti a sbalzo di un modello, cercando di capire come limitare i danni che potrebbero seguirne. Nella guida di oggi andremo ad analizzare un altro degli aspetti problematici della stampa 3D a fusione di filamento: la produzione delle superfici inclinate. Non preoccuparti, non dovrai modificare il tuo modello 3D... a darci una mano sarà il tuo software di slicing! In questa guida: > Come evitare l'uso dei supporti nella realizzazione di superfici inclinate > Consigli per evitare l'uso dei supporti > Usare i supporti per realizzazione superfici inclinate > Usare supporti solubili Come evitare l'uso dei supporti nella realizzazione di superfici inclinate Tramite la corretta impostazione di alcuni parametri, i software di slicing ci offrono diversi modi per produrre superfici inclinate nella maniera corretta. Uno dei sistemi più comuni è quello di utilizzare i supporti. Certo, ottimo spunto! Per ottenere i migliori risultati è però necessario approfondire la problematica di base. Da impostazioni standard, il software di slicing genera i supporti quando le superfici del modello superano i 45° di inclinazione. Aiutandoci con l'immagine sottostante, immaginiamoci quindi un blocco estrusore che va a depositare, con layer da 0.3 mm, il materiale per realizzare una superficie inclinata a 45°. Il filamento poggerà solamente in piccola ampiezza sul layer precedente, mettendo a rischio di collasso la parte di filamento che resta a sbalzo. Questa porzione di filamento potrà creare deformazioni superficiali sul modello, rovinandone l'estetica e la resistenza alle sollecitazioni. Ma questo accade in ogni caso? È sempre 45° il valore oltre cui devono iniziare a comparire i supporti? No, non è sempre così. Per capirlo basta schematizzare un’estrusione con un ugello di diametro 0,4 millimetri ed analizzare due diverse situazioni: una con altezza di layer di 0.3 mm e un’altra con altezza di 0.15 mm. Possiamo constatare che, a parità di inclinazione della parete (45°), lo sbalzo del filamento è pari all’altezza del layer impostata. Anche se tra un esempio e l'altro la situazione rimane apparentemente invariata, il risultato estetico finale va sempre rapportato all'ampiezza del filamento estruso. Se consideriamo un'ampiezza di estrusione pari a 0.4 millimetri (lo standard per la stampa 3D FDM), vediamo che: nel primo caso il filo esce dal perimetro inferiore di 0.3 mm, pari a più della metà della sua ampiezza; nel secondo caso, lo sbalzo pari a 0.15 mm, risulta pari a meno della metà dell'ampiezza di estrusione. Ne risulta che, a parità di inclinazione, un'altezza di layer minore aiuta a produrre delle pareti di migliore qualità, limitando la deformazione di materiale e rendendo l'utilizzo dei supporti non strettamente necessario. Questo si può ripercuotere in modo importante sulla vostra realizzazione: la produzione dei supporti prevede un maggior utilizzo di materiale, un prolungato tempo di stampa e un maggior rischio di rovinare il pezzo durante la loro rimozione. Insomma, la prima regola da tenere in considerazione è chiara: se puoi, evita l'uso dei supporti! Consigli per evitare l'uso dei supporti Fare attenzione alla correlazione geometrica tra l'inclinazione delle superfici e l'altezza del layer è sempre la prima cosa da fare se si vuole evitare l'uso dei supporti nella stampa 3D. Ci sono però anche altre accortezze da considerare e che possono aiutarti davvero tanto nell'ottenere i migliori risultati. Il materiale di stampa Come prima cosa, parliamo del materiale di stampa. Se usi un materiale di bassa qualità o una bobina aperta da mesi e mesi, non puoi aspettarti grandi risultati estetici. Per questo motivo il mio primo consiglio è quello di assicurarti di utilizzare un materiale di buona qualità. Hai mai provato il filamento SUNLU PLA+? E' uno dei materiali di stampa 3D più apprezzati per le sue caratteristiche estetiche e il basso costo. Vedi offerta su Amazon In alternativa, se hai già del materiale in casa ma non hai certezze sullo stato di conservazione, potresti valutare l'acquisto di un piccolo essiccatore per filamenti d stampa 3D. Si tratta di uno strumento molto utile che può farti risparmiare un sacco di soldi nell'acquisto di nuovo materiale, perché ti permette di eliminare l'umidità dai filamenti che sono già stati aperti. E' sicuramente una buona scelta per evitare gli sprechi! Il più utilizzato in assoluto è il SUNLU Dryer Box, anche perché costa davvero poco (appena 49 €). Vedi offerta su Amazon I parametri di stampa Inutile dirlo, ma i parametri di stampa hanno sempre un ruolo centrale nella buona riuscita delle nostre stampe 3D. In questo caso specifico, dovremo porre attenzione a tre parametri in particolare: la temperatura di stampa; la velocità di stampa; la velocità delle ventole di raffreddamento. Se scaldi troppo il materiale, questo tenderà a colare maggiormente sotto l'azione della forza di gravità. In sostanza, non esagerare con la temperatura di stampa. La velocità di stampa incide molto sul tempo che ogni layer ha a disposizione per raffreddarsi. Nel dubbio, rallenta! Infine, l'azione delle ventole di raffreddamento del materiale è fondamentale per limitare i collassi. Se stampi in PLA, usa le ventole a massima velocità. Se ti interessa approfondire, nella guida generale alla stampa 3D si parla anche di questo. Usare i supporti per realizzare superfici inclinate Ammettiamolo però, evitare l'uso dei supporti non è sempre così facile. Tutto dipende dalle geometrie del modello 3D che vuoi realizzare e, spesso, non è proprio possibile andare in stampa senza l'aiuto dei supporti. Ebbene, non devi avere timore: i supporti possono essere dei fedeli alleati alla buona riuscita delle tue stampe! Ed è qui che introduciamo una seconda regola fondamentale: se vuoi usare i supporti, gestisci bene i parametri. Come impostare correttamente i parametri dei supporti Su tutti i software di slicing è possibile impostare parametri di gestione dei supporti. Tra questi, uno dei più importanti è la distanza tra la parte superiore del supporto e la faccia del modello da sostenere. Ipotizzando che il modello venga realizzato con lo stesso materiale utilizzato per i supporti, occorrerà distanziare quest'ultimi per non farli aderire troppo al pezzo. Il rischio, infatti, sarebbe quello di ritrovarsi un tutt'uno tra le pareti del modello e i supporti stessi. Allo stesso tempo, però, non bisogna esagerare distanziandoli troppo, scongiurando cedimenti del materiale. Normalmente l’offset tra le parti (cioè la distanza tra le due superfici) è impostato a 0.1 mm. Questo valore può variare leggermente in base alla qualità del filamento, alla qualità di adesione tra i layer e alla potenza di raffreddamento del filo estruso. Poni attenzione anche alla densità dei supporti. Se li rendi troppo vuoti e poco consistenti, rischierai che non riescano a svolgere la loro funzione. Usare supporti solubili Se la tua stampante 3D è provvista di doppio estrusore, una soluzione per migliorare la stampa delle superfici inclinate è l’utilizzo di supporti solubili. I supporti solubili vengono realizzati con materiali, per l'appunto, solubili in acqua. Una soluzione semplice quanto funzionale! Immagina: con uno dei tuoi estrusori realizzi il modello 3D col materiale che preferisti, mentre con l'altro estrusore vai a stampare soltanto i supporti utilizzando il filamento in PVA. A fine stampa, non devi fare altro che gettare il modello in un contenitore riempito con dell'acqua, lasciandolo a bagno per un po' di tempo. I supporti solubili inizieranno a sciogliersi, facilitandone la rimozione o sparendo completamente. Mi raccomando, assicurati di usare del PVA di buona qualità. Quello di Formfutura è sicuramente uno dei migliori. Lo trovi a questo link. Vedi offerta su Amazon Oltre ad evitarci la noia della rimozione manuale, i supporti solubili permettono di portare a 0.0 mm la distanza con il pezzo da stampare, così da evitare anche il minimo collasso di materiale. Spero davvero che questa guida ti sia stata utile! Mi raccomando, lascia un commento, iscriviti alla community e facci sapere quali risultati stai ottenendo. A presto!3 punti
Realizzare superfici inclinate con la stampa 3D FDM è sempre una piccola sfida. Il materiale di stampa quando viene estruso è morbido, quasi fuso. Di conseguenza tende a collassare per azione della forza di gravità. Nelle precedenti guide di Stampa 3D forum ci siamo focalizzati sui problemi medio-complessi per la stampa 3D FDM. Abbiamo visto come eliminare il wobble, così da ottenere pareti meno deformate possibile. Abbiamo imparato a usare la funzione z-hop, che ci aiuta a mantenere pulite e inalterate le superfici orizzontali esterne. Abbiamo poi affrontato le parti a sbalzo di un modello, cercando di capire come limitare i danni che potrebbero seguirne. Nella guida di oggi andremo ad analizzare un altro degli aspetti problematici della stampa 3D a fusione di filamento: la produzione delle superfici inclinate. Non preoccuparti, non dovrai modificare il tuo modello 3D... a darci una mano sarà il tuo software di slicing! In questa guida: > Come evitare l'uso dei supporti nella realizzazione di superfici inclinate > Consigli per evitare l'uso dei supporti > Usare i supporti per realizzazione superfici inclinate > Usare supporti solubili Come evitare l'uso dei supporti nella realizzazione di superfici inclinate Tramite la corretta impostazione di alcuni parametri, i software di slicing ci offrono diversi modi per produrre superfici inclinate nella maniera corretta. Uno dei sistemi più comuni è quello di utilizzare i supporti. Certo, ottimo spunto! Per ottenere i migliori risultati è però necessario approfondire la problematica di base. Da impostazioni standard, il software di slicing genera i supporti quando le superfici del modello superano i 45° di inclinazione. Aiutandoci con l'immagine sottostante, immaginiamoci quindi un blocco estrusore che va a depositare, con layer da 0.3 mm, il materiale per realizzare una superficie inclinata a 45°. Il filamento poggerà solamente in piccola ampiezza sul layer precedente, mettendo a rischio di collasso la parte di filamento che resta a sbalzo. Questa porzione di filamento potrà creare deformazioni superficiali sul modello, rovinandone l'estetica e la resistenza alle sollecitazioni. Ma questo accade in ogni caso? È sempre 45° il valore oltre cui devono iniziare a comparire i supporti? No, non è sempre così. Per capirlo basta schematizzare un’estrusione con un ugello di diametro 0,4 millimetri ed analizzare due diverse situazioni: una con altezza di layer di 0.3 mm e un’altra con altezza di 0.15 mm. Possiamo constatare che, a parità di inclinazione della parete (45°), lo sbalzo del filamento è pari all’altezza del layer impostata. Anche se tra un esempio e l'altro la situazione rimane apparentemente invariata, il risultato estetico finale va sempre rapportato all'ampiezza del filamento estruso. Se consideriamo un'ampiezza di estrusione pari a 0.4 millimetri (lo standard per la stampa 3D FDM), vediamo che: nel primo caso il filo esce dal perimetro inferiore di 0.3 mm, pari a più della metà della sua ampiezza; nel secondo caso, lo sbalzo pari a 0.15 mm, risulta pari a meno della metà dell'ampiezza di estrusione. Ne risulta che, a parità di inclinazione, un'altezza di layer minore aiuta a produrre delle pareti di migliore qualità, limitando la deformazione di materiale e rendendo l'utilizzo dei supporti non strettamente necessario. Questo si può ripercuotere in modo importante sulla vostra realizzazione: la produzione dei supporti prevede un maggior utilizzo di materiale, un prolungato tempo di stampa e un maggior rischio di rovinare il pezzo durante la loro rimozione. Insomma, la prima regola da tenere in considerazione è chiara: se puoi, evita l'uso dei supporti! Consigli per evitare l'uso dei supporti Fare attenzione alla correlazione geometrica tra l'inclinazione delle superfici e l'altezza del layer è sempre la prima cosa da fare se si vuole evitare l'uso dei supporti nella stampa 3D. Ci sono però anche altre accortezze da considerare e che possono aiutarti davvero tanto nell'ottenere i migliori risultati. Il materiale di stampa Come prima cosa, parliamo del materiale di stampa. Se usi un materiale di bassa qualità o una bobina aperta da mesi e mesi, non puoi aspettarti grandi risultati estetici. Per questo motivo il mio primo consiglio è quello di assicurarti di utilizzare un materiale di buona qualità. Hai mai provato il filamento SUNLU PLA+? E' uno dei materiali di stampa 3D più apprezzati per le sue caratteristiche estetiche e il basso costo. Vedi offerta su Amazon In alternativa, se hai già del materiale in casa ma non hai certezze sullo stato di conservazione, potresti valutare l'acquisto di un piccolo essiccatore per filamenti d stampa 3D. Si tratta di uno strumento molto utile che può farti risparmiare un sacco di soldi nell'acquisto di nuovo materiale, perché ti permette di eliminare l'umidità dai filamenti che sono già stati aperti. E' sicuramente una buona scelta per evitare gli sprechi! Il più utilizzato in assoluto è il SUNLU Dryer Box, anche perché costa davvero poco (appena 49 €). Vedi offerta su Amazon I parametri di stampa Inutile dirlo, ma i parametri di stampa hanno sempre un ruolo centrale nella buona riuscita delle nostre stampe 3D. In questo caso specifico, dovremo porre attenzione a tre parametri in particolare: la temperatura di stampa; la velocità di stampa; la velocità delle ventole di raffreddamento. Se scaldi troppo il materiale, questo tenderà a colare maggiormente sotto l'azione della forza di gravità. In sostanza, non esagerare con la temperatura di stampa. La velocità di stampa incide molto sul tempo che ogni layer ha a disposizione per raffreddarsi. Nel dubbio, rallenta! Infine, l'azione delle ventole di raffreddamento del materiale è fondamentale per limitare i collassi. Se stampi in PLA, usa le ventole a massima velocità. Se ti interessa approfondire, nella guida generale alla stampa 3D si parla anche di questo. Usare i supporti per realizzare superfici inclinate Ammettiamolo però, evitare l'uso dei supporti non è sempre così facile. Tutto dipende dalle geometrie del modello 3D che vuoi realizzare e, spesso, non è proprio possibile andare in stampa senza l'aiuto dei supporti. Ebbene, non devi avere timore: i supporti possono essere dei fedeli alleati alla buona riuscita delle tue stampe! Ed è qui che introduciamo una seconda regola fondamentale: se vuoi usare i supporti, gestisci bene i parametri. Come impostare correttamente i parametri dei supporti Su tutti i software di slicing è possibile impostare parametri di gestione dei supporti. Tra questi, uno dei più importanti è la distanza tra la parte superiore del supporto e la faccia del modello da sostenere. Ipotizzando che il modello venga realizzato con lo stesso materiale utilizzato per i supporti, occorrerà distanziare quest'ultimi per non farli aderire troppo al pezzo. Il rischio, infatti, sarebbe quello di ritrovarsi un tutt'uno tra le pareti del modello e i supporti stessi. Allo stesso tempo, però, non bisogna esagerare distanziandoli troppo, scongiurando cedimenti del materiale. Normalmente l’offset tra le parti (cioè la distanza tra le due superfici) è impostato a 0.1 mm. Questo valore può variare leggermente in base alla qualità del filamento, alla qualità di adesione tra i layer e alla potenza di raffreddamento del filo estruso. Poni attenzione anche alla densità dei supporti. Se li rendi troppo vuoti e poco consistenti, rischierai che non riescano a svolgere la loro funzione. Usare supporti solubili Se la tua stampante 3D è provvista di doppio estrusore, una soluzione per migliorare la stampa delle superfici inclinate è l’utilizzo di supporti solubili. I supporti solubili vengono realizzati con materiali, per l'appunto, solubili in acqua. Una soluzione semplice quanto funzionale! Immagina: con uno dei tuoi estrusori realizzi il modello 3D col materiale che preferisti, mentre con l'altro estrusore vai a stampare soltanto i supporti utilizzando il filamento in PVA. A fine stampa, non devi fare altro che gettare il modello in un contenitore riempito con dell'acqua, lasciandolo a bagno per un po' di tempo. I supporti solubili inizieranno a sciogliersi, facilitandone la rimozione o sparendo completamente. Mi raccomando, assicurati di usare del PVA di buona qualità. Quello di Formfutura è sicuramente uno dei migliori. Lo trovi a questo link. Vedi offerta su Amazon Oltre ad evitarci la noia della rimozione manuale, i supporti solubili permettono di portare a 0.0 mm la distanza con il pezzo da stampare, così da evitare anche il minimo collasso di materiale. Spero davvero che questa guida ti sia stata utile! Mi raccomando, lascia un commento, iscriviti alla community e facci sapere quali risultati stai ottenendo. A presto!3 punti -
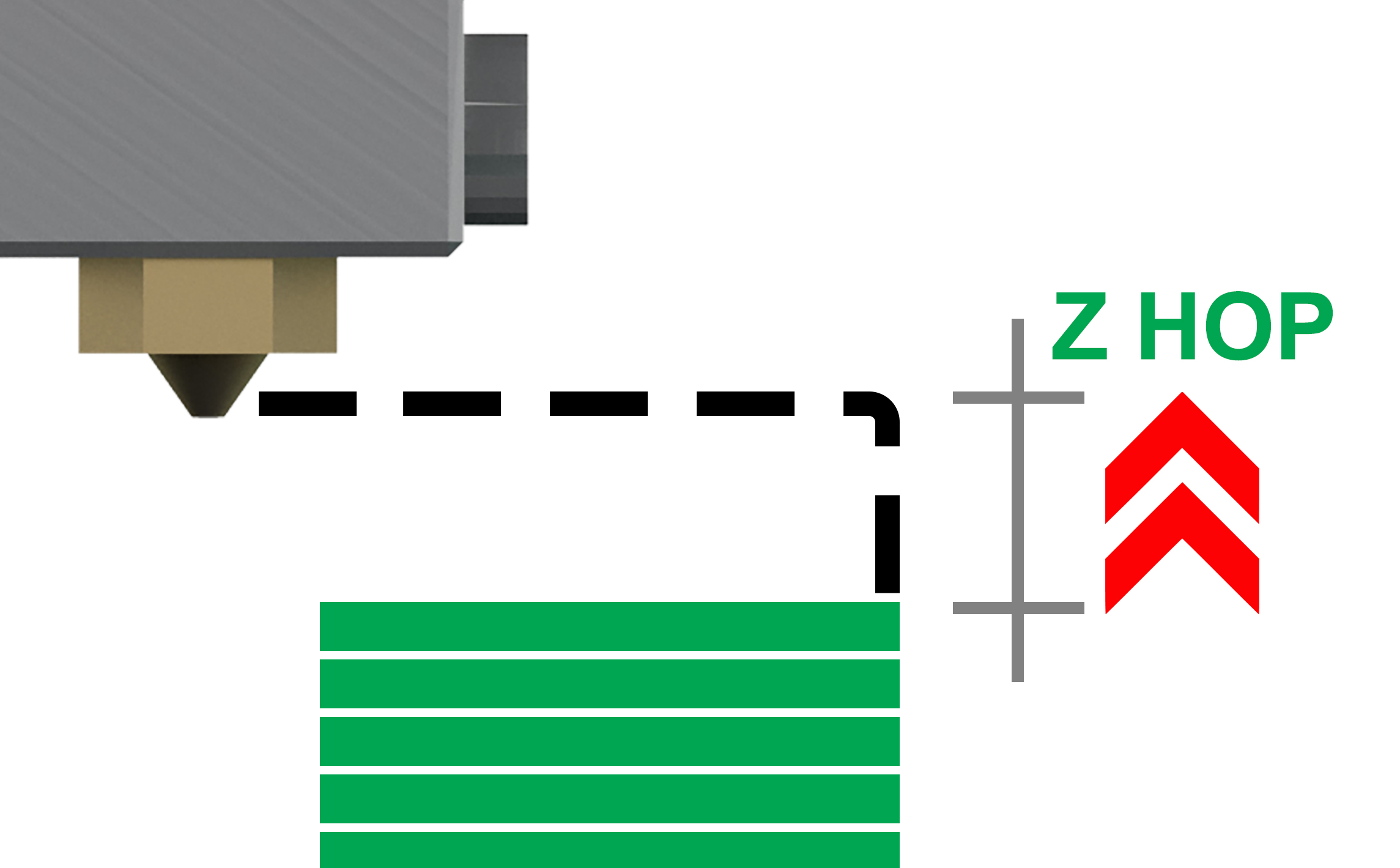 È possibile che tu non abbia mai sentito parlare di Z hop, ma se hai una stampante 3D, probabilmente in qualche occasione ti sarebbe stato molto utile. Immagina: dopo aver passato ore e ore a impostare i parametri del tuo slicer e ad affinare la meccanica della tua stampante 3D per avere dei top layer perfetti, tutto viene rovinato da un passaggio maldestro dell’ugello sul tuo modello. Non ti preoccupare, può succedere anche ai più esperti! In questa guida studieremo la funzione "Z hop". Si tratta di una speciale funzione, attivabile nel software di slicing, che garantisce di ottenere dei top layer perfetti. Prima di qualsiasi altra cosa però, ti consiglio di leggere i 5 accorgimenti per la stampa perfetta: in questo modo, sarai certo di avere una stampante 3D ben settata, pronta a realizzare i top layer perfetti che stai cercando. 5 accorgimenti per la stampa perfetta: clicca qui e segui i nostri consigli! Slicer aperto, stampante accesa. Iniziamo! In questa guida: > Il problema delle righe superficiali > Come funziona lo Z hop nella stampa 3D FDM > L'importanza di analizzare le simulazioni dello slicer Il problema delle righe superficiali Ma esattamente, che problema stiamo cercando di risolvere in questa guida e da cosa è causato? Analizziamo la situazione: il problema è causato dal passaggio dell'estrusore al di sopra delle superfici del modello 3D. Possiamo quindi dedurre che il problema derivi dai movimenti di Travel, ossia in tutti quei movimenti in cui l'estrusore si muove all'interno del volume di stampa senza estrudere. Solitamente però, quando vengono fatti dei movimenti di Travel durante la stampa, l'ugello si trova a temperatura di stampa. Di conseguenza, l'ugello a temperatura viaggia sopra delle parti già stampate, scaldandole e deformandole. Il risultato sono dei veri e propri segni o righe, più o meno evidenti, lasciati sulle superfici del modello a seguito del passaggio del blocco estrusore. Solitamente queste righe superficiali causano problemi di natura estetica. Ed è qui che la funzione Z hop ci viene in aiuto! Non dimenticare che anche la qualità del materiale utilizzato conta. Se sei indeciso, dai un'occhiata a questa guida: Come funziona lo Z hop nella stampa 3D FDM e come ottenere top layer perfetti Per risolvere il problema di segni o righe, la quasi totalità degli slicer in commercio possiede la funzione Z hop. È chiamata in modo diverso a seconda del software usato, ma assolve sempre la stessa funzione: evitare che l'ugello colpisca o passi troppo vicino alle parti stampate. In Cura si chiama proprio ‘Z hop’, in Simplify3D lo trovi come ‘Retraction Vertical Lift’, in Slic3r è ‘Lift Z’. In che modo agisce questo parametro? Lo Z hop, come suggerisce il nome, è un movimento lungo l’asse Z. Provvede infatti a far alzare l’ugello prima di effettuare uno spostamento di Travel ed entra in funzione ogni qualvolta è prevista una ritrazione, parametro a cui è strettamente legato. Nelle immagini qua sotto puoi vederne il funzionamento (le linee rosse simboleggiano i movimenti senza estrusione, ossia di Travel). Settare questo parametro è estremamente semplice. Oltre ad avere attiva la ritrazione, occorre solamente impostare l’altezza di spostamento. Normalmente 0,1 millimetri sono sufficienti. Andare oltre diventa inutile quanto controproducente. Il movimento lungo l’asse Z infatti è molto più lento rispetto a quello lungo gli assi X e Y. Alzando troppo l’estrusore rischierai di allungare di molto il tempo della stampa. Non solo, aumentando il tempo di ‘travel’, ovvero dei momenti in cui l’estrusore si muove senza estrudere, si rischia di incappare in fenomeni di stringing o di cuciture visibili ai lati dei modelli. L'importanza di analizzare le simulazioni dello slicer Per far funzionare al meglio lo Z hop, è necessario che la ritrazione della tua stampante 3D sia impostata in modo minuzioso. Questo ti consentirà di ottenere il massimo dalla combinazione delle impostazioni. Un consiglio che mi sento di darti, è quello di porre davvero molta attenzione ai tuoi parametri di stampa. Inoltre, un modo per verificare che il tutto sia ok e per limitare eventuali errori durante la stampa, è quello di spendere qualche minuto nel guardare la simulazione di stampa realizzata dal tuo slicer. Come già ti ho mostrato nelle immagini precedenti, lo Z hop è ben visibile nella simulazione dello slicer insieme a tanti altri parametri. Verificare che tutto sia corretto a livello grafico è un ottimo modo per farsi un'idea di cosa accadrà durante la stampa. Meglio accorgersi che qualcosa non va prima di aver iniziato a stampare... non sei d'accordo? 😅 Di seguito ti lascio la nostra guida a Cura Ultimaker, magari ti sarà utile: Non dimenticare di lasciare un commento a questa guida e di iscriverti alla community!3 punti
È possibile che tu non abbia mai sentito parlare di Z hop, ma se hai una stampante 3D, probabilmente in qualche occasione ti sarebbe stato molto utile. Immagina: dopo aver passato ore e ore a impostare i parametri del tuo slicer e ad affinare la meccanica della tua stampante 3D per avere dei top layer perfetti, tutto viene rovinato da un passaggio maldestro dell’ugello sul tuo modello. Non ti preoccupare, può succedere anche ai più esperti! In questa guida studieremo la funzione "Z hop". Si tratta di una speciale funzione, attivabile nel software di slicing, che garantisce di ottenere dei top layer perfetti. Prima di qualsiasi altra cosa però, ti consiglio di leggere i 5 accorgimenti per la stampa perfetta: in questo modo, sarai certo di avere una stampante 3D ben settata, pronta a realizzare i top layer perfetti che stai cercando. 5 accorgimenti per la stampa perfetta: clicca qui e segui i nostri consigli! Slicer aperto, stampante accesa. Iniziamo! In questa guida: > Il problema delle righe superficiali > Come funziona lo Z hop nella stampa 3D FDM > L'importanza di analizzare le simulazioni dello slicer Il problema delle righe superficiali Ma esattamente, che problema stiamo cercando di risolvere in questa guida e da cosa è causato? Analizziamo la situazione: il problema è causato dal passaggio dell'estrusore al di sopra delle superfici del modello 3D. Possiamo quindi dedurre che il problema derivi dai movimenti di Travel, ossia in tutti quei movimenti in cui l'estrusore si muove all'interno del volume di stampa senza estrudere. Solitamente però, quando vengono fatti dei movimenti di Travel durante la stampa, l'ugello si trova a temperatura di stampa. Di conseguenza, l'ugello a temperatura viaggia sopra delle parti già stampate, scaldandole e deformandole. Il risultato sono dei veri e propri segni o righe, più o meno evidenti, lasciati sulle superfici del modello a seguito del passaggio del blocco estrusore. Solitamente queste righe superficiali causano problemi di natura estetica. Ed è qui che la funzione Z hop ci viene in aiuto! Non dimenticare che anche la qualità del materiale utilizzato conta. Se sei indeciso, dai un'occhiata a questa guida: Come funziona lo Z hop nella stampa 3D FDM e come ottenere top layer perfetti Per risolvere il problema di segni o righe, la quasi totalità degli slicer in commercio possiede la funzione Z hop. È chiamata in modo diverso a seconda del software usato, ma assolve sempre la stessa funzione: evitare che l'ugello colpisca o passi troppo vicino alle parti stampate. In Cura si chiama proprio ‘Z hop’, in Simplify3D lo trovi come ‘Retraction Vertical Lift’, in Slic3r è ‘Lift Z’. In che modo agisce questo parametro? Lo Z hop, come suggerisce il nome, è un movimento lungo l’asse Z. Provvede infatti a far alzare l’ugello prima di effettuare uno spostamento di Travel ed entra in funzione ogni qualvolta è prevista una ritrazione, parametro a cui è strettamente legato. Nelle immagini qua sotto puoi vederne il funzionamento (le linee rosse simboleggiano i movimenti senza estrusione, ossia di Travel). Settare questo parametro è estremamente semplice. Oltre ad avere attiva la ritrazione, occorre solamente impostare l’altezza di spostamento. Normalmente 0,1 millimetri sono sufficienti. Andare oltre diventa inutile quanto controproducente. Il movimento lungo l’asse Z infatti è molto più lento rispetto a quello lungo gli assi X e Y. Alzando troppo l’estrusore rischierai di allungare di molto il tempo della stampa. Non solo, aumentando il tempo di ‘travel’, ovvero dei momenti in cui l’estrusore si muove senza estrudere, si rischia di incappare in fenomeni di stringing o di cuciture visibili ai lati dei modelli. L'importanza di analizzare le simulazioni dello slicer Per far funzionare al meglio lo Z hop, è necessario che la ritrazione della tua stampante 3D sia impostata in modo minuzioso. Questo ti consentirà di ottenere il massimo dalla combinazione delle impostazioni. Un consiglio che mi sento di darti, è quello di porre davvero molta attenzione ai tuoi parametri di stampa. Inoltre, un modo per verificare che il tutto sia ok e per limitare eventuali errori durante la stampa, è quello di spendere qualche minuto nel guardare la simulazione di stampa realizzata dal tuo slicer. Come già ti ho mostrato nelle immagini precedenti, lo Z hop è ben visibile nella simulazione dello slicer insieme a tanti altri parametri. Verificare che tutto sia corretto a livello grafico è un ottimo modo per farsi un'idea di cosa accadrà durante la stampa. Meglio accorgersi che qualcosa non va prima di aver iniziato a stampare... non sei d'accordo? 😅 Di seguito ti lascio la nostra guida a Cura Ultimaker, magari ti sarà utile: Non dimenticare di lasciare un commento a questa guida e di iscriverti alla community!3 punti -
 Lo hai già provato? Probabilmente sì, ma sono convinto che questa funzionalità si meriti un annuncio dedicato: la nostra community è 100% mobile friendly! Inoltre, lo sapevi che puoi salvare un collegamento diretto alla community sul tuo smartphone? A mio parere è una funzionalità utilissima, che permette di accedere immediatamente alla community proprio come se fosse un'app. Creare il collegamento su smartphone è semplicissimo e nelle prossime righe ti spiegherò come fare. Prima però, vorrei raccontarti velocemente perché io - e non solo io, ma anche tanti partecipanti alla community - letteralmente adoro le nuove funzionalità mobile che abbiamo a disposizione. In questa guida: > Le funzionalità della versione mobile > Accedere alla community come se fosse un'app per smartphone: Android > Accedere alla community come se fosse un'app per smartphone: iOS Le funzionalità della versione mobile Provaci, prendi in mano il tuo smartphone e vai all'indirizzo www.stampa3dforum.it. Ecco cosa vorrei portare alla tua attenzione. Caricamento veloce, contenuti ottimizzati Tutti i contenuti e le relative modalità di fruizione sono responsive. Significa che, a prescindere dalla dimensione dello schermo utilizzato, tutti i contenuti saranno rimodulati in modo da offrire la migliore esperienza utente possibile. Naviga da smartphone, tablet o computer, per noi poco cambia, tutto sarà sempre perfettamente utilizzabile. Menu e navigazione Anche se in continuo aggiornamento, il menu della community riporta le aree più importanti. Lo trovi in alto a destra e ti aiuterà a trovare esattamente quello che vuoi. In alternativa, puoi usare la funzione di ricerca. Di questa vado particolarmente fiero perché è veramente precisa e permette di ripescare contenuti anche molto vecchi ma sempre utili! Pubblicazione contenuti e interazione Fai finta di essere sul tuo social network preferito. Scrivi il tuo post, aggiungi immagini, le emoticon e pubblica. Semplice semplice come deve essere. Inoltre, puoi interagire ancora di più con gli altri utenti: metti i "mi piace", ringrazi chi ti ha aiutato, condivi contenuti su altre piattaforme. Basta davvero un tap! 5 passaggi per accedere alla community come se fosse un'app per smartphone Se hai uno smartphone Android, segui questi 5 semplicissimi passaggi: apri Google Chrome sul tuo smartphone e vai all'indirizzo www.stampa3dforum.it in alto a destra ci sono tre puntini in verticale. Cliccaci sopra, si aprirà un menu nel menu, clicca su "Aggiungi in Home" assicurati che il titolo del link sia "Stampa 3D forum" e clicca su "Aggiungi" verifica che si sia creata l'icona nella Home del tuo smartphone. Se hai uno smartphone iOS, ti basta seguire questi 3 passaggi: apri Safari, vai all'indirizzo www.stampa3dforum.it e clicca sull'icona indicata in basso nel menu seleziona la voce "Aggiungi alla schermata Home" assicurati che il titolo del link sia "Stampa 3D forum" e clicca su "Aggiungi" verifica che si sia creata l'icona nella Home del tuo smartphone. Fatto! D'ora in poi potrai accedere alla community semplicemente cliccando su quell'icona e portare la community sempre con te. Spero davvero che le funzionalità mobile siano di tuo gradimento!3 punti
Lo hai già provato? Probabilmente sì, ma sono convinto che questa funzionalità si meriti un annuncio dedicato: la nostra community è 100% mobile friendly! Inoltre, lo sapevi che puoi salvare un collegamento diretto alla community sul tuo smartphone? A mio parere è una funzionalità utilissima, che permette di accedere immediatamente alla community proprio come se fosse un'app. Creare il collegamento su smartphone è semplicissimo e nelle prossime righe ti spiegherò come fare. Prima però, vorrei raccontarti velocemente perché io - e non solo io, ma anche tanti partecipanti alla community - letteralmente adoro le nuove funzionalità mobile che abbiamo a disposizione. In questa guida: > Le funzionalità della versione mobile > Accedere alla community come se fosse un'app per smartphone: Android > Accedere alla community come se fosse un'app per smartphone: iOS Le funzionalità della versione mobile Provaci, prendi in mano il tuo smartphone e vai all'indirizzo www.stampa3dforum.it. Ecco cosa vorrei portare alla tua attenzione. Caricamento veloce, contenuti ottimizzati Tutti i contenuti e le relative modalità di fruizione sono responsive. Significa che, a prescindere dalla dimensione dello schermo utilizzato, tutti i contenuti saranno rimodulati in modo da offrire la migliore esperienza utente possibile. Naviga da smartphone, tablet o computer, per noi poco cambia, tutto sarà sempre perfettamente utilizzabile. Menu e navigazione Anche se in continuo aggiornamento, il menu della community riporta le aree più importanti. Lo trovi in alto a destra e ti aiuterà a trovare esattamente quello che vuoi. In alternativa, puoi usare la funzione di ricerca. Di questa vado particolarmente fiero perché è veramente precisa e permette di ripescare contenuti anche molto vecchi ma sempre utili! Pubblicazione contenuti e interazione Fai finta di essere sul tuo social network preferito. Scrivi il tuo post, aggiungi immagini, le emoticon e pubblica. Semplice semplice come deve essere. Inoltre, puoi interagire ancora di più con gli altri utenti: metti i "mi piace", ringrazi chi ti ha aiutato, condivi contenuti su altre piattaforme. Basta davvero un tap! 5 passaggi per accedere alla community come se fosse un'app per smartphone Se hai uno smartphone Android, segui questi 5 semplicissimi passaggi: apri Google Chrome sul tuo smartphone e vai all'indirizzo www.stampa3dforum.it in alto a destra ci sono tre puntini in verticale. Cliccaci sopra, si aprirà un menu nel menu, clicca su "Aggiungi in Home" assicurati che il titolo del link sia "Stampa 3D forum" e clicca su "Aggiungi" verifica che si sia creata l'icona nella Home del tuo smartphone. Se hai uno smartphone iOS, ti basta seguire questi 3 passaggi: apri Safari, vai all'indirizzo www.stampa3dforum.it e clicca sull'icona indicata in basso nel menu seleziona la voce "Aggiungi alla schermata Home" assicurati che il titolo del link sia "Stampa 3D forum" e clicca su "Aggiungi" verifica che si sia creata l'icona nella Home del tuo smartphone. Fatto! D'ora in poi potrai accedere alla community semplicemente cliccando su quell'icona e portare la community sempre con te. Spero davvero che le funzionalità mobile siano di tuo gradimento!3 punti -
 Quando una community cresce si inizia a sentire la necessità di delimitare alcuni spazi, in modo da fare ordine e rendere la piattaforma più comoda da usare. L'introduzione dei Club è qualcosa che va proprio in questa direzione. Li abbiamo sperimentati per qualche settimana e devo dire che ci sono proprio piaciuti. In questa guida ti spiegherò cosa sono I Club, come funzionano e perché sono un importante strumento per la nostra community. In questa guida: > Cosa sono i Clubs > Il Club di Marco Ardesi > Come posso aprire un nuovo Club? > Link ai Clubs Cosa sono i Clubs I Clubs sono nuove aree della nostra community che favoriscono l'interazione tra gruppi ristretti di utenti. Solitamente i Clubs sono monotematici e riportano al loro interno contenuti di diverso tipo: discussioni, Blog post, calendari. L'obiettivo dei Clubs è quello di raggruppare in uno spazio ben preciso i contenuti relativi a un tema specifico, mostrandoli in modo chiaro e veloce agli utenti che sono iscritti al Club. I Clubs possono essere aperti o chiusi: un Club aperto permette a chiunque di vederne il contenuto, ma per lasciare un commento è necessario essere iscritti al Club; un Club chiuso permette di visualizzarne il contenuto soltanto se iscritti al Club. Questi spazi possono fare riferimento a: progetti condivisi; temi specifici d'interesse per un pubblico allargato nella community; gruppi territoriali; personaggi conosciuti nell'ambito della stampa 3D. Il Club di Marco Ardesi TI incuriosisce l'uso dei Club? Il mio consiglio è quello di provarne subito uno! Ne segnalo uno in particolare: il Club di Marco Ardesi. Marco Ardesi è socio del Service Fabula 3D e Docente/Formatore in un istituto superiore. Con oltre 7 anni di esperienza nella stampa 3D, oggi produce contenuti video che pubblica su YouTube. E' a tutti gli effetti il presentatore del Canale Fabula 3D, dove intervista costantemente personaggi del settore dell'Additive Manufacturing. Per quale motivo ti sto parlando di Marco? Perché sono convinto che il suo Club sia veramente un ottimo esempio da prendere in considerazione. Marco utilizza il Club come uno spazio dove attivare discussioni sui temi più caldi della stampa 3D, sfruttando anche i suoi utilissimi video. Inoltre, nel calendario è disponibile il palinsesto delle sue dirette YouTube. Quello che segue è un link al Club di Marco Ardesi. Dacci un'occhiata, il Club è aperto! Come posso aprire un nuovo Club? Chiunque sia iscritto alla community può aprire un nuovo Club. Per farlo basta andare nell'area dedicata ai Club e cliccare su "Inizia un Club". Sarà richiesto di inserire il titolo del Club e altre brevi specifiche. Una volta aperto, il Club sarà revisionato dagli amministratori e reso pubblico. Link ai Clubs Ora che sai cosa sono i Clubs e come funzionano, non ti resta che visitarli e unirti a quelli che più ti interessano. Clicca sul pulsante che segue e sarai rimandato alla pagina dei Clubs. Visita i Clubs della community3 punti
Quando una community cresce si inizia a sentire la necessità di delimitare alcuni spazi, in modo da fare ordine e rendere la piattaforma più comoda da usare. L'introduzione dei Club è qualcosa che va proprio in questa direzione. Li abbiamo sperimentati per qualche settimana e devo dire che ci sono proprio piaciuti. In questa guida ti spiegherò cosa sono I Club, come funzionano e perché sono un importante strumento per la nostra community. In questa guida: > Cosa sono i Clubs > Il Club di Marco Ardesi > Come posso aprire un nuovo Club? > Link ai Clubs Cosa sono i Clubs I Clubs sono nuove aree della nostra community che favoriscono l'interazione tra gruppi ristretti di utenti. Solitamente i Clubs sono monotematici e riportano al loro interno contenuti di diverso tipo: discussioni, Blog post, calendari. L'obiettivo dei Clubs è quello di raggruppare in uno spazio ben preciso i contenuti relativi a un tema specifico, mostrandoli in modo chiaro e veloce agli utenti che sono iscritti al Club. I Clubs possono essere aperti o chiusi: un Club aperto permette a chiunque di vederne il contenuto, ma per lasciare un commento è necessario essere iscritti al Club; un Club chiuso permette di visualizzarne il contenuto soltanto se iscritti al Club. Questi spazi possono fare riferimento a: progetti condivisi; temi specifici d'interesse per un pubblico allargato nella community; gruppi territoriali; personaggi conosciuti nell'ambito della stampa 3D. Il Club di Marco Ardesi TI incuriosisce l'uso dei Club? Il mio consiglio è quello di provarne subito uno! Ne segnalo uno in particolare: il Club di Marco Ardesi. Marco Ardesi è socio del Service Fabula 3D e Docente/Formatore in un istituto superiore. Con oltre 7 anni di esperienza nella stampa 3D, oggi produce contenuti video che pubblica su YouTube. E' a tutti gli effetti il presentatore del Canale Fabula 3D, dove intervista costantemente personaggi del settore dell'Additive Manufacturing. Per quale motivo ti sto parlando di Marco? Perché sono convinto che il suo Club sia veramente un ottimo esempio da prendere in considerazione. Marco utilizza il Club come uno spazio dove attivare discussioni sui temi più caldi della stampa 3D, sfruttando anche i suoi utilissimi video. Inoltre, nel calendario è disponibile il palinsesto delle sue dirette YouTube. Quello che segue è un link al Club di Marco Ardesi. Dacci un'occhiata, il Club è aperto! Come posso aprire un nuovo Club? Chiunque sia iscritto alla community può aprire un nuovo Club. Per farlo basta andare nell'area dedicata ai Club e cliccare su "Inizia un Club". Sarà richiesto di inserire il titolo del Club e altre brevi specifiche. Una volta aperto, il Club sarà revisionato dagli amministratori e reso pubblico. Link ai Clubs Ora che sai cosa sono i Clubs e come funzionano, non ti resta che visitarli e unirti a quelli che più ti interessano. Clicca sul pulsante che segue e sarai rimandato alla pagina dei Clubs. Visita i Clubs della community3 punti -
 La modellazione 3D è un'arte che richiede precisione, controllo e, soprattutto, libertà di movimento. Se sei un appassionato di stampa 3D e cerchi strumenti di qualità per migliorare la tua esperienza di modellazione, probabilmente i prodotti 3Dconnexion sono esattamente quello che stai cercando. Ormai da qualche settimana mi sono dotato del kit 3Dconnextion SpaceMouse Wireless Kit 2. Questo kit è composto da due prodotti essenziali: SpaceMouse Wireless e CadMouse Compact Wireless. In questo articolo, esploreremo in dettaglio le caratteristiche di entrambi i dispositivi e ti racconterò come hanno migliorato la mia esperienza nella modellazione 3D. In questa guida: > La mia passione per la modellazione 3D > 3Dconnexion: gli esperti della modellazione 3D > SpaceMouse Wireless Kit 2, cosa contiene > SpaceMouse Wireless > CadMouse Compact Wireless > Esempi di utilizzo > Conclusioni La mia passione per la modellazione 3D In media passo almeno 4 ore al giorno a modellare in 3D. Qualche anno fa lo facevo da studente e, non scherzo, a volte passavo anche più di 10 ore al giorno davanti allo schermo con l'obiettivo di generare le forme più complesse e pulite possibili 🤯 Ho provato tantissimi software di modellazione 3D - 3DStudioMax, Sketchup, Autocad, Cinema4D - provando le varie modalità di modellazione 3D parametrica, scultorea, per superfici. Infine, anche comodità lavorative, mi sono stabilizzato nell'suo di Rhinoceros e Grasshopper. Insomma, per me la modellazione 3D è sempre stata passione che, alla fine, sono riuscito a collegare in modo strettissimo al mio lavoro di architetto e computational designer. Saper modellare in 3D apre a una moltitudine di possibilità. Nel mio caso, la svolta l'ho avuta quando ho scoperto che potevo realizzare fisicamente gli oggetti che ideavo tramite la stampa 3D. Una sensazione unica 😍 Per la stragrande maggioranza di tutti questi anni ho utilizzato strumenti di modellazione 3D estremamente standard. Mouse economici con cavo USB, normalissimi mouse dotati di bluetooth... non sono mai andato alla ricerca di qualcosa di particolare, prediligendo la semplicità e l'economicità piuttosto che la presenza di funzionalità aggiuntive. Il mio obiettivo è sempre stato solo uno: poter modellare in modo efficente e senza intoppi, usando strumenti semplici e leggeri. Caratteristiche fondamentali per uno come me che è costantemente in viaggio... praticamente il computer lo porto di più nello zainetto che sulla scrivania 😅 Eppure a volte l'attività di modellazione diventa frustrante a causa dell'uso di strumenti poco professionali. Capita che il mouse non sia preciso, a volte il bluetooth si stacca senza un motivo particolare, a volte si scarica subito la batteria, a volte il cavo USB è di mezzo e rompe le scatole. Insomma, ne ho passate di tutti i colori e ormai da diversi mesi pensavo di passare ad una soluzione di qualità... anche perché, lo ammetto, a me piacciono i prodotti di qualità! Così ho fatto una scelta e oggi sono qui a raccontartela: il caso ha voluto che potessi dotarmi del kit SpaceMouse Wireless Kit 2 di 3Dconnexion e, devo dire, la cosa mi ha letteralmente migliorato la vita 😲 Torna all'Indice 3Dconnexion: gli esperti della modellazione 3D 3Dconnexion è un'azienda leader nel campo degli strumenti di input tridimensionali, si è affermata come un punto di riferimento nel settore della modellazione 3D e della progettazione CAD. L'azienda è nata con l'obiettivo di fornire strumenti innovativi che migliorino l'efficienza e la precisione nella modellazione 3D. L'idea è semplice: i metodi tradizionali di input, come il mouse e la tastiera, sono limitati quando si tratta di spostarsi liberamente e manipolare oggetti tridimensionali sul computer. 3Dconnexion ha quindi sviluppato una gamma di prodotti all'avanguardia che offrono un controllo tridimensionale intuitivo per professionisti e appassionati di settori come l'architettura, l'ingegneria, il design industriale e la stampa 3D. I prodotti commercializzati da 3Dconnexion includono la famosa serie SpaceMouse, che offre una combinazione di movimento 3D e controlli 2D per una modellazione 3D fluida e precisa. Non mi dilungo a descriverlo ora, te ne parlo in modo dettagliato nelle prossime righe 😉 Oltre ai controller 3D, 3Dconnexion offre anche mouse specializzati come il CadMouse, progettato specificamente per professionisti che lavorano con software CAD. Questi mouse offrono una precisione e un controllo straordinari, consentendo agli utenti di creare dettagli complessi e di navigare agevolmente attraverso i progetti. 3Dconnexion è impegnata nell'offrire prodotti di alta qualità, fornendo supporto e integrazione con un'ampia gamma di software di modellazione 3D e collaborando con importanti partner nel settore tecnologico. Torna all'Indice SpaceMouse Wireless Kit 2, cosa contiene Qualche anno fa mi iscrissi a un workshop di Grasshopper a Milano. Il docente - Arturo Tedeschi - faceva lezione usando questo strano joystick che permetteva di muoversi nello spazio 3D in modo estremamente fluido. Fu in quell'occasione che toccai per la prima volta SpaceMouse e rimasi letteralmente shoccato dalla sensazione che mi diede. Praticamente chiesi ad Arturo di prestarmelo per i restanti giorni del workshop... la mia richiesta fu solo parzialmente accolta 😂 Ricordando l'ottima esperienza che avevo avuto, la mia scelta è quindi ricaduta su SpaceMouse Wireless Kit 2. Questo kit è composto da: SpaceMouse Wireless CadMouse Compact Wireless due custodie da viaggio due cavi USB per ricarica - e di ottima qualità! una chiavetta bluetooth USB CadMouse Pad Il kit è davvero completo e in queste righe vorrei soffermarmi un attimo sugli accessori - dei mouse te ne parlo nei prossimi paragrafi. Le due custodie da viaggio sono molto comode, permettono di proteggere i mouse dagli urti o banalmente dalla polvere. Io ripongo sempre lo SpaceMouse nella sua custodia a fine giornata per preservarlo al meglio. Il Pad compreso nel kit ha una dimensione ragionevole, con una superficie ruvida che, immagino, sarà stata pensata per performare al meglio. Poi ci sono i due cavi USB, da usare per ricaricare i Mouse. A distanza di 4 settimane e di un uso intensivo... non ho ancora avuto bisogno di usarli a parte per la ricarica iniziale. Questi cavi però mi sono piaciuti tantissimo: entrambi sono rivestiti in tessuto e sono di ottima qualità rispetto ai classici cavetti in plastica. E' quasi un peccato usarli così poco, al punto che credo inizierò a usarli anche per ricaricare altri dispositivi 😇 Infine, la chiavetta bluetooth USB serve per connettere lo SpaceMouse al pc. E' una chiavetta molto compatta, io la lascio sempre inserita nel suo slot, anche per evitare di perderla. Ora che ti ho parlato del contenuto del kit, entriamo nel dettaglio dei due oggetti più interessanti, SpaceMouse e CadMouse. Torna all'Indice SpaceMouse Wireless Il primo componente del kit è lo SpaceMouse Wireless, un dispositivo che ti offre un controllo totale sulla gestione del mondo 3D. Lo SpaceMouse Wireless ti permette di muoverti in modo fluido, semplicemente spingendo, tirando e ruotando il controller facendo una leggerissima pressione. La sensazione è similare a quella di usare un joystick da videogioco, ma molto molto più di precisione. SpaceMouse ti permette di esplorare il modello da ogni angolazione possibile, consentendoti di individuare facilmente eventuali errori o imperfezioni. Puoi ruorare più o meno velocemente in base a quanta pressione fai sul controller. La versione che ho io è quella wireless: SpaceMouse si collega a una chiavetta bluetooth fornita insieme al kit. Il dispositivo è dotato di due pulsanti personalizzabili a cui puoi assegnare le funzioni più utilizzate nel tuo software di modellazione 3D. Ad esempio, puoi programmare un pulsante per lo zoom, un altro per la rotazione o uno per l'accesso rapido agli strumenti di modifica. Ciò ti permette di concentrarti sulla creazione del tuo modello senza dover cercare gli strumenti appropriati nel software. SpaceMouse è estremamente preciso e configurabile nella sua sensibilità tramite un plugin che si scarica al primo avvio. Una caratteristica di SpaceMouse sono sicuramente i materiali di qualità di cui è fatto. Il controller è rivestito in gomma soft-touch, il corpo è in metallo, la base presenta una gomma che lo fa aderire perfettamente sulla superficie su cui è appoggiato. Ma oltre a questo, quello che colpisce è il peso. SpaceMouse è uno strumento che deve stare fermo, bello saldo nella sua posizione, così da essere preciso e fornirti la migliore esperienza possibile. Sostanzialmente, immagino al suo interno ci siano dei pesi che lo appesantiscono, rendendolo l'oggetto geniale quale è. SpaceMouse rimane comunque un oggetto facilmente trasportabile, anche se per le trasferte più corte io amo viaggiare leggero, quindi preferisco lasciarlo a casa o in ufficio così da usarlo nelle sessioni di modellazione 3D più intense. Torna all'Indice CadMouse Compact Wireless Il secondo componente del kit è il CadMouse Compact Wireless, un mouse progettato appositamente per la modellazione 3D. La forma compatta del CadMouse Compact Wireless si adatta bene alla mano, fornendo un'esperienza di utilizzo confortevole anche nelle sessioni di modellazione più lunghe. Se sei un amante dei mouse più grandi, probabilmente sentirai la differenza nell'usare questa versione Compact. Anche io ci messo un po' prima di abituarmi, la dimensione però la trovo giusta e il design ben fatto. Il mouse è dotato di pulsanti personalizzabili che puoi configurare per eseguire azioni specifiche nel tuo software di modellazione. Ad esempio, puoi assegnare un pulsante per l'inserimento di punti di ancoraggio o uno per la selezione di oggetti. Sul mouse sono presenti 3 tasti principali, da usare con indice, medio e anulare. Sul lato del mouse ci sono altri due tasti rapidi, configuarabili a loro volta. Infine trovi la rotellina e un ulteriore piccolo tasto, posizionato appena sotto la rotellina, che io uso per accedere a un menu rapido. CadMouse Compact Wireless si può collegare al pc tramite normale bluetooth o usando la chiavetta fornita per l'uso di SpaceMouse. Io lo uso con normale bluetooth del pc anche quando sono in viaggio, senza alcun problema di connessione. Il corpo del mouse è rivestito in parte da metallo e in parte da gomma soft-touch molto piacevole al tatto. Il suo peso è irrisorio: è uno strumento leggero, facilissimo da sollevare con poche dita e, grazie alla sua custodia, facilissimo da trasportare. A differenza di SpaceMouse, che come ti dicevo ha un peso notevole per ovvi motivi, CadMouse lo porto sempre con me quando mi sposto col pc. Torna all'Indice Esempi di utilizzo Entrambi i dispositivi sono compatibili con una vasta gamma di software di modellazione 3D. E' proprio 3Dconnexion stessa a collaborare con le case software per assicurare la massima compatibilità e integrazione dei propri prodotti, offrendo una soluzione versatile per i professionisti e gli appassionati del settore. Sia che tu sia coinvolto nella stampa 3D, nell'animazione o nella progettazione, questo kit ti offre gli strumenti necessari per portare le tue idee alla vita in modo più efficiente e accurato. E lo dico io che, come ti anticipavo, fino a poco tempo fa non ponevo molta attenzione a questo tipo di strumenti. Ecco tre esempi di utilizzo del kit SpaceMouse Wireless: 1. Modellazione di un oggetto complesso: Immagina di dover modellare un oggetto complesso, magari composto da più elementi che si connettono a vicenda. Utilizzando lo SpaceMouse Wireless puoi muoverti fluidamente intorno al modello, ruotarlo e zoomare per esaminare i dettagli da ogni angolazione possibile. Lo fai in modo molto fluido e dinamico. In più, se come me lavori con 2 schermi, allora ti godrai ancora di più l'esperienza di modellazione. 2. Esaminazione di modelli per la stampa 3D: Lavorando in modo coordinato con SpaceMouse e CadMouse, l'elaborazione di modelli 3D per la stampa 3D diventa più immediata. Oggettivamente la combinazione dei due strumenti è precisa e consente di gestire parametri, mesh, visualizzazioni in modo più efficiente rispetto a quanto sono stato abituato. 3. Animazione 3D: Utilizzando lo SpaceMouse Wireless puoi muoverti e navigare agevolmente attraverso la scena 3D, consentendoti di posizionare oggetti, impostare animazioni e regolare le inquadrature con facilità. Anche io ho iniziato a sperimentare nuovi modi di mostrare i modelli 3D ai clienti sfruttando visualizzazioni fluide, molto veloci da realizzare. Torna all'Indice Conclusioni Se sei un appassionato di modellazione 3D per la stampa 3D e desideri migliorare la tua esperienza di lavoro, il kit SpaceMouse Wireless Kit 2 di 3Dconnexion credo sia una scelta ideale. SpaceMouse Wireless e il CadMouse Compact Wireless sono ottimi prodotti che, se modelli tanto in 3D, migliorano notevolmente la tua esperienza di lavoro. O quantomento, così è stato per me! Il mio consiglio: fatti un giro sul sito di 3Dconnexion e vedi i prodotti in catalogo. Ci sono anche soluzioni più elaborate che potrebbero fare al caso tuo. Buona modellazione 3D! Torna all'Indice2 punti
La modellazione 3D è un'arte che richiede precisione, controllo e, soprattutto, libertà di movimento. Se sei un appassionato di stampa 3D e cerchi strumenti di qualità per migliorare la tua esperienza di modellazione, probabilmente i prodotti 3Dconnexion sono esattamente quello che stai cercando. Ormai da qualche settimana mi sono dotato del kit 3Dconnextion SpaceMouse Wireless Kit 2. Questo kit è composto da due prodotti essenziali: SpaceMouse Wireless e CadMouse Compact Wireless. In questo articolo, esploreremo in dettaglio le caratteristiche di entrambi i dispositivi e ti racconterò come hanno migliorato la mia esperienza nella modellazione 3D. In questa guida: > La mia passione per la modellazione 3D > 3Dconnexion: gli esperti della modellazione 3D > SpaceMouse Wireless Kit 2, cosa contiene > SpaceMouse Wireless > CadMouse Compact Wireless > Esempi di utilizzo > Conclusioni La mia passione per la modellazione 3D In media passo almeno 4 ore al giorno a modellare in 3D. Qualche anno fa lo facevo da studente e, non scherzo, a volte passavo anche più di 10 ore al giorno davanti allo schermo con l'obiettivo di generare le forme più complesse e pulite possibili 🤯 Ho provato tantissimi software di modellazione 3D - 3DStudioMax, Sketchup, Autocad, Cinema4D - provando le varie modalità di modellazione 3D parametrica, scultorea, per superfici. Infine, anche comodità lavorative, mi sono stabilizzato nell'suo di Rhinoceros e Grasshopper. Insomma, per me la modellazione 3D è sempre stata passione che, alla fine, sono riuscito a collegare in modo strettissimo al mio lavoro di architetto e computational designer. Saper modellare in 3D apre a una moltitudine di possibilità. Nel mio caso, la svolta l'ho avuta quando ho scoperto che potevo realizzare fisicamente gli oggetti che ideavo tramite la stampa 3D. Una sensazione unica 😍 Per la stragrande maggioranza di tutti questi anni ho utilizzato strumenti di modellazione 3D estremamente standard. Mouse economici con cavo USB, normalissimi mouse dotati di bluetooth... non sono mai andato alla ricerca di qualcosa di particolare, prediligendo la semplicità e l'economicità piuttosto che la presenza di funzionalità aggiuntive. Il mio obiettivo è sempre stato solo uno: poter modellare in modo efficente e senza intoppi, usando strumenti semplici e leggeri. Caratteristiche fondamentali per uno come me che è costantemente in viaggio... praticamente il computer lo porto di più nello zainetto che sulla scrivania 😅 Eppure a volte l'attività di modellazione diventa frustrante a causa dell'uso di strumenti poco professionali. Capita che il mouse non sia preciso, a volte il bluetooth si stacca senza un motivo particolare, a volte si scarica subito la batteria, a volte il cavo USB è di mezzo e rompe le scatole. Insomma, ne ho passate di tutti i colori e ormai da diversi mesi pensavo di passare ad una soluzione di qualità... anche perché, lo ammetto, a me piacciono i prodotti di qualità! Così ho fatto una scelta e oggi sono qui a raccontartela: il caso ha voluto che potessi dotarmi del kit SpaceMouse Wireless Kit 2 di 3Dconnexion e, devo dire, la cosa mi ha letteralmente migliorato la vita 😲 Torna all'Indice 3Dconnexion: gli esperti della modellazione 3D 3Dconnexion è un'azienda leader nel campo degli strumenti di input tridimensionali, si è affermata come un punto di riferimento nel settore della modellazione 3D e della progettazione CAD. L'azienda è nata con l'obiettivo di fornire strumenti innovativi che migliorino l'efficienza e la precisione nella modellazione 3D. L'idea è semplice: i metodi tradizionali di input, come il mouse e la tastiera, sono limitati quando si tratta di spostarsi liberamente e manipolare oggetti tridimensionali sul computer. 3Dconnexion ha quindi sviluppato una gamma di prodotti all'avanguardia che offrono un controllo tridimensionale intuitivo per professionisti e appassionati di settori come l'architettura, l'ingegneria, il design industriale e la stampa 3D. I prodotti commercializzati da 3Dconnexion includono la famosa serie SpaceMouse, che offre una combinazione di movimento 3D e controlli 2D per una modellazione 3D fluida e precisa. Non mi dilungo a descriverlo ora, te ne parlo in modo dettagliato nelle prossime righe 😉 Oltre ai controller 3D, 3Dconnexion offre anche mouse specializzati come il CadMouse, progettato specificamente per professionisti che lavorano con software CAD. Questi mouse offrono una precisione e un controllo straordinari, consentendo agli utenti di creare dettagli complessi e di navigare agevolmente attraverso i progetti. 3Dconnexion è impegnata nell'offrire prodotti di alta qualità, fornendo supporto e integrazione con un'ampia gamma di software di modellazione 3D e collaborando con importanti partner nel settore tecnologico. Torna all'Indice SpaceMouse Wireless Kit 2, cosa contiene Qualche anno fa mi iscrissi a un workshop di Grasshopper a Milano. Il docente - Arturo Tedeschi - faceva lezione usando questo strano joystick che permetteva di muoversi nello spazio 3D in modo estremamente fluido. Fu in quell'occasione che toccai per la prima volta SpaceMouse e rimasi letteralmente shoccato dalla sensazione che mi diede. Praticamente chiesi ad Arturo di prestarmelo per i restanti giorni del workshop... la mia richiesta fu solo parzialmente accolta 😂 Ricordando l'ottima esperienza che avevo avuto, la mia scelta è quindi ricaduta su SpaceMouse Wireless Kit 2. Questo kit è composto da: SpaceMouse Wireless CadMouse Compact Wireless due custodie da viaggio due cavi USB per ricarica - e di ottima qualità! una chiavetta bluetooth USB CadMouse Pad Il kit è davvero completo e in queste righe vorrei soffermarmi un attimo sugli accessori - dei mouse te ne parlo nei prossimi paragrafi. Le due custodie da viaggio sono molto comode, permettono di proteggere i mouse dagli urti o banalmente dalla polvere. Io ripongo sempre lo SpaceMouse nella sua custodia a fine giornata per preservarlo al meglio. Il Pad compreso nel kit ha una dimensione ragionevole, con una superficie ruvida che, immagino, sarà stata pensata per performare al meglio. Poi ci sono i due cavi USB, da usare per ricaricare i Mouse. A distanza di 4 settimane e di un uso intensivo... non ho ancora avuto bisogno di usarli a parte per la ricarica iniziale. Questi cavi però mi sono piaciuti tantissimo: entrambi sono rivestiti in tessuto e sono di ottima qualità rispetto ai classici cavetti in plastica. E' quasi un peccato usarli così poco, al punto che credo inizierò a usarli anche per ricaricare altri dispositivi 😇 Infine, la chiavetta bluetooth USB serve per connettere lo SpaceMouse al pc. E' una chiavetta molto compatta, io la lascio sempre inserita nel suo slot, anche per evitare di perderla. Ora che ti ho parlato del contenuto del kit, entriamo nel dettaglio dei due oggetti più interessanti, SpaceMouse e CadMouse. Torna all'Indice SpaceMouse Wireless Il primo componente del kit è lo SpaceMouse Wireless, un dispositivo che ti offre un controllo totale sulla gestione del mondo 3D. Lo SpaceMouse Wireless ti permette di muoverti in modo fluido, semplicemente spingendo, tirando e ruotando il controller facendo una leggerissima pressione. La sensazione è similare a quella di usare un joystick da videogioco, ma molto molto più di precisione. SpaceMouse ti permette di esplorare il modello da ogni angolazione possibile, consentendoti di individuare facilmente eventuali errori o imperfezioni. Puoi ruorare più o meno velocemente in base a quanta pressione fai sul controller. La versione che ho io è quella wireless: SpaceMouse si collega a una chiavetta bluetooth fornita insieme al kit. Il dispositivo è dotato di due pulsanti personalizzabili a cui puoi assegnare le funzioni più utilizzate nel tuo software di modellazione 3D. Ad esempio, puoi programmare un pulsante per lo zoom, un altro per la rotazione o uno per l'accesso rapido agli strumenti di modifica. Ciò ti permette di concentrarti sulla creazione del tuo modello senza dover cercare gli strumenti appropriati nel software. SpaceMouse è estremamente preciso e configurabile nella sua sensibilità tramite un plugin che si scarica al primo avvio. Una caratteristica di SpaceMouse sono sicuramente i materiali di qualità di cui è fatto. Il controller è rivestito in gomma soft-touch, il corpo è in metallo, la base presenta una gomma che lo fa aderire perfettamente sulla superficie su cui è appoggiato. Ma oltre a questo, quello che colpisce è il peso. SpaceMouse è uno strumento che deve stare fermo, bello saldo nella sua posizione, così da essere preciso e fornirti la migliore esperienza possibile. Sostanzialmente, immagino al suo interno ci siano dei pesi che lo appesantiscono, rendendolo l'oggetto geniale quale è. SpaceMouse rimane comunque un oggetto facilmente trasportabile, anche se per le trasferte più corte io amo viaggiare leggero, quindi preferisco lasciarlo a casa o in ufficio così da usarlo nelle sessioni di modellazione 3D più intense. Torna all'Indice CadMouse Compact Wireless Il secondo componente del kit è il CadMouse Compact Wireless, un mouse progettato appositamente per la modellazione 3D. La forma compatta del CadMouse Compact Wireless si adatta bene alla mano, fornendo un'esperienza di utilizzo confortevole anche nelle sessioni di modellazione più lunghe. Se sei un amante dei mouse più grandi, probabilmente sentirai la differenza nell'usare questa versione Compact. Anche io ci messo un po' prima di abituarmi, la dimensione però la trovo giusta e il design ben fatto. Il mouse è dotato di pulsanti personalizzabili che puoi configurare per eseguire azioni specifiche nel tuo software di modellazione. Ad esempio, puoi assegnare un pulsante per l'inserimento di punti di ancoraggio o uno per la selezione di oggetti. Sul mouse sono presenti 3 tasti principali, da usare con indice, medio e anulare. Sul lato del mouse ci sono altri due tasti rapidi, configuarabili a loro volta. Infine trovi la rotellina e un ulteriore piccolo tasto, posizionato appena sotto la rotellina, che io uso per accedere a un menu rapido. CadMouse Compact Wireless si può collegare al pc tramite normale bluetooth o usando la chiavetta fornita per l'uso di SpaceMouse. Io lo uso con normale bluetooth del pc anche quando sono in viaggio, senza alcun problema di connessione. Il corpo del mouse è rivestito in parte da metallo e in parte da gomma soft-touch molto piacevole al tatto. Il suo peso è irrisorio: è uno strumento leggero, facilissimo da sollevare con poche dita e, grazie alla sua custodia, facilissimo da trasportare. A differenza di SpaceMouse, che come ti dicevo ha un peso notevole per ovvi motivi, CadMouse lo porto sempre con me quando mi sposto col pc. Torna all'Indice Esempi di utilizzo Entrambi i dispositivi sono compatibili con una vasta gamma di software di modellazione 3D. E' proprio 3Dconnexion stessa a collaborare con le case software per assicurare la massima compatibilità e integrazione dei propri prodotti, offrendo una soluzione versatile per i professionisti e gli appassionati del settore. Sia che tu sia coinvolto nella stampa 3D, nell'animazione o nella progettazione, questo kit ti offre gli strumenti necessari per portare le tue idee alla vita in modo più efficiente e accurato. E lo dico io che, come ti anticipavo, fino a poco tempo fa non ponevo molta attenzione a questo tipo di strumenti. Ecco tre esempi di utilizzo del kit SpaceMouse Wireless: 1. Modellazione di un oggetto complesso: Immagina di dover modellare un oggetto complesso, magari composto da più elementi che si connettono a vicenda. Utilizzando lo SpaceMouse Wireless puoi muoverti fluidamente intorno al modello, ruotarlo e zoomare per esaminare i dettagli da ogni angolazione possibile. Lo fai in modo molto fluido e dinamico. In più, se come me lavori con 2 schermi, allora ti godrai ancora di più l'esperienza di modellazione. 2. Esaminazione di modelli per la stampa 3D: Lavorando in modo coordinato con SpaceMouse e CadMouse, l'elaborazione di modelli 3D per la stampa 3D diventa più immediata. Oggettivamente la combinazione dei due strumenti è precisa e consente di gestire parametri, mesh, visualizzazioni in modo più efficiente rispetto a quanto sono stato abituato. 3. Animazione 3D: Utilizzando lo SpaceMouse Wireless puoi muoverti e navigare agevolmente attraverso la scena 3D, consentendoti di posizionare oggetti, impostare animazioni e regolare le inquadrature con facilità. Anche io ho iniziato a sperimentare nuovi modi di mostrare i modelli 3D ai clienti sfruttando visualizzazioni fluide, molto veloci da realizzare. Torna all'Indice Conclusioni Se sei un appassionato di modellazione 3D per la stampa 3D e desideri migliorare la tua esperienza di lavoro, il kit SpaceMouse Wireless Kit 2 di 3Dconnexion credo sia una scelta ideale. SpaceMouse Wireless e il CadMouse Compact Wireless sono ottimi prodotti che, se modelli tanto in 3D, migliorano notevolmente la tua esperienza di lavoro. O quantomento, così è stato per me! Il mio consiglio: fatti un giro sul sito di 3Dconnexion e vedi i prodotti in catalogo. Ci sono anche soluzioni più elaborate che potrebbero fare al caso tuo. Buona modellazione 3D! Torna all'Indice2 punti -
 La stampa 3D è una delle tecnologie più promettenti del nostro tempo, soprattutto quando si parla della produzione di componenti in metallo. La stampa 3D in metallo è il processo di creazione di oggetti metallici strato dopo strato utilizzando una stampante 3D. Implica l'utilizzo di un raggio laser o di elettroni per fondere insieme polvere o filo metallico, creando forme altamente complesse e disegni intricati. Questa tecnologia viene utilizzata in settori come quello aerospaziale, automobilistico, medico e ingegneristico per creare parti e prototipi ad alte prestazioni. In questo articolo, esploreremo le tecnologie di stampa 3D in metallo presenti sul mercato, i metalli più utilizzati e le caratteristiche dei componenti realizzabili. In questa guida: > Le tecnologie di stampa 3D in metallo > I metalli più utilizzati > Le caratteristiche dei componenti realizzabili > Service stampa 3D in metallo > Come usare un service online > Benefici della stampa 3D in metallo > Settori dove si usa la stampa 3D in metallo > Conclusioni Le tecnologie di stampa 3D in metallo Ci sono diverse tecnologie di stampa 3D in metallo sul mercato, ma le principali sono la sinterizzazione laser diretta di metallo (DMLS) e la fusione selettiva laser di metallo (SLM). La DMLS funziona fondendo uno strato di polvere di metallo tramite un raggio laser, mentre la SLM usa un laser per fondere l'intero pezzo di metallo. Entrambe le tecnologie producono pezzi funzionali, ma differiscono a seconda del design del modello, delle dimensioni del dispositivo di stampa e delle caratteristiche del materiale. Torna all'Indice I metalli più utilizzati I metalli utilizzati nella stampa 3D sono spesso scelti in base alle proprietà meccaniche richieste per la loro applicazione. I metalli comunemente utilizzati includono l'alluminio, l'acciaio inossidabile e il titanio. L'alluminio è noto per la sua leggerezza ed è utilizzato in molti settori, come l'aeronautica, l'automotive e l'industria aerospaziale. In stampa 3D, l'alluminio viene spesso utilizzato per produrre prototipi o componenti a basso volume. L'acciaio inossidabile è un materiale versatile che viene utilizzato in molte applicazioni, come la produzione di utensili da cucina, attrezzature mediche e componenti per motori. La stampa 3D in acciaio inossidabile è spesso utilizzata per produrre parti complesse con elevata resistenza e durata. Il titanio è conosciuto come uno dei materiali più resistenti, leggeri e duraturi presenti sul mercato, ed è utilizzato in molte applicazioni, come l'industria della difesa, l'aerospaziale e la medicina. La produzione di parti di titanio con la stampa 3D consente di creare pezzi complessi con precisione e resistenza elevate. Torna all'Indice Le caratteristiche dei componenti realizzabili La stampa 3D in metallo offre numerose opportunità per la produzione di componenti unici e complessi. Una delle sue principali caratteristiche è la capacità di creare parti con una geometria interna complessa, impossibile da produrre con metodi convenzionali di lavorazione dei metalli. Inoltre, la stampa 3D in metallo offre la possibilità di produrre componenti con proprietà che non sono possibili con i metodi di fabbricazione tradizionali. Ad esempio, è possibile produrre parti che siano più leggere o che abbiano una maggiore resistenza o durata rispetto ai componenti prodotti con metodi convenzionali. La stampa 3D in metallo consente anche la personalizzazione su larga scala, con la possibilità di produrre parti in quantità molto piccole o anche parti singole. Questo è particolarmente utile per la produzione di prototipi o parti personalizzate per applicazioni mediche. Torna all'Indice Service stampa 3D in metallo Un service di stampa 3D è un servizio che offre la possibilità di creare oggetti tridimensionali utilizzando una stampante 3D. Questi oggetti possono essere realizzati in diversi materiali, tra cui diverse tipologie di metalli. L'utilizzo di un service di stampa 3D per realizzare componenti in metallo può avere senso per molte ragioni. In primo luogo, perchè il costo della stampanti 3D per materiali metallici è molto alto e accessibile quasi esclusivamente alle aziende. Si tratta di macchine complesse da gestire, e che richiedono manutenzione continua. In secondo luogo, la stampa 3D in metallo è un'opzione relativamente economica rispetto ad altre forme di produzione di componenti in metallo, come la lavorazione a CNC o la fusione. In questo modo, i service di stampa 3D in metallo possono offrire un modo più conveniente per produrre pezzi esclusivi o piccoli lotti di prodotto, magari fornendo anche un servizio di supporto alla progettazione. Infine, appoggiarsi ad un service di stampa 3D in metallo consente di ottenere un risultato finale con qualità garantita e in poco tempo. Questo può essere particolarmente utile in situazioni in cui la velocità di produzione è un fattore critico. Se vuoi saperne di più su cosa sono i service di stampa 3D e come funzionano, ti lascio di seguito una mia guida dedicata: Torna all'Indice Come usare un service online per la stampa 3D in metallo Usare un service online per la stampa 3D in metallo è davvero semplice e richiede pochi passaggi. Se anche tu stai approcciando per la prima volta l'uso di un service online o semplicemente hai curiosità di sapere come funziona, nelle prossime righe trovi una guida passo passo all'uso del configuratore online di di PCBWay. PCBWay è uno dei service di stampa 3D online più completi ed efficienti, ti permette di inviare l'ordine di stampa in pochi click selezionando nel dettaglio le caratteristiche che il componente dovrà avere. Ecco come funziona. Come prima cosa devi caricare il tuo modello 3D. La dimensione del file deve essere inferiore a 50 MB, mentre le estensioni accettate sono .stl, .obj., .step, .stp. Fai attenzione a caricare un modello 3D che non presenta buchi o problemi di superficie. Lo spessore delle pareti consigliato va da 1.2 mm in su, mentre le parti più piccole realizzabili hanno dimensione di 0.8 mm. In seguito, devi specificare le carattestiche dell'oggetto e della sessione di stampa. Puoi quindi definire quanti pezzi vuoi realizzare, selezionare il materiale di stampa, il colore finale dell'oggetto e, se prevista, la finitura. PCBWay ti permette anche di caricare dei disegni tecnici, così da fornire maggiori informazioni sul componente a chi dovrà realizzarlo. Una volta inserite tutte le specifiche di stampa il sistema fornirà il preventivo di stampa. Proseguendo con l'invio della richiesta, passerai alla fase di pagamento. La spedizione in genere avviene in 2-3 giorni lavorativi. Scopri il service PCBWay Se sei un utilizzatore del software di modellazione 3D FreeCAD, usare PCBWay è ancora più veloce e conveniente. L'azienda ha collaborato con FreeCAD e realizzato un plugin che permette di inviare file di stampa senza esportare nulla: non devi fare altro che selezionare le componenti da realizzare e cliccare sull'icona di FreeCAD. Il sistema rimanda in automatico al service online di PCBWay, dove i modelli 3D sono caricati in pochi secondi e puoi finire la configurazione dei dettagli di stampa. Con questo sistema l'uso del service di stampa online diventa estremamente efficiente. Torna all'Indice Benefici della stampa 3D in metallo La stampa 3D in metallo ha diversi benefici, tra cui: Personalizzazione: la stampa 3D in metallo consente di creare pezzi unici e personalizzati, senza dover affidarsi a standard di produzione predefiniti. Riduzione dei tempi di produzione: la stampa 3D in metallo consente di produrre pezzi in modo più rapido rispetto ai metodi tradizionali di produzione, riducendo i tempi di sviluppo e riducendo i costi. Riduzione dei costi di produzione: la stampa 3D in metallo consente di produrre pezzi complessi usando meno materiali, il che a sua volta riduce i costi di produzione. Maggiore libertà di progettazione: la stampa 3D in metallo consente di creare pezzi con forme e caratteristiche complesse che sarebbero difficili o impossibili da realizzare con altri metodi di produzione. Torna all'Indice Settori dove si usa la stampa 3D in metallo La stampa 3D in metallo viene utilizzata in vari settori, tra cui: Aerospaziale: la stampa 3D in metallo è utilizzata per creare parti di aerei e razzi, comprese parti che devono resistere a temperature estreme o che devono essere particolarmente leggere. Automobilistico: la stampa 3D in metallo viene utilizzata per creare parti di automobili, comprese parti che richiedono una maggiore resistenza e durata. Medicina: la stampa 3D in metallo è utilizzata per creare protesi personalizzate e parti di dispositivi medici, tra cui strumenti chirurgici e protesi dentarie. Gioielli: la stampa 3D in metallo viene utilizzata per creare gioielli personalizzati e dettagliati. Industria manifatturiera: la stampa 3D in metallo è utilizzata per creare parti di macchine e altri strumenti di produzione. Torna all'Indice Conclusioni La stampa 3D in metallo sta trasformando il modo in cui le aziende pensano alla produzione di componenti, portando a una maggiore efficienza, sostenibilità e personalizzazione. Questa tecnologia, infatti, consente una produzione più rapida ed efficiente, la riduzione di scarti provenienti dalla produzione, e una maggiore flessibilità di progettazione rispetto ai metodi di produzione tradizionali. Ma per noi comuni utilizzatori di stampanti 3D, che soluzioni abbiamo per realizzare componenti in modo economico ed efficiente? Beh, andando oltre la stampa 3D in metallo, possiamo sicuramente focalizzarci su stampanti 3D di grandi dimensioni a basso costo. Ti lascio qualche spunto con la seguente guida. Per il resto... scambiamoci qualche opinione sul forum 😉 Torna all'Indice2 punti
La stampa 3D è una delle tecnologie più promettenti del nostro tempo, soprattutto quando si parla della produzione di componenti in metallo. La stampa 3D in metallo è il processo di creazione di oggetti metallici strato dopo strato utilizzando una stampante 3D. Implica l'utilizzo di un raggio laser o di elettroni per fondere insieme polvere o filo metallico, creando forme altamente complesse e disegni intricati. Questa tecnologia viene utilizzata in settori come quello aerospaziale, automobilistico, medico e ingegneristico per creare parti e prototipi ad alte prestazioni. In questo articolo, esploreremo le tecnologie di stampa 3D in metallo presenti sul mercato, i metalli più utilizzati e le caratteristiche dei componenti realizzabili. In questa guida: > Le tecnologie di stampa 3D in metallo > I metalli più utilizzati > Le caratteristiche dei componenti realizzabili > Service stampa 3D in metallo > Come usare un service online > Benefici della stampa 3D in metallo > Settori dove si usa la stampa 3D in metallo > Conclusioni Le tecnologie di stampa 3D in metallo Ci sono diverse tecnologie di stampa 3D in metallo sul mercato, ma le principali sono la sinterizzazione laser diretta di metallo (DMLS) e la fusione selettiva laser di metallo (SLM). La DMLS funziona fondendo uno strato di polvere di metallo tramite un raggio laser, mentre la SLM usa un laser per fondere l'intero pezzo di metallo. Entrambe le tecnologie producono pezzi funzionali, ma differiscono a seconda del design del modello, delle dimensioni del dispositivo di stampa e delle caratteristiche del materiale. Torna all'Indice I metalli più utilizzati I metalli utilizzati nella stampa 3D sono spesso scelti in base alle proprietà meccaniche richieste per la loro applicazione. I metalli comunemente utilizzati includono l'alluminio, l'acciaio inossidabile e il titanio. L'alluminio è noto per la sua leggerezza ed è utilizzato in molti settori, come l'aeronautica, l'automotive e l'industria aerospaziale. In stampa 3D, l'alluminio viene spesso utilizzato per produrre prototipi o componenti a basso volume. L'acciaio inossidabile è un materiale versatile che viene utilizzato in molte applicazioni, come la produzione di utensili da cucina, attrezzature mediche e componenti per motori. La stampa 3D in acciaio inossidabile è spesso utilizzata per produrre parti complesse con elevata resistenza e durata. Il titanio è conosciuto come uno dei materiali più resistenti, leggeri e duraturi presenti sul mercato, ed è utilizzato in molte applicazioni, come l'industria della difesa, l'aerospaziale e la medicina. La produzione di parti di titanio con la stampa 3D consente di creare pezzi complessi con precisione e resistenza elevate. Torna all'Indice Le caratteristiche dei componenti realizzabili La stampa 3D in metallo offre numerose opportunità per la produzione di componenti unici e complessi. Una delle sue principali caratteristiche è la capacità di creare parti con una geometria interna complessa, impossibile da produrre con metodi convenzionali di lavorazione dei metalli. Inoltre, la stampa 3D in metallo offre la possibilità di produrre componenti con proprietà che non sono possibili con i metodi di fabbricazione tradizionali. Ad esempio, è possibile produrre parti che siano più leggere o che abbiano una maggiore resistenza o durata rispetto ai componenti prodotti con metodi convenzionali. La stampa 3D in metallo consente anche la personalizzazione su larga scala, con la possibilità di produrre parti in quantità molto piccole o anche parti singole. Questo è particolarmente utile per la produzione di prototipi o parti personalizzate per applicazioni mediche. Torna all'Indice Service stampa 3D in metallo Un service di stampa 3D è un servizio che offre la possibilità di creare oggetti tridimensionali utilizzando una stampante 3D. Questi oggetti possono essere realizzati in diversi materiali, tra cui diverse tipologie di metalli. L'utilizzo di un service di stampa 3D per realizzare componenti in metallo può avere senso per molte ragioni. In primo luogo, perchè il costo della stampanti 3D per materiali metallici è molto alto e accessibile quasi esclusivamente alle aziende. Si tratta di macchine complesse da gestire, e che richiedono manutenzione continua. In secondo luogo, la stampa 3D in metallo è un'opzione relativamente economica rispetto ad altre forme di produzione di componenti in metallo, come la lavorazione a CNC o la fusione. In questo modo, i service di stampa 3D in metallo possono offrire un modo più conveniente per produrre pezzi esclusivi o piccoli lotti di prodotto, magari fornendo anche un servizio di supporto alla progettazione. Infine, appoggiarsi ad un service di stampa 3D in metallo consente di ottenere un risultato finale con qualità garantita e in poco tempo. Questo può essere particolarmente utile in situazioni in cui la velocità di produzione è un fattore critico. Se vuoi saperne di più su cosa sono i service di stampa 3D e come funzionano, ti lascio di seguito una mia guida dedicata: Torna all'Indice Come usare un service online per la stampa 3D in metallo Usare un service online per la stampa 3D in metallo è davvero semplice e richiede pochi passaggi. Se anche tu stai approcciando per la prima volta l'uso di un service online o semplicemente hai curiosità di sapere come funziona, nelle prossime righe trovi una guida passo passo all'uso del configuratore online di di PCBWay. PCBWay è uno dei service di stampa 3D online più completi ed efficienti, ti permette di inviare l'ordine di stampa in pochi click selezionando nel dettaglio le caratteristiche che il componente dovrà avere. Ecco come funziona. Come prima cosa devi caricare il tuo modello 3D. La dimensione del file deve essere inferiore a 50 MB, mentre le estensioni accettate sono .stl, .obj., .step, .stp. Fai attenzione a caricare un modello 3D che non presenta buchi o problemi di superficie. Lo spessore delle pareti consigliato va da 1.2 mm in su, mentre le parti più piccole realizzabili hanno dimensione di 0.8 mm. In seguito, devi specificare le carattestiche dell'oggetto e della sessione di stampa. Puoi quindi definire quanti pezzi vuoi realizzare, selezionare il materiale di stampa, il colore finale dell'oggetto e, se prevista, la finitura. PCBWay ti permette anche di caricare dei disegni tecnici, così da fornire maggiori informazioni sul componente a chi dovrà realizzarlo. Una volta inserite tutte le specifiche di stampa il sistema fornirà il preventivo di stampa. Proseguendo con l'invio della richiesta, passerai alla fase di pagamento. La spedizione in genere avviene in 2-3 giorni lavorativi. Scopri il service PCBWay Se sei un utilizzatore del software di modellazione 3D FreeCAD, usare PCBWay è ancora più veloce e conveniente. L'azienda ha collaborato con FreeCAD e realizzato un plugin che permette di inviare file di stampa senza esportare nulla: non devi fare altro che selezionare le componenti da realizzare e cliccare sull'icona di FreeCAD. Il sistema rimanda in automatico al service online di PCBWay, dove i modelli 3D sono caricati in pochi secondi e puoi finire la configurazione dei dettagli di stampa. Con questo sistema l'uso del service di stampa online diventa estremamente efficiente. Torna all'Indice Benefici della stampa 3D in metallo La stampa 3D in metallo ha diversi benefici, tra cui: Personalizzazione: la stampa 3D in metallo consente di creare pezzi unici e personalizzati, senza dover affidarsi a standard di produzione predefiniti. Riduzione dei tempi di produzione: la stampa 3D in metallo consente di produrre pezzi in modo più rapido rispetto ai metodi tradizionali di produzione, riducendo i tempi di sviluppo e riducendo i costi. Riduzione dei costi di produzione: la stampa 3D in metallo consente di produrre pezzi complessi usando meno materiali, il che a sua volta riduce i costi di produzione. Maggiore libertà di progettazione: la stampa 3D in metallo consente di creare pezzi con forme e caratteristiche complesse che sarebbero difficili o impossibili da realizzare con altri metodi di produzione. Torna all'Indice Settori dove si usa la stampa 3D in metallo La stampa 3D in metallo viene utilizzata in vari settori, tra cui: Aerospaziale: la stampa 3D in metallo è utilizzata per creare parti di aerei e razzi, comprese parti che devono resistere a temperature estreme o che devono essere particolarmente leggere. Automobilistico: la stampa 3D in metallo viene utilizzata per creare parti di automobili, comprese parti che richiedono una maggiore resistenza e durata. Medicina: la stampa 3D in metallo è utilizzata per creare protesi personalizzate e parti di dispositivi medici, tra cui strumenti chirurgici e protesi dentarie. Gioielli: la stampa 3D in metallo viene utilizzata per creare gioielli personalizzati e dettagliati. Industria manifatturiera: la stampa 3D in metallo è utilizzata per creare parti di macchine e altri strumenti di produzione. Torna all'Indice Conclusioni La stampa 3D in metallo sta trasformando il modo in cui le aziende pensano alla produzione di componenti, portando a una maggiore efficienza, sostenibilità e personalizzazione. Questa tecnologia, infatti, consente una produzione più rapida ed efficiente, la riduzione di scarti provenienti dalla produzione, e una maggiore flessibilità di progettazione rispetto ai metodi di produzione tradizionali. Ma per noi comuni utilizzatori di stampanti 3D, che soluzioni abbiamo per realizzare componenti in modo economico ed efficiente? Beh, andando oltre la stampa 3D in metallo, possiamo sicuramente focalizzarci su stampanti 3D di grandi dimensioni a basso costo. Ti lascio qualche spunto con la seguente guida. Per il resto... scambiamoci qualche opinione sul forum 😉 Torna all'Indice2 punti -
 L'acrilonitrile butadiene stirene, abbreviato in ABS, è una plastica comune che si trova tutto intorno a noi, con uno degli usi più noti dei mattoncini Lego.Le sue proprietà, come l'elevata resistenza meccanica e la buona resistenza alla temperatura, lo rendono una buona scelta per una grande varietà di applicazioni. L'ABS offre anche una buona finitura superficiale. L'ABS si dissolve in acetone, che tende a levigare e lucidare la superficie. È anche un materiale facile da carteggiare, quindi ci sono ottime opzioni per la post-produzione dei modelli. L'ABS può essere un po' difficile da stampare. Potresti avere difficoltà a far aderire ABS al piano di stampa in modo adeguato. Le parti stampate tendono a deformarsi ai lati e agli angoli e, per di più, i fumi generati durante la stampa possono essere sgradevoli. In questa guida ti darò consigli utili sulla stampa dell'ABS. Scoprirai quali sono i parametri di stampa migliori per ABS, con particolare attenzione alle temperature di estusione e del piano di stampa. In questa guida: > Problemi di warping, deformazioni e ritiri con l'ABS > Temperatura di estrusione > Temperatura del piatto di stampa > Altre impostazioni di supporto > Camera calda per stampare ABS > L'importanza di essiccare il filamento Problemi di warping, deformazioni e ritiri con l'ABS Il warping, le deformazioni e i ritiri sono i principali nemici nella stampa 3D in ABS. Nelle prossime righe ti spiego brevemente il perché. Quando un filamento viene riscaldato nell'hot end, il materiale tende ad espandersi. Una volta allo stato fuso, la plastica viene depositata sul piano di stampa strato dopo strato dove poi torna allo stato solido, raffreddandosi e contraendosi. Durante la fase di stampa, fatta eccezione per lo strato depositato più di recente, gli altri strati saranno più freddi di quelli più vicini al piano di stampa, in quanto questi vengono generalmente mantenuti caldi per mantenere l'adesione del piatto. La differenza di temperatura tra gli strati più freddi e contratti sopra la superficie e gli strati ancora caldi ed espansi contro la superficie del piatto può causare il distacco di una stampa dal piatto. Un altro problema comune nella stampa in ABS è la delaminazione. In questo caso si creano fessure sulle superfici verticali del modello e la causa è sempre e solo una: le contrazioni dovute alle temperature di stampa. Alcune materie plastiche si espandono e si contraggono molto più di altre. L'ABS è un materiale che, rispetto ad altri termopolimeri, contrae e ritira di più. Il PLA, ad esempio, è un materiale invece che ritira molto poco. Torna all'Indice Temperatura di estrusione Stampare con l'ABS può essere un po' difficile, ma con le giuste impostazioni qualsiasi problema può essere risolto. Nella stampa dell'ABS la maggior parte dei problemi deriva dalle temperature di stampa e, in particolare, dell'estrusione. L'ABS fonde tra i 210 e i 250 °C. Se non viene indicato nulla di specifico dal produttore, dovresti essere libero di giocare con le impostazioni di temperatura in questo intervallo. In genere, i 235 °C sono un buon compromesso, anche se a volte è necessario spingersi a temperature ben più alte di 250-260 °C in base alle condizioni del filamento e all'estrusore che monta la tua stampante. Se imposti l'ugello troppo caldo, noterai molte righe sulle pareti della tua parte. Se stampi a bassa temperatura, potresti incappare in una sottoestrusione. Se hai appena acquistato un nuovo filamento in ABS, il consiglio che posso darti è quello di fare almeno un test di stampa. Prova il materiale a temperature diverse e vedi che risultati ottieni a livello di finitura dei pezzi. In questo modo potrai trovare la condizione migliore per stampare ABS con la tua stampante 3D. E se vuoi fare le cose fatte bene... prova a stampare il nostro cubo di calibrazione XYZ. Oltre ad aiutarti nella calibrazione step/mm della tua stampante, è sempre un buon modello per fare test veloci come questo! Torna all'Indice Temperatura del piatto di stampa Lo scopo di un letto riscaldato è favorire l'adesione del modello al piano di stampa. Tuttavia bisogna fare attenzione: è necessario che la temperatura sia sufficiente per far aderire il primo strato al piano, evitando però che questo deformi o si surriscaldi. Scaldando troppo il piano di stampa corri il rischio che il primo strato di stampa rimanga troppo morbido e che l'intera stampa manchi di precisione. La temperatura alla quale una plastica cambia di stato da uno stato solido a uno stato più morbido (ma non ancora fuso) è nota come temperatura di transizione vetrosa. L'ideale è di impostare la temperatura del piatto riscaldato appena sopra a questa temperatura. Più si sale al di sopra del range di temperatura di transizione vetrosa, minore sarà lo sbalzo termico con la temperatura di estrusione. Allo stesso modo, se dovessi tenere la temperatura del piatto riscaldato al di sotto del range di transizione vetrosa... beh, sarebbe come avere il piatto spento. Per l'ABS, la temperatura di transizione vetrosa è attorno ai 105 °C. La temperatura consigliata per il piatto riscaldato è quindi di 110 °C. Torna all'Indice Altre impostazioni di supporto Tutti i software di slicing mettono a disposizione una serie di impostazioni e parametri molto utili ad agevolare la stampa 3D di modelli complessi. Alcune di queste tornano utili anche nella stampa in ABS, dove il controllo di ritiri e deformazioni è sempre fondamentale. Brim and raft Le opzioni brim e raft nelle impostazioni dello slicer forniscono parametri per la gestione del contatto del modello con la superficie del piatto di stampa. Il Brim consiste in un ampliamento del primo layer di stampa, il che aiuta nel limitare warping e deformazioni. In pratica, se il materiale ritira, ritirerà prima il Brim piuttosto che il modello stesso. Il Raft invece è una vera e propria "zattera" su cui viene a sua volta stampato il modello. Il Raft usa più materiale ma, se ben impostato, fornisce anche i migliori risultati, aiutando anche nel distacco del pezzo. Spessore dell'estusione Avere un primo strato più spesso può essere vantaggioso, in quanto aumenta il contatto con la superficie del piano di stampa, che a sua volta mantiene la stampa saldamente in posizione. Potresti valutare di aumentare lo spessore dell'estrusione del primo layer per un valore compreso tra il 100% e il 150% del diametro del tuo ugello. Attenzione a non esagerare, otturazioni dell'ugello sono sempre in agguato. Velocità di stampa Riduci la velocità di stampa del primo layer e non avere fretta. Il primo strato di stampa è fondamentale per una buona riuscita della tua stampa in ABS. Il primo strato deve aderire bene e arrivare alla temperatura del piano senza subire shock termici. Nel resto della stampa, considera che l'ABS è stampato ad una temperatura abbastanza alta. Potrebbe essere necessario stampare lentamente per assicurarti stampe dettagliate, magari negli angoli o in quei punti dove le forze di ritiro agiscono maggiormente. Ventole di raffreddamento Le ventole di raffreddamento hanno lo scopo di generare un flusso d'aria attorno all'ugello e raffreddare rapidamente la plastica depositata. Sfortunatamente, questo può avere un effetto negativo quando si stampano i primi strati in ABS. Assicurati di spegnere le ventole per i primi 3-5 strati di stampa: in questo modo il materiale resterà saldo al piano e non si attiveranno forti ritiri a causa delle ventole. Torna all'Indice Camera calda per stampare ABS Quello della camera calda è sempre un tema di discussione nella stampa 3D in ABS e, in genere, distingue le stampanti 3D economiche da quelle professionali. Le stampanti 3D professionali, infatti, solitamente presentano un volume di stampa chiuso che è possibile riscaldare all'interno. Questo aiuta nella stampa 3D di materiali tecnici come ABS, PEEK, Ultem, ecc, cioè materiali che si stampano ad alte temperature e che rischiano di subire uno shock termico con conseguenti ritiri e warping. Le stampanti 3D economiche in genenere non hanno la camera calda e questo potrebbe essere un problema per limitare l'effetto di warping sul piatto di stampa. Ci sono però delle soluzioni altrettanto economiche da adottare. Sul Amazon si possono trovare involucri con cui ricoprire la stampante: questo involucro garantisce un ambiente controllato e stabile attorno al tuo modello durante la stampa. Per esperienza posso assicurarti che i pezzi in stampa possono deformarsi anche se usi tutti parametri corretti: se stampi col telaio aperto in una stanza a temperatura ambiente, il rischio di warping è sempre molto molto alto. Vedi offerta su Amazon Il mio consiglio? Dai una chance a uno degli involucri per stampante che trovi su Amazon. Ti aiuteranno a ottenere i migliori risultati di stampa non solo con l'ABS, ma anche con qualsiasi altro materiale. Inoltre, un dettaglio: la stampa 3D di ABS e altri materiali emette nell'aria odori, micropolveri e fumi tossici. L'involucro per stampante non è una soluzione definitiva, ma sicuramente è un prodotto utile per controllare questo aspetto. Torna all'Indice L'importanza di essiccare il filamento In particolare con l'ABS, dove warping e deformazioni sono sempre dietro l'angolo, usare un filamento ben disidratato è fondamentale per ottenere il massimo dalle tue stampe. I materiali per la stampa 3D sono soggetti a una proprietà fisica chiamata "igroscopia". Spiegata in modo semplice, l'igroscopia è una proprietà fisica che permette ai materiali di assorbire umidità dall'aria. Tutti i filamenti per stampa 3D sono soggetti a igroscopia e, a lungo andare, questa caratteristica potrebbe diventare un grosso problema per te che vuoi stampare. Un filamento che ha assorbito umidità, infatti, risulta praticamente instampabile. Se provi a stamparlo, sentirai degli scoppiettii nei pressi dell'ugello e noterai che le temperature di stampa saranno completamente sballate. Questo perché la presenza di acqua nel filo rende tutto il processo più complicato. Il rischio per noi qual è? Beh, semplice: se compri una bobina di ABS, la apri e poi la lasci all'aperto in una stanza, puoi dire per certo che nel giro di qualche giorno faticherai a stampare. Per preservare al meglio le tue bobine di ABS e assicurarti sempre una qualità di stampa massima potresti utilizzare un essiccatore per filamenti. Si tratta di uno strumento molto simile a un fornetto. Al suo interno inserisci la bobina da deumidificare e, a processo finito, la ritroverai come nuova. Si tratta di un modo semplice ed efficace per recuperare vecchie bobine o assicurarti che quelle nuove non degradino velocemente. L'essiccatore Sunlu è uno deipiù venduti in assoluto: Vedi offerta su Amazon Invece, se vuoi saperne di più sull'asciugatura dei tuoi filamenti, puoi leggere la mia guida dedicata: Torna all'Indice2 punti
L'acrilonitrile butadiene stirene, abbreviato in ABS, è una plastica comune che si trova tutto intorno a noi, con uno degli usi più noti dei mattoncini Lego.Le sue proprietà, come l'elevata resistenza meccanica e la buona resistenza alla temperatura, lo rendono una buona scelta per una grande varietà di applicazioni. L'ABS offre anche una buona finitura superficiale. L'ABS si dissolve in acetone, che tende a levigare e lucidare la superficie. È anche un materiale facile da carteggiare, quindi ci sono ottime opzioni per la post-produzione dei modelli. L'ABS può essere un po' difficile da stampare. Potresti avere difficoltà a far aderire ABS al piano di stampa in modo adeguato. Le parti stampate tendono a deformarsi ai lati e agli angoli e, per di più, i fumi generati durante la stampa possono essere sgradevoli. In questa guida ti darò consigli utili sulla stampa dell'ABS. Scoprirai quali sono i parametri di stampa migliori per ABS, con particolare attenzione alle temperature di estusione e del piano di stampa. In questa guida: > Problemi di warping, deformazioni e ritiri con l'ABS > Temperatura di estrusione > Temperatura del piatto di stampa > Altre impostazioni di supporto > Camera calda per stampare ABS > L'importanza di essiccare il filamento Problemi di warping, deformazioni e ritiri con l'ABS Il warping, le deformazioni e i ritiri sono i principali nemici nella stampa 3D in ABS. Nelle prossime righe ti spiego brevemente il perché. Quando un filamento viene riscaldato nell'hot end, il materiale tende ad espandersi. Una volta allo stato fuso, la plastica viene depositata sul piano di stampa strato dopo strato dove poi torna allo stato solido, raffreddandosi e contraendosi. Durante la fase di stampa, fatta eccezione per lo strato depositato più di recente, gli altri strati saranno più freddi di quelli più vicini al piano di stampa, in quanto questi vengono generalmente mantenuti caldi per mantenere l'adesione del piatto. La differenza di temperatura tra gli strati più freddi e contratti sopra la superficie e gli strati ancora caldi ed espansi contro la superficie del piatto può causare il distacco di una stampa dal piatto. Un altro problema comune nella stampa in ABS è la delaminazione. In questo caso si creano fessure sulle superfici verticali del modello e la causa è sempre e solo una: le contrazioni dovute alle temperature di stampa. Alcune materie plastiche si espandono e si contraggono molto più di altre. L'ABS è un materiale che, rispetto ad altri termopolimeri, contrae e ritira di più. Il PLA, ad esempio, è un materiale invece che ritira molto poco. Torna all'Indice Temperatura di estrusione Stampare con l'ABS può essere un po' difficile, ma con le giuste impostazioni qualsiasi problema può essere risolto. Nella stampa dell'ABS la maggior parte dei problemi deriva dalle temperature di stampa e, in particolare, dell'estrusione. L'ABS fonde tra i 210 e i 250 °C. Se non viene indicato nulla di specifico dal produttore, dovresti essere libero di giocare con le impostazioni di temperatura in questo intervallo. In genere, i 235 °C sono un buon compromesso, anche se a volte è necessario spingersi a temperature ben più alte di 250-260 °C in base alle condizioni del filamento e all'estrusore che monta la tua stampante. Se imposti l'ugello troppo caldo, noterai molte righe sulle pareti della tua parte. Se stampi a bassa temperatura, potresti incappare in una sottoestrusione. Se hai appena acquistato un nuovo filamento in ABS, il consiglio che posso darti è quello di fare almeno un test di stampa. Prova il materiale a temperature diverse e vedi che risultati ottieni a livello di finitura dei pezzi. In questo modo potrai trovare la condizione migliore per stampare ABS con la tua stampante 3D. E se vuoi fare le cose fatte bene... prova a stampare il nostro cubo di calibrazione XYZ. Oltre ad aiutarti nella calibrazione step/mm della tua stampante, è sempre un buon modello per fare test veloci come questo! Torna all'Indice Temperatura del piatto di stampa Lo scopo di un letto riscaldato è favorire l'adesione del modello al piano di stampa. Tuttavia bisogna fare attenzione: è necessario che la temperatura sia sufficiente per far aderire il primo strato al piano, evitando però che questo deformi o si surriscaldi. Scaldando troppo il piano di stampa corri il rischio che il primo strato di stampa rimanga troppo morbido e che l'intera stampa manchi di precisione. La temperatura alla quale una plastica cambia di stato da uno stato solido a uno stato più morbido (ma non ancora fuso) è nota come temperatura di transizione vetrosa. L'ideale è di impostare la temperatura del piatto riscaldato appena sopra a questa temperatura. Più si sale al di sopra del range di temperatura di transizione vetrosa, minore sarà lo sbalzo termico con la temperatura di estrusione. Allo stesso modo, se dovessi tenere la temperatura del piatto riscaldato al di sotto del range di transizione vetrosa... beh, sarebbe come avere il piatto spento. Per l'ABS, la temperatura di transizione vetrosa è attorno ai 105 °C. La temperatura consigliata per il piatto riscaldato è quindi di 110 °C. Torna all'Indice Altre impostazioni di supporto Tutti i software di slicing mettono a disposizione una serie di impostazioni e parametri molto utili ad agevolare la stampa 3D di modelli complessi. Alcune di queste tornano utili anche nella stampa in ABS, dove il controllo di ritiri e deformazioni è sempre fondamentale. Brim and raft Le opzioni brim e raft nelle impostazioni dello slicer forniscono parametri per la gestione del contatto del modello con la superficie del piatto di stampa. Il Brim consiste in un ampliamento del primo layer di stampa, il che aiuta nel limitare warping e deformazioni. In pratica, se il materiale ritira, ritirerà prima il Brim piuttosto che il modello stesso. Il Raft invece è una vera e propria "zattera" su cui viene a sua volta stampato il modello. Il Raft usa più materiale ma, se ben impostato, fornisce anche i migliori risultati, aiutando anche nel distacco del pezzo. Spessore dell'estusione Avere un primo strato più spesso può essere vantaggioso, in quanto aumenta il contatto con la superficie del piano di stampa, che a sua volta mantiene la stampa saldamente in posizione. Potresti valutare di aumentare lo spessore dell'estrusione del primo layer per un valore compreso tra il 100% e il 150% del diametro del tuo ugello. Attenzione a non esagerare, otturazioni dell'ugello sono sempre in agguato. Velocità di stampa Riduci la velocità di stampa del primo layer e non avere fretta. Il primo strato di stampa è fondamentale per una buona riuscita della tua stampa in ABS. Il primo strato deve aderire bene e arrivare alla temperatura del piano senza subire shock termici. Nel resto della stampa, considera che l'ABS è stampato ad una temperatura abbastanza alta. Potrebbe essere necessario stampare lentamente per assicurarti stampe dettagliate, magari negli angoli o in quei punti dove le forze di ritiro agiscono maggiormente. Ventole di raffreddamento Le ventole di raffreddamento hanno lo scopo di generare un flusso d'aria attorno all'ugello e raffreddare rapidamente la plastica depositata. Sfortunatamente, questo può avere un effetto negativo quando si stampano i primi strati in ABS. Assicurati di spegnere le ventole per i primi 3-5 strati di stampa: in questo modo il materiale resterà saldo al piano e non si attiveranno forti ritiri a causa delle ventole. Torna all'Indice Camera calda per stampare ABS Quello della camera calda è sempre un tema di discussione nella stampa 3D in ABS e, in genere, distingue le stampanti 3D economiche da quelle professionali. Le stampanti 3D professionali, infatti, solitamente presentano un volume di stampa chiuso che è possibile riscaldare all'interno. Questo aiuta nella stampa 3D di materiali tecnici come ABS, PEEK, Ultem, ecc, cioè materiali che si stampano ad alte temperature e che rischiano di subire uno shock termico con conseguenti ritiri e warping. Le stampanti 3D economiche in genenere non hanno la camera calda e questo potrebbe essere un problema per limitare l'effetto di warping sul piatto di stampa. Ci sono però delle soluzioni altrettanto economiche da adottare. Sul Amazon si possono trovare involucri con cui ricoprire la stampante: questo involucro garantisce un ambiente controllato e stabile attorno al tuo modello durante la stampa. Per esperienza posso assicurarti che i pezzi in stampa possono deformarsi anche se usi tutti parametri corretti: se stampi col telaio aperto in una stanza a temperatura ambiente, il rischio di warping è sempre molto molto alto. Vedi offerta su Amazon Il mio consiglio? Dai una chance a uno degli involucri per stampante che trovi su Amazon. Ti aiuteranno a ottenere i migliori risultati di stampa non solo con l'ABS, ma anche con qualsiasi altro materiale. Inoltre, un dettaglio: la stampa 3D di ABS e altri materiali emette nell'aria odori, micropolveri e fumi tossici. L'involucro per stampante non è una soluzione definitiva, ma sicuramente è un prodotto utile per controllare questo aspetto. Torna all'Indice L'importanza di essiccare il filamento In particolare con l'ABS, dove warping e deformazioni sono sempre dietro l'angolo, usare un filamento ben disidratato è fondamentale per ottenere il massimo dalle tue stampe. I materiali per la stampa 3D sono soggetti a una proprietà fisica chiamata "igroscopia". Spiegata in modo semplice, l'igroscopia è una proprietà fisica che permette ai materiali di assorbire umidità dall'aria. Tutti i filamenti per stampa 3D sono soggetti a igroscopia e, a lungo andare, questa caratteristica potrebbe diventare un grosso problema per te che vuoi stampare. Un filamento che ha assorbito umidità, infatti, risulta praticamente instampabile. Se provi a stamparlo, sentirai degli scoppiettii nei pressi dell'ugello e noterai che le temperature di stampa saranno completamente sballate. Questo perché la presenza di acqua nel filo rende tutto il processo più complicato. Il rischio per noi qual è? Beh, semplice: se compri una bobina di ABS, la apri e poi la lasci all'aperto in una stanza, puoi dire per certo che nel giro di qualche giorno faticherai a stampare. Per preservare al meglio le tue bobine di ABS e assicurarti sempre una qualità di stampa massima potresti utilizzare un essiccatore per filamenti. Si tratta di uno strumento molto simile a un fornetto. Al suo interno inserisci la bobina da deumidificare e, a processo finito, la ritroverai come nuova. Si tratta di un modo semplice ed efficace per recuperare vecchie bobine o assicurarti che quelle nuove non degradino velocemente. L'essiccatore Sunlu è uno deipiù venduti in assoluto: Vedi offerta su Amazon Invece, se vuoi saperne di più sull'asciugatura dei tuoi filamenti, puoi leggere la mia guida dedicata: Torna all'Indice2 punti -
 Questa è una guida completa alla risoluzione dei problemi di stampa 3D. Qui trovi tutti i comuni problemi di stampa 3D e le loro soluzioni, sia per la stampa 3D FDM che resina. Stampare in 3D è davvero emozionante. A volte però può capitare di riscontrare problemi di stampa, dove magari anche un modello semplice e banale non riesce a essere stampato con successo. Ci siamo passati tutti, ogni tanto capita. Le stampanti 3D a filamento e le stampanti 3D a resina possono dare problemi di stampa ma, con un po' di esperienza e la giusta guida, tutto è risolvibile. Per questo motivo ho deciso di raggruppare tutti i più comuni problemi di stampa 3D in un'unica guida. Qui trovi la soluzione a problemi di deformazione, ritiro, adesione al piatto di stampa e ad altri errori di stampa 3D, non solo per la stampa 3D FDM ma anche per la stampa 3D a resina. La guida è divisa in una serie di capitoli che ti aiuteranno a trovare più velocemente la soluzione al tuo problema. In questa guida: > Problemi di stampa 3D FDM: non viene stampato niente Filamento esaurito Ugello troppo vicino al piano di stampa Ugello bloccato La testa di stampa si sposta fuori dal piano Filamento spezzato Filamento mangiato > Problemi di stampa 3D FDM: la mia stampa non è riuscita Estrusione interrotta a metà stampa La stampa non si attacca al piano di stampa Supporti deboli o collassati > Problemi di stampa 3D FDM: stampa di bassa qualità Problemi al primo strato di stampa Primo strato schiacciato (zampa di elefante) Ritiri e deformazioni al primo strato di stampa Riempimento incompleto o stampato male Fessure tra riempimento e perimetri esterni Infill visibile attraverso i perimetri Crepe e delaminazione nei modelli alti Strati sfalsati o disallineati Mancanza di strati Stampa disallineata Le parti a sbalzo sono gestite male Le superfici che appoggiano sui supporti vengono male Dettagli non stampati correttamente Depositi e increspature sulle superfici (Ringing) Strisce diagonali sulla stampa Stampa filamentosa, che collassa (sovraestrusione) Strati sottili e deboli (sottoestrusione) Accumulo di materiale nella superficie superiore (pillowing) Stampa filamentosa o pelosa (stringing) Poca precisione dimensionale La stampa si sposta e risulta disallineata Ponti e bridge stampati male > Problemi di stampa 3D FDM: problemi generici La stampa non si stacca dal piano di stampa > Problemi di stampa 3D a resina: non viene stampato niente Resina troppo fredda Stampa debole, che si stacca o con residui > Problemi di stampa 3D a resina: la mia stampa non è riuscita Il modello non aderisce al piano di stampa Una parte della stampa o dei supporti è staccata o spostata > Problemi di stampa 3D a resina: stampa di bassa qualità Strati separati (delaminazione) Superfici esfoliate o con pezzi sottili di stampa attaccati (ragging) Stampa poco dettagliata Problemi di stampa 3D FDM: non viene stampato niente In questo capitolo trovi tutti i problemi di stampa 3D FDM collegati col fatto che la stampante non stampa niente, non riesce a estrudere a materiale o si trova bloccata in uno stato indefinito. Filamento esaurito Qual è il problema di stampa 3D? Non viene stampato niente anche se il modello è stato impostato e configurato correttamente nel software di slicing. Tuttavia, quando invii ripetutamente la stampa alla stampante non succede nulla. Viene solo estruso un corto filamento di materiale dall'ugello. Un altro caso può essere che, durante la stampa di un modello l'estrusione del filamento si interrompe ma l'ugello continua a stampare per aria, muovendosi nel volume di stampa senza stampare nulla. Cosa sta causando questo problema di stampa 3D? È un problema banale, facilmente evitabile su macchine in stile Prusa i3 in cui la bobina del filamento è in piena vista, ma su altre stampanti come le XYZ DaVinci, Cel Robox e Ultimaker, il problema non è sempre immediatamente evidente. Queste e molte altre stampanti racchiudono il filamento all'interno del design della stampante oppure il filamento è nascosto sul retro della macchina. Naturalmente, alcune stampanti sono dotate di sensori di presenza filamento o di bobine dotate di sensore che inviano dati al software ed evidenziano se la bobina del filamento è esaurita. Spesso però, soprattutto le stampanti più economiche, non dispongono di sensori che agevolano il riconoscimento di questo problema. Risoluzione dei problemi della stampante 3D: filamento esaurito SOLUZIONE AL PROBLEMA DI STAMPA 3D: CONTROLLARE LA BOBINA DEL FILAMENTO Controlla la bobina del filamento e vedi se è rimasto del filamento. In caso contrario caricare una nuova bobina. Facile. Elenco di controllo dei problemi di stampa 3D: filamento esaurito Controllare la bobina del filamento Torna all'Indice Ugello troppo vicino al piano di stampa Qual è il problema di stampa 3D? Inspiegabilmente, nonostante il caricamento del filamento e la testina di stampa si muova senza intoppi, il filamento non si deposita sul piano di stampa. Cosa sta causando questo problema di stampa 3D? Molto semplicemente, l'ugello potrebbe essere troppo vicino al piano di stampa. Se in qualche modo hai regolato il tuo piano di stampa a pochi micron dall'apertura dell'ugello, è improbabile che il filamento fuso abbia spazio per fuoriuscire. Nella migliore delle ipotesi, la tua stampa mancherà dei suoi primi strati e avrà maggiori possibilità di non attaccarsi una volta che il filamento si estrude. Nel peggiore dei casi, causerai un blocco del filamento fuso nella tua estremità calda, che potrebbe portare a un blocco dell'intero estrusore. Risoluzione dei problemi relativi alla stampa 3D: ugello troppo vicino al piano di stampa SOLUZIONE AL PROBLEMA DI STAMPA 3D: REGOLARE L'OFFSET DELL'ASSE Z Anche solo alzare leggermente l'altezza dell'ugello spesso può essere d'aiuto. La maggior parte delle stampanti 3D nelle impostazioni di sistema ti consentirà di impostare un offset dell'asse Z. Per sollevare l'ugello lontano dal piano di stampa dovrai aumentare l'offset nel valore positivo. Fai attenzione però, un offset troppo alto e non farà aderire il filamento al piano di stampa. SOLUZIONE AL PROBLEMA DI STAMPA 3D: ABBASSARE IL PIANO DI STAMPA In alternativa, se la tua stampante lo consente, puoi ottenere lo stesso effetto abbassando il piano di stampa. Questa è la soluzione più problematica, poiché richiede di ricalibrare e livellare il letto. Elenco di controllo dei problemi di stampa 3D: ugello troppo vicino al piano di stampa Regolare l'offset dell'asse Z Abbassare il piatto di stampa Torna all'Indice Ugello bloccato Qual è il problema di stampa 3D? Avvii la stampa ma, qualsiasi procedura esegui, dall'ugello non esce nulla. L'estrusore si muove, ma dall'ugello non esce nulla. L'estrazione del filamento e il reinserimento non funzionano. Cosa sta causando il problema della stampa 3D? Forse un piccolo pezzo di filamento è rimasto nell'ugello dopo aver cambiato le bobine, forse perché il filamento si è spezzato all'estremità. Quando il nuovo filamento viene caricato, il pezzo di vecchio filamento rimasto nell'ugello non consente il passaggio del nuovo filamento. Una piccola manutenzione della stampante può fare molto per ridurre la possibilità di problemi come un ugello bloccato. In effetti, scoprirai che prima ancora che l'ugello arrivi a bloccarsi, spesso viene estruso un piccolo pezzo di filamento carbonizzato che si trova all'interno del tuo ugello. La presenza di residui di filamento nell'hot end possono causare piccoli graffi nelle pareti esterne, piccole macchie di filamento scuro o piccoli cambiamenti nella qualità di stampa tra i modelli, difetti spesso attribuiti alle lievi variazioni che ci si aspetta dalle stampanti 3D. Riscontrerai questo problema se passi spesso da un PLA ad ABS, per esempio. Una piccola quantità di PLA rimane nell'ugello e viene riscaldata oltre il suo normale punto di fusione. Ciò può significare che carbonizzerà e brucerà. Allo stesso modo, se passi dall'ABS al Nylon di nuovo assisterai a qualcosa di simile. Non è raro vedere un filo di fumo fuoriuscire mentre il nuovo filamento viene alimentato. Risoluzione dei problemi di stampa 3D: ugello bloccato SOLUZIONE AL PROBLEMA DI STAMPA 3D: SBLOCCARE CON UN AGO Se hai fortuna, lo sblocco può essere un processo semplice e veloce. Inizia rimuovendo il filamento. Quindi, utilizzando il pannello di controllo della stampante (se presente), selezionare l'impostazione "riscaldamento ugello" e aumentarla fino al punto di fusione del filamento bloccato. In alternativa, collega la tua stampante a un computer che esegue un software di controllo compatibile e riscalda l'ugello usando quello. Per PLA impostare la temperatura a 220 °C. Una volta che l'ugello raggiunge la temperatura corretta, utilizzare uno spillo per pulire il foro (facendo attenzione a non scottarsi le dita). Se il tuo ugello è di 0.4 mm, allora hai bisogno di uno spillo più piccolo. SOLUZIONE AL PROBLEMA DI STAMPA 3D: SPINGERE IL VECCHIO FILAMENTO Se scopri che l'ugello è ancora bloccato, potresti riuscire a far passare il filamento bloccato spingendolo con un altro filamento. Inizia rimuovendo il filamento come prima. Riscalda l'hot end a 220 °C per PLA e quindi utilizza un altro pezzo di filamento per cercare di forzare l'uscita del filamento bloccato nell'ugello. La pressione extra che puoi esercitare a mano potrebbe essere sufficiente. Tuttavia, non spingere troppo perché rischierai di piegare le aste orizzontali della stampante. SOLUZIONE AL PROBLEMA DI STAMPA 3D: SMONTARE E RIASSEMBLARE L'HOT-END In casi estremi, quando l'ugello rimane bloccato, dovrai fare un piccolo intervento smontare l'hot end. Se non l'hai mai fatto prima, è una buona idea prendere appunti e scattare fotografie in modo da sapere come rimontarlo. Inizia rimuovendo il filamento, quindi controlla il manuale della stampante per vedere esattamente come smontare l'estrusore. SOLUZIONE AL PROBLEMA DI STAMPA 3D: ATOMIC PULL Puoi usare l'ABS o il nylon per questa procedura, ma nel tempo ho scoperto che i risultati più consistenti provengono dal nylon a causa del suo punto di fusione più elevato. Il filamento mantiene anche la sua forma molto meglio. Tuttavia, l'ABS è il materiale più comunemente usato ed è il materiale che userò in questa descrizione. Inizia rimuovendo il filamento che è già nella testa di stampa nel solito modo. Quindi rimuovi il tubo Bowden o rilascia l'azionamento diretto, in modo che quando arriva il momento puoi far passare manualmente il filamento. Aumenta la temperatura dell'ugello a 240 gradi. Stiamo usando l'ABS, ma se usi il nylon controlla la temperatura del punto di fusione sulla confezione. Lascialo a questa temperatura per 5 minuti senza far passare il filamento. Esercita lentamente una pressione sul filamento finché non inizia a fuoriuscire dall'ugello. Tiralo leggermente indietro e spingilo di nuovo, facendolo uscire. Riduci ora la temperatura a 180 gradi per l'ABS o 140 gradi per il Nylon (temperature indicative, verifica le temperature ideali per i tuoi filamenti). Lascia la stampante a questa temperatura per 5 minuti. Estrai il filamento dalla testa. All'estremità dovresti vedere del materiale carbonizzato, di colore nero. Bene, hai pulito l'interno dell'hot end da residui di materiale carbonizzato! Ripeti il processo fino a quando, estraendo il filamento, l'estremità non esce pulita. Se il filamento non si stacca dall'ugello, aumentare leggermente la temperatura dell'hot end. Elenco di controllo dei problemi di stampa 3D: ugello bloccato Riscaldare l'ugello e pulire con un ago Rimuovi il tubo di alimentazione e prova a far passare il filamento con un altro pezzo di filamento Smonta l'hot end e vedi se riesci a rimuovere il blocco del filamento Prova l'atomic pull Torna all'Indice La testa di stampa si sposta fuori dal piano Qual è il problema della stampa 3D? Quando la testina di stampa si sposta fuori dal piatto di stampa, di solito avrà anche raggiunto il limite della posizione X o Y. Quando la testina tenta di spostarsi oltre il suo punto più lontano, il rumore verrà generato da cinghie che scivolano, ingranaggi che scricchiolano o semplicemente dalla testina che sbatte sul lato della stampante. Un problema facile da risolvere, ma che può essere trascurato o affrontato in un secondo momento. Cosa sta causando questo problema di stampa 3D? Configurazione errata, selezione errata della stampante o finecorsa usurati o rotti sono tutti problemi comuni. Se il problema inizia con una nuova stampante, è probabile che ci sia qualcosa che non va nella configurazione della stampante. Esegui nuovamente il processo di installazione e assicurarsi di disporre della versione firmware corretta per la stampante. La selezione accidentale della stampante sbagliata da un elenco nel programma slicer può essere una causa comune di questo problema di stampa 3D. Ad esempio, provando a stampare utilizzando Ultimaker Go utilizzando i file di stampa configurati per Ultimaker 2. Quando si configura la stampante, assicurarsi di aver specificato il volume di stampa corretto, sempre nel firmware della stampante o tramite software. Se la stampante pensa di avere una piattaforma di stampa più grande di quella che ha, proverà a usarla, anche se non è presente. Se la tua stampante di solito va bene e poi il problema si verifica improvvisamente, inizia ricontrollando il tuo software di preparazione della stampa. Qualcosa potrebbe essersi resettato o essere stato alterato da un aggiornamento! Non è insolito che il software torni alle impostazioni predefinite o selezioni automaticamente l'ultima versione della stampante, anche se non è quella che stai utilizzando. Risoluzione dei problemi della stampante 3D: la testina di stampa non trova il piano di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE SLICER PER LA STAMPANTE CORRETTA Prima di provare qualsiasi altra cosa, assicurati di aver selezionato la stampante corretta nel tuo software di stampa. Tutte le stampanti sono diverse, quindi anche se i piani di stampa di due stampanti sono gli stessi, è altamente improbabile che le altre dimensioni e impostazioni corrispondano esattamente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIORNARE IL FIRMWARE Se hai appena acquistato la stampante e questo problema si verifica, assicurati di avere installato l'ultima versione del firmware. Una volta aggiornato, eseguire il processo di configurazione e ricontrollare che tutte le impostazioni, in particolare le dimensioni dell'area di stampa, siano corrette. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE I FINE CORSA Questo richiederà un piccolo sforzo in più per diagnosticarlo. Guarda il movimento della testina di stampa. Se tenta di spingersi oltre il punto più lontano di uno dei suoi assi, controlla che un finecorsa non si sia disconnesso. Se tutto sembra a posto (e nessuno dei passaggi precedenti ha risolto il problema per te), la sostituzione dei finecorsa con altri nuovi dovrebbe essere fare al caso tuo. Elenco di controllo dei problemi di stampa 3D: la testina di stampa manca il piano di stampa Controllare le impostazioni nel software slicer Aggiorna firmware Controllare i fine corsa Torna all'Indice Filamento spezzato Qual è il problema della stampa 3D? La bobina del filamento sembra ancora piena e quando controlli sembra che ci sia del filamento nel tubo di alimentazione, ma dall'ugello non esce nulla. Questo è più un problema con le stampanti ad alimentazione Bowden che con l'alimentazione diretta poiché il filamento è nascosto, quindi le rotture del filo non sono sempre immediatamente evidenti. Cosa sta causando il problema della stampa 3D? La rottura del filamento si riscontra più spesso nell'uso di filamenti vecchi o economici. Sebbene la maggior parte dei filamenti come il PLA e l'ABS durino a lungo, se vengono mantenuti nelle condizioni sbagliate, ad esempio alla luce diretta del sole, possono diventare fragili. Quindi, una volta inserito nella stampante, niente sarà d'aiuto. Risoluzione dei problemi di stampa 3D: filamento spezzato SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RIMUOVERE IL FILAMENTO La prima cosa da fare è rimuovere il filamento dalla stampante nel solito modo. Poiché il filamento di solito si spezza all'interno del tubo, dovrai rimuovere il tubo dbowden sia dall'estrusore che dall'hot end. Quindi riscaldare l'ugello ed estrarre il filamento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PROVA UN ALTRO FILAMENTO Se dopo aver ricaricato il filamento succede di nuovo, utilizzare un altro filamento per verificare se non è solo il vecchio filamento fragile che deve essere sostituito. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: ALLENTARE LA TENSIONE DELL'IDLER Se il nuovo filamento si spezza, controlla che il tenditore non sia troppo stretto, allentandolo. All'inizio della stampa, torna a stringerlo finché il filamento non ricomincia a scorrere. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE L'UGELLO Controlla che l'ugello non sia ostruito e puliscilo bene. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL FLOW E LA TEMPERATURA Se il problema persiste, verificare che l'hot end si stia scaldando e raggiunga la temperatura corretta. Verificare inoltre che il flusso del filamento sia al 100% e non superiore. Elenco di controllo dei problemi di stampa 3D: filamento spezzato Controlla che il filamento non bloccato Controlla il diametro del filamento Regolare la tensione dell'ingranaggio di spinta Verificare che l'estremità calda sia pulita e raggiunga la temperatura corretta Imposta il flusso di estrusione al 100% Torna all'Indice Filamento mangiato Qual è il problema di stampa 3D? Il filamento strappato o mangiato può verificarsi in qualsiasi punto del processo di stampa e con qualsiasi filamento. Il risultato è che nessun filamento viene estruso dall'estremità calda, portando la stampa a un'interruzione. Cosa sta causando il problema della stampa 3D? Temperatura di estrusione errata o sistema di spinta del filo troppo stretto, queste sono solo alcune delle cause comuni. Il risultato del problema è che il dado zigrinato o l'ingranaggio dentato nell'estrusore non è in grado di tirare o spingere il filamento. Mentre il motore fa girare i piccoli denti dell'ingranaggio, che normalmente afferrerebbe e spingerebbe il filamento attraverso il sistema, in questo caso invece lo consuma fino a quando non riesce più a fare alcuna. Risoluzione dei problemi di stampa 3D: filamento strappato SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AIUTA AD ALIMENTARE IL SISTEMA Se il filamento ha appena iniziato a scivolare, di solito si può fare leggera pressione sul filamento per aiutarlo a passare attraverso il sistema. Questo spesso aiuterà la macchina a stampare di nuovo senza problemi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: REGOLARE LA TENSIONE DELL'IDLER Inizia allentando l'idler, inserisci il filamento e stringi finché non smette di scivolare. I filamenti variano in diametro, quindi anche se l'idler assorbirà alcune differenze di diametro, alcuni filamenti richiedono una regolazione dettagliata. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RIMUOVERE IL FILAMENTO Nella maggior parte dei casi sarà necessario rimuovere e sostituire il filamento e quindi inserirlo nuovamente. Una volta che il filamento è stato rimosso, tagliare il filamento al di sotto dell'area che mostra segni di usura e quindi reinserirlo. Se il filamento si è spezzato, potrebbe essere degradato a causa dell'umidità o dei raggi uv. Se il problema si presenta di nuovo, usa un'altra bobina di materiale. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA TEMPERATURA DELL'HOT END Se hai appena inserito un nuovo filamento, ricontrolla di avere la giusta temperatura di estrusione. Lista di controllo dei problemi di stampa 3D: filamento strappato Aiuta ad alimentare il sistema Regolare la tensione dell'ingranaggio di spinta Rimuovere il filamento Controllare la temperatura dell'hot end Torna all'Indice Problemi di stampa 3D FDM: la mia stampa non è riuscita Per qualche inspiegabile motivo, la stampa è fallita. Non si è attaccata al piano di stampa o il filamento ha semplicemente smesso di essere estruso. Questo tipo di problema di stampa 3D potrebbe essere causato da tanti aspetti che vediamo di seguito. Estrusione interrotta a metà stampa Qual è il problema della stampa 3D? A volte, per una serie di motivi, l'estrusore smette di estrudere il filamento. Cosa causa questo problema di stampa 3D? In genere questo problema di stampa 3D è attribuibile a due parti del processo di stampa: o c'è qualcosa che non va nella fornitura del filamento o c'è un problema con l'hot end o l'ugello stesso. Oppure potrebbe essere troppo stretto di un tenditore sull'estrusore con conseguente filamento strappato che non viene spinto nell'hot end. O ancora, potresti avere un blocco dell'estrusore, che impedisce l'estrusione di ulteriori filamenti. Risoluzione dei problemi relativi alla stampa 3D: estrusione interrotta durante la stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICA DI AVERE ABBASTANZA FILAMENTO Un po' ovvio, ma anche i migliori di noi hanno momentanei cali di concentrazione. Molti slicer ora danno una stima del materiale per le tue stampe. Aiutati con questi parametri e, in ogni caso, verifica che non sia finito il materiale nella bobina caricata sulla stampante! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE LA PRESENZA DI FILAMENTI STRAPPATI Il filamento strappato può essere responsabile del fallimento di una stampa a metà e può essere causato da una miriade di problemi. Ne parlo in modo approfondito nell'apposita risoluzione a questo problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI UN UGELLO OSTRUITO Un ugello incrostato di vecchio filamento bruciato può causare diversi problemi di stampa, uno dei quali è il blocco di eventuali nuove estrusioni. Ne parlo in modo approfondito nell'apposita risoluzione a questo problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI FILAMENTI SPEZZATI Un problema che riguarda principalmente le configurazioni dell'estrusore Bowden, il filamento spezzato può causare un blocco tra l'estrusore e l'estremità calda. Per fortuna, è facile da diagnosticare e risolvere, ma potrebbe essere un segno che il tuo filamento ha i giorni contati. Ne parlo in modo approfondito nell'apposita risoluzione a questo problema. Elenco di controllo dei problemi di stampa 3D: estrusione interrotta durante la stampa Controlla di avere abbastanza filamento Verificare la presenza di filamenti strappati Verificare la presenza di ugelli ostruiti Verificare la presenza di filamenti spezzati Torna all'Indice La stampa non si attacca al piano di stampa Qual è il problema della stampa 3D? Il primo strato di materiale estruso ritira, si alza e si stacca dal piano di stampa. Dopo qualche minuto la stampa si alza e si stacca. Il modello segue l'estrusore, staccandosi dal piatto. Perdere una stampa perché non si attacca alla piattaforma di stampa è un problema comune e di solito relativamente facile da risolvere. Certo, non è sempre colpa della stampante e se hai provato a stampare un modello che ha solo una piccola superficie di contatto con la piattaforma, allora senza dubbio questo sarà il problema. È quindi improbabile riuscire a stampare senza avere una buona adesione al piano di stampa. Fortunatamente, poiché questo problema è così comune, ci sono molti modi semplici per risolverlo. Cosa sta causando questo problema di stampa 3D? La causa più comune è semplicemente che la stampa non si attacca alla superficie della piattaforma di stampa. Il filamento ha bisogno di una base ben fatta per aderire, quindi per risolvere il problema dovrai creare una migliore superficie di adesione. Una piattaforma di stampa non livellata può essere un altro grosso problema. Se la piattaforma non è uniforme e ben livellata, per alcune parti della stampa l'ugello non sarà abbastanza vicino alla piattaforma e non potrà far aderire correttamente il primo strato. Risoluzione dei problemi di stampa 3D: la stampa non si attacca al letto SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGI UNA SUPERFICIE DI ADESIONE Per aumentare le possibilità che il filamento aderisca alla piattaforma è necessario aggiungere un altro materiale per dare maggiore consistenza al piano di adesione. La soluzione più comune è applicare un sottile strato di colla stick sulla piattaforma di stampa, che può essere facilmente lavata via con acqua calda. Un'altra alternativa per PLA è aggiungere il nastro blu detto blue tape. Per i filamenti che richiedono una piattaforma riscaldata di 40º e oltre, è ora disponibile una varietà di nastri speciali che sono un po' più resistenti al calore. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: LIVELLARE IL PIANO DI STAMPA Ogni stampante ha un processo diverso per il livellamento della piattaforma di stampa, alcuni come gli ultimi modelli Prusa utilizzano un sistema di livellamento automatico estremamente affidabile, altri come Ultimaker hanno un pratico approccio passo-passo che ti guida attraverso il processo di regolazione. Fare riferimento al manuale della stampante per come livellare il piano di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: REGOLARE L'ALTEZZA DELL'UGELLO Se l'ugello è troppo alto, il filamento non si attaccherà alla piattaforma. Se troppo basso l'ugello inizierà effettivamente a raschiare via la stampa. Trova l'opzione di offset dell'asse Z nelle impostazioni della tua stampante e apporta piccole regolazioni: in positivo per sollevare l'ugello lontano dal letto e in negativo per abbassarlo più vicino. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: PULIRE LA PIATTAFORMA DI STAMPA Se stai stampando su un materiale come il vetro, ogni tanto è una buona idea pulirlo bene, soprattutto se applichi spesso la colla. L'eccessivo accumulo di depositi di colla possono contribuire a far staccare il modello dal piatto di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: USA BRIM O RAFT Tutti i modelli richiedono di aderire bene al piatto per essere realizzati e le funzioni brim e raft ti vengono in aiuto per ottenere risultati migliori. Brim aumenta la dimensione del primo layer di stampa, aumentando la superficie che aderisce al piano; è il meno dispendioso dei due, e nella nostra esperienza è l'opzione migliore, a condizione che non ti dispiaccia usare un cutter per poi eliminare il bordo in eccesso. Raft aggiunge proprio più strati sotto la tua stampa. A seconda dei parametri specificati, otterrai una base su cui il modello verrà a sua volta stampato. Il raft può causare una superficie ruvida e sgradevole e consumano più materiale. Il vantaggio del raft sta nel poter semplicemente staccare la parte senza difficoltà e, se ben regolata, nell'impeccabile adesione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGERE SUPPORTI Se il tuo modello presenta sporgenze o estremità complesse, assicurati di aggiungere supporti per tenere insieme la stampa durante il processo. Elenco di controllo dei problemi di stampa 3D: la stampa non si attacca al piano di stampa Aggiungi una superficie di adesione Livellare il piano di stampa Regolare l'altezza dell'ugello Pulire il piatto di stampa Usa brim o raft Aggiungi supporti Torna all'Indice Supporti deboli o collassati Qual è il problema della stampa 3D? La stampa di modelli complessi richiederà l'uso di supporti. Il lavoro del supporto è semplice: deve sostenere le parti a sbalzo. Ma a volte potrebbero essere stampati male e collassare. Noterai che mentre la tua stampa viene estrusa, parti della struttura di supporto appariranno irregolari, potrebbero apparire crepe o inizieranno a rompersi. Cosa sta causando questo problema di stampa 3D? Le strutture di supporto sono complesse e la maggior parte delle applicazioni slicer ti fornirà diverse opzioni per regolarle al meglio. È fin troppo facile attenersi alle impostazioni predefinite, ma ciò non garantisce il successo. Le linee e gli zig zag sono generalmente facili da rimuovere dopo che la stampa è terminata, ma offrono meno rigidità durante il processo di stampa. I triangoli e le griglie offrono più rigidezza ma possono essere difficili da rimuovere. Prendi una semplice struttura a ponte con montanti sottili e poi pensa ai supporti. Avranno molto lavoro da fare mantenendo il modello rigido. Se hai optato per linee o zig zag allora è probabile che il modello si muova durante il processo di stampa, rompendo i supporti mentre procede. Una struttura rigida come una griglia sarebbe un'opzione migliore. Alcuni software di slicing consentono di stampare supporti senza adesione della piattaforma. In tal caso, l'ingombro ridotto del supporto faticherà a legarsi direttamente alla piattaforma di stampa. Spesso con modelli alti, la lunghezza dei supporti può essere eccessiva e la struttura sottile e leggera del supporto viene spinta al limite della resistenza. I supporti possono essere una vera seccatura da rimuovere, quindi c'è la tendenza a ridurre la densità al minimo possibile. Ciò può ovviamente causare problemi, se i supporti sono portanti sarà necessario aumentarne la densità. L'uso di un filamento vecchio o economico può essere un altro problema. Quando viene estruso potresti scoprire che il filamento potrebbe non legarsi sufficientemente, facendo delaminare i supporti. Infine, se la stampante si muove o vibra più del normale, controlla i dadi e i bulloni e assicurati che tutto sia stretto. Dopo aver eseguito tutti i consueti controlli, assicurati di eseguire nuovamente il processo di calibrazione. Vibrazioni e movimenti involontari possono causare la rottura dei supporti più deboli. Risoluzione dei problemi della stampante 3D: supporti deboli o collassati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: SELEZIONARE I SUPPORTI CORRETTI In base al il tipo di modello che stai per stampare puoi usare i suporti più indicati. Se ci sono grandi sporgenze che collegano sezioni del modello e queste hanno un buon contatto con la piattaforma, prova a utilizzare linee o supporti a zig zag. Se il modello ha meno contatto con il letto o necessita di supporti molto più forti, usa supporti a griglia o triangolari. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGERE ADESIONE ALLA PIATTAFORMA Assicurati di aver aggiunto un qualche tipo di adesione alla piattaforma, come un brim, in modo che i supporti abbiano una base sufficiente su cui incollarsi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA DENSITÀ DEL SUPPORTO Prova questo come ultima risorsa. L'aumento della densità del supporto offrirà al tuo modello una struttura più densa su cui appoggiarsi e sarà meno influenzato da qualsiasi movimento del modello. Il supporto sarà molto più difficile da rimuovere. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CREARE SUPPORTI NEL MODELLO I supporti eccessivamente alti possono essere soggetti a debolezza. Aggiungendo invece un un blocco all'interno del tuo modello 3D, questo verrà stampato come parte del modello stesso. Su di esso poi si realizzano i supporti, i quali saranno di dimensione ridotta e quindi meno deboli. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: SOSTITUIRE IL FILAMENTO Il filamento può diventare fragile quando raggiunge la fine della sua durata utile, e questo di solito si manifesta nella qualità dei supporti. Scambia il filamento con una nuova bobina e verifica se il problema migliora. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE CHE TUTTO SIA STRETTO Le oscillazioni della stampante possono essere un vero problema. Dai una controllata alla tua macchina e assicurati che tutto sia stretto e ricalibra se necessario. Elenco di controllo dei problemi di stampa 3D: i supporti si disgregano Usa il tipo di supporto corretto Aggiungi adesione alla piattaforma Aumenta la densità del supporto Crea supporti nel modello Usa nuovo filamento Controlla che tutto sia stretto Torna all'Indice Problemi di stampa 3D FDM: stampa di bassa qualità La stampa è finita con successo, eppure non hai ancora raggiunto la qualità che vuoi. Il modello presenta segni, imprecisioni. Ecco i problemi di stampa 3D che potrebbero essere la causa. Torna all'Indice Problemi al primo strato di stampa Qual è il problema della stampa 3D? I primi strati di una stampa possono spesso rivelarsi problematici. Potrebbe essere che la stampa semplicemente non si attacchi, o che tu stia trovando linee indesiderate che fanno sì che la parte inferiore abbia un aspetto inaspettato. Cosa sta causando questo problema di stampa 3D? Questi problemi di stampa 3D sono segni tipici che il piano di stampa non è stato livellato correttamente. Se l'ugello è troppo lontano dal letto, la superficie inferiore mostra spesso linee indesiderate e/o il primo strato non aderisce. Se l'ugello è troppo vicino, potrebbero formarsi delle macchie. Dove ti sembra che la superficie stampata presenta dettagli indefiniti e sfocati, è probabile che la temperatura del tuo letto di stampa sia un po' troppo alta. Risoluzione dei problemi relativi alla stampa 3D: il primo strato è disordinato SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: LIVELLARE IL PIANO DI STAMPA Ogni stampante ha un processo diverso per il livellamento della piattaforma di stampa. Gli ultimi modelli Prusa sono dotati di un sistema di livellamento automatico estremamente affidabile, mentre altri come Ultimaker hanno un pratico approccio passo-passo che ti guida attraverso il processo di regolazione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: ABBASSARE LA TEMPERATURA DEL LETTO Prova ad abbassare la temperatura del letto con incrementi di 5 °C, finché non raggiungi quel punto ottimale di adesione, senza perdita di dettagli. Elenco di controllo dei problemi di stampa 3D: il primo strato è disordinato Livellare la piattaforma di stampa Abbassare la temperatura del letto Torna all'Indice Primo strato schiacciato (zampa di elefante) Qual è il problema della stampa 3D? La base del modello è leggermente bombata verso l'esterno, effetto noto come “zampa d'elefante”. Cosa sta causando questo problema di stampa 3D? Questo sgraziato difetto di stampa può essere causato dal fatto che il primo layer di stampa sia troppo schiacciato sul piatto di stamoa. Raramente capita che si presenti a causa del peso del resto del modello che preme sulla parte inferiore prima che si sia adeguatamente raffreddata e solidificata: questo problema si presenta quando la stampante ha un letto riscaldato. Risoluzione dei problemi di stampa 3D: piede di elefante SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: REGOLARE BENE TEMPERATURA DEL PIANO E RAFFREDDAMENTO Per evitare che la zampa di elefante appaia nelle tue stampe 3D, gli strati di base del modello devono essere sufficientemente raffreddati in modo da poter supportare la struttura sovrastante. Tuttavia, se le ventole rafffreddano troppo rischi che gli strati di base si deformino. Devi raggiungere il giusto equilibrio, abbassando la temperatura della piattaforma di stampa a intervalli di 5 gradi (fino a +/- 20 gradi rispetto alla temperatura consigliata). Usa le ventole per raffreddare, ma falle partire al secondo o terzo layer, in questo modo il materiale raffredderà a temperatura ambiente e ritirerà meno. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: LIVELLARE IL PIANO DI STAMPA Il più delle volte la maggior parte dei problemi di stampa può essere ricondotta al livello della piattaforma di stampa. Ogni stampante ha una tecnica leggermente diversa per il livellamento della piattaforma di stampa. Inizia calibrando il tuo in base alla procedura consigliata dal produttore della stampante. Prova a stampare un cubo di calibrazione e osserva come la stampante posiziona il filamento sul letto. Dalla stampa del cubo dovresti essere in grado di vedere se il tuo piano è a livello in base a quanto sono uniformi le superfici. Allo stesso modo, sarai in grado di vedere se l'ugello è troppo vicino alla piattaforma di stampa e raschia attraverso il filamento depositato, o troppo in alto e causa l'accumulo e la formazione di bolle del filamento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SOLLEVARE L'UGELLO Anche solo alzare leggermente l'altezza dell'ugello spesso può essere d'aiuto, ma fai attenzione a non esagerare. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SMUSSARE LA BASE Un'altra opzione è smussare la base del modello. Naturalmente, questo è possibile solo se hai progettato tu stesso il modello o se hai accesso al file originale. Inizia con uno smusso di 45º, ma sperimenta un po' per ottenere il miglior risultato. Lista di controllo dei problemi di stampa 3D: zampa di elefante Bilancia la temperatura della piattaforma di stampa e la velocità della ventola Livellare la piattaforma di stampa Controllare l'altezza dell'ugello Smussare la base del modello Torna all'Indice Ritiri e deformazioni al primo strato di stampa Qual è il problema della stampa 3D? Alla base del modello, la stampa si piega verso l'alto finché non è più a livello della piattaforma di stampa. Ciò può anche causare crepe orizzontali nelle parti superiori e causare il distacco della stampa dal piano di stampa. Questo problema è chiamato warping. Cosa sta causando questo problema di stampa 3D? La deformazione è comune in quanto è causata dalle caratteristiche naturali della plastica. Man mano che il filamento ABS o PLA si raffredda, inizia a contrarsi leggermente; il problema della deformazione sorge se la plastica viene raffreddata troppo velocemente. Risoluzione dei problemi di stampa 3D: ritiri e deformazioni al primo strato di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE UNA PIATTAFORMA DI STAMPA RISCALDATA La soluzione più semplice è utilizzare un piano di stampa riscaldato e impostare la temperatura su un punto appena al di sotto del punto di fusione della plastica. Questa è chiamata la "temperatura di transizione vetrosa". Se raggiungi quella temperatura, il primo strato rimarrà in adesione sulla piattaforma di stampa. La temperatura della piattaforma di stampa è spesso impostata dal software slicer. Normalmente troverai la temperatura consigliata per il tuo filamento stampata sul lato della confezione o sulla bobina. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: APPLICARE UN ADESIVO SUL PIANO DI STAMPA Se trovi ancora che la tua stampa si solleva ai bordi, applica una piccola quantità di colla stick in modo uniforme sul letto per aumentare l'adesione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: PROVA UN TIPO DI PIATTAFORMA DIVERSO Cambia il tuo letto di stampa con uno che offra una migliore adesione. Produttori come Prusa utilizzano una superficie di stampa PEI che offre un'adesione eccellente senza colla. XYZPrinting fornisce nastro testurizzato nella confezione con alcune delle loro stampanti, fondamentalmente un grande foglio di nastro adesivo. Le stampanti 3D Zortrax hanno un piano di stampa perforato, i modelli si saldano su questa superficie eliminando completamente il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: LIVELLARE LA PIATTAFORMA DI STAMPA La calibrazione della piattaforma di stampa può essere un'altra soluzione, eseguire il processo di calibrazione per verificare che il letto sia a livello e che l'altezza dell'ugello sia corretta. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AUMENTARE LA SUPERFICIE DI CONTATTO COL PIANO Aumentare la superficie di contatto tra il modello e il letto è una soluzione semplice e tutti software di stampa ha la possibilità di aggiungere brim o raft. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: REGOLARE LE IMPOSTAZIONI DI TEMPERATURA AVANZATE Prova ad aumentare la temperatura del piano di stampa con incrementi di 5 gradi. Nel software slicer dai un'occhiata al raffreddamento della ventola, questo di solito è impostato in modo che le ventole di raffreddamento passino alla massima potenza a un'altezza definita. Prova ad aumentarla, dando agli strati di base un po' più di tempo per raffreddarsi naturalmente. Anche se la tua stampante ha una piattaforma di stampa riscaldata, è sempre consigliabile utilizzare la colla e calibrare regolarmente il livello del letto. Lista di controllo dei problemi di stampa 3D: deformazione Utilizzare una piattaforma di stampa riscaldata Aggiungi un adesivo alla piattaforma di stampa Passa dal vetro a un piano di stampa adesivo Calibrare il letto di stampa Aggiungi brim o raft Regola in anticipo le impostazioni della temperatura e della ventola Torna all'Indice Riempimento (infill) incompleto o stampato male Qual è il problema della stampa 3D? La struttura interna della tua stampa, detta anche infill, è mancante, rotta o stampata male. Cosa sta causando questo problema di stampa 3D? Ci sono una serie di ragioni per l'errata stampa dell'infill. La più comune sono le impostazioni errate all'interno del software di slicing, ma può anche essere dovuto a un ugello leggermente ostruito. Risoluzione dei problemi di stampa 3D: riempimento (infill) incompleto o stampato male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA DENSITÀ DI RIEMPIMENTO Nel tuo software di slicing controlla la densità di riempimento. Un valore intorno al 20% è ok. Se hai impostato una percentuale inferiore probabilmente avrai problemi. Per stampe più grandi, potresti voler aumentare questo valore per assicurarti che il modello abbia un supporto sufficiente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA VELOCITÀ DI RIEMPIMENTO La velocità con cui viene stampato il riempimento può avere un effetto importante sulla qualità della struttura. Se il riempimento sembra debole, diminuire la velocità di stampa del riempimento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: MODIFICARE IL MODELLO DI RIEMPIMENTO La maggior parte dei software di slicing consente di modificare la struttura interna. Puoi avere uno schema a griglia, un triangolo, un nido d'ape e altro ancora. Prova a selezionare un'opzione diversa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLA IL TUO UGELLO Potrebbe essere che ci sia un leggero blocco nell'ugello. Mentre il blocco non influisce sulla stampa delle pareti esterne più spesse, magari il materiale riesce ad avere meno flusso di estrusione nelle superfici interne più sottili. Elenco di controllo dei problemi di stampa 3D: riempimento rotto Controllare e regolare la densità di riempimento Diminuire la velocità di riempimento Prova un modello di riempimento diverso Controlla blocchi dell'ugello Torna all'Indice Fessure tra riempimento e perimetri esterni Qual è il problema della stampa 3D? Quando guardi la parte superiore o inferiore della stampa, puoi vedere un leggero spazio tra il riempimento e le pareti perimetrali esterne. Cosa sta causando questo problema di stampa 3D? Gli spazi vuoti sono causati dalla deposizione di filamento per il riempimento e le pareti esterne che non si incontrano e si uniscono del tutto. La causa più ovvia del problema è che la sovrapposizione di questi due elementi del modello non è impostata correttamente nello slicer. Ciò significa che il software di slicing sta effettivamente dicendo alla stampante di non consentire alle due parti della stampa di incontrarsi. Un altro problema potrebbe essere l'ordine in cui hai impostato il riempimento e le pareti esterne da stampare. Se stai stampando prima il perimetro, in genere c'è poca o nessuna sovrapposizione. Risoluzione dei problemi di stampa 3D: spazi tra il riempimento e il muro esterno SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LA SOVRAPPOSIZIONE DI RIEMPIMENTO Questo è di gran lunga il problema più comune ed è davvero facile da risolvere. Nel tuo software di slicing individua l'opzione 'Infill Overlap' e aumenta il valore. In Cura, questo è impostato al 15% per impostazione predefinita. Alzalo al 30%. In Simplify3D troverai l'opzione in 'Modifica impostazioni processo> Riempimento> Sovrapposizione contorno'. Aumenta nuovamente il valore. Questa impostazione è direttamente collegata alla larghezza dell'estrusione, quindi il valore % sarà una % di qualunque sia la larghezza dell'estrusione. Quando regoli questa impostazione, mantienila sempre al di sotto del 50% o inizierai a vedere gli effetti della sovrapposizione nei perimetri esterni della tua stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: STAMPARE IL RIEMPIMENTO PRIMA DEL PERIMETRO Se stai stampando con una parete esterna relativamente sottile, la struttura del riempimento può essere visibile. Se ciò accade, è possibile modificare l'ordine in base al quale la stampante dispone gli strati di riempimento e perimetrali. Ad esempio, in Cura controlla se hai selezionato "Stampe di riempimento dopo i perimetri". SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA TEMPERATURA DELL'HOT-END Un leggero aumento di 5-10º della temperatura dell'hot end può fare la differenza e aumentare il volume del materiale deposto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA VELOCITÀ DI STAMPA Stampare a velocità più elevate può causare tutti i tipi di problemi legati alla precisione dei movimenti. Se hai bisogno di stampare velocemente puoi comunque evitare spazi vuoti e fessure diminuendo la velocità dello strato superiore e inferiore. Lista di controllo dei problemi di stampa 3D: fessure tra il riempimento e il muro esterno Controllare la sovrapposizione del riempimento Stampa di riempimento prima del perimetro Aumentare la temperatura dell'hot end Velocità di stampa inferiore Torna all'Indice Infill visibile attraverso i perimetri (ghosting) Qual è il problema della stampa 3D? La stampa finale ha un bell'aspetto, ma attraverso le pareti della stampa è visibile un contorno dell'infill interno. Questo è anche spesso indicato come ghosting. Cosa sta causando questo problema di stampa 3D? Il problema con il ghosting si verifica a causa del riempimento che invade il perimetro. Questo effetto è più visibile quando la stampa ha pareti sottili. Il problema è causato dalla sovrapposizione della struttura di tamponamento alla linea perimetrale in fase di posa. Sebbene il ghosting sia un problema, in realtà è una parte importante del processo di stampa, in quanto aiuta la struttura interna ad aderire efficacemente alle pareti esterne. Un'altra causa di ghosting può essere l'impostazione di uno spessore della parete non corretto in relazione alla dimensione dell'ugello che si sta utilizzando. In normali condizioni di stampa, lo spessore della parete dovrebbe essere direttamente correlato alla dimensione dell'ugello, quindi se si dispone di un ugello da 0.4 mm lo spessore della parete dovrebbe essere un multiplo di questo: 0.4, 0.8, 1.2 e così via. Risoluzione dei problemi relativi alla stampa 3D: il riempimento è visibile dall'esterno SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LO SPESSORE DEL PERIMETRO Assicurarsi che il valore selezionato per lo spessore del perimetro sia un multiplo della dimensione dell'ugello. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AUMENTARE LO SPESSORE DEL PERIMETRO La soluzione più semplice è aumentare lo spessore del perimetro. Raddoppiando le dimensioni dovrebbe coprire eventuali sovrapposizioni causate dal riempimento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE IL RIEMPIMENTO DOPO I PERIMETRI La maggior parte dei software di slicing ti consentirà di stampare il riempimento dopo i perimetri. In Cura, apri le "Impostazioni avanzate" e nella sezione Riempimento seleziona la casella accanto a "Stampe di riempimento dopo i perimetri" In Simply3D fai clic su "Modifica impostazioni processo", quindi seleziona "Livello" e in "Impostazioni livello" seleziona "Fuori-dentro" accanto a "Direzione contorno". SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL PIATTO DI STAMPA Controlla intorno al modello e se vedi che l'effetto è più prevalente su un lato rispetto all'altro, l'effetto potrebbe essere dovuto alla calibrazione. In tal caso, eseguire il consueto processo di calibrazione. Elenco di controllo dei problemi di stampa 3D: riempimento visibile dall'esterno Controlla lo spessore del perimetro Aumentare lo spessore della parete Usa il riempimento dopo i perimetri Controllare la piattaforma di stampa e ricalibrare se necessario Torna all'Indice Crepe e delaminazione nei modelli alti Qual è il problema della stampa 3D? Ci sono crepe sui lati, specialmente sui modelli più alti. Questo può essere uno dei problemi più sorprendenti nella stampa 3D in quanto tende a manifestarsi in stampe più grandi e di solito accade mentre non stai guardando. Cosa sta causando questo problema di stampa 3D? Negli strati più alti di una stampa, il materiale si raffredda più velocemente. Il calore del letto di stampa riscaldato non raggiunge un livello così elevato e, per questo motivo, l'adesione negli strati superiori è inferiore. Risoluzione dei problemi di stampa 3D: crepe in oggetti alti SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: TEMPERATURA DELL'ESTRUSORE Inizia aumentando la temperatura dell'estrusore; un buon inizio sarebbe aumentarlo di 10ºC. Sul lato della tua scatola di filamenti vedrai le temperature di lavoro dell'estremità calda, cerca di mantenere la regolazione della temperatura entro questi valori. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: DIREZIONE E VELOCITÀ DELLA VENTOLA Ricontrolla le vebntole e assicurati che siano accese e puntate sul modello. Se lo sono, prova a ridurne la velocità. Lista di controllo dei problemi di stampa 3D: crepe in oggetti alti Controllare la temperatura dell'hot end e aumentarla a intervalli di 10 gradi Controllare la posizione e la velocità delle ventole di raffreddamento Torna all'Indice Strati sfalsati o disallineati Qual è il problema della stampa 3D? Mentre la stampa si sta formando, sembrano esserci alcuni problemi con la qualità. Guardando più da vicino vedi che i livelli non si allineano come dovrebbero. La parete esterna, invece di essere liscia, presenta lievi disallineamenti che provocano una faccia irregolare. È molto probabile che il problema riguardi solo la stampa in una direzione; da davanti a dietro o da sinistra a destra. Cosa sta causando questo problema di stampa 3D? Nel corso del tempo le parti della tua stampante 3D, come dadi, bulloni e cinghie, si allenteranno e richiederanno un serraggio. L'effetto degli strati disallineati comporterà lo spostamento dei layer, ma quando il problema inizia l'effetto visivo sulle stampe è molto meno pronunciato e può apparire molto diverso. La causa è solitamente collegata direttamente a una cinghia allentata. Risoluzione dei problemi relativi alla stampa 3D: strati sfalsati o disallineati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LE CINGHIE PARTE I Inizia controllando che ciascuna delle cinghie sia tesa ma non eccessivamente. Dovresti sentire una leggera resistenza dalle due cinghie mentre le pizzichi insieme. Se scopri che la parte superiore della cinghia è più stretta di quella inferiore, questo è un segno che hanno bisogno di manutenzione. Alcune stampanti, come la Original Prusa i3, sono dotate di tendicinghia integrati. Altri possono essere adattati con quelli stampati in 3D. Potresti dover sporcarti le mani e stringere manualmente la cinghia. Le cinghie della stampante sono normalmente solo un anello continuo agganciato attorno a due pulegge. Un problema comune è che nel tempo la cinghia può scivolare su una puleggia e diventare gradualmente più tesa nella parte superiore rispetto alla parte inferiore, o viceversa, e di nuovo ciò può causare strati disallineati. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE LE ASTE SIANO PULITE E OLIATE Nel corso del tempo i detriti possono accumularsi sulle aste, causando strane chiazze di maggiore attrito che a loro volta possono influenzare il libero movimento della testa e causare nuovamente lo spostamento dello strato. Una rapida pulizia e rilubrificazione delle aste di solito risolve il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI ASTE PIEGATE O DISALLINEATE PARTE I Se vedi che la testina di stampa vacilla in determinati punti, potrebbe essere che una delle aste si sia leggermente piegata. Di solito puoi verificarlo spegnendo la macchina in modo che non ci sia alimentazione attraverso gli stepper e quindi spostando la testina di stampa attraverso l'asse X e Y. Se senti resistenza, allora sai che qualcosa non va. Inizia vedendo se le aste sono allineate. Molte stampanti utilizzano barre filettate anziché viti di comando e sebbene queste facciano il loro lavoro, hanno la tendenza a piegarsi nel tempo. Non preoccuparti di smontare la tua stampante per vedere se sono dritte, usa semplicemente un software di controllo come "Printrun" per spostare la testa di stampa verso l'alto o verso il basso. Se una delle aste dell'asse Z è piegata, vedrai immediatamente. Sfortunatamente, è quasi impossibile raddrizzare con precisione un'asta una volta piegata, ma il lato positivo è che è una buona scusa per sostituire le vecchie aste filettate. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LE PULEGGE MOTRICI Questi sono solitamente collegati direttamente a un motore passo-passo oa una delle aste principali che azionano la testina di stampa. Se ruoti con attenzione la puleggia vedrai un piccolo grano. Tenendo sia l'asta che la cinghia attaccata, dai uno strattone alla cinghia per far girare la puleggia. Dovresti scoprire che non c'è slittamento tra la puleggia e lo stepper o l'asta. Se c'è, stringi il grano e riprova. Elenco di controllo dei problemi di stampa 3D: disallineamento dei livelli Controllare la tensione delle cinghie Verificare la presenza di cinghie saltate Verificare che le aste siano pulite e sufficientemente lubrificate Verificare la presenza di aste piegate o disallineate Controllare le pulegge motrici Torna all'Indice Mancanza di strati Qual è il problema della stampa 3D? Ci sono lacune nel modello perché alcuni strati sono stati saltati (in parte o completamente). Cosa sta causando questo problema di stampa 3D? Per gli strati saltati poco frequenti, questo può essere indicato come sottoestrusione temporanea. Potrebbe essersi verificato un problema con il filamento (ad es. variazione del diametro), la bobina del filamento, la ruota di alimentazione o l'ugello si è ostruito. In alternativa, l'attrito ha causato il blocco temporaneo del pitatto. La causa potrebbe essere che le aste verticali non sono perfettamente allineate con i cuscinetti lineari. È anche possibile che ci sia un problema con una delle aste o dei cuscinetti dell'asse Z. L'asta potrebbe essere deformata, sporca o coperta da un eccesso di olio. Risoluzione dei problemi relativi alla stampa 3D: mancanza di strati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLO MECCANICO È buona norma dare una occhiata alla tua stampante 3D di tanto in tanto per fare manutenzione ordinaria. Inizia controllando le aste e assicurati che siano tutte inserite nei cuscinetti o nei fermagli e che non siano saltate fuori o spostate anche solo leggermente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLO DELL'ALLINEAMENTO DELL'ASTA Assicurati che tutte le aste siano ancora perfettamente allineate e non si siano spostate. Spesso puoi dirlo spegnendo l'alimentazione (o disabilitando gli stepper) e spostando delicatamente la testa di stampa attraverso l'asse X e Y. Se c'è qualche resistenza al movimento allora c'è qualcosa che non va e di solito è abbastanza facile dire se ciò è dovuto a un disallineamento, un'asta leggermente piegata o un problema con uno dei cuscinetti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CUSCINETTO USURATO Quando i cuscinetti si usurano, di solito te lo fanno sapere creando un frastuono udibile. Dovresti anche essere in grado di sentire un movimento irregolare nella testina di stampa e durante la stampa la macchina sembra vibrare leggermente. In tal caso, scollegare l'alimentazione e spostare la testa di stampa attraverso X e Y per individuare la regione del cuscinetto rotto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI OLIO La lubrificazione è facile da dimenticare, ma mantenere tutto ben oliato è essenziale per il buon funzionamento della macchina. L'olio per macchine da cucire è l'ideale e può essere acquistato presso quasi tutte le mercerie a un prezzo relativamente economico. Prima di iniziare ad applicare liberamente, controlla che le aste siano pulite e prive di sporco e residui di stampa: una rapida pulizia delle aste prima di applicare una nuova mano di olio è sempre una buona idea. Quando tutte le aste sono pulite, basta tamponarle un po', ma non troppo. Quindi utilizzare il software di controllo della stampante come Printrun per spostare la testa attraverso l'asse X e Y per assicurarsi che le aste siano coperte uniformemente e si muovano senza intoppi. Se aggiungi un po' troppo olio, non preoccuparti, puliscine un po' con un panno, ma fallo subito! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SOTTOESTRUSIONE Il problema finale potrebbe essere la sottoestrusione. Dai un'occhiata al suggerimento dedicato alla risoluzione dei problemi di stampa 3D per la sottoestrusione. Elenco di controllo dei problemi di stampa 3D: strati mancanti Controlla la meccanica e assicurati che tutto sia stretto Ricontrolla la costruzione e l'allineamento della stampante Fai attenzione ai cuscinetti usurati e alle aste piegate Aggiungi un filo d'olio per mantenere le cose lisce Torna all'Indice Stampa con bordi inclinati Qual è il problema della stampa 3D? Man mano che la stampa si forma i bordi verticali sono stampati inclinati. Cosa sta causando questo problema di stampa 3D? La causa del problema è generalmente molto semplice; una delle pulegge attaccate a un motore passo-passo è leggermente allentata, oppure una delle cinghie sfrega contro qualcosa e blocca l'intera corsa della testa. Tutto quello che devi fare per correggere il problema è assicurarti che nessuna delle pulegge stia scivolando e che le viti senza testa che tengono le pulegge in posizione siano tutte serrate. Sebbene questa dovrebbe essere una soluzione rapida e semplice, un problema che potresti riscontrare mentre stringi le pulegge è che le piccole viti senza testa che si stringono sull'albero del motore non sono sempre di facile accesso. In primo luogo, capisci quale puleggia sta causando il problema. Risoluzione dei problemi relativi alla stampa 3D: stampa con bordi inclinati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE GLI ASSI X E Y Dopo aver capito in quale direzione la stampa si inclina - asse X o asse Y - puoi controllare le cinghie e le pulegge. Se hai una stampante come la Prusa i3, il processo è piuttosto semplice, poiché gli stepper sono collegati direttamente alla cinghia di trasmissione principale. Per Ultimaker e altre stampanti, il processo può essere un po' più complicato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE LE CINGHIE NON SFREGHINO Guarda intorno a ciascuna delle cinghie e assicurati che non sfreghino contro il lato della macchina o altri componenti. Inoltre, verificare che l'allineamento delle cinghie sia corretto. Se uno è leggermente inclinato, ciò può causare problemi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SERRARE LA VITE SENZA TESTA DELL'ACCOPPIATORE DEL MOTORE PASSO-PASSO Dopo aver capito quale asse sta causando il problema, utilizzare una chiave a brugola per serrare la vite senza testa dell'accoppiatore corrispondente che si attacca al motore passo-passo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LE PULEGGE DELL'ASTA Macchine più complesse come Ultimaker 2 hanno una serie di cinghie e pulegge. Le aste principali X e Y nella parte superiore della macchina sono dotate di otto pulegge. È improbabile che questi causino uno slittamento, ma se uno è allentato, una cinghia potrebbe disallinearsi. Controllale tutte. Lista di controllo dei problemi di stampa 3D: modelli pendenti Controlla gli assi X e Y Controlla che le cinghie non sfreghino Serrare la vite senza testa della puleggia del motore passo-passo Controllare le pulegge dell'asta e serrare Torna all'Indice Le parti a sbalzo sono gestite male Qual è il problema della stampa 3D? Carichi la tua stampa nel tuo software di slicing e tutto sembra a posto. Premi stampa e scopri che alcune parti del modello vengono stampate assolutamente bene, mentre altre parti finiscono come un pasticcio filamentoso. Il problema delle sporgenze è spesso visto come un errore da principiante della stampa 3D, ma è sorprendente quanto spesso anche i più esperti cadano in questo problema. Cosa sta causando questo problema di stampa 3D? Il processo di FFF richiede che ogni layer sia costruito su un altro. Dovrebbe quindi essere ovvio che se il tuo modello ha una sezione della stampa che non ha nulla al di sotto, il filamento verrà estruso nel nulla e finirà per cadere per gravità. In realtà il software slicer dovrebbe evidenziare che ciò accadrà. Ma la maggior parte dei software di slicer ci consente semplicemente di andare avanti e stampare senza evidenziare che il modello richiede un qualche tipo di struttura di supporto. Risoluzione dei problemi relativi alla stampa 3D: le parti a sbalzo sono stampate male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGERE SUPPORTI La soluzione più rapida e semplice è aggiungere supporti. La maggior parte dei software di slicing ti consentirà di farlo rapidamente. In Simplify3D fare clic su Modifica impostazioni processo > Supporto > Genera materiale di supporto; puoi regolare la quantità, il modello e le impostazioni. In Cura basta selezionare il tipo di supporto desiderato dalle impostazioni di base. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CREARE SUPPORTI NEL MODELLO I supporti generati dal software a volte possono essere invadenti e causare il blocco del materiale di supporto in punti impossibili da rimuovere. Creare i supporti nel software di modellazione è una buona alternativa. Ci vuole un po' più di abilità, ma può consentire alcuni risultati fantastici. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CREARE UNA PIATTAFORMA DI SUPPORTO Anche l'utilizzo di supporti dal piano di stampa può causare problemi poiché spesso devono coprire distanze verticali piuttosto grandi. Considerato che i supporti sono strutture fragili, più le stampi alte e grandi più rischi che ei rompano da sole durante la stampa. Creare un blocco solido o un muro sotto le parti a sbalzo del mdoello può essere un'ottima soluzione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: INCLINARE LE PARETI Se si dispone di una sporgenza in stile mensola, una soluzione semplice è quella di inclinare il muro a 45º in modo che il muro si sostenga effettivamente da solo ed elimini la necessità di qualsiasi altro tipo di supporto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SCOMPORRE IL MODELLO Un altro modo per guardare il modello è scomporlo in stampe separate. Con alcuni modelli questo ti permette di capovolgere quello che sarebbe uno sbalzo e renderlo invece una base. L'unico problema con questo metodo è che devi quindi trovare un modo per rimettere insieme le due parti. Lista di controllo dei problemi di stampa 3D: le sporgenze sono disordinate Aggiungi supporti Crea nei supporti del modello Crea una piattaforma di supporto Stampare le pereti inclinate a 45 gradi Separare il modello in stampe più piccole Torna all'Indice Le superfici che appoggiano sui supporti vengono male Qual è il problema della stampa 3D? Hai stampato un modello complesso con supporti creati con il software scelto. Ma quando si tratta di rimuovere la struttura, sulla superficie rimangono piccoli resti di materiale. Quando provi a carteggiare o rimuovere il materiale rimanente, rovina l'effetto complessivo del modello. Cosa sta causando questo problema di stampa 3D? I supporti sono una parte essenziale della stampa 3D. Potresti anche essere sorpreso dalle capacità della tua stampante, la quale può anche creare ponti molto lunghi se gestisci bene i parametri di stampa. Le soluzioni software come Cura e Simplify3D sono in grado di produrre strutture di supporto eccezionali e, per la maggior parte, questi supporti generati automaticamente supereranno di gran lunga la qualità di qualsiasi soluzione pensata diversamente. Ma sebbene i supporti generati automaticamente facciano il loro lavoro, possono essere difficili da rimuovere. A seconda del software di slicing, l'abilitazione dei supporti richiederà l'attivazione di una casella di controllo. Ci sono molte opzioni associate che ti consentono di mettere a punto la struttura di supporto e ridurre al minimo l'effetto che le strutture avranno sulla superficie dei tuoi modelli. Tuttavia, per quanto tu sia attento con le impostazioni del supporto, i supporti stessi servono per toccare le parti a sbalzo del modello, le quali si appoggiano su di essi, quindi lasceranno sempre una sorta di traccia. Il problema della finitura superficiale quando si utilizzano i supporti è importante e la gravità dell'effetto cambierà a seconda dei tipi di materiale utilizzati. Un filamento più fragile come il PLA è spesso più difficile da lavorare e rifinire rispetto a un ABS. Risoluzione dei problemi della stampante 3D: le superfici che appoggiano sui supporti vengono male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL POSIZIONAMENTO DEL SUPPORTO La maggior parte dei software di slicing ti consentirà di scegliere se dove creare i supporti. I supporti potrebbero appoggiare sul piatto di stampa, ma anhe direttamente sul modello. Tutto dipende dalla forma del modello che devi realizzare, caratteristica fondamentale per definire come e dove usare i supporti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE LA CAPACITÀ DELLA STAMPANTE Molto spesso le persone usano i supporti senza rendersi conto che la loro stampante può coprire alcuni sbalzi e stampare facilmente angoli relativamente ripidi. La maggior parte delle stampanti è in grado di colmare sbalzi di 50 mm e angoli di stampa di 50º senza errori. Provaci! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CARATTERIZZA I SUPPORTI A seconda del tipo di modello, un cambiamento nel modello di supporto potrebbe essere tutto ciò che serve per una migliore interfaccia del modello di supporto; prova a passare da "Grid" a "Zig Zag". SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA DENSITÀ DEL SUPPORTO Nel tuo software slicer cambia la vista in "Layers" e dai un'occhiata alla struttura di supporto. Il software predefinito di solito applica una struttura di supporto densa. Se riduci questa densità, il supporto diventerà più debole, ma fintanto che la tua stampante è regolata con precisione, questo non dovrebbe essere un problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA TEMPERATURA DI STAMPA Ricontrolla l'intervallo di temperatura del filamento e regola la temperatura dell'estremità calda al minimo per il materiale. Ciò può comportare un legame più debole tra gli strati, ma renderà anche più facile la rimozione della struttura di supporto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: DOPPIA ESTRUSIONE E MATERIALI DI SUPPORTO SOLUBILI L'uso di una stampante con doppio estrusore può essere la soluzione definitiva. I materiali di supporto solubili in acqua come il PVA sono efficaci e forniscono un modo conveniente per ottenere stampe complesse senza sacrificare completamente la finitura superficiale. Soprattutto, puoi aggiungere supporti alle cavità da cui in precedenza sarebbe stato impossibile rimuovere i supporti del materiale di stampa standard, il che significa che anche le stampe più complesse saranno realizzabili più facilmente. Elenco di controllo dei problemi di stampa 3D: le aree superficiali sotto i supporti sono ruvide Controlla il posizionamento del supporto Verificare la capacità della stampante Caratterizza i tuoi supporti Ridurre la densità del supporto Usa una stampante con doppio estrusore Torna all'Indice Dettagli non stampati correttamente Qual è il problema della stampa 3D? La stampante non riesce a realizzare dettagli o elementi di piccola dimensione. I bordi e gli angoli che dovrebbero essere nitidi e precisi hanno una curva e una "morbidezza". Cosa sta causando questo problema di stampa 3D? Ci sono una serie di problemi che possono influire sulla qualità della stampa quando si tratta di dettagli precisi. La causa più comune di stampe con pochi dettagli è, ovviamente, l'altezza dei layer. Se hai impostato una bassa risoluzione (altezza dello strato elevata) per la tua stampante, non sarai in grado di ottenere stampe lisce, indipendentemente da quanto sia buona la tua stampante. La dimensione dell'ugello è un altro elemento. C'è un equilibrio molto delicato tra le dimensioni dell'ugello e la qualità di stampa fine. In un ambiente di produzione, un ugello da 0.5 mm è l'ideale. Per uso generale invece, un ugello da 0.4 mm va più che bene. Ma se devi ottenere dettagli di un certo livello, l'uso di un ugello da 0.2 mm potrebbe essere ideale. L'ugello più piccolo significherà anche che la tua macchina dovrà essere messa a punto con precisione poiché eventuali problemi verranno amplificati. La temperatura dell'ugello è fondamentale, poiché la tua stampante deve essere in grado di estrudere la plastica senza intoppi. Quando si tratta di dettagli, assicurati che l'ugello sia pulito prima di iniziare, anche il minimo accumulo di filamento o un piccolo blocco si evidenzieranno nella stampa. Anche la velocità di stampa avrà un enorme effetto sui dettagli. Potrebbe essere necessario regolare la velocità della ventola per far fronte all'aumento del tempo di estrusione. Alcune stampanti traggono vantaggio anche dal fatto che la ventola dell'estrusore sia impostata sull'impostazione più bassa (o addirittura spenta). Sebbene i marchi più economici di materiali per stampa 3D possano sembrare uguali, le tolleranze della composizione chimica del diametro possono variare e questa incoerenza verrà evidenziata nella stampa finale. Assicurati di usare materiali di qualità! Verifica infine che il piano di stampa sia livellato. Anche il minimo errore nel livello avrà ripercussioni su tutta la stampa quando si stampa ad alta risoluzione. Risoluzione dei problemi della stampante 3D: dettagli non stampati correttamente SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA RISOLUZIONE Aumenta la risoluzione: un'altezza dello strato inferiore darà alle stampe una finitura più uniforme. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: DIAMETRO DELL'UGELLO Più piccolo è il diametro dell'ugello, maggiore è il dettaglio che puoi stampare. Ma un ugello piccolo significa anche tolleranze inferiori, quindi la tua macchina deve essere altamente messa a punto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: FAI MANUTENZIONE ALLA TUA STAMPANTE Qualsiasi attrito aggiuntivo dovuto a barre leggermente disallineate o cinghie allentate sarà immediatamente evidente nella stampa. Assicurati che tutto sia stretto e allineato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PULIRE L'UGELLO Prima di iniziare una stampa dettagliata, assicurati che l'ugello sia pulito. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RALLENTA Riduci la velocità di stampa: una buona estrusione lenta è meno soggetta a errori. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: UTILIZZARE UN FILAMENTO DI QUALITÀ Selezionare il materiale giusto da un produttore di filamenti di qualità è la chiave per stampe di buona qualità. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL PIATTO DI STAMPA EseguI la procedura di calibrazione per verificare che la piattaforma sia livellata. Elenco di controllo dei problemi di stampa 3D: i dettagli fini non vengono stampati correttamente Bassa risoluzione Diametro dell'ugello ridotta Assicurati che tutto sia funzionante e manutenuto Pulisci l'ugello Stampa a bassa velocità Usa un filamento di qualità Controlla il livellamento del piatto Torna all'Indice Depositi e increspature sulle superfici (Ringing) Qual è il problema della stampa 3D? L'effetto delle onde visive o delle increspature sulla superficie di stampa è uno di quei problemi minori e fastidiosi che molti di noi semplicemente trascurano. Ha l'abitudine di andare e venire, e non sembra esserci davvero alcun motivo coerente per il problema. L'effetto è normalmente molto sottile e appare come un'onda o un'increspatura attraverso la superficie della stampa, anche la sua posizione e gravità possono cambiare. A parte un leggero effetto visivo sulla superficie, l'effetto di queste increspature ha poco altro effetto sulla qualità della stampa 3D finale, tranne ovviamente nei casi più gravi. Cosa sta causando questo problema di stampa 3D? Il problema delle onde nelle tue stampe 3D è solitamente dovuto a vibrazioni e velocità. I produttori fanno moltissimo con le loro macchine per assicurarsi che le piccole vibrazioni create dai motori siano ridotte al minimo assoluto. Il peso della macchina aiuta a ridurre al minimo le vibrazioni attraverso la macchina ma non le elimina completamente. Quelle piccole vibrazioni possono viaggiare attraverso gli assi della macchina, rovinando le tue stampe. Questo problema può riscontrarsi soprattutto nelle macchine a grande volume. Le vibrazioni possono anche essere amplificate da scarsa manutenzione e cuscinetti lineari usurati. Controlla regolarmente che la tua stampante sia pulita, priva di sporcizia e ricorda di mantenere le guide oliate. Quando la stampante è spenta controlla la qualità dei cuscinetti lineari e assicurati che il movimento della testina di stampa sia fluido, puoi farlo muovendo la testina con le dita. Assicurati che tutto sia a posto prima di iniziare. Mentre fai manutenzione, assicurati che tutti i bulloni e le punte all'interno della macchina siano in buone condizioni e serrati, soprattutto se hai costruito la macchina da solo. Le onde si presentano anche se stampi troppo velocemente. La soluzione semplice qui è semplicemente ridurre la velocità di stampa, questo risolverà il problema nella maggior parte dei casi. Se hai ancora bisogno di stampare velocemente, prova ad aumentare il flusso e la temperatura di estrusione. Infine, e questo è uno per gli utenti più avanzati, fai attenzone all'accelerazione del firmware. Questo regola la velocità della testa di stampa mentre cambia direzione, la sua funzione è quella di aiutare a prevenire il ronzio. Qui ci sono due funzioni che dovresti guardare e questo cambierà a seconda della macchina. Cerca l'accelerazione e il jerk, ci sono diversi valori elencati, inizia abbassando il jerk e poi l'accelerazione durante la stampa. Risoluzione dei problemi della stampante 3D: depositi e increspature sulle superfici (ringing) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LE VIBRAZIONI Assicurati che la superficie che usi per la tua stampante 3D sia solida e mentre la stampante stampa non ci siano vibrazioni. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE I CUSCINETTI I cuscinetti lineari si consumano nel tempo, con la stampante spenta controllare che tutto funzioni ancora senza intoppi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: ASSICURARSI CHE TUTTO SIA STRETTO È incredibile come un bullone allentato possa influire sulla qualità di stampa, come parte della tua routine di manutenzione assicurati che tutto sia serrato e serrato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AGGIUNGERE OLIO Controllare che tutte le aste siano prive di polvere e sporco, quindi aggiungere una goccia di olio per assicurarsi che tutto sia ben lubrificato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RALLENTARE LA STAMPA Ridurre la velocità di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: REGOLARE L'ACCELERAZIONE DEL FIRMWARE Solo per utenti avanzati, controlla il firmware della stampante e regola i valori nel codice per l'accelerazione e jerk, dovrai quindi caricare nuovamente il firmware sulla tua macchina. Elenco di controllo dei problemi di stampa 3D: increspature ed "echi" nella stampa (squilli) Ridurre le vibrazioni Controlla i cuscinetti Assicurati che tutto sia stretto Aggiungere l'olio Rallenta la stampa Regola l'accelerazione del firmware Torna all'Indice Strisce diagonali sulla stampa Qual è il problema della stampa 3D? Le linee appaiono sullo strato superiore della stampa, di solito in diagonale da un lato all'altro. Cosa sta causando questo problema di stampa 3D? Una stampa 3D viene creata disponendo strati successivi, uno dopo l'altro. Man mano che ogni strato viene impostato, la testa di stampa si sposta lungo gli assi X e Y. Una volta completato lo strato, la testa si solleva attraverso l'asse Z e ritorna al punto iniziale per depositare lo strato successivo. È a questo punto che possono verificarsi linee visibili. Queste possono essere causati da una serie di impostazioni della stampante, ma in sostanza il problema è dovuto dall'ugello che graffia fisicamente la superficie. Oppure, potrebbe esserci del filamento caldo che scende dall'ugello e, anche in questo caso, gratta la superficie. L'eccessiva estrusione è un'altra causa meno comune, poiché la testa solleva i trascinamenti in eccesso sulla superficie lasciando una traccia di filamento. Su superfici piane più grandi potresti vedere la linea diagonale sbiadire sulla superficie. Una temperatura troppo alta è una causa meno probabile, ma con alcuni filamenti più economici o più vecchi il calore residuo dell'ugello può portare il filamento a fuoriuscire dall'ugello, lasciando di nuovo una striscia mentre l'ugello si sposta. Risoluzione dei problemi della stampante 3D: strisce diagonali sulla stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RETRAZIONE Prova ad aumentare la quantità di retrazione. Se il problema persiste, dai un'occhiata alla sovraestrusione o alla temperatura dell'ugello. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE L'ESTRUSIONE Il modo in cui si regola la portata del filamento varia a seconda della stampante. Utilizzando Cura e la serie Ultimaker troverai i dettagli del flusso sulla macchina nelle impostazioni del materiale per Ultimaker 2, su Ultimaker 3 li troverai nelle impostazioni personalizzate nel software Cura. Ridurre la portata del 5% e stampare un cubo di calibrazione per verificare se il filamento viene estruso correttamente ed eliminare il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: TEMPERATURA DELL'UGELLO La tolleranza dei filamenti di buona qualità dovrebbe negare il problema in linea di principio, ma se il filamento è rimasto fermo per un po', esposto all'umidità o alla luce solare, potresti scoprire che le tolleranze del filamento alla temperatura si sono ridotte. Diminuire la temperatura dell'hot end di 5 ºC e riprovare. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: Z-LIFT Se la testa non si solleva abbastanza in alto dalla superficie della stampa, l'ugello stesso può causare cicatrici mentre si sposta da uno strato all'altro. Ci sono impostazioni Z-lift o Z-hop, altrimenti aumenta Z-Hop o Z-Lift con incrementi di 0,25 mm. Elenco di controllo dei problemi di stampa 3D: strisce diagonali sulla stampa Usa la retrazione Controlla l'estrusione Abbassa la temperatura dell'ugello Usa lo z-hop Torna all'Indice Stampa filamentosa, che collassa (sovraestrusione) Qual è il problema della stampa 3D? Sovraestrusione significa che la stampante fornisce più materiale del necessario. Ciò si traduce in materiale in eccesso all'esterno del modello stampato. Cosa sta causando questo problema di stampa 3D? In genere, l'impostazione del moltiplicatore di estrusione o del flusso nel software di slicing è troppo alta. Risoluzione dei problemi relativi alla stampa 3D: stampa filamentosa, che collassa (sovraestrusione) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: MOLTIPLICATORE DI ESTRUSIONE Apri il tuo software slicer e verifica di aver selezionato il moltiplicatore di estrusione corretto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: IMPOSTAZIONE DEL FLUSSO Se tutto sembra corretto, diminuire l'impostazione Flusso nel software della stampante. Elenco di controllo dei problemi di stampa 3D: stampa filamentosa, che collassa (sovraestrusione) Verifica di avere le impostazioni corrette del moltiplicatore di estrusione Diminuire le impostazioni del flusso del filamento Torna all'Indice Strati sottili e deboli (sottoestrusione) Qual è il problema della stampa 3D? "Sottoestrusione" significa che non si fornisce materiale sufficiente per la stampa. La sottoestrusione si riconosce in diversi modi, in particolare dagli strati sottili, strati mancanti del tutto o fessure non volute. Cosa sta causando questo problema di stampa 3D? Ci sono diverse possibili cause. Innanzitutto, il diametro del filamento utilizzato non corrisponde al diametro impostato nel software di slicing. In secondo luogo, la quantità di materiale estruso è troppo bassa a causa di impostazioni errate del software dello slicer. Oppure il flusso del materiale in uscita attraverso l'estrusore è limitato dallo sporco nell'ugello. Risoluzione dei problemi relativi alla stampa 3D: strati sottili e deboli (sottoestrusione) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE IL DIAMETRO DEL FILAMENTO Verifica se hai impostato il diametro del filamento corretto nel software di slicing. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: MISURARE IL FILAMENTO Se ancora non ottieni i risultati desiderati e il flusso del filamento è il problema, usa un set di calibri per ricontrollare il diametro del filamento. Dovresti essere in grado di modificare accuratamente le impostazioni del diametro del filamento nelle impostazioni del software slicer. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE LA PRESENZA DI DETRITI NELL'HOT-END Dopo la stampa, la maggior parte delle stampanti solleverà la testina di stampa dalla base di stampa. Controllare rapidamente che l'ugello sia libero da un accumulo di filamenti e sporco. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: IMPOSTARE IL MOLTIPLICATORE DI ESTRUSIONE Se non c'è discrepanza tra il diametro effettivo del filamento e l'impostazione del software, allora il moltiplicatore di estrusione (noto anche come portata o compensazione del flusso) potrebbe essere troppo basso. Ogni applicazione slicer lo gestirà in modo leggermente diverso, ma il principio è aumentare questo valore in incrementi del 5% finché non vedi che il problema è scomparso. Elenco di controllo dei problemi di stampa 3D: sottoestrusione Controlla il diametro del filamento Utilizzare calibri per misurare il diametro del filamento Verificare che l'hot end sia pulito Regola il moltiplicatore di estrusione con incrementi del 5%. Torna all'Indice Accumulo di materiale nella superficie superiore (pillowing) Qual è il problema della stampa 3D? La superficie superiore della stampa mostra materiale in eccesso, fori o strisce antiestetiche. Cosa sta causando questo problema di stampa 3D? Le due cause più comuni sono il raffreddamento improprio dello strato superiore e il fatto che la superficie superiore non sia abbastanza spessa. Risoluzione dei problemi relativi alla stampa 3D: Accumulo di materiale nella superficie superiore (pillowing) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LA POSIZIONE DELLA VENTOLA Verifica che le ventole attorno all'hot-end girino bene, specialmente nella fine della stampa. Se sembrano funzionare correttamente, il problema potrebbe essere che non dirigono un flusso d'aria sufficiente sulla stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: IMPOSTARE LA VELOCITÀ DELLA VENTOLA IN G-CODE Un g-code comune per Fan On è M106 ed è M107 Fan Off. M106 avvia la ventola e S255 la imposta al massimo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LO SPESSORE DELLO STRATO SUPERIORE La soluzione più semplice è aumentare lo spessore dello strato superiore. Assicurati di avere almeno 4 strati di materiale pieno. Elenco di controllo dei problemi di stampa 3D: accumulo di materiale nella superficie superiore (pillowing) Assicurati che le ventole siano a regime e in posizione Imposta manualmente la velocità della ventola Aumenta lo spessore dello strato superiore Torna all'Indice Stampa filamentosa o pelosa (stringing) Qual è il problema della stampa 3D? Il modello si presenta peloso, con filamenti sottili attaccati alle superfici esterne. Cosa sta causando questo problema di stampa 3D? Quando la testa di stampa si sposta con movimenti di travel, il filamento gocciola dall'ugello lasciando dei residui. Risoluzione dei problemi di stampa 3D: stampa filamentosa o pelosa (stringing) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: ABILITARE LA RETRAZIONE La retrazione è fondamentale quando si tratta di qualità della finitura e può essere abilitata attraverso la maggior parte dei software di slicing. La sua funzione è piuttosto semplice e funziona ritraendo il filamento nell'ugello prima che la testa si muova. L'idea è che eviti che il filamento fuso scenda dall'ugello quando ci sono movimenti senza estrusione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CORSA MINIMA (MM) La riduzione della corsa minima è di solito la soluzione più rapida se la retrazione standard non sta facendo il lavoro. Riduci il valore in incrementi di 0,5 mm. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: TOGLI I FILI MANUALMENTE Questa non è la soluzione più elegante, ma sicuramente la più rapida e semplice. Elenco di controllo dei problemi di stampa 3D: stampa filamentosa o pelosa (stringing) Abilita la retraction Regolare la corsa minima prima che inizi la retrazione Pulisci il modello manualmente Torna all'Indice Poca precisione dimensionale Qual è il problema della stampa 3D? I modelli che stampi non hanno precisione dimensionale rispetto i modelli digitali originari. I fori vengono deformati. Le superfici a incastro sono deformate o non combaciano. Cosa sta causando questo problema di stampa 3D? Il problema potrebbe derivare da una progettazione digitale non fatta correttamente. Spesso si modella pensando a come si vuole il modello fisico senza considerare il processo di fabbricazione. Nella stampa 3D devi considerare la deposizione del materiale, i flussi di estrusione, eventuali eccessi o mancanze di materiale, movimenti bruschi e la dimensione dell'ugello, ecc. Se i fori non sono tondi, ma magari escono ovali, forse c'è un problema con le cinghie. Risoluzione dei problemi della stampante 3D: poca precisione dimensionale SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE L'UNITÀ DI MISURA DI LAVORO Nel tuo software di stampa 3D assicurati di aver selezionato le dimensioni reali e l'unità di misura corrette. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RICONTROLLA LE MISURAZIONI Se stai progettando una parte che deve connettersi con altri oggetti, ricontrolla le tue misure e usa un calibro digitale. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: FORI DELLE VITI SOVRADIMENSIONATI Se stai facendo un foro per una vite, crea una vite M5 3D virtuale con un diametro leggermente più grande di quello che dovrebbe essere e usala per estrarre/creare una sottrazione booleana dal modello in cui vuoi che appaia il foro. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE IL NUMERO DI POLIGONI Ridurre il numero di poligoni dei tuoi modelli può causare problemi con i bordi leggermente appiattiti. Assicurati di mantenere i poligoni entro un conteggio ragionevole per sfumature più uniformi e migliori adattamenti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PROVA LA PRECISIONE DELLA STAMPANTE CON TEST CUBE Usa un cubo di calibrazione della stampa 3D per controllare le dimensioni X, Y e Z della tua stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA TEMPERATURA DELL'UGELLO Prova a ridurre la temperatura di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE CINGHIE E BINARI Controllare la tensione di ogni cinghia e assicurarsi che tutti gli assi siano diritti e correttamente allineati. Elenco di controllo dei problemi di stampa 3D: accuratezza delle dimensioni di stampa Controlla le dimensioni Ricontrolla le misure Assicurati che le parti siano dimensionate correttamente Mantieni alto il numero di poligoni Controllare la temperatura dell'ugello Controllare le cinghie e le guide Torna all'Indice La stampa si sposta e risulta disallineata Qual è il problema della stampa 3D? Ottieni un effetto a gradini nella stampa. Gli strati sono disallineati o proprio staccati tra di loro in direzione longitudinale. Cosa sta causando il problema della stampa 3D? Le cinghie o i motori potrebbero perdere dei passi durante la stampa. L'estrusore potrebbe bloccarsi e perdere movimenti. Il piatto di stampa potrebbe avere vibrazioni. Potrebbe esserci qualcosa dentro la stampante che causa blocchi improvvisi. Se stampti troppo velocemente le guide potrebbero perdere passi. Risoluzione dei problemi relativi alla stampa 3D: la stampa si sposta e risulta disallineata SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE CHE LA STAMPANTE ABBIA UNA BASE STABILE Posizionare la stampante su una base stabile e in un luogo in cui eviterà urti e manipolazioni in genere. Anche una piccola spinta della stampante può spostare la base di stampa e causare problemi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE IL PIANO DI STAMPA SIA SICURO Molte stampanti 3D utilizzano una qualche forma di letto di stampa staccabile. Anche se questo è utile quando si tratta di rimuovere le stampe ed evitare danni alla stampante, significa anche che nel tempo i fermagli e le viti possono allentarsi. Assicurarsi che quando si reinstalla la piattaforma di stampa sia agganciata o imbullonata saldamente in posizione per evitare scivolamenti o movimenti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PRESTARE ATTENZIONE AGLI STRATI SUPERIORI DEFORMATI Gli strati superiori di una stampa possono facilmente deformarsi se raffreddati troppo velocemente. Man mano che gli strati si deformano, si sollevano e possono causare un'ostruzione all'ugello mentre si muove. Nella maggior parte dei casi la stampa si stacca dalla piattaforma, ma in caso contrario i potenti motori passo-passo possono spingere la stampa e la piattaforma in giro. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA VELOCITÀ DI STAMPA Riduci la velocità di stampa per evitare che le guide o le cinghie perdano passi durante la stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LE CINGHIE Controlla la tensione delle cinghie. Se c'è un bel po' di gioco nelle cinghie allora è il momento di sostituirle con delle nuove. Anche le cinghie troppo strette possono essere un problema, ma questo di solito è solo un problema se hai costruito la macchina da solo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE GLI ACCOPPIATORI DI TRASMISSIONE Questi sono solitamente collegati direttamente a un motore passo-passo e a una delle aste principali che aziona la testina di stampa. Se ruoti con attenzione l'accoppiatore vedrai un piccolo grano. Tieni l'asta e afferra la cinghia attaccata, quindi tira la cinghia e prova a forzare la rotazione della puleggia. Dovresti scoprire che non c'è slittamento tra l'accoppiatore e lo stepper o l'asta. Se c'è, stringere la vite senza testa e riprovare. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PULIRE E OLIARE LE ASTE Nel corso del tempo i detriti possono accumularsi sulle aste, il che significa che in alcuni punti lungo la loro lunghezza incontrano un aumento dell'attrito. Ciò può influire sul libero movimento della testa e causare lo spostamento degli strati. Una rapida pulizia e rilubrificazione delle aste di solito risolve il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI ASTE DEFORMATE Se vedi che la testina di stampa vibra in determinati punti, potrebbe essere che una delle aste si sia leggermente piegata. Di solito puoi dirlo spegnendo la macchina in modo che non ci sia alimentazione attraverso gli stepper e quindi spostando la testa di stampa attraverso gli assi X e Y. Se senti resistenza, allora sai che qualcosa non va. Inizia vedendo se le aste sono allineate, se lo sono, rimuovi le aste e falle rotolare su una superficie piana. Se qualcosa è piegato, sarà abbastanza chiaro. Elenco di controllo dei problemi di stampa 3D: la stampa presenta offset in alcuni punti Verificare che la stampante sia su una base stabile Verificare che il piano di stampa sia ben saldo Fai attenzione agli strati superiori deformati Riduci la velocità di stampa Controlla le cinghie Controllare gli accoppiatori di trasmissione Controllare che le aste siano pulite e applicare dell'olio Verificare la presenza di aste deformate Torna all'Indice Ponti e bridge stampati male Qual è il problema della stampa 3D? I ponti sono essenzialmente un tratto di plastica che viene estruso tra due sostegni. Quando provi a coprire piccoli bridge il filamento cola per gravità, si arriccia o si aggrappa al modello. Anche nei bridge di appena 1-3 mm hai problemi di filamento arricciato o colato. La maggior parte dei filamenti sono performanti nel bridging e con una stampante ottimizzata la distanza raggiungibile durante il bridging può essere sorprendente. Cosa sta causando questo problema di stampa 3D? Andare a fondo dei problemi di bridging è di solito abbastanza facile e gran parte della diagnosi passa attraverso l'aspetto del bridge fallito. Nota che il modo in cui diverse applicazioni slicer gestiscono il bridging è molto diverso. Se i parametri legati ai bridge non sono impostati in modo ottimale, è inutile che tu prova a ottenere risultati migliori. Se il ponte che stai cercando di coprire è troppo grande, allora avrai sempre problemi. Devi scoprire quali sono i limiti della tua stampante e puoi farlo eseguendo semplici test. Il raffreddamento è un altro problema importante, il filamento deve essere raffreddato rapidamente per potersi sostenere tra le due colonne. La velocità di estrusione è altrettanto importante, se la testa di stampa si muove troppo velocemente, la velocità e le vibrazioni causeranno inevitabilmente instabilità prima che il filamento si sia solidificato. Una temperatura di estrusione troppo elevata risulterà spesso in bridging pessimo, mostrando ancora una volta il cedimento del filamento. Risoluzione dei problemi della stampante 3D: ponti e bridge stampati male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE I PARAMETRI DI BRIDGING Fai dei test di stampa aggiustando i parametri di stampa legati al bridging. Puoi usare questo modello 3D gratuito per fare i test. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AGGIUNGERE SUPPORTI Una soluzione rapida e semplice consiste nell'aggiungere dei supporti sotto la struttura a sbalzo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA VELOCITÀ DELLA VENTOLA Aumenta la velocità della ventola di estrusione per garantire che il filamento si raffreddi rapidamente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: DIMINUIRE LA VELOCITÀ DI ESTRUSIONE L'estrusione rapida è un no assoluto quando si tratta di creare un ponte, è necessario un processo lento e costante poiché il filamento deve avere il tempo di stabilizzarsi man mano che la distanza viene superata. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE SIMPLIFY3D Questo software di stampa 3D presenta un'opzione di bridging molto avanzata e riconoscerà automaticamente tutte le aree della stampa che richiedono un raffreddamento maggiore e velocità di estrusione inferiori. Lista di controllo dei problemi di stampa 3D: i ponti sono disordinati Controlla le capacità di bridging Aggiungi supporti Aumenta la velocità della ventola Diminuire la velocità di estrusione Usa Simplify3D Torna all'Indice Problemi di stampa 3D FDM: problemi generici Hai stampato correttamente e la stampa ha un bell'aspetto, ma c'è ancora un problema. Ecco i problemi di stampa 3D che non rientrano in nessuna delle categorie precedenti. Torna all'Indice La stampa non si stacca dal piano di stampa Qual è il problema della stampa 3D? Il modello in stampa non stacca dal piatto a fine stampa, è impossibile rimuoverlo. Il modello tende a rompersi in altri punti durante la rimozione dal piatto di stampa. Cosa sta causando questo problema di stampa 3D? Il piatto di stampa non è livellato correttamente. Il filamento ha aderito a colle o fori presenti nel piatto, diventando un tutt'uno con questi elementi. La temperatura del piatto è troppo alta e ha fatto aderire il materiale a colle o materiali superficiali. Risoluzione dei problemi della stampante 3D: la stampa non si stacca dal piatto di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: ABBI UN PO' DI PAZIENZA Attendo che la stampa si raffreddi completamente. Dopo un po' di tempo di raffreddamento, potrebbe rilasciarsi spontaneamente. Man mano che il filamento si raffredda, si solidifica, perdendo l'appiccicosità necessaria per l'adesione degli strati, compreso quello alla base. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE UNA SPATOLA Puoi trovarne una in qualsiasi negozio di ferramenta. Agisci con attenzione e cura per evitare rotture. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: PULIRE LA PIATTAFORMA DI STAMPA Se la tua piattaforma di stampa è sporca di colla, probabilmente è il momento di pulirla perché rischi che le stampe aderiscano troppo a questi residui di materiale. Passala sotto l'acqua calda (non bollente) e usa delicatamente una spatola per raschiare via l'eventuale colla superficiale. fai la stessa operazione se il modello non si stacca. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: INCOLLALO NEL FORNO Se hai un piatto di stampa in vetro o un'altra piattaforma resistente al calore senza plastica o componenti elettronici attaccati ed è possibile rimuoverlo dalla stampante, inseriscilo nel forno. Imposta la temperatura a 100º e poi usa una spatola per vedere se riesci a spostare la stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: NON UTILIZZARE FILAMENTI ECONOMICI I migliori filamenti non reagiscono chimicamente con altri materiali. Usa solo materiali di qualità! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PRATICARE DEI FORI Ciò richiede un po' di accortezza, ma creando alcuni fori nel design della base di stampa si può evitare un po' di adesione causata dall'eccessiva superficie di contatto. Elenco di controllo dei problemi di stampa 3D: la stampa è bloccata sul piano di stampa Attendi che il modello si raffreddi e ritiri un po' Usa una spatola Pulisci sempre la piattaforma di stampa Inserisci il piatto di stampa nel forno Non usare filamenti economici Fai dei buchi nel modello digitale Torna all'Indice Problemi di stampa 3D a resina: non viene stampato nulla Gli dei della stampa 3D ti guardano male. Hai passato mezz'ora a posizionare meticolosamente i supporti per cercare di assicurarti il successo, ma ora nulla si attacca al piano di stampa. E l'ingiustizia di tutto ciò? Probabilmente hai dovuto aspettare centinaia di strati per accorgertene. Torna all'Indice Resina troppo fredda Qual è il problema della stampa 3D? Proprio come alcuni filamenti di stampa 3D FDM, la temperatura ambiente può svolgere un ruolo importante nel determinare se una resina fotopolimerica si fisserà durante il processo di stampa SLA. Se la resina è troppo fredda, è improbabile che si indurisca e, in tal caso, si indurirà in modo incoerente, con conseguenti stampe parziali e scarsa adesione della lastra. Cosa sta causando questo problema di stampa 3D? La resina viene stampata a temperatura non consona. Per alcune resine possono essere necessarie temperature fino a 25-30 gradi Celsius. Risoluzione dei problemi della stampante 3D: resina troppo fredda SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: SPOSTARE LA STAMPANTE IN UNA STANZA PIÙ CALDA Spostare la stampante in una stanza più calda vicino a una fonte di calore potrebbe essere sufficiente per raggiungere quel punto ottimale e solidificare le stampe in resina. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: INVESTI IN UNA SOLUZIONE DI RISCALDAMENTO DELLA CAMERA Le stampanti SLA professionali hanno un sistema di riscaldamento della camera di stampa. Non è un caso, infatti, perché su queste macchine il problema della temperatura non deve esistere. Puoi provare a emulare questo sistema, provando a scaldare la camera di stampa della tua stampante. Lista di controllo dei problemi di stampa 3D SLA: resina troppo fredda Spostare la stampante in una stanza calda Trova un modo per riscaldare la camera Torna all'Indice Stampa debole, che si stacca o con residui Qual è il problema della stampa 3D? La stampa si stacca, presenta striature, layer staccati o residui. Nella stampa 3D SLA, una sorgente di luce UV, tipicamente un laser, indurisce la resina fotopolimerica. Proprio come la pellicola fotografica richiede una quantità significativa di esposizione alla luce affinché l'immagine venga catturata, così anche la resina deve essere esposta alla quantità appropriata di luce UV prima che si indurisca. Se la fonte luminosa non agisce a sufficienza, il materiale non indurisce. Cosa causa questo problema di stampa 3D? La sottoesposizione, a causa del laser che si muove troppo velocemente o di un laser sottodimensionato, non produrrà alcuna stampa o stampe deboli che non sono sufficientemente rigide per resistere alla forza di pelatura della tua macchina. Risoluzione dei problemi della stampante 3D: stampa debole, che si stacca o con residui SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DELLA STAMPANTE 3D: RIDURRE LA VELOCITÀ DI STAMPA A seconda della stampante SLA in uso, potrebbe essere possibile rallentare la velocità di stampa nelle impostazioni di slicing. Elenco di controllo dei problemi di stampa 3D SLA: stampa troppo veloce Diminuire la velocità di stampa Torna all'Indice Problemi di stampa 3D a resina: la mia stampa non è riuscita Ci sono una serie di possibili cause: vediamole. Torna all'Indice Il modello non aderisce al piano di stampa Qual è il problema della stampa 3D? La tua base di supporto non si attacca alla lastra di stampa. O si stacca parzialmente o si separa completamente e rimane a galleggiare attorno al serbatoio resina. Cosa causa questo problema di stampa 3D? Ci sono una serie di ragioni per cui questo può accadere. In primo luogo, è possibile che il modo in cui la tua stampante 3D SLA si riposiziona sullo strato di stampa successivo generi una forza maggiore di quella che puoi gestire con la stampa. L'effetto di aspirazione esercitato sulle stampe ogni volta che la lastra di stampa e il fondo della vasca di resina si separano per riposizionarsi può essere esagerato. A seconda del meccanismo con cui la tua stampante esegue questa azione, ci sono alcuni trucchi che puoi fare per ridurre al minimo o almeno mitigare questa attrazione. Potrebbe essere che la resina semplicemente non sia abbastanza calda. Risoluzione dei problemi della stampante 3D: il modello non aderisce al piatto di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIPOSIZIONA LA STAMPA Posizionare stampa in un'area della lastra di stampa soggetta a una minore forza di sfregamento può in qualche modo aiutare la stampa a ottenere un buon legame con la lastra di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: LIVELLARE LA VASCA Assicurati che la vasca e il piatto di stampa siano ben livellati. A volte non ci si rende conto di disallineamenti importanti. Cerca qualche tipo di istruzione per il livellamento del letto per la tua stampante o passaggi di calibrazione avanzati e provali. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA TEMPERATURA Prova a riscaldare la resina e la camera di stampa in qualche modo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LO STRATO DI INTERFACCIA DELLA VASCA DI RESINA Molte stampanti 3D SLA utilizzano un sottile strato di materiale simile al gel sul fondo della vasca di resina acrilica per fungere da strato di interfaccia. È inevitabile che, nel tempo, l'usura possa portare a una stampa scadente, rendendo alcune aree della lastra di stampa non più praticabili su cui stampare. La soluzione è sostituire lo strato di interfaccia, acquistare un nuovo strato di interfaccia se disponibile o, in caso contrario, una nuova vasca. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: FILTRA LA RESINA È buona norma setacciare la vasca dopo ogni stampa non solo per catturare delle particelle e rimuoverle, ma anche per rimuovere l'eventuale resina fissata sul fondo della vasca Elenco di controllo dei problemi di stampa 3D SLA: stampe che non aderiscono alla lastra di stampa Livella la tua vasca per resina Riposiziona il tuo modello per la stampa Controlla la temperatura della resina Controllare il livello dell'interfaccia della vasca Filtra la resina Carteggiare il piatto di stampa Torna all'Indice Una parte della stampa o dei supporti è staccata o spostata Qual è il problema della stampa 3D? Ad un certo punto durante la stampa, un pezzo della resina indurita si è spostato, separandosi completamente o spostandosi abbastanza da interferire e rovinare le altre parti della stampa. Cosa causa questo problema di stampa 3D? Potrebbe essere che ciò che stai stampando sia orientato in modo errato per resistere alle forze che si attivano nella vasca quando il materiale, dopo essere stato colpito dalla fonte luminosa, deve staccarsi dalla pellicola in FP o dal vetro sul fondo della vasca. La conseguenza è che si creano movimenti distorsivi che causano la separazione di parti o supporti. Tale movimento nella parte causerà la formazione di strati successivi sull'interfaccia della vasca, piuttosto che sulla stampa stessa, oppure con residui di plastica sul fondo della vasca. In alternativa, forse la tua stampa è posizionata correttamente, ma le tue strutture di supporto non sono abbastanza forti. Risoluzione dei problemi della stampante 3D: una parte della stampa o dei supporti è staccata o spostata SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: STAMPE VUOTE DI GRANDI DIMENSIONI Per i modelli che presentano un'ampia superficie in qualsiasi punto della loro stampa, dovresti prendere in seria considerazione l'idea di svuotarli (e aggiungere fori di drenaggio) ove possibile. Ciò significa che invece di forzare una grande superficie piatta a staccarsi dal fondo della vasca di resina ad ogni cambio di strato, si sta invece staccando ogni volta un contorno più sottile del modello. Ciò richiede molta meno forza ed è meno probabile che separi la tua stampa, anche se funziona meglio se aggiungi fori di drenaggio utilizzando il tuo software di modellazione/slicing. Senza buchi aggiunti alle masse solide della tua stampa, intrappolerai la resina non fissata all'interno. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SUPPORTI PIÙ FORTI Se il tuo modello sembra buono da stampare, ma sospetti che la forza di distacco sia ancora responsabile delle stampe fallite, il passaggio successivo che suggeriamo è rafforzare i tuoi supporti. Aumenta la larghezza delle punte in cui il supporto incontra la parte stampata di una frazione di millimetro e aggiungi dei montanti tra di loro se non l'hai già fatto. Potresti anche prendere in considerazione l'aggiunta di più supporti se non ti dispiace la prospettiva di una maggiore pulizia post-elaborazione una volta che la stampa è stata curata. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICA/PROTEGGI LA PIATTAFORMA DI STAMPA È possibile che la tua piattaforma di stampa non sia adeguatamente protetta. Man mano che la stampante svolge la propria attività spostando la piattaforma strato dopo strato, lievi variazioni di posizione dovute allo spostamento della piattaforma potrebbero causare il disallineamento degli strati e la loro separazione (delaminazione). SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIORIENTARE LA STAMPA Spesso un problema di stampa SLA può essere risolto con un migliore orientamento del modello. Questo non solo può migliorare la qualità delle tue stampe, ma può anche ridurre le sollecitazioni nella vasca e aumentare le possibilità di stampare con successo il modello. Per un orientamento ottimale del modello, è necessario considerare quanto segue: Posizionamento. Molte, se non tutte, le stampanti 3D a resina dal basso verso l'alto presentano una qualche forma di meccanismo di distacco per separare la lastra di stampa dal fondo della vasca di resina durante il riposizionamento sull'asse Z per lo strato successivo. A seconda del metodo utilizzato dalla stampante, è possibile che la forza di distacco cambi nell'area della lastra di stampa. Se è così, puoi aumentare la probabilità che la stampa sopravviva alle forze posizionandola in un'area soggetta a una forza di distacco più debole. Sostieni le sporgenze. Come per la stampa 3D FDM, le sporgenze gravi devono avere una qualche forma di supporto per stampare correttamente. Con alcuni modelli 3D, puoi mitigare la necessità di alcuni inclinando il tuo modello, diminuendo gli angoli di sporgenza nel processo e rendendoli fattibili per la stampa senza supporto. Punti minimi (o minimi). Come per le sporgenze che necessitano di supporti, i punti minimi sono parti isolate della tua stampa che non sono direttamente collegate al corpo di una stampa. Pensa a una persona con le braccia lungo i fianchi che stampano nella direzione giusta: i polpastrelli sarebbero considerati minimi, poiché iniziano a stampare separati dal corpo, con le braccia che si materializzano in alto e si collegano alle spalle. Tali minimi richiedono supporti, altrimenti è molto probabile che si stacchino e galleggino liberi nella tua vasca di resina. In alternativa, puoi eliminare la necessità di supportare i minimi con l'orientamento tattico del modello (girare la persona per stampare prima la testa rimuove i minimi, mentre il corpo si assottiglia verso le braccia e, infine, i piedi). Fori di drenaggio. il modello che stai pianificando di stampare potrebbe presentare dei vuoti rivolti verso la vasca di stampa, specialmente se si tratta di un modello di grandi dimensioni che hai scavato. Una tale caratteristica può causare un enorme problema di forza di distacco eccessiva per superare la stampa (con ogni probabilità rovinando la stampa durante il processo). Se la il vuoto è poco profondo, l'angolazione della stampa potrebbe essere sufficiente per ridurre al minimo l'effetto. La soluzione alternativa consiste nell'aggiungere fori di drenaggio al modello nel software di modellazione preferito, che consentirebbe alla resina di fluire attraverso ogni cambio di strato. Elenco di controllo dei problemi di stampa 3D SLA: parte della stampa staccata/spostata Grandi stampe cave Aggiungi supporti più forti Controlla/proteggi la piattaforma di stampa Riorienta la stampa Torna all'Indice Problemi di stampa 3D a resina: stampa di bassa qualità La stampante ha lavorato tranquillamente per ore e ore e ha terminato con successo la sua stampa. Il problema è che idettagli non si vedono, non si leggono o proprio non vengono stampati. Torna all'Indice Strati separati (delaminazione) Qual è il problema della stampa 3D? Ci sono aree della stampa che sono diventate in qualche modo sfilacciate, come se la stampa si sta staccando dagli strati e non si lega bene/per niente. Gli strati non sono legati tra di loro, le superfici presentano fessure, pellicole di resina, residui superficiali. Cosa sta causando questo problema di stampa 3D? Quando gli strati di una stampa SLA non si legano bene (noto come delaminazione), possono esserci un paio di cause. In primo luogo, è possibile che tu non abbia orientato la tua stampa abbastanza bene da evitare i minimi. Queste parti vengono stampate separatamente da ciò che è stato fissato alla piattaforma di stampa e come tali si staccano. Oltre allo spostamento di parti non supportate, detriti, resina mal miscelata e problemi di ghosting sulla vasca stessa possono essere causa di delaminazione. Questi sono tutti facili da affrontare. Inoltre, la delaminazione potrebbe verificarsi dopo una stampa riuscita durante la fase di post-elaborazione. Se il tuo materiale ha un legame degli strati particolarmente debole, lasciare la parte in IPA per il lavaggio per troppo tempo potrebbe indebolire ulteriormente gli strati e causare la rottura della parte. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SUPPORTI Assicurati di generare supporti per tutti gli angoli e i punti severi che non sono direttamente collegati alla stampa principale nel loro punto più alto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE IL PERCORSO DEL LASER SIA LIBERO Controlla che la resina su cui stai stampando sia "pulita" e priva di detriti. Verifica lo stato del fondo della vasca. Se questa non è la prima stampa nella tua vasca attuale, verifica la presenza di ghosting sullo strato di interfaccia nella tua vasca di resina. I segni deboli delle stampe precedenti sono senza dubbio visibili e nel tempo questi possono diventare un'ostruzione sufficiente perché il laser causi stampe più deboli o addirittura fallite. In caso, acquista una nuova vasca. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: NON BAGNARE LE PARTI IN ALCOOL ISOPROPILICO PER TROPPO TEMPO Se sospetti che la tua parte abbia strati deboli di legame, lavarla troppo a lungo in alcool isopropilico può indebolirla ulteriormente. Mantieni il tuo ciclo di lavaggio IPA al minimo, agitando rapidamente e delicatamente la resina non fissata prima di risciacquare in acqua. Elenco di controllo dei problemi di stampa 3D SLA: i livelli si sono separati Usa i upporti Controllare il percorso del laser per eventuali ostacoli Pulizia minima in IPA Torna all'Indice Superfici esfoliate o con pezzi sottili di stampa attaccati (ragging) Qual è il problema della stampa 3D? Scaglie di resina indurita si sono incorporate nella tua stampa, dando una brutta finitura superficiale con superfici che non fanno parte del modello. Cosa causa questo problema di stampa 3D? La probabile causa di queste scaglie indesiderate nelle stampe è un percorso ottico poco chiaro. A volte il laser può diffondersi, "perdendo" nella resina al di fuori del punto che dovrebbe essere fissato. Anche la resina depositata, la resina offuscata con particelle di grandi dimensioni provenienti da stampe precedenti o piani macchiati o sporchi tra il laser e la resina possono contribuire al problema. Risoluzione dei problemi relativi alla stampa 3D: irregolarità ed esfoliazioni (ragging) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: FILTRA LA TUA RESINA Elimina eventuali particelle di resina indurita dalle stampe precedenti facendola passare attraverso un filtro. Questi filtri in carta e rete catturano particelle di grandi dimensioni che potrebbero altrimenti offuscare la resina durante il processo di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: MESCOLA LA TUA RESINA Se la tua resina è rimasta nella vasca per alcuni giorni, potrebbe essersi divisa nelle sue componenti: il pigmento in uno strato e il fotopolimero nello strato superiore. Mescola la resina, assicurandosi che il pigmento e il fotopolimero siano distribuiti uniformemente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE/PULIRE IL PERCORSO OTTICO A seconda della tua macchina, potresti essere in grado di accedere alla barriera interna trasparente che protegge i laser/galvanometri. Se puoi, controlla che sia privo di polvere, impronte digitali e altri contaminanti che potrebbero impedire il passaggio pulito del laser. Elenco di controllo dei problemi di stampa 3D SLA: piccoli dischi e alette attaccati alla stampa Filtra la tua resina Rimescola la tua resina Controllare/pulire il percorso ottico Torna all'Indice Stampa poco dettagliata Qual è il problema della stampa 3D? I dettagli del modello stampato non sono corretti dimensionalmente come nel file digitale. I dettagli non si leggono e spariscono del tutto. I dettagli accumulano materiale sulle loro superfici, diventando impossibili da leggere. Cosa sta causando questo problema di stampa 3D? La sotto e la sovraesposizione possono influire su un modello anche se viene stampato correttamente. Anche se il tempo di esposizione può essere abbastanza lungo da consentire al modello di aderire alla piastra di costruzione e stampare, se la sorgente luminosa non ha tempo sufficiente per polimerizzare completamente la geometria desiderata, piccoli dettagli potrebbero perdersi o essere troppo deboli per resistere al successivo lavaggio IPA. Al contrario, se il tempo di esposizione dello strato è troppo elevato, si verificherà una sovraesposizione in cui la sorgente luminosa indurisce più resina di quanto desiderato e sbiadisce i bordi taglienti o chiude piccoli fori e canali. Anche i residui di resina semipolimerizzata sulle stampe dopo il lavaggio IPA sono un indicatore di sovraesposizione e possono essere regolati gestendo il tempo di esposizione dello strato nel software o sulla macchina stessa, a seconda del modello. Sia la sovra che la sottoesposizione si tradurranno in imprecisioni dimensionali e perdita di dettagli fini, per cui vale la pena trovare il tempo di esposizione dello strato ottimale per le stampe più accurate possibili. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CALIBRAZIONE Esiste un'ampia gamma di file di calibrazione offerti dai produttori di resine e stampanti, nonché da appassionati privati, che rendono la calibrazione del tempo di esposizione dello strato semplice e diretta. Eseguire una configurazione di calibrazione è generalmente una buona pratica quando si roda una nuova stampante 3D e ogni volta che viene utilizzata una nuova resina. Coloranti come pigmenti e altri contaminanti possono anche influenzare i valori di esposizione. Elenco di controllo dei problemi di stampa 3D SLA: stampa poco dettagliata Controlla la risoluzione minima dei dettagli della tua stampante 3D Eseguire un test di calibrazione Mantenere la pulizia in IPA al minimo Torna all'Indice2 punti
Questa è una guida completa alla risoluzione dei problemi di stampa 3D. Qui trovi tutti i comuni problemi di stampa 3D e le loro soluzioni, sia per la stampa 3D FDM che resina. Stampare in 3D è davvero emozionante. A volte però può capitare di riscontrare problemi di stampa, dove magari anche un modello semplice e banale non riesce a essere stampato con successo. Ci siamo passati tutti, ogni tanto capita. Le stampanti 3D a filamento e le stampanti 3D a resina possono dare problemi di stampa ma, con un po' di esperienza e la giusta guida, tutto è risolvibile. Per questo motivo ho deciso di raggruppare tutti i più comuni problemi di stampa 3D in un'unica guida. Qui trovi la soluzione a problemi di deformazione, ritiro, adesione al piatto di stampa e ad altri errori di stampa 3D, non solo per la stampa 3D FDM ma anche per la stampa 3D a resina. La guida è divisa in una serie di capitoli che ti aiuteranno a trovare più velocemente la soluzione al tuo problema. In questa guida: > Problemi di stampa 3D FDM: non viene stampato niente Filamento esaurito Ugello troppo vicino al piano di stampa Ugello bloccato La testa di stampa si sposta fuori dal piano Filamento spezzato Filamento mangiato > Problemi di stampa 3D FDM: la mia stampa non è riuscita Estrusione interrotta a metà stampa La stampa non si attacca al piano di stampa Supporti deboli o collassati > Problemi di stampa 3D FDM: stampa di bassa qualità Problemi al primo strato di stampa Primo strato schiacciato (zampa di elefante) Ritiri e deformazioni al primo strato di stampa Riempimento incompleto o stampato male Fessure tra riempimento e perimetri esterni Infill visibile attraverso i perimetri Crepe e delaminazione nei modelli alti Strati sfalsati o disallineati Mancanza di strati Stampa disallineata Le parti a sbalzo sono gestite male Le superfici che appoggiano sui supporti vengono male Dettagli non stampati correttamente Depositi e increspature sulle superfici (Ringing) Strisce diagonali sulla stampa Stampa filamentosa, che collassa (sovraestrusione) Strati sottili e deboli (sottoestrusione) Accumulo di materiale nella superficie superiore (pillowing) Stampa filamentosa o pelosa (stringing) Poca precisione dimensionale La stampa si sposta e risulta disallineata Ponti e bridge stampati male > Problemi di stampa 3D FDM: problemi generici La stampa non si stacca dal piano di stampa > Problemi di stampa 3D a resina: non viene stampato niente Resina troppo fredda Stampa debole, che si stacca o con residui > Problemi di stampa 3D a resina: la mia stampa non è riuscita Il modello non aderisce al piano di stampa Una parte della stampa o dei supporti è staccata o spostata > Problemi di stampa 3D a resina: stampa di bassa qualità Strati separati (delaminazione) Superfici esfoliate o con pezzi sottili di stampa attaccati (ragging) Stampa poco dettagliata Problemi di stampa 3D FDM: non viene stampato niente In questo capitolo trovi tutti i problemi di stampa 3D FDM collegati col fatto che la stampante non stampa niente, non riesce a estrudere a materiale o si trova bloccata in uno stato indefinito. Filamento esaurito Qual è il problema di stampa 3D? Non viene stampato niente anche se il modello è stato impostato e configurato correttamente nel software di slicing. Tuttavia, quando invii ripetutamente la stampa alla stampante non succede nulla. Viene solo estruso un corto filamento di materiale dall'ugello. Un altro caso può essere che, durante la stampa di un modello l'estrusione del filamento si interrompe ma l'ugello continua a stampare per aria, muovendosi nel volume di stampa senza stampare nulla. Cosa sta causando questo problema di stampa 3D? È un problema banale, facilmente evitabile su macchine in stile Prusa i3 in cui la bobina del filamento è in piena vista, ma su altre stampanti come le XYZ DaVinci, Cel Robox e Ultimaker, il problema non è sempre immediatamente evidente. Queste e molte altre stampanti racchiudono il filamento all'interno del design della stampante oppure il filamento è nascosto sul retro della macchina. Naturalmente, alcune stampanti sono dotate di sensori di presenza filamento o di bobine dotate di sensore che inviano dati al software ed evidenziano se la bobina del filamento è esaurita. Spesso però, soprattutto le stampanti più economiche, non dispongono di sensori che agevolano il riconoscimento di questo problema. Risoluzione dei problemi della stampante 3D: filamento esaurito SOLUZIONE AL PROBLEMA DI STAMPA 3D: CONTROLLARE LA BOBINA DEL FILAMENTO Controlla la bobina del filamento e vedi se è rimasto del filamento. In caso contrario caricare una nuova bobina. Facile. Elenco di controllo dei problemi di stampa 3D: filamento esaurito Controllare la bobina del filamento Torna all'Indice Ugello troppo vicino al piano di stampa Qual è il problema di stampa 3D? Inspiegabilmente, nonostante il caricamento del filamento e la testina di stampa si muova senza intoppi, il filamento non si deposita sul piano di stampa. Cosa sta causando questo problema di stampa 3D? Molto semplicemente, l'ugello potrebbe essere troppo vicino al piano di stampa. Se in qualche modo hai regolato il tuo piano di stampa a pochi micron dall'apertura dell'ugello, è improbabile che il filamento fuso abbia spazio per fuoriuscire. Nella migliore delle ipotesi, la tua stampa mancherà dei suoi primi strati e avrà maggiori possibilità di non attaccarsi una volta che il filamento si estrude. Nel peggiore dei casi, causerai un blocco del filamento fuso nella tua estremità calda, che potrebbe portare a un blocco dell'intero estrusore. Risoluzione dei problemi relativi alla stampa 3D: ugello troppo vicino al piano di stampa SOLUZIONE AL PROBLEMA DI STAMPA 3D: REGOLARE L'OFFSET DELL'ASSE Z Anche solo alzare leggermente l'altezza dell'ugello spesso può essere d'aiuto. La maggior parte delle stampanti 3D nelle impostazioni di sistema ti consentirà di impostare un offset dell'asse Z. Per sollevare l'ugello lontano dal piano di stampa dovrai aumentare l'offset nel valore positivo. Fai attenzione però, un offset troppo alto e non farà aderire il filamento al piano di stampa. SOLUZIONE AL PROBLEMA DI STAMPA 3D: ABBASSARE IL PIANO DI STAMPA In alternativa, se la tua stampante lo consente, puoi ottenere lo stesso effetto abbassando il piano di stampa. Questa è la soluzione più problematica, poiché richiede di ricalibrare e livellare il letto. Elenco di controllo dei problemi di stampa 3D: ugello troppo vicino al piano di stampa Regolare l'offset dell'asse Z Abbassare il piatto di stampa Torna all'Indice Ugello bloccato Qual è il problema di stampa 3D? Avvii la stampa ma, qualsiasi procedura esegui, dall'ugello non esce nulla. L'estrusore si muove, ma dall'ugello non esce nulla. L'estrazione del filamento e il reinserimento non funzionano. Cosa sta causando il problema della stampa 3D? Forse un piccolo pezzo di filamento è rimasto nell'ugello dopo aver cambiato le bobine, forse perché il filamento si è spezzato all'estremità. Quando il nuovo filamento viene caricato, il pezzo di vecchio filamento rimasto nell'ugello non consente il passaggio del nuovo filamento. Una piccola manutenzione della stampante può fare molto per ridurre la possibilità di problemi come un ugello bloccato. In effetti, scoprirai che prima ancora che l'ugello arrivi a bloccarsi, spesso viene estruso un piccolo pezzo di filamento carbonizzato che si trova all'interno del tuo ugello. La presenza di residui di filamento nell'hot end possono causare piccoli graffi nelle pareti esterne, piccole macchie di filamento scuro o piccoli cambiamenti nella qualità di stampa tra i modelli, difetti spesso attribuiti alle lievi variazioni che ci si aspetta dalle stampanti 3D. Riscontrerai questo problema se passi spesso da un PLA ad ABS, per esempio. Una piccola quantità di PLA rimane nell'ugello e viene riscaldata oltre il suo normale punto di fusione. Ciò può significare che carbonizzerà e brucerà. Allo stesso modo, se passi dall'ABS al Nylon di nuovo assisterai a qualcosa di simile. Non è raro vedere un filo di fumo fuoriuscire mentre il nuovo filamento viene alimentato. Risoluzione dei problemi di stampa 3D: ugello bloccato SOLUZIONE AL PROBLEMA DI STAMPA 3D: SBLOCCARE CON UN AGO Se hai fortuna, lo sblocco può essere un processo semplice e veloce. Inizia rimuovendo il filamento. Quindi, utilizzando il pannello di controllo della stampante (se presente), selezionare l'impostazione "riscaldamento ugello" e aumentarla fino al punto di fusione del filamento bloccato. In alternativa, collega la tua stampante a un computer che esegue un software di controllo compatibile e riscalda l'ugello usando quello. Per PLA impostare la temperatura a 220 °C. Una volta che l'ugello raggiunge la temperatura corretta, utilizzare uno spillo per pulire il foro (facendo attenzione a non scottarsi le dita). Se il tuo ugello è di 0.4 mm, allora hai bisogno di uno spillo più piccolo. SOLUZIONE AL PROBLEMA DI STAMPA 3D: SPINGERE IL VECCHIO FILAMENTO Se scopri che l'ugello è ancora bloccato, potresti riuscire a far passare il filamento bloccato spingendolo con un altro filamento. Inizia rimuovendo il filamento come prima. Riscalda l'hot end a 220 °C per PLA e quindi utilizza un altro pezzo di filamento per cercare di forzare l'uscita del filamento bloccato nell'ugello. La pressione extra che puoi esercitare a mano potrebbe essere sufficiente. Tuttavia, non spingere troppo perché rischierai di piegare le aste orizzontali della stampante. SOLUZIONE AL PROBLEMA DI STAMPA 3D: SMONTARE E RIASSEMBLARE L'HOT-END In casi estremi, quando l'ugello rimane bloccato, dovrai fare un piccolo intervento smontare l'hot end. Se non l'hai mai fatto prima, è una buona idea prendere appunti e scattare fotografie in modo da sapere come rimontarlo. Inizia rimuovendo il filamento, quindi controlla il manuale della stampante per vedere esattamente come smontare l'estrusore. SOLUZIONE AL PROBLEMA DI STAMPA 3D: ATOMIC PULL Puoi usare l'ABS o il nylon per questa procedura, ma nel tempo ho scoperto che i risultati più consistenti provengono dal nylon a causa del suo punto di fusione più elevato. Il filamento mantiene anche la sua forma molto meglio. Tuttavia, l'ABS è il materiale più comunemente usato ed è il materiale che userò in questa descrizione. Inizia rimuovendo il filamento che è già nella testa di stampa nel solito modo. Quindi rimuovi il tubo Bowden o rilascia l'azionamento diretto, in modo che quando arriva il momento puoi far passare manualmente il filamento. Aumenta la temperatura dell'ugello a 240 gradi. Stiamo usando l'ABS, ma se usi il nylon controlla la temperatura del punto di fusione sulla confezione. Lascialo a questa temperatura per 5 minuti senza far passare il filamento. Esercita lentamente una pressione sul filamento finché non inizia a fuoriuscire dall'ugello. Tiralo leggermente indietro e spingilo di nuovo, facendolo uscire. Riduci ora la temperatura a 180 gradi per l'ABS o 140 gradi per il Nylon (temperature indicative, verifica le temperature ideali per i tuoi filamenti). Lascia la stampante a questa temperatura per 5 minuti. Estrai il filamento dalla testa. All'estremità dovresti vedere del materiale carbonizzato, di colore nero. Bene, hai pulito l'interno dell'hot end da residui di materiale carbonizzato! Ripeti il processo fino a quando, estraendo il filamento, l'estremità non esce pulita. Se il filamento non si stacca dall'ugello, aumentare leggermente la temperatura dell'hot end. Elenco di controllo dei problemi di stampa 3D: ugello bloccato Riscaldare l'ugello e pulire con un ago Rimuovi il tubo di alimentazione e prova a far passare il filamento con un altro pezzo di filamento Smonta l'hot end e vedi se riesci a rimuovere il blocco del filamento Prova l'atomic pull Torna all'Indice La testa di stampa si sposta fuori dal piano Qual è il problema della stampa 3D? Quando la testina di stampa si sposta fuori dal piatto di stampa, di solito avrà anche raggiunto il limite della posizione X o Y. Quando la testina tenta di spostarsi oltre il suo punto più lontano, il rumore verrà generato da cinghie che scivolano, ingranaggi che scricchiolano o semplicemente dalla testina che sbatte sul lato della stampante. Un problema facile da risolvere, ma che può essere trascurato o affrontato in un secondo momento. Cosa sta causando questo problema di stampa 3D? Configurazione errata, selezione errata della stampante o finecorsa usurati o rotti sono tutti problemi comuni. Se il problema inizia con una nuova stampante, è probabile che ci sia qualcosa che non va nella configurazione della stampante. Esegui nuovamente il processo di installazione e assicurarsi di disporre della versione firmware corretta per la stampante. La selezione accidentale della stampante sbagliata da un elenco nel programma slicer può essere una causa comune di questo problema di stampa 3D. Ad esempio, provando a stampare utilizzando Ultimaker Go utilizzando i file di stampa configurati per Ultimaker 2. Quando si configura la stampante, assicurarsi di aver specificato il volume di stampa corretto, sempre nel firmware della stampante o tramite software. Se la stampante pensa di avere una piattaforma di stampa più grande di quella che ha, proverà a usarla, anche se non è presente. Se la tua stampante di solito va bene e poi il problema si verifica improvvisamente, inizia ricontrollando il tuo software di preparazione della stampa. Qualcosa potrebbe essersi resettato o essere stato alterato da un aggiornamento! Non è insolito che il software torni alle impostazioni predefinite o selezioni automaticamente l'ultima versione della stampante, anche se non è quella che stai utilizzando. Risoluzione dei problemi della stampante 3D: la testina di stampa non trova il piano di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE SLICER PER LA STAMPANTE CORRETTA Prima di provare qualsiasi altra cosa, assicurati di aver selezionato la stampante corretta nel tuo software di stampa. Tutte le stampanti sono diverse, quindi anche se i piani di stampa di due stampanti sono gli stessi, è altamente improbabile che le altre dimensioni e impostazioni corrispondano esattamente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIORNARE IL FIRMWARE Se hai appena acquistato la stampante e questo problema si verifica, assicurati di avere installato l'ultima versione del firmware. Una volta aggiornato, eseguire il processo di configurazione e ricontrollare che tutte le impostazioni, in particolare le dimensioni dell'area di stampa, siano corrette. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE I FINE CORSA Questo richiederà un piccolo sforzo in più per diagnosticarlo. Guarda il movimento della testina di stampa. Se tenta di spingersi oltre il punto più lontano di uno dei suoi assi, controlla che un finecorsa non si sia disconnesso. Se tutto sembra a posto (e nessuno dei passaggi precedenti ha risolto il problema per te), la sostituzione dei finecorsa con altri nuovi dovrebbe essere fare al caso tuo. Elenco di controllo dei problemi di stampa 3D: la testina di stampa manca il piano di stampa Controllare le impostazioni nel software slicer Aggiorna firmware Controllare i fine corsa Torna all'Indice Filamento spezzato Qual è il problema della stampa 3D? La bobina del filamento sembra ancora piena e quando controlli sembra che ci sia del filamento nel tubo di alimentazione, ma dall'ugello non esce nulla. Questo è più un problema con le stampanti ad alimentazione Bowden che con l'alimentazione diretta poiché il filamento è nascosto, quindi le rotture del filo non sono sempre immediatamente evidenti. Cosa sta causando il problema della stampa 3D? La rottura del filamento si riscontra più spesso nell'uso di filamenti vecchi o economici. Sebbene la maggior parte dei filamenti come il PLA e l'ABS durino a lungo, se vengono mantenuti nelle condizioni sbagliate, ad esempio alla luce diretta del sole, possono diventare fragili. Quindi, una volta inserito nella stampante, niente sarà d'aiuto. Risoluzione dei problemi di stampa 3D: filamento spezzato SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RIMUOVERE IL FILAMENTO La prima cosa da fare è rimuovere il filamento dalla stampante nel solito modo. Poiché il filamento di solito si spezza all'interno del tubo, dovrai rimuovere il tubo dbowden sia dall'estrusore che dall'hot end. Quindi riscaldare l'ugello ed estrarre il filamento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PROVA UN ALTRO FILAMENTO Se dopo aver ricaricato il filamento succede di nuovo, utilizzare un altro filamento per verificare se non è solo il vecchio filamento fragile che deve essere sostituito. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: ALLENTARE LA TENSIONE DELL'IDLER Se il nuovo filamento si spezza, controlla che il tenditore non sia troppo stretto, allentandolo. All'inizio della stampa, torna a stringerlo finché il filamento non ricomincia a scorrere. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE L'UGELLO Controlla che l'ugello non sia ostruito e puliscilo bene. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL FLOW E LA TEMPERATURA Se il problema persiste, verificare che l'hot end si stia scaldando e raggiunga la temperatura corretta. Verificare inoltre che il flusso del filamento sia al 100% e non superiore. Elenco di controllo dei problemi di stampa 3D: filamento spezzato Controlla che il filamento non bloccato Controlla il diametro del filamento Regolare la tensione dell'ingranaggio di spinta Verificare che l'estremità calda sia pulita e raggiunga la temperatura corretta Imposta il flusso di estrusione al 100% Torna all'Indice Filamento mangiato Qual è il problema di stampa 3D? Il filamento strappato o mangiato può verificarsi in qualsiasi punto del processo di stampa e con qualsiasi filamento. Il risultato è che nessun filamento viene estruso dall'estremità calda, portando la stampa a un'interruzione. Cosa sta causando il problema della stampa 3D? Temperatura di estrusione errata o sistema di spinta del filo troppo stretto, queste sono solo alcune delle cause comuni. Il risultato del problema è che il dado zigrinato o l'ingranaggio dentato nell'estrusore non è in grado di tirare o spingere il filamento. Mentre il motore fa girare i piccoli denti dell'ingranaggio, che normalmente afferrerebbe e spingerebbe il filamento attraverso il sistema, in questo caso invece lo consuma fino a quando non riesce più a fare alcuna. Risoluzione dei problemi di stampa 3D: filamento strappato SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AIUTA AD ALIMENTARE IL SISTEMA Se il filamento ha appena iniziato a scivolare, di solito si può fare leggera pressione sul filamento per aiutarlo a passare attraverso il sistema. Questo spesso aiuterà la macchina a stampare di nuovo senza problemi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: REGOLARE LA TENSIONE DELL'IDLER Inizia allentando l'idler, inserisci il filamento e stringi finché non smette di scivolare. I filamenti variano in diametro, quindi anche se l'idler assorbirà alcune differenze di diametro, alcuni filamenti richiedono una regolazione dettagliata. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RIMUOVERE IL FILAMENTO Nella maggior parte dei casi sarà necessario rimuovere e sostituire il filamento e quindi inserirlo nuovamente. Una volta che il filamento è stato rimosso, tagliare il filamento al di sotto dell'area che mostra segni di usura e quindi reinserirlo. Se il filamento si è spezzato, potrebbe essere degradato a causa dell'umidità o dei raggi uv. Se il problema si presenta di nuovo, usa un'altra bobina di materiale. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA TEMPERATURA DELL'HOT END Se hai appena inserito un nuovo filamento, ricontrolla di avere la giusta temperatura di estrusione. Lista di controllo dei problemi di stampa 3D: filamento strappato Aiuta ad alimentare il sistema Regolare la tensione dell'ingranaggio di spinta Rimuovere il filamento Controllare la temperatura dell'hot end Torna all'Indice Problemi di stampa 3D FDM: la mia stampa non è riuscita Per qualche inspiegabile motivo, la stampa è fallita. Non si è attaccata al piano di stampa o il filamento ha semplicemente smesso di essere estruso. Questo tipo di problema di stampa 3D potrebbe essere causato da tanti aspetti che vediamo di seguito. Estrusione interrotta a metà stampa Qual è il problema della stampa 3D? A volte, per una serie di motivi, l'estrusore smette di estrudere il filamento. Cosa causa questo problema di stampa 3D? In genere questo problema di stampa 3D è attribuibile a due parti del processo di stampa: o c'è qualcosa che non va nella fornitura del filamento o c'è un problema con l'hot end o l'ugello stesso. Oppure potrebbe essere troppo stretto di un tenditore sull'estrusore con conseguente filamento strappato che non viene spinto nell'hot end. O ancora, potresti avere un blocco dell'estrusore, che impedisce l'estrusione di ulteriori filamenti. Risoluzione dei problemi relativi alla stampa 3D: estrusione interrotta durante la stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICA DI AVERE ABBASTANZA FILAMENTO Un po' ovvio, ma anche i migliori di noi hanno momentanei cali di concentrazione. Molti slicer ora danno una stima del materiale per le tue stampe. Aiutati con questi parametri e, in ogni caso, verifica che non sia finito il materiale nella bobina caricata sulla stampante! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE LA PRESENZA DI FILAMENTI STRAPPATI Il filamento strappato può essere responsabile del fallimento di una stampa a metà e può essere causato da una miriade di problemi. Ne parlo in modo approfondito nell'apposita risoluzione a questo problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI UN UGELLO OSTRUITO Un ugello incrostato di vecchio filamento bruciato può causare diversi problemi di stampa, uno dei quali è il blocco di eventuali nuove estrusioni. Ne parlo in modo approfondito nell'apposita risoluzione a questo problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI FILAMENTI SPEZZATI Un problema che riguarda principalmente le configurazioni dell'estrusore Bowden, il filamento spezzato può causare un blocco tra l'estrusore e l'estremità calda. Per fortuna, è facile da diagnosticare e risolvere, ma potrebbe essere un segno che il tuo filamento ha i giorni contati. Ne parlo in modo approfondito nell'apposita risoluzione a questo problema. Elenco di controllo dei problemi di stampa 3D: estrusione interrotta durante la stampa Controlla di avere abbastanza filamento Verificare la presenza di filamenti strappati Verificare la presenza di ugelli ostruiti Verificare la presenza di filamenti spezzati Torna all'Indice La stampa non si attacca al piano di stampa Qual è il problema della stampa 3D? Il primo strato di materiale estruso ritira, si alza e si stacca dal piano di stampa. Dopo qualche minuto la stampa si alza e si stacca. Il modello segue l'estrusore, staccandosi dal piatto. Perdere una stampa perché non si attacca alla piattaforma di stampa è un problema comune e di solito relativamente facile da risolvere. Certo, non è sempre colpa della stampante e se hai provato a stampare un modello che ha solo una piccola superficie di contatto con la piattaforma, allora senza dubbio questo sarà il problema. È quindi improbabile riuscire a stampare senza avere una buona adesione al piano di stampa. Fortunatamente, poiché questo problema è così comune, ci sono molti modi semplici per risolverlo. Cosa sta causando questo problema di stampa 3D? La causa più comune è semplicemente che la stampa non si attacca alla superficie della piattaforma di stampa. Il filamento ha bisogno di una base ben fatta per aderire, quindi per risolvere il problema dovrai creare una migliore superficie di adesione. Una piattaforma di stampa non livellata può essere un altro grosso problema. Se la piattaforma non è uniforme e ben livellata, per alcune parti della stampa l'ugello non sarà abbastanza vicino alla piattaforma e non potrà far aderire correttamente il primo strato. Risoluzione dei problemi di stampa 3D: la stampa non si attacca al letto SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGI UNA SUPERFICIE DI ADESIONE Per aumentare le possibilità che il filamento aderisca alla piattaforma è necessario aggiungere un altro materiale per dare maggiore consistenza al piano di adesione. La soluzione più comune è applicare un sottile strato di colla stick sulla piattaforma di stampa, che può essere facilmente lavata via con acqua calda. Un'altra alternativa per PLA è aggiungere il nastro blu detto blue tape. Per i filamenti che richiedono una piattaforma riscaldata di 40º e oltre, è ora disponibile una varietà di nastri speciali che sono un po' più resistenti al calore. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: LIVELLARE IL PIANO DI STAMPA Ogni stampante ha un processo diverso per il livellamento della piattaforma di stampa, alcuni come gli ultimi modelli Prusa utilizzano un sistema di livellamento automatico estremamente affidabile, altri come Ultimaker hanno un pratico approccio passo-passo che ti guida attraverso il processo di regolazione. Fare riferimento al manuale della stampante per come livellare il piano di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: REGOLARE L'ALTEZZA DELL'UGELLO Se l'ugello è troppo alto, il filamento non si attaccherà alla piattaforma. Se troppo basso l'ugello inizierà effettivamente a raschiare via la stampa. Trova l'opzione di offset dell'asse Z nelle impostazioni della tua stampante e apporta piccole regolazioni: in positivo per sollevare l'ugello lontano dal letto e in negativo per abbassarlo più vicino. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: PULIRE LA PIATTAFORMA DI STAMPA Se stai stampando su un materiale come il vetro, ogni tanto è una buona idea pulirlo bene, soprattutto se applichi spesso la colla. L'eccessivo accumulo di depositi di colla possono contribuire a far staccare il modello dal piatto di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: USA BRIM O RAFT Tutti i modelli richiedono di aderire bene al piatto per essere realizzati e le funzioni brim e raft ti vengono in aiuto per ottenere risultati migliori. Brim aumenta la dimensione del primo layer di stampa, aumentando la superficie che aderisce al piano; è il meno dispendioso dei due, e nella nostra esperienza è l'opzione migliore, a condizione che non ti dispiaccia usare un cutter per poi eliminare il bordo in eccesso. Raft aggiunge proprio più strati sotto la tua stampa. A seconda dei parametri specificati, otterrai una base su cui il modello verrà a sua volta stampato. Il raft può causare una superficie ruvida e sgradevole e consumano più materiale. Il vantaggio del raft sta nel poter semplicemente staccare la parte senza difficoltà e, se ben regolata, nell'impeccabile adesione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGERE SUPPORTI Se il tuo modello presenta sporgenze o estremità complesse, assicurati di aggiungere supporti per tenere insieme la stampa durante il processo. Elenco di controllo dei problemi di stampa 3D: la stampa non si attacca al piano di stampa Aggiungi una superficie di adesione Livellare il piano di stampa Regolare l'altezza dell'ugello Pulire il piatto di stampa Usa brim o raft Aggiungi supporti Torna all'Indice Supporti deboli o collassati Qual è il problema della stampa 3D? La stampa di modelli complessi richiederà l'uso di supporti. Il lavoro del supporto è semplice: deve sostenere le parti a sbalzo. Ma a volte potrebbero essere stampati male e collassare. Noterai che mentre la tua stampa viene estrusa, parti della struttura di supporto appariranno irregolari, potrebbero apparire crepe o inizieranno a rompersi. Cosa sta causando questo problema di stampa 3D? Le strutture di supporto sono complesse e la maggior parte delle applicazioni slicer ti fornirà diverse opzioni per regolarle al meglio. È fin troppo facile attenersi alle impostazioni predefinite, ma ciò non garantisce il successo. Le linee e gli zig zag sono generalmente facili da rimuovere dopo che la stampa è terminata, ma offrono meno rigidità durante il processo di stampa. I triangoli e le griglie offrono più rigidezza ma possono essere difficili da rimuovere. Prendi una semplice struttura a ponte con montanti sottili e poi pensa ai supporti. Avranno molto lavoro da fare mantenendo il modello rigido. Se hai optato per linee o zig zag allora è probabile che il modello si muova durante il processo di stampa, rompendo i supporti mentre procede. Una struttura rigida come una griglia sarebbe un'opzione migliore. Alcuni software di slicing consentono di stampare supporti senza adesione della piattaforma. In tal caso, l'ingombro ridotto del supporto faticherà a legarsi direttamente alla piattaforma di stampa. Spesso con modelli alti, la lunghezza dei supporti può essere eccessiva e la struttura sottile e leggera del supporto viene spinta al limite della resistenza. I supporti possono essere una vera seccatura da rimuovere, quindi c'è la tendenza a ridurre la densità al minimo possibile. Ciò può ovviamente causare problemi, se i supporti sono portanti sarà necessario aumentarne la densità. L'uso di un filamento vecchio o economico può essere un altro problema. Quando viene estruso potresti scoprire che il filamento potrebbe non legarsi sufficientemente, facendo delaminare i supporti. Infine, se la stampante si muove o vibra più del normale, controlla i dadi e i bulloni e assicurati che tutto sia stretto. Dopo aver eseguito tutti i consueti controlli, assicurati di eseguire nuovamente il processo di calibrazione. Vibrazioni e movimenti involontari possono causare la rottura dei supporti più deboli. Risoluzione dei problemi della stampante 3D: supporti deboli o collassati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: SELEZIONARE I SUPPORTI CORRETTI In base al il tipo di modello che stai per stampare puoi usare i suporti più indicati. Se ci sono grandi sporgenze che collegano sezioni del modello e queste hanno un buon contatto con la piattaforma, prova a utilizzare linee o supporti a zig zag. Se il modello ha meno contatto con il letto o necessita di supporti molto più forti, usa supporti a griglia o triangolari. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGERE ADESIONE ALLA PIATTAFORMA Assicurati di aver aggiunto un qualche tipo di adesione alla piattaforma, come un brim, in modo che i supporti abbiano una base sufficiente su cui incollarsi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA DENSITÀ DEL SUPPORTO Prova questo come ultima risorsa. L'aumento della densità del supporto offrirà al tuo modello una struttura più densa su cui appoggiarsi e sarà meno influenzato da qualsiasi movimento del modello. Il supporto sarà molto più difficile da rimuovere. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CREARE SUPPORTI NEL MODELLO I supporti eccessivamente alti possono essere soggetti a debolezza. Aggiungendo invece un un blocco all'interno del tuo modello 3D, questo verrà stampato come parte del modello stesso. Su di esso poi si realizzano i supporti, i quali saranno di dimensione ridotta e quindi meno deboli. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: SOSTITUIRE IL FILAMENTO Il filamento può diventare fragile quando raggiunge la fine della sua durata utile, e questo di solito si manifesta nella qualità dei supporti. Scambia il filamento con una nuova bobina e verifica se il problema migliora. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE CHE TUTTO SIA STRETTO Le oscillazioni della stampante possono essere un vero problema. Dai una controllata alla tua macchina e assicurati che tutto sia stretto e ricalibra se necessario. Elenco di controllo dei problemi di stampa 3D: i supporti si disgregano Usa il tipo di supporto corretto Aggiungi adesione alla piattaforma Aumenta la densità del supporto Crea supporti nel modello Usa nuovo filamento Controlla che tutto sia stretto Torna all'Indice Problemi di stampa 3D FDM: stampa di bassa qualità La stampa è finita con successo, eppure non hai ancora raggiunto la qualità che vuoi. Il modello presenta segni, imprecisioni. Ecco i problemi di stampa 3D che potrebbero essere la causa. Torna all'Indice Problemi al primo strato di stampa Qual è il problema della stampa 3D? I primi strati di una stampa possono spesso rivelarsi problematici. Potrebbe essere che la stampa semplicemente non si attacchi, o che tu stia trovando linee indesiderate che fanno sì che la parte inferiore abbia un aspetto inaspettato. Cosa sta causando questo problema di stampa 3D? Questi problemi di stampa 3D sono segni tipici che il piano di stampa non è stato livellato correttamente. Se l'ugello è troppo lontano dal letto, la superficie inferiore mostra spesso linee indesiderate e/o il primo strato non aderisce. Se l'ugello è troppo vicino, potrebbero formarsi delle macchie. Dove ti sembra che la superficie stampata presenta dettagli indefiniti e sfocati, è probabile che la temperatura del tuo letto di stampa sia un po' troppo alta. Risoluzione dei problemi relativi alla stampa 3D: il primo strato è disordinato SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: LIVELLARE IL PIANO DI STAMPA Ogni stampante ha un processo diverso per il livellamento della piattaforma di stampa. Gli ultimi modelli Prusa sono dotati di un sistema di livellamento automatico estremamente affidabile, mentre altri come Ultimaker hanno un pratico approccio passo-passo che ti guida attraverso il processo di regolazione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: ABBASSARE LA TEMPERATURA DEL LETTO Prova ad abbassare la temperatura del letto con incrementi di 5 °C, finché non raggiungi quel punto ottimale di adesione, senza perdita di dettagli. Elenco di controllo dei problemi di stampa 3D: il primo strato è disordinato Livellare la piattaforma di stampa Abbassare la temperatura del letto Torna all'Indice Primo strato schiacciato (zampa di elefante) Qual è il problema della stampa 3D? La base del modello è leggermente bombata verso l'esterno, effetto noto come “zampa d'elefante”. Cosa sta causando questo problema di stampa 3D? Questo sgraziato difetto di stampa può essere causato dal fatto che il primo layer di stampa sia troppo schiacciato sul piatto di stamoa. Raramente capita che si presenti a causa del peso del resto del modello che preme sulla parte inferiore prima che si sia adeguatamente raffreddata e solidificata: questo problema si presenta quando la stampante ha un letto riscaldato. Risoluzione dei problemi di stampa 3D: piede di elefante SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: REGOLARE BENE TEMPERATURA DEL PIANO E RAFFREDDAMENTO Per evitare che la zampa di elefante appaia nelle tue stampe 3D, gli strati di base del modello devono essere sufficientemente raffreddati in modo da poter supportare la struttura sovrastante. Tuttavia, se le ventole rafffreddano troppo rischi che gli strati di base si deformino. Devi raggiungere il giusto equilibrio, abbassando la temperatura della piattaforma di stampa a intervalli di 5 gradi (fino a +/- 20 gradi rispetto alla temperatura consigliata). Usa le ventole per raffreddare, ma falle partire al secondo o terzo layer, in questo modo il materiale raffredderà a temperatura ambiente e ritirerà meno. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: LIVELLARE IL PIANO DI STAMPA Il più delle volte la maggior parte dei problemi di stampa può essere ricondotta al livello della piattaforma di stampa. Ogni stampante ha una tecnica leggermente diversa per il livellamento della piattaforma di stampa. Inizia calibrando il tuo in base alla procedura consigliata dal produttore della stampante. Prova a stampare un cubo di calibrazione e osserva come la stampante posiziona il filamento sul letto. Dalla stampa del cubo dovresti essere in grado di vedere se il tuo piano è a livello in base a quanto sono uniformi le superfici. Allo stesso modo, sarai in grado di vedere se l'ugello è troppo vicino alla piattaforma di stampa e raschia attraverso il filamento depositato, o troppo in alto e causa l'accumulo e la formazione di bolle del filamento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SOLLEVARE L'UGELLO Anche solo alzare leggermente l'altezza dell'ugello spesso può essere d'aiuto, ma fai attenzione a non esagerare. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SMUSSARE LA BASE Un'altra opzione è smussare la base del modello. Naturalmente, questo è possibile solo se hai progettato tu stesso il modello o se hai accesso al file originale. Inizia con uno smusso di 45º, ma sperimenta un po' per ottenere il miglior risultato. Lista di controllo dei problemi di stampa 3D: zampa di elefante Bilancia la temperatura della piattaforma di stampa e la velocità della ventola Livellare la piattaforma di stampa Controllare l'altezza dell'ugello Smussare la base del modello Torna all'Indice Ritiri e deformazioni al primo strato di stampa Qual è il problema della stampa 3D? Alla base del modello, la stampa si piega verso l'alto finché non è più a livello della piattaforma di stampa. Ciò può anche causare crepe orizzontali nelle parti superiori e causare il distacco della stampa dal piano di stampa. Questo problema è chiamato warping. Cosa sta causando questo problema di stampa 3D? La deformazione è comune in quanto è causata dalle caratteristiche naturali della plastica. Man mano che il filamento ABS o PLA si raffredda, inizia a contrarsi leggermente; il problema della deformazione sorge se la plastica viene raffreddata troppo velocemente. Risoluzione dei problemi di stampa 3D: ritiri e deformazioni al primo strato di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE UNA PIATTAFORMA DI STAMPA RISCALDATA La soluzione più semplice è utilizzare un piano di stampa riscaldato e impostare la temperatura su un punto appena al di sotto del punto di fusione della plastica. Questa è chiamata la "temperatura di transizione vetrosa". Se raggiungi quella temperatura, il primo strato rimarrà in adesione sulla piattaforma di stampa. La temperatura della piattaforma di stampa è spesso impostata dal software slicer. Normalmente troverai la temperatura consigliata per il tuo filamento stampata sul lato della confezione o sulla bobina. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: APPLICARE UN ADESIVO SUL PIANO DI STAMPA Se trovi ancora che la tua stampa si solleva ai bordi, applica una piccola quantità di colla stick in modo uniforme sul letto per aumentare l'adesione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: PROVA UN TIPO DI PIATTAFORMA DIVERSO Cambia il tuo letto di stampa con uno che offra una migliore adesione. Produttori come Prusa utilizzano una superficie di stampa PEI che offre un'adesione eccellente senza colla. XYZPrinting fornisce nastro testurizzato nella confezione con alcune delle loro stampanti, fondamentalmente un grande foglio di nastro adesivo. Le stampanti 3D Zortrax hanno un piano di stampa perforato, i modelli si saldano su questa superficie eliminando completamente il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: LIVELLARE LA PIATTAFORMA DI STAMPA La calibrazione della piattaforma di stampa può essere un'altra soluzione, eseguire il processo di calibrazione per verificare che il letto sia a livello e che l'altezza dell'ugello sia corretta. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AUMENTARE LA SUPERFICIE DI CONTATTO COL PIANO Aumentare la superficie di contatto tra il modello e il letto è una soluzione semplice e tutti software di stampa ha la possibilità di aggiungere brim o raft. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: REGOLARE LE IMPOSTAZIONI DI TEMPERATURA AVANZATE Prova ad aumentare la temperatura del piano di stampa con incrementi di 5 gradi. Nel software slicer dai un'occhiata al raffreddamento della ventola, questo di solito è impostato in modo che le ventole di raffreddamento passino alla massima potenza a un'altezza definita. Prova ad aumentarla, dando agli strati di base un po' più di tempo per raffreddarsi naturalmente. Anche se la tua stampante ha una piattaforma di stampa riscaldata, è sempre consigliabile utilizzare la colla e calibrare regolarmente il livello del letto. Lista di controllo dei problemi di stampa 3D: deformazione Utilizzare una piattaforma di stampa riscaldata Aggiungi un adesivo alla piattaforma di stampa Passa dal vetro a un piano di stampa adesivo Calibrare il letto di stampa Aggiungi brim o raft Regola in anticipo le impostazioni della temperatura e della ventola Torna all'Indice Riempimento (infill) incompleto o stampato male Qual è il problema della stampa 3D? La struttura interna della tua stampa, detta anche infill, è mancante, rotta o stampata male. Cosa sta causando questo problema di stampa 3D? Ci sono una serie di ragioni per l'errata stampa dell'infill. La più comune sono le impostazioni errate all'interno del software di slicing, ma può anche essere dovuto a un ugello leggermente ostruito. Risoluzione dei problemi di stampa 3D: riempimento (infill) incompleto o stampato male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA DENSITÀ DI RIEMPIMENTO Nel tuo software di slicing controlla la densità di riempimento. Un valore intorno al 20% è ok. Se hai impostato una percentuale inferiore probabilmente avrai problemi. Per stampe più grandi, potresti voler aumentare questo valore per assicurarti che il modello abbia un supporto sufficiente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA VELOCITÀ DI RIEMPIMENTO La velocità con cui viene stampato il riempimento può avere un effetto importante sulla qualità della struttura. Se il riempimento sembra debole, diminuire la velocità di stampa del riempimento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: MODIFICARE IL MODELLO DI RIEMPIMENTO La maggior parte dei software di slicing consente di modificare la struttura interna. Puoi avere uno schema a griglia, un triangolo, un nido d'ape e altro ancora. Prova a selezionare un'opzione diversa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLA IL TUO UGELLO Potrebbe essere che ci sia un leggero blocco nell'ugello. Mentre il blocco non influisce sulla stampa delle pareti esterne più spesse, magari il materiale riesce ad avere meno flusso di estrusione nelle superfici interne più sottili. Elenco di controllo dei problemi di stampa 3D: riempimento rotto Controllare e regolare la densità di riempimento Diminuire la velocità di riempimento Prova un modello di riempimento diverso Controlla blocchi dell'ugello Torna all'Indice Fessure tra riempimento e perimetri esterni Qual è il problema della stampa 3D? Quando guardi la parte superiore o inferiore della stampa, puoi vedere un leggero spazio tra il riempimento e le pareti perimetrali esterne. Cosa sta causando questo problema di stampa 3D? Gli spazi vuoti sono causati dalla deposizione di filamento per il riempimento e le pareti esterne che non si incontrano e si uniscono del tutto. La causa più ovvia del problema è che la sovrapposizione di questi due elementi del modello non è impostata correttamente nello slicer. Ciò significa che il software di slicing sta effettivamente dicendo alla stampante di non consentire alle due parti della stampa di incontrarsi. Un altro problema potrebbe essere l'ordine in cui hai impostato il riempimento e le pareti esterne da stampare. Se stai stampando prima il perimetro, in genere c'è poca o nessuna sovrapposizione. Risoluzione dei problemi di stampa 3D: spazi tra il riempimento e il muro esterno SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LA SOVRAPPOSIZIONE DI RIEMPIMENTO Questo è di gran lunga il problema più comune ed è davvero facile da risolvere. Nel tuo software di slicing individua l'opzione 'Infill Overlap' e aumenta il valore. In Cura, questo è impostato al 15% per impostazione predefinita. Alzalo al 30%. In Simplify3D troverai l'opzione in 'Modifica impostazioni processo> Riempimento> Sovrapposizione contorno'. Aumenta nuovamente il valore. Questa impostazione è direttamente collegata alla larghezza dell'estrusione, quindi il valore % sarà una % di qualunque sia la larghezza dell'estrusione. Quando regoli questa impostazione, mantienila sempre al di sotto del 50% o inizierai a vedere gli effetti della sovrapposizione nei perimetri esterni della tua stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: STAMPARE IL RIEMPIMENTO PRIMA DEL PERIMETRO Se stai stampando con una parete esterna relativamente sottile, la struttura del riempimento può essere visibile. Se ciò accade, è possibile modificare l'ordine in base al quale la stampante dispone gli strati di riempimento e perimetrali. Ad esempio, in Cura controlla se hai selezionato "Stampe di riempimento dopo i perimetri". SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA TEMPERATURA DELL'HOT-END Un leggero aumento di 5-10º della temperatura dell'hot end può fare la differenza e aumentare il volume del materiale deposto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA VELOCITÀ DI STAMPA Stampare a velocità più elevate può causare tutti i tipi di problemi legati alla precisione dei movimenti. Se hai bisogno di stampare velocemente puoi comunque evitare spazi vuoti e fessure diminuendo la velocità dello strato superiore e inferiore. Lista di controllo dei problemi di stampa 3D: fessure tra il riempimento e il muro esterno Controllare la sovrapposizione del riempimento Stampa di riempimento prima del perimetro Aumentare la temperatura dell'hot end Velocità di stampa inferiore Torna all'Indice Infill visibile attraverso i perimetri (ghosting) Qual è il problema della stampa 3D? La stampa finale ha un bell'aspetto, ma attraverso le pareti della stampa è visibile un contorno dell'infill interno. Questo è anche spesso indicato come ghosting. Cosa sta causando questo problema di stampa 3D? Il problema con il ghosting si verifica a causa del riempimento che invade il perimetro. Questo effetto è più visibile quando la stampa ha pareti sottili. Il problema è causato dalla sovrapposizione della struttura di tamponamento alla linea perimetrale in fase di posa. Sebbene il ghosting sia un problema, in realtà è una parte importante del processo di stampa, in quanto aiuta la struttura interna ad aderire efficacemente alle pareti esterne. Un'altra causa di ghosting può essere l'impostazione di uno spessore della parete non corretto in relazione alla dimensione dell'ugello che si sta utilizzando. In normali condizioni di stampa, lo spessore della parete dovrebbe essere direttamente correlato alla dimensione dell'ugello, quindi se si dispone di un ugello da 0.4 mm lo spessore della parete dovrebbe essere un multiplo di questo: 0.4, 0.8, 1.2 e così via. Risoluzione dei problemi relativi alla stampa 3D: il riempimento è visibile dall'esterno SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LO SPESSORE DEL PERIMETRO Assicurarsi che il valore selezionato per lo spessore del perimetro sia un multiplo della dimensione dell'ugello. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AUMENTARE LO SPESSORE DEL PERIMETRO La soluzione più semplice è aumentare lo spessore del perimetro. Raddoppiando le dimensioni dovrebbe coprire eventuali sovrapposizioni causate dal riempimento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE IL RIEMPIMENTO DOPO I PERIMETRI La maggior parte dei software di slicing ti consentirà di stampare il riempimento dopo i perimetri. In Cura, apri le "Impostazioni avanzate" e nella sezione Riempimento seleziona la casella accanto a "Stampe di riempimento dopo i perimetri" In Simply3D fai clic su "Modifica impostazioni processo", quindi seleziona "Livello" e in "Impostazioni livello" seleziona "Fuori-dentro" accanto a "Direzione contorno". SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL PIATTO DI STAMPA Controlla intorno al modello e se vedi che l'effetto è più prevalente su un lato rispetto all'altro, l'effetto potrebbe essere dovuto alla calibrazione. In tal caso, eseguire il consueto processo di calibrazione. Elenco di controllo dei problemi di stampa 3D: riempimento visibile dall'esterno Controlla lo spessore del perimetro Aumentare lo spessore della parete Usa il riempimento dopo i perimetri Controllare la piattaforma di stampa e ricalibrare se necessario Torna all'Indice Crepe e delaminazione nei modelli alti Qual è il problema della stampa 3D? Ci sono crepe sui lati, specialmente sui modelli più alti. Questo può essere uno dei problemi più sorprendenti nella stampa 3D in quanto tende a manifestarsi in stampe più grandi e di solito accade mentre non stai guardando. Cosa sta causando questo problema di stampa 3D? Negli strati più alti di una stampa, il materiale si raffredda più velocemente. Il calore del letto di stampa riscaldato non raggiunge un livello così elevato e, per questo motivo, l'adesione negli strati superiori è inferiore. Risoluzione dei problemi di stampa 3D: crepe in oggetti alti SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: TEMPERATURA DELL'ESTRUSORE Inizia aumentando la temperatura dell'estrusore; un buon inizio sarebbe aumentarlo di 10ºC. Sul lato della tua scatola di filamenti vedrai le temperature di lavoro dell'estremità calda, cerca di mantenere la regolazione della temperatura entro questi valori. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: DIREZIONE E VELOCITÀ DELLA VENTOLA Ricontrolla le vebntole e assicurati che siano accese e puntate sul modello. Se lo sono, prova a ridurne la velocità. Lista di controllo dei problemi di stampa 3D: crepe in oggetti alti Controllare la temperatura dell'hot end e aumentarla a intervalli di 10 gradi Controllare la posizione e la velocità delle ventole di raffreddamento Torna all'Indice Strati sfalsati o disallineati Qual è il problema della stampa 3D? Mentre la stampa si sta formando, sembrano esserci alcuni problemi con la qualità. Guardando più da vicino vedi che i livelli non si allineano come dovrebbero. La parete esterna, invece di essere liscia, presenta lievi disallineamenti che provocano una faccia irregolare. È molto probabile che il problema riguardi solo la stampa in una direzione; da davanti a dietro o da sinistra a destra. Cosa sta causando questo problema di stampa 3D? Nel corso del tempo le parti della tua stampante 3D, come dadi, bulloni e cinghie, si allenteranno e richiederanno un serraggio. L'effetto degli strati disallineati comporterà lo spostamento dei layer, ma quando il problema inizia l'effetto visivo sulle stampe è molto meno pronunciato e può apparire molto diverso. La causa è solitamente collegata direttamente a una cinghia allentata. Risoluzione dei problemi relativi alla stampa 3D: strati sfalsati o disallineati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LE CINGHIE PARTE I Inizia controllando che ciascuna delle cinghie sia tesa ma non eccessivamente. Dovresti sentire una leggera resistenza dalle due cinghie mentre le pizzichi insieme. Se scopri che la parte superiore della cinghia è più stretta di quella inferiore, questo è un segno che hanno bisogno di manutenzione. Alcune stampanti, come la Original Prusa i3, sono dotate di tendicinghia integrati. Altri possono essere adattati con quelli stampati in 3D. Potresti dover sporcarti le mani e stringere manualmente la cinghia. Le cinghie della stampante sono normalmente solo un anello continuo agganciato attorno a due pulegge. Un problema comune è che nel tempo la cinghia può scivolare su una puleggia e diventare gradualmente più tesa nella parte superiore rispetto alla parte inferiore, o viceversa, e di nuovo ciò può causare strati disallineati. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE LE ASTE SIANO PULITE E OLIATE Nel corso del tempo i detriti possono accumularsi sulle aste, causando strane chiazze di maggiore attrito che a loro volta possono influenzare il libero movimento della testa e causare nuovamente lo spostamento dello strato. Una rapida pulizia e rilubrificazione delle aste di solito risolve il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI ASTE PIEGATE O DISALLINEATE PARTE I Se vedi che la testina di stampa vacilla in determinati punti, potrebbe essere che una delle aste si sia leggermente piegata. Di solito puoi verificarlo spegnendo la macchina in modo che non ci sia alimentazione attraverso gli stepper e quindi spostando la testina di stampa attraverso l'asse X e Y. Se senti resistenza, allora sai che qualcosa non va. Inizia vedendo se le aste sono allineate. Molte stampanti utilizzano barre filettate anziché viti di comando e sebbene queste facciano il loro lavoro, hanno la tendenza a piegarsi nel tempo. Non preoccuparti di smontare la tua stampante per vedere se sono dritte, usa semplicemente un software di controllo come "Printrun" per spostare la testa di stampa verso l'alto o verso il basso. Se una delle aste dell'asse Z è piegata, vedrai immediatamente. Sfortunatamente, è quasi impossibile raddrizzare con precisione un'asta una volta piegata, ma il lato positivo è che è una buona scusa per sostituire le vecchie aste filettate. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LE PULEGGE MOTRICI Questi sono solitamente collegati direttamente a un motore passo-passo oa una delle aste principali che azionano la testina di stampa. Se ruoti con attenzione la puleggia vedrai un piccolo grano. Tenendo sia l'asta che la cinghia attaccata, dai uno strattone alla cinghia per far girare la puleggia. Dovresti scoprire che non c'è slittamento tra la puleggia e lo stepper o l'asta. Se c'è, stringi il grano e riprova. Elenco di controllo dei problemi di stampa 3D: disallineamento dei livelli Controllare la tensione delle cinghie Verificare la presenza di cinghie saltate Verificare che le aste siano pulite e sufficientemente lubrificate Verificare la presenza di aste piegate o disallineate Controllare le pulegge motrici Torna all'Indice Mancanza di strati Qual è il problema della stampa 3D? Ci sono lacune nel modello perché alcuni strati sono stati saltati (in parte o completamente). Cosa sta causando questo problema di stampa 3D? Per gli strati saltati poco frequenti, questo può essere indicato come sottoestrusione temporanea. Potrebbe essersi verificato un problema con il filamento (ad es. variazione del diametro), la bobina del filamento, la ruota di alimentazione o l'ugello si è ostruito. In alternativa, l'attrito ha causato il blocco temporaneo del pitatto. La causa potrebbe essere che le aste verticali non sono perfettamente allineate con i cuscinetti lineari. È anche possibile che ci sia un problema con una delle aste o dei cuscinetti dell'asse Z. L'asta potrebbe essere deformata, sporca o coperta da un eccesso di olio. Risoluzione dei problemi relativi alla stampa 3D: mancanza di strati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLO MECCANICO È buona norma dare una occhiata alla tua stampante 3D di tanto in tanto per fare manutenzione ordinaria. Inizia controllando le aste e assicurati che siano tutte inserite nei cuscinetti o nei fermagli e che non siano saltate fuori o spostate anche solo leggermente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLO DELL'ALLINEAMENTO DELL'ASTA Assicurati che tutte le aste siano ancora perfettamente allineate e non si siano spostate. Spesso puoi dirlo spegnendo l'alimentazione (o disabilitando gli stepper) e spostando delicatamente la testa di stampa attraverso l'asse X e Y. Se c'è qualche resistenza al movimento allora c'è qualcosa che non va e di solito è abbastanza facile dire se ciò è dovuto a un disallineamento, un'asta leggermente piegata o un problema con uno dei cuscinetti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CUSCINETTO USURATO Quando i cuscinetti si usurano, di solito te lo fanno sapere creando un frastuono udibile. Dovresti anche essere in grado di sentire un movimento irregolare nella testina di stampa e durante la stampa la macchina sembra vibrare leggermente. In tal caso, scollegare l'alimentazione e spostare la testa di stampa attraverso X e Y per individuare la regione del cuscinetto rotto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI OLIO La lubrificazione è facile da dimenticare, ma mantenere tutto ben oliato è essenziale per il buon funzionamento della macchina. L'olio per macchine da cucire è l'ideale e può essere acquistato presso quasi tutte le mercerie a un prezzo relativamente economico. Prima di iniziare ad applicare liberamente, controlla che le aste siano pulite e prive di sporco e residui di stampa: una rapida pulizia delle aste prima di applicare una nuova mano di olio è sempre una buona idea. Quando tutte le aste sono pulite, basta tamponarle un po', ma non troppo. Quindi utilizzare il software di controllo della stampante come Printrun per spostare la testa attraverso l'asse X e Y per assicurarsi che le aste siano coperte uniformemente e si muovano senza intoppi. Se aggiungi un po' troppo olio, non preoccuparti, puliscine un po' con un panno, ma fallo subito! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SOTTOESTRUSIONE Il problema finale potrebbe essere la sottoestrusione. Dai un'occhiata al suggerimento dedicato alla risoluzione dei problemi di stampa 3D per la sottoestrusione. Elenco di controllo dei problemi di stampa 3D: strati mancanti Controlla la meccanica e assicurati che tutto sia stretto Ricontrolla la costruzione e l'allineamento della stampante Fai attenzione ai cuscinetti usurati e alle aste piegate Aggiungi un filo d'olio per mantenere le cose lisce Torna all'Indice Stampa con bordi inclinati Qual è il problema della stampa 3D? Man mano che la stampa si forma i bordi verticali sono stampati inclinati. Cosa sta causando questo problema di stampa 3D? La causa del problema è generalmente molto semplice; una delle pulegge attaccate a un motore passo-passo è leggermente allentata, oppure una delle cinghie sfrega contro qualcosa e blocca l'intera corsa della testa. Tutto quello che devi fare per correggere il problema è assicurarti che nessuna delle pulegge stia scivolando e che le viti senza testa che tengono le pulegge in posizione siano tutte serrate. Sebbene questa dovrebbe essere una soluzione rapida e semplice, un problema che potresti riscontrare mentre stringi le pulegge è che le piccole viti senza testa che si stringono sull'albero del motore non sono sempre di facile accesso. In primo luogo, capisci quale puleggia sta causando il problema. Risoluzione dei problemi relativi alla stampa 3D: stampa con bordi inclinati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE GLI ASSI X E Y Dopo aver capito in quale direzione la stampa si inclina - asse X o asse Y - puoi controllare le cinghie e le pulegge. Se hai una stampante come la Prusa i3, il processo è piuttosto semplice, poiché gli stepper sono collegati direttamente alla cinghia di trasmissione principale. Per Ultimaker e altre stampanti, il processo può essere un po' più complicato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE LE CINGHIE NON SFREGHINO Guarda intorno a ciascuna delle cinghie e assicurati che non sfreghino contro il lato della macchina o altri componenti. Inoltre, verificare che l'allineamento delle cinghie sia corretto. Se uno è leggermente inclinato, ciò può causare problemi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SERRARE LA VITE SENZA TESTA DELL'ACCOPPIATORE DEL MOTORE PASSO-PASSO Dopo aver capito quale asse sta causando il problema, utilizzare una chiave a brugola per serrare la vite senza testa dell'accoppiatore corrispondente che si attacca al motore passo-passo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LE PULEGGE DELL'ASTA Macchine più complesse come Ultimaker 2 hanno una serie di cinghie e pulegge. Le aste principali X e Y nella parte superiore della macchina sono dotate di otto pulegge. È improbabile che questi causino uno slittamento, ma se uno è allentato, una cinghia potrebbe disallinearsi. Controllale tutte. Lista di controllo dei problemi di stampa 3D: modelli pendenti Controlla gli assi X e Y Controlla che le cinghie non sfreghino Serrare la vite senza testa della puleggia del motore passo-passo Controllare le pulegge dell'asta e serrare Torna all'Indice Le parti a sbalzo sono gestite male Qual è il problema della stampa 3D? Carichi la tua stampa nel tuo software di slicing e tutto sembra a posto. Premi stampa e scopri che alcune parti del modello vengono stampate assolutamente bene, mentre altre parti finiscono come un pasticcio filamentoso. Il problema delle sporgenze è spesso visto come un errore da principiante della stampa 3D, ma è sorprendente quanto spesso anche i più esperti cadano in questo problema. Cosa sta causando questo problema di stampa 3D? Il processo di FFF richiede che ogni layer sia costruito su un altro. Dovrebbe quindi essere ovvio che se il tuo modello ha una sezione della stampa che non ha nulla al di sotto, il filamento verrà estruso nel nulla e finirà per cadere per gravità. In realtà il software slicer dovrebbe evidenziare che ciò accadrà. Ma la maggior parte dei software di slicer ci consente semplicemente di andare avanti e stampare senza evidenziare che il modello richiede un qualche tipo di struttura di supporto. Risoluzione dei problemi relativi alla stampa 3D: le parti a sbalzo sono stampate male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGERE SUPPORTI La soluzione più rapida e semplice è aggiungere supporti. La maggior parte dei software di slicing ti consentirà di farlo rapidamente. In Simplify3D fare clic su Modifica impostazioni processo > Supporto > Genera materiale di supporto; puoi regolare la quantità, il modello e le impostazioni. In Cura basta selezionare il tipo di supporto desiderato dalle impostazioni di base. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CREARE SUPPORTI NEL MODELLO I supporti generati dal software a volte possono essere invadenti e causare il blocco del materiale di supporto in punti impossibili da rimuovere. Creare i supporti nel software di modellazione è una buona alternativa. Ci vuole un po' più di abilità, ma può consentire alcuni risultati fantastici. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CREARE UNA PIATTAFORMA DI SUPPORTO Anche l'utilizzo di supporti dal piano di stampa può causare problemi poiché spesso devono coprire distanze verticali piuttosto grandi. Considerato che i supporti sono strutture fragili, più le stampi alte e grandi più rischi che ei rompano da sole durante la stampa. Creare un blocco solido o un muro sotto le parti a sbalzo del mdoello può essere un'ottima soluzione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: INCLINARE LE PARETI Se si dispone di una sporgenza in stile mensola, una soluzione semplice è quella di inclinare il muro a 45º in modo che il muro si sostenga effettivamente da solo ed elimini la necessità di qualsiasi altro tipo di supporto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SCOMPORRE IL MODELLO Un altro modo per guardare il modello è scomporlo in stampe separate. Con alcuni modelli questo ti permette di capovolgere quello che sarebbe uno sbalzo e renderlo invece una base. L'unico problema con questo metodo è che devi quindi trovare un modo per rimettere insieme le due parti. Lista di controllo dei problemi di stampa 3D: le sporgenze sono disordinate Aggiungi supporti Crea nei supporti del modello Crea una piattaforma di supporto Stampare le pereti inclinate a 45 gradi Separare il modello in stampe più piccole Torna all'Indice Le superfici che appoggiano sui supporti vengono male Qual è il problema della stampa 3D? Hai stampato un modello complesso con supporti creati con il software scelto. Ma quando si tratta di rimuovere la struttura, sulla superficie rimangono piccoli resti di materiale. Quando provi a carteggiare o rimuovere il materiale rimanente, rovina l'effetto complessivo del modello. Cosa sta causando questo problema di stampa 3D? I supporti sono una parte essenziale della stampa 3D. Potresti anche essere sorpreso dalle capacità della tua stampante, la quale può anche creare ponti molto lunghi se gestisci bene i parametri di stampa. Le soluzioni software come Cura e Simplify3D sono in grado di produrre strutture di supporto eccezionali e, per la maggior parte, questi supporti generati automaticamente supereranno di gran lunga la qualità di qualsiasi soluzione pensata diversamente. Ma sebbene i supporti generati automaticamente facciano il loro lavoro, possono essere difficili da rimuovere. A seconda del software di slicing, l'abilitazione dei supporti richiederà l'attivazione di una casella di controllo. Ci sono molte opzioni associate che ti consentono di mettere a punto la struttura di supporto e ridurre al minimo l'effetto che le strutture avranno sulla superficie dei tuoi modelli. Tuttavia, per quanto tu sia attento con le impostazioni del supporto, i supporti stessi servono per toccare le parti a sbalzo del modello, le quali si appoggiano su di essi, quindi lasceranno sempre una sorta di traccia. Il problema della finitura superficiale quando si utilizzano i supporti è importante e la gravità dell'effetto cambierà a seconda dei tipi di materiale utilizzati. Un filamento più fragile come il PLA è spesso più difficile da lavorare e rifinire rispetto a un ABS. Risoluzione dei problemi della stampante 3D: le superfici che appoggiano sui supporti vengono male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL POSIZIONAMENTO DEL SUPPORTO La maggior parte dei software di slicing ti consentirà di scegliere se dove creare i supporti. I supporti potrebbero appoggiare sul piatto di stampa, ma anhe direttamente sul modello. Tutto dipende dalla forma del modello che devi realizzare, caratteristica fondamentale per definire come e dove usare i supporti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE LA CAPACITÀ DELLA STAMPANTE Molto spesso le persone usano i supporti senza rendersi conto che la loro stampante può coprire alcuni sbalzi e stampare facilmente angoli relativamente ripidi. La maggior parte delle stampanti è in grado di colmare sbalzi di 50 mm e angoli di stampa di 50º senza errori. Provaci! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CARATTERIZZA I SUPPORTI A seconda del tipo di modello, un cambiamento nel modello di supporto potrebbe essere tutto ciò che serve per una migliore interfaccia del modello di supporto; prova a passare da "Grid" a "Zig Zag". SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA DENSITÀ DEL SUPPORTO Nel tuo software slicer cambia la vista in "Layers" e dai un'occhiata alla struttura di supporto. Il software predefinito di solito applica una struttura di supporto densa. Se riduci questa densità, il supporto diventerà più debole, ma fintanto che la tua stampante è regolata con precisione, questo non dovrebbe essere un problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA TEMPERATURA DI STAMPA Ricontrolla l'intervallo di temperatura del filamento e regola la temperatura dell'estremità calda al minimo per il materiale. Ciò può comportare un legame più debole tra gli strati, ma renderà anche più facile la rimozione della struttura di supporto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: DOPPIA ESTRUSIONE E MATERIALI DI SUPPORTO SOLUBILI L'uso di una stampante con doppio estrusore può essere la soluzione definitiva. I materiali di supporto solubili in acqua come il PVA sono efficaci e forniscono un modo conveniente per ottenere stampe complesse senza sacrificare completamente la finitura superficiale. Soprattutto, puoi aggiungere supporti alle cavità da cui in precedenza sarebbe stato impossibile rimuovere i supporti del materiale di stampa standard, il che significa che anche le stampe più complesse saranno realizzabili più facilmente. Elenco di controllo dei problemi di stampa 3D: le aree superficiali sotto i supporti sono ruvide Controlla il posizionamento del supporto Verificare la capacità della stampante Caratterizza i tuoi supporti Ridurre la densità del supporto Usa una stampante con doppio estrusore Torna all'Indice Dettagli non stampati correttamente Qual è il problema della stampa 3D? La stampante non riesce a realizzare dettagli o elementi di piccola dimensione. I bordi e gli angoli che dovrebbero essere nitidi e precisi hanno una curva e una "morbidezza". Cosa sta causando questo problema di stampa 3D? Ci sono una serie di problemi che possono influire sulla qualità della stampa quando si tratta di dettagli precisi. La causa più comune di stampe con pochi dettagli è, ovviamente, l'altezza dei layer. Se hai impostato una bassa risoluzione (altezza dello strato elevata) per la tua stampante, non sarai in grado di ottenere stampe lisce, indipendentemente da quanto sia buona la tua stampante. La dimensione dell'ugello è un altro elemento. C'è un equilibrio molto delicato tra le dimensioni dell'ugello e la qualità di stampa fine. In un ambiente di produzione, un ugello da 0.5 mm è l'ideale. Per uso generale invece, un ugello da 0.4 mm va più che bene. Ma se devi ottenere dettagli di un certo livello, l'uso di un ugello da 0.2 mm potrebbe essere ideale. L'ugello più piccolo significherà anche che la tua macchina dovrà essere messa a punto con precisione poiché eventuali problemi verranno amplificati. La temperatura dell'ugello è fondamentale, poiché la tua stampante deve essere in grado di estrudere la plastica senza intoppi. Quando si tratta di dettagli, assicurati che l'ugello sia pulito prima di iniziare, anche il minimo accumulo di filamento o un piccolo blocco si evidenzieranno nella stampa. Anche la velocità di stampa avrà un enorme effetto sui dettagli. Potrebbe essere necessario regolare la velocità della ventola per far fronte all'aumento del tempo di estrusione. Alcune stampanti traggono vantaggio anche dal fatto che la ventola dell'estrusore sia impostata sull'impostazione più bassa (o addirittura spenta). Sebbene i marchi più economici di materiali per stampa 3D possano sembrare uguali, le tolleranze della composizione chimica del diametro possono variare e questa incoerenza verrà evidenziata nella stampa finale. Assicurati di usare materiali di qualità! Verifica infine che il piano di stampa sia livellato. Anche il minimo errore nel livello avrà ripercussioni su tutta la stampa quando si stampa ad alta risoluzione. Risoluzione dei problemi della stampante 3D: dettagli non stampati correttamente SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA RISOLUZIONE Aumenta la risoluzione: un'altezza dello strato inferiore darà alle stampe una finitura più uniforme. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: DIAMETRO DELL'UGELLO Più piccolo è il diametro dell'ugello, maggiore è il dettaglio che puoi stampare. Ma un ugello piccolo significa anche tolleranze inferiori, quindi la tua macchina deve essere altamente messa a punto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: FAI MANUTENZIONE ALLA TUA STAMPANTE Qualsiasi attrito aggiuntivo dovuto a barre leggermente disallineate o cinghie allentate sarà immediatamente evidente nella stampa. Assicurati che tutto sia stretto e allineato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PULIRE L'UGELLO Prima di iniziare una stampa dettagliata, assicurati che l'ugello sia pulito. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RALLENTA Riduci la velocità di stampa: una buona estrusione lenta è meno soggetta a errori. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: UTILIZZARE UN FILAMENTO DI QUALITÀ Selezionare il materiale giusto da un produttore di filamenti di qualità è la chiave per stampe di buona qualità. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL PIATTO DI STAMPA EseguI la procedura di calibrazione per verificare che la piattaforma sia livellata. Elenco di controllo dei problemi di stampa 3D: i dettagli fini non vengono stampati correttamente Bassa risoluzione Diametro dell'ugello ridotta Assicurati che tutto sia funzionante e manutenuto Pulisci l'ugello Stampa a bassa velocità Usa un filamento di qualità Controlla il livellamento del piatto Torna all'Indice Depositi e increspature sulle superfici (Ringing) Qual è il problema della stampa 3D? L'effetto delle onde visive o delle increspature sulla superficie di stampa è uno di quei problemi minori e fastidiosi che molti di noi semplicemente trascurano. Ha l'abitudine di andare e venire, e non sembra esserci davvero alcun motivo coerente per il problema. L'effetto è normalmente molto sottile e appare come un'onda o un'increspatura attraverso la superficie della stampa, anche la sua posizione e gravità possono cambiare. A parte un leggero effetto visivo sulla superficie, l'effetto di queste increspature ha poco altro effetto sulla qualità della stampa 3D finale, tranne ovviamente nei casi più gravi. Cosa sta causando questo problema di stampa 3D? Il problema delle onde nelle tue stampe 3D è solitamente dovuto a vibrazioni e velocità. I produttori fanno moltissimo con le loro macchine per assicurarsi che le piccole vibrazioni create dai motori siano ridotte al minimo assoluto. Il peso della macchina aiuta a ridurre al minimo le vibrazioni attraverso la macchina ma non le elimina completamente. Quelle piccole vibrazioni possono viaggiare attraverso gli assi della macchina, rovinando le tue stampe. Questo problema può riscontrarsi soprattutto nelle macchine a grande volume. Le vibrazioni possono anche essere amplificate da scarsa manutenzione e cuscinetti lineari usurati. Controlla regolarmente che la tua stampante sia pulita, priva di sporcizia e ricorda di mantenere le guide oliate. Quando la stampante è spenta controlla la qualità dei cuscinetti lineari e assicurati che il movimento della testina di stampa sia fluido, puoi farlo muovendo la testina con le dita. Assicurati che tutto sia a posto prima di iniziare. Mentre fai manutenzione, assicurati che tutti i bulloni e le punte all'interno della macchina siano in buone condizioni e serrati, soprattutto se hai costruito la macchina da solo. Le onde si presentano anche se stampi troppo velocemente. La soluzione semplice qui è semplicemente ridurre la velocità di stampa, questo risolverà il problema nella maggior parte dei casi. Se hai ancora bisogno di stampare velocemente, prova ad aumentare il flusso e la temperatura di estrusione. Infine, e questo è uno per gli utenti più avanzati, fai attenzone all'accelerazione del firmware. Questo regola la velocità della testa di stampa mentre cambia direzione, la sua funzione è quella di aiutare a prevenire il ronzio. Qui ci sono due funzioni che dovresti guardare e questo cambierà a seconda della macchina. Cerca l'accelerazione e il jerk, ci sono diversi valori elencati, inizia abbassando il jerk e poi l'accelerazione durante la stampa. Risoluzione dei problemi della stampante 3D: depositi e increspature sulle superfici (ringing) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LE VIBRAZIONI Assicurati che la superficie che usi per la tua stampante 3D sia solida e mentre la stampante stampa non ci siano vibrazioni. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE I CUSCINETTI I cuscinetti lineari si consumano nel tempo, con la stampante spenta controllare che tutto funzioni ancora senza intoppi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: ASSICURARSI CHE TUTTO SIA STRETTO È incredibile come un bullone allentato possa influire sulla qualità di stampa, come parte della tua routine di manutenzione assicurati che tutto sia serrato e serrato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AGGIUNGERE OLIO Controllare che tutte le aste siano prive di polvere e sporco, quindi aggiungere una goccia di olio per assicurarsi che tutto sia ben lubrificato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RALLENTARE LA STAMPA Ridurre la velocità di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: REGOLARE L'ACCELERAZIONE DEL FIRMWARE Solo per utenti avanzati, controlla il firmware della stampante e regola i valori nel codice per l'accelerazione e jerk, dovrai quindi caricare nuovamente il firmware sulla tua macchina. Elenco di controllo dei problemi di stampa 3D: increspature ed "echi" nella stampa (squilli) Ridurre le vibrazioni Controlla i cuscinetti Assicurati che tutto sia stretto Aggiungere l'olio Rallenta la stampa Regola l'accelerazione del firmware Torna all'Indice Strisce diagonali sulla stampa Qual è il problema della stampa 3D? Le linee appaiono sullo strato superiore della stampa, di solito in diagonale da un lato all'altro. Cosa sta causando questo problema di stampa 3D? Una stampa 3D viene creata disponendo strati successivi, uno dopo l'altro. Man mano che ogni strato viene impostato, la testa di stampa si sposta lungo gli assi X e Y. Una volta completato lo strato, la testa si solleva attraverso l'asse Z e ritorna al punto iniziale per depositare lo strato successivo. È a questo punto che possono verificarsi linee visibili. Queste possono essere causati da una serie di impostazioni della stampante, ma in sostanza il problema è dovuto dall'ugello che graffia fisicamente la superficie. Oppure, potrebbe esserci del filamento caldo che scende dall'ugello e, anche in questo caso, gratta la superficie. L'eccessiva estrusione è un'altra causa meno comune, poiché la testa solleva i trascinamenti in eccesso sulla superficie lasciando una traccia di filamento. Su superfici piane più grandi potresti vedere la linea diagonale sbiadire sulla superficie. Una temperatura troppo alta è una causa meno probabile, ma con alcuni filamenti più economici o più vecchi il calore residuo dell'ugello può portare il filamento a fuoriuscire dall'ugello, lasciando di nuovo una striscia mentre l'ugello si sposta. Risoluzione dei problemi della stampante 3D: strisce diagonali sulla stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RETRAZIONE Prova ad aumentare la quantità di retrazione. Se il problema persiste, dai un'occhiata alla sovraestrusione o alla temperatura dell'ugello. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE L'ESTRUSIONE Il modo in cui si regola la portata del filamento varia a seconda della stampante. Utilizzando Cura e la serie Ultimaker troverai i dettagli del flusso sulla macchina nelle impostazioni del materiale per Ultimaker 2, su Ultimaker 3 li troverai nelle impostazioni personalizzate nel software Cura. Ridurre la portata del 5% e stampare un cubo di calibrazione per verificare se il filamento viene estruso correttamente ed eliminare il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: TEMPERATURA DELL'UGELLO La tolleranza dei filamenti di buona qualità dovrebbe negare il problema in linea di principio, ma se il filamento è rimasto fermo per un po', esposto all'umidità o alla luce solare, potresti scoprire che le tolleranze del filamento alla temperatura si sono ridotte. Diminuire la temperatura dell'hot end di 5 ºC e riprovare. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: Z-LIFT Se la testa non si solleva abbastanza in alto dalla superficie della stampa, l'ugello stesso può causare cicatrici mentre si sposta da uno strato all'altro. Ci sono impostazioni Z-lift o Z-hop, altrimenti aumenta Z-Hop o Z-Lift con incrementi di 0,25 mm. Elenco di controllo dei problemi di stampa 3D: strisce diagonali sulla stampa Usa la retrazione Controlla l'estrusione Abbassa la temperatura dell'ugello Usa lo z-hop Torna all'Indice Stampa filamentosa, che collassa (sovraestrusione) Qual è il problema della stampa 3D? Sovraestrusione significa che la stampante fornisce più materiale del necessario. Ciò si traduce in materiale in eccesso all'esterno del modello stampato. Cosa sta causando questo problema di stampa 3D? In genere, l'impostazione del moltiplicatore di estrusione o del flusso nel software di slicing è troppo alta. Risoluzione dei problemi relativi alla stampa 3D: stampa filamentosa, che collassa (sovraestrusione) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: MOLTIPLICATORE DI ESTRUSIONE Apri il tuo software slicer e verifica di aver selezionato il moltiplicatore di estrusione corretto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: IMPOSTAZIONE DEL FLUSSO Se tutto sembra corretto, diminuire l'impostazione Flusso nel software della stampante. Elenco di controllo dei problemi di stampa 3D: stampa filamentosa, che collassa (sovraestrusione) Verifica di avere le impostazioni corrette del moltiplicatore di estrusione Diminuire le impostazioni del flusso del filamento Torna all'Indice Strati sottili e deboli (sottoestrusione) Qual è il problema della stampa 3D? "Sottoestrusione" significa che non si fornisce materiale sufficiente per la stampa. La sottoestrusione si riconosce in diversi modi, in particolare dagli strati sottili, strati mancanti del tutto o fessure non volute. Cosa sta causando questo problema di stampa 3D? Ci sono diverse possibili cause. Innanzitutto, il diametro del filamento utilizzato non corrisponde al diametro impostato nel software di slicing. In secondo luogo, la quantità di materiale estruso è troppo bassa a causa di impostazioni errate del software dello slicer. Oppure il flusso del materiale in uscita attraverso l'estrusore è limitato dallo sporco nell'ugello. Risoluzione dei problemi relativi alla stampa 3D: strati sottili e deboli (sottoestrusione) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE IL DIAMETRO DEL FILAMENTO Verifica se hai impostato il diametro del filamento corretto nel software di slicing. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: MISURARE IL FILAMENTO Se ancora non ottieni i risultati desiderati e il flusso del filamento è il problema, usa un set di calibri per ricontrollare il diametro del filamento. Dovresti essere in grado di modificare accuratamente le impostazioni del diametro del filamento nelle impostazioni del software slicer. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE LA PRESENZA DI DETRITI NELL'HOT-END Dopo la stampa, la maggior parte delle stampanti solleverà la testina di stampa dalla base di stampa. Controllare rapidamente che l'ugello sia libero da un accumulo di filamenti e sporco. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: IMPOSTARE IL MOLTIPLICATORE DI ESTRUSIONE Se non c'è discrepanza tra il diametro effettivo del filamento e l'impostazione del software, allora il moltiplicatore di estrusione (noto anche come portata o compensazione del flusso) potrebbe essere troppo basso. Ogni applicazione slicer lo gestirà in modo leggermente diverso, ma il principio è aumentare questo valore in incrementi del 5% finché non vedi che il problema è scomparso. Elenco di controllo dei problemi di stampa 3D: sottoestrusione Controlla il diametro del filamento Utilizzare calibri per misurare il diametro del filamento Verificare che l'hot end sia pulito Regola il moltiplicatore di estrusione con incrementi del 5%. Torna all'Indice Accumulo di materiale nella superficie superiore (pillowing) Qual è il problema della stampa 3D? La superficie superiore della stampa mostra materiale in eccesso, fori o strisce antiestetiche. Cosa sta causando questo problema di stampa 3D? Le due cause più comuni sono il raffreddamento improprio dello strato superiore e il fatto che la superficie superiore non sia abbastanza spessa. Risoluzione dei problemi relativi alla stampa 3D: Accumulo di materiale nella superficie superiore (pillowing) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LA POSIZIONE DELLA VENTOLA Verifica che le ventole attorno all'hot-end girino bene, specialmente nella fine della stampa. Se sembrano funzionare correttamente, il problema potrebbe essere che non dirigono un flusso d'aria sufficiente sulla stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: IMPOSTARE LA VELOCITÀ DELLA VENTOLA IN G-CODE Un g-code comune per Fan On è M106 ed è M107 Fan Off. M106 avvia la ventola e S255 la imposta al massimo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LO SPESSORE DELLO STRATO SUPERIORE La soluzione più semplice è aumentare lo spessore dello strato superiore. Assicurati di avere almeno 4 strati di materiale pieno. Elenco di controllo dei problemi di stampa 3D: accumulo di materiale nella superficie superiore (pillowing) Assicurati che le ventole siano a regime e in posizione Imposta manualmente la velocità della ventola Aumenta lo spessore dello strato superiore Torna all'Indice Stampa filamentosa o pelosa (stringing) Qual è il problema della stampa 3D? Il modello si presenta peloso, con filamenti sottili attaccati alle superfici esterne. Cosa sta causando questo problema di stampa 3D? Quando la testa di stampa si sposta con movimenti di travel, il filamento gocciola dall'ugello lasciando dei residui. Risoluzione dei problemi di stampa 3D: stampa filamentosa o pelosa (stringing) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: ABILITARE LA RETRAZIONE La retrazione è fondamentale quando si tratta di qualità della finitura e può essere abilitata attraverso la maggior parte dei software di slicing. La sua funzione è piuttosto semplice e funziona ritraendo il filamento nell'ugello prima che la testa si muova. L'idea è che eviti che il filamento fuso scenda dall'ugello quando ci sono movimenti senza estrusione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CORSA MINIMA (MM) La riduzione della corsa minima è di solito la soluzione più rapida se la retrazione standard non sta facendo il lavoro. Riduci il valore in incrementi di 0,5 mm. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: TOGLI I FILI MANUALMENTE Questa non è la soluzione più elegante, ma sicuramente la più rapida e semplice. Elenco di controllo dei problemi di stampa 3D: stampa filamentosa o pelosa (stringing) Abilita la retraction Regolare la corsa minima prima che inizi la retrazione Pulisci il modello manualmente Torna all'Indice Poca precisione dimensionale Qual è il problema della stampa 3D? I modelli che stampi non hanno precisione dimensionale rispetto i modelli digitali originari. I fori vengono deformati. Le superfici a incastro sono deformate o non combaciano. Cosa sta causando questo problema di stampa 3D? Il problema potrebbe derivare da una progettazione digitale non fatta correttamente. Spesso si modella pensando a come si vuole il modello fisico senza considerare il processo di fabbricazione. Nella stampa 3D devi considerare la deposizione del materiale, i flussi di estrusione, eventuali eccessi o mancanze di materiale, movimenti bruschi e la dimensione dell'ugello, ecc. Se i fori non sono tondi, ma magari escono ovali, forse c'è un problema con le cinghie. Risoluzione dei problemi della stampante 3D: poca precisione dimensionale SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE L'UNITÀ DI MISURA DI LAVORO Nel tuo software di stampa 3D assicurati di aver selezionato le dimensioni reali e l'unità di misura corrette. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RICONTROLLA LE MISURAZIONI Se stai progettando una parte che deve connettersi con altri oggetti, ricontrolla le tue misure e usa un calibro digitale. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: FORI DELLE VITI SOVRADIMENSIONATI Se stai facendo un foro per una vite, crea una vite M5 3D virtuale con un diametro leggermente più grande di quello che dovrebbe essere e usala per estrarre/creare una sottrazione booleana dal modello in cui vuoi che appaia il foro. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE IL NUMERO DI POLIGONI Ridurre il numero di poligoni dei tuoi modelli può causare problemi con i bordi leggermente appiattiti. Assicurati di mantenere i poligoni entro un conteggio ragionevole per sfumature più uniformi e migliori adattamenti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PROVA LA PRECISIONE DELLA STAMPANTE CON TEST CUBE Usa un cubo di calibrazione della stampa 3D per controllare le dimensioni X, Y e Z della tua stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA TEMPERATURA DELL'UGELLO Prova a ridurre la temperatura di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE CINGHIE E BINARI Controllare la tensione di ogni cinghia e assicurarsi che tutti gli assi siano diritti e correttamente allineati. Elenco di controllo dei problemi di stampa 3D: accuratezza delle dimensioni di stampa Controlla le dimensioni Ricontrolla le misure Assicurati che le parti siano dimensionate correttamente Mantieni alto il numero di poligoni Controllare la temperatura dell'ugello Controllare le cinghie e le guide Torna all'Indice La stampa si sposta e risulta disallineata Qual è il problema della stampa 3D? Ottieni un effetto a gradini nella stampa. Gli strati sono disallineati o proprio staccati tra di loro in direzione longitudinale. Cosa sta causando il problema della stampa 3D? Le cinghie o i motori potrebbero perdere dei passi durante la stampa. L'estrusore potrebbe bloccarsi e perdere movimenti. Il piatto di stampa potrebbe avere vibrazioni. Potrebbe esserci qualcosa dentro la stampante che causa blocchi improvvisi. Se stampti troppo velocemente le guide potrebbero perdere passi. Risoluzione dei problemi relativi alla stampa 3D: la stampa si sposta e risulta disallineata SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE CHE LA STAMPANTE ABBIA UNA BASE STABILE Posizionare la stampante su una base stabile e in un luogo in cui eviterà urti e manipolazioni in genere. Anche una piccola spinta della stampante può spostare la base di stampa e causare problemi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE IL PIANO DI STAMPA SIA SICURO Molte stampanti 3D utilizzano una qualche forma di letto di stampa staccabile. Anche se questo è utile quando si tratta di rimuovere le stampe ed evitare danni alla stampante, significa anche che nel tempo i fermagli e le viti possono allentarsi. Assicurarsi che quando si reinstalla la piattaforma di stampa sia agganciata o imbullonata saldamente in posizione per evitare scivolamenti o movimenti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PRESTARE ATTENZIONE AGLI STRATI SUPERIORI DEFORMATI Gli strati superiori di una stampa possono facilmente deformarsi se raffreddati troppo velocemente. Man mano che gli strati si deformano, si sollevano e possono causare un'ostruzione all'ugello mentre si muove. Nella maggior parte dei casi la stampa si stacca dalla piattaforma, ma in caso contrario i potenti motori passo-passo possono spingere la stampa e la piattaforma in giro. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA VELOCITÀ DI STAMPA Riduci la velocità di stampa per evitare che le guide o le cinghie perdano passi durante la stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LE CINGHIE Controlla la tensione delle cinghie. Se c'è un bel po' di gioco nelle cinghie allora è il momento di sostituirle con delle nuove. Anche le cinghie troppo strette possono essere un problema, ma questo di solito è solo un problema se hai costruito la macchina da solo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE GLI ACCOPPIATORI DI TRASMISSIONE Questi sono solitamente collegati direttamente a un motore passo-passo e a una delle aste principali che aziona la testina di stampa. Se ruoti con attenzione l'accoppiatore vedrai un piccolo grano. Tieni l'asta e afferra la cinghia attaccata, quindi tira la cinghia e prova a forzare la rotazione della puleggia. Dovresti scoprire che non c'è slittamento tra l'accoppiatore e lo stepper o l'asta. Se c'è, stringere la vite senza testa e riprovare. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PULIRE E OLIARE LE ASTE Nel corso del tempo i detriti possono accumularsi sulle aste, il che significa che in alcuni punti lungo la loro lunghezza incontrano un aumento dell'attrito. Ciò può influire sul libero movimento della testa e causare lo spostamento degli strati. Una rapida pulizia e rilubrificazione delle aste di solito risolve il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI ASTE DEFORMATE Se vedi che la testina di stampa vibra in determinati punti, potrebbe essere che una delle aste si sia leggermente piegata. Di solito puoi dirlo spegnendo la macchina in modo che non ci sia alimentazione attraverso gli stepper e quindi spostando la testa di stampa attraverso gli assi X e Y. Se senti resistenza, allora sai che qualcosa non va. Inizia vedendo se le aste sono allineate, se lo sono, rimuovi le aste e falle rotolare su una superficie piana. Se qualcosa è piegato, sarà abbastanza chiaro. Elenco di controllo dei problemi di stampa 3D: la stampa presenta offset in alcuni punti Verificare che la stampante sia su una base stabile Verificare che il piano di stampa sia ben saldo Fai attenzione agli strati superiori deformati Riduci la velocità di stampa Controlla le cinghie Controllare gli accoppiatori di trasmissione Controllare che le aste siano pulite e applicare dell'olio Verificare la presenza di aste deformate Torna all'Indice Ponti e bridge stampati male Qual è il problema della stampa 3D? I ponti sono essenzialmente un tratto di plastica che viene estruso tra due sostegni. Quando provi a coprire piccoli bridge il filamento cola per gravità, si arriccia o si aggrappa al modello. Anche nei bridge di appena 1-3 mm hai problemi di filamento arricciato o colato. La maggior parte dei filamenti sono performanti nel bridging e con una stampante ottimizzata la distanza raggiungibile durante il bridging può essere sorprendente. Cosa sta causando questo problema di stampa 3D? Andare a fondo dei problemi di bridging è di solito abbastanza facile e gran parte della diagnosi passa attraverso l'aspetto del bridge fallito. Nota che il modo in cui diverse applicazioni slicer gestiscono il bridging è molto diverso. Se i parametri legati ai bridge non sono impostati in modo ottimale, è inutile che tu prova a ottenere risultati migliori. Se il ponte che stai cercando di coprire è troppo grande, allora avrai sempre problemi. Devi scoprire quali sono i limiti della tua stampante e puoi farlo eseguendo semplici test. Il raffreddamento è un altro problema importante, il filamento deve essere raffreddato rapidamente per potersi sostenere tra le due colonne. La velocità di estrusione è altrettanto importante, se la testa di stampa si muove troppo velocemente, la velocità e le vibrazioni causeranno inevitabilmente instabilità prima che il filamento si sia solidificato. Una temperatura di estrusione troppo elevata risulterà spesso in bridging pessimo, mostrando ancora una volta il cedimento del filamento. Risoluzione dei problemi della stampante 3D: ponti e bridge stampati male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE I PARAMETRI DI BRIDGING Fai dei test di stampa aggiustando i parametri di stampa legati al bridging. Puoi usare questo modello 3D gratuito per fare i test. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AGGIUNGERE SUPPORTI Una soluzione rapida e semplice consiste nell'aggiungere dei supporti sotto la struttura a sbalzo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA VELOCITÀ DELLA VENTOLA Aumenta la velocità della ventola di estrusione per garantire che il filamento si raffreddi rapidamente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: DIMINUIRE LA VELOCITÀ DI ESTRUSIONE L'estrusione rapida è un no assoluto quando si tratta di creare un ponte, è necessario un processo lento e costante poiché il filamento deve avere il tempo di stabilizzarsi man mano che la distanza viene superata. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE SIMPLIFY3D Questo software di stampa 3D presenta un'opzione di bridging molto avanzata e riconoscerà automaticamente tutte le aree della stampa che richiedono un raffreddamento maggiore e velocità di estrusione inferiori. Lista di controllo dei problemi di stampa 3D: i ponti sono disordinati Controlla le capacità di bridging Aggiungi supporti Aumenta la velocità della ventola Diminuire la velocità di estrusione Usa Simplify3D Torna all'Indice Problemi di stampa 3D FDM: problemi generici Hai stampato correttamente e la stampa ha un bell'aspetto, ma c'è ancora un problema. Ecco i problemi di stampa 3D che non rientrano in nessuna delle categorie precedenti. Torna all'Indice La stampa non si stacca dal piano di stampa Qual è il problema della stampa 3D? Il modello in stampa non stacca dal piatto a fine stampa, è impossibile rimuoverlo. Il modello tende a rompersi in altri punti durante la rimozione dal piatto di stampa. Cosa sta causando questo problema di stampa 3D? Il piatto di stampa non è livellato correttamente. Il filamento ha aderito a colle o fori presenti nel piatto, diventando un tutt'uno con questi elementi. La temperatura del piatto è troppo alta e ha fatto aderire il materiale a colle o materiali superficiali. Risoluzione dei problemi della stampante 3D: la stampa non si stacca dal piatto di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: ABBI UN PO' DI PAZIENZA Attendo che la stampa si raffreddi completamente. Dopo un po' di tempo di raffreddamento, potrebbe rilasciarsi spontaneamente. Man mano che il filamento si raffredda, si solidifica, perdendo l'appiccicosità necessaria per l'adesione degli strati, compreso quello alla base. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE UNA SPATOLA Puoi trovarne una in qualsiasi negozio di ferramenta. Agisci con attenzione e cura per evitare rotture. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: PULIRE LA PIATTAFORMA DI STAMPA Se la tua piattaforma di stampa è sporca di colla, probabilmente è il momento di pulirla perché rischi che le stampe aderiscano troppo a questi residui di materiale. Passala sotto l'acqua calda (non bollente) e usa delicatamente una spatola per raschiare via l'eventuale colla superficiale. fai la stessa operazione se il modello non si stacca. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: INCOLLALO NEL FORNO Se hai un piatto di stampa in vetro o un'altra piattaforma resistente al calore senza plastica o componenti elettronici attaccati ed è possibile rimuoverlo dalla stampante, inseriscilo nel forno. Imposta la temperatura a 100º e poi usa una spatola per vedere se riesci a spostare la stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: NON UTILIZZARE FILAMENTI ECONOMICI I migliori filamenti non reagiscono chimicamente con altri materiali. Usa solo materiali di qualità! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PRATICARE DEI FORI Ciò richiede un po' di accortezza, ma creando alcuni fori nel design della base di stampa si può evitare un po' di adesione causata dall'eccessiva superficie di contatto. Elenco di controllo dei problemi di stampa 3D: la stampa è bloccata sul piano di stampa Attendi che il modello si raffreddi e ritiri un po' Usa una spatola Pulisci sempre la piattaforma di stampa Inserisci il piatto di stampa nel forno Non usare filamenti economici Fai dei buchi nel modello digitale Torna all'Indice Problemi di stampa 3D a resina: non viene stampato nulla Gli dei della stampa 3D ti guardano male. Hai passato mezz'ora a posizionare meticolosamente i supporti per cercare di assicurarti il successo, ma ora nulla si attacca al piano di stampa. E l'ingiustizia di tutto ciò? Probabilmente hai dovuto aspettare centinaia di strati per accorgertene. Torna all'Indice Resina troppo fredda Qual è il problema della stampa 3D? Proprio come alcuni filamenti di stampa 3D FDM, la temperatura ambiente può svolgere un ruolo importante nel determinare se una resina fotopolimerica si fisserà durante il processo di stampa SLA. Se la resina è troppo fredda, è improbabile che si indurisca e, in tal caso, si indurirà in modo incoerente, con conseguenti stampe parziali e scarsa adesione della lastra. Cosa sta causando questo problema di stampa 3D? La resina viene stampata a temperatura non consona. Per alcune resine possono essere necessarie temperature fino a 25-30 gradi Celsius. Risoluzione dei problemi della stampante 3D: resina troppo fredda SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: SPOSTARE LA STAMPANTE IN UNA STANZA PIÙ CALDA Spostare la stampante in una stanza più calda vicino a una fonte di calore potrebbe essere sufficiente per raggiungere quel punto ottimale e solidificare le stampe in resina. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: INVESTI IN UNA SOLUZIONE DI RISCALDAMENTO DELLA CAMERA Le stampanti SLA professionali hanno un sistema di riscaldamento della camera di stampa. Non è un caso, infatti, perché su queste macchine il problema della temperatura non deve esistere. Puoi provare a emulare questo sistema, provando a scaldare la camera di stampa della tua stampante. Lista di controllo dei problemi di stampa 3D SLA: resina troppo fredda Spostare la stampante in una stanza calda Trova un modo per riscaldare la camera Torna all'Indice Stampa debole, che si stacca o con residui Qual è il problema della stampa 3D? La stampa si stacca, presenta striature, layer staccati o residui. Nella stampa 3D SLA, una sorgente di luce UV, tipicamente un laser, indurisce la resina fotopolimerica. Proprio come la pellicola fotografica richiede una quantità significativa di esposizione alla luce affinché l'immagine venga catturata, così anche la resina deve essere esposta alla quantità appropriata di luce UV prima che si indurisca. Se la fonte luminosa non agisce a sufficienza, il materiale non indurisce. Cosa causa questo problema di stampa 3D? La sottoesposizione, a causa del laser che si muove troppo velocemente o di un laser sottodimensionato, non produrrà alcuna stampa o stampe deboli che non sono sufficientemente rigide per resistere alla forza di pelatura della tua macchina. Risoluzione dei problemi della stampante 3D: stampa debole, che si stacca o con residui SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DELLA STAMPANTE 3D: RIDURRE LA VELOCITÀ DI STAMPA A seconda della stampante SLA in uso, potrebbe essere possibile rallentare la velocità di stampa nelle impostazioni di slicing. Elenco di controllo dei problemi di stampa 3D SLA: stampa troppo veloce Diminuire la velocità di stampa Torna all'Indice Problemi di stampa 3D a resina: la mia stampa non è riuscita Ci sono una serie di possibili cause: vediamole. Torna all'Indice Il modello non aderisce al piano di stampa Qual è il problema della stampa 3D? La tua base di supporto non si attacca alla lastra di stampa. O si stacca parzialmente o si separa completamente e rimane a galleggiare attorno al serbatoio resina. Cosa causa questo problema di stampa 3D? Ci sono una serie di ragioni per cui questo può accadere. In primo luogo, è possibile che il modo in cui la tua stampante 3D SLA si riposiziona sullo strato di stampa successivo generi una forza maggiore di quella che puoi gestire con la stampa. L'effetto di aspirazione esercitato sulle stampe ogni volta che la lastra di stampa e il fondo della vasca di resina si separano per riposizionarsi può essere esagerato. A seconda del meccanismo con cui la tua stampante esegue questa azione, ci sono alcuni trucchi che puoi fare per ridurre al minimo o almeno mitigare questa attrazione. Potrebbe essere che la resina semplicemente non sia abbastanza calda. Risoluzione dei problemi della stampante 3D: il modello non aderisce al piatto di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIPOSIZIONA LA STAMPA Posizionare stampa in un'area della lastra di stampa soggetta a una minore forza di sfregamento può in qualche modo aiutare la stampa a ottenere un buon legame con la lastra di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: LIVELLARE LA VASCA Assicurati che la vasca e il piatto di stampa siano ben livellati. A volte non ci si rende conto di disallineamenti importanti. Cerca qualche tipo di istruzione per il livellamento del letto per la tua stampante o passaggi di calibrazione avanzati e provali. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA TEMPERATURA Prova a riscaldare la resina e la camera di stampa in qualche modo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LO STRATO DI INTERFACCIA DELLA VASCA DI RESINA Molte stampanti 3D SLA utilizzano un sottile strato di materiale simile al gel sul fondo della vasca di resina acrilica per fungere da strato di interfaccia. È inevitabile che, nel tempo, l'usura possa portare a una stampa scadente, rendendo alcune aree della lastra di stampa non più praticabili su cui stampare. La soluzione è sostituire lo strato di interfaccia, acquistare un nuovo strato di interfaccia se disponibile o, in caso contrario, una nuova vasca. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: FILTRA LA RESINA È buona norma setacciare la vasca dopo ogni stampa non solo per catturare delle particelle e rimuoverle, ma anche per rimuovere l'eventuale resina fissata sul fondo della vasca Elenco di controllo dei problemi di stampa 3D SLA: stampe che non aderiscono alla lastra di stampa Livella la tua vasca per resina Riposiziona il tuo modello per la stampa Controlla la temperatura della resina Controllare il livello dell'interfaccia della vasca Filtra la resina Carteggiare il piatto di stampa Torna all'Indice Una parte della stampa o dei supporti è staccata o spostata Qual è il problema della stampa 3D? Ad un certo punto durante la stampa, un pezzo della resina indurita si è spostato, separandosi completamente o spostandosi abbastanza da interferire e rovinare le altre parti della stampa. Cosa causa questo problema di stampa 3D? Potrebbe essere che ciò che stai stampando sia orientato in modo errato per resistere alle forze che si attivano nella vasca quando il materiale, dopo essere stato colpito dalla fonte luminosa, deve staccarsi dalla pellicola in FP o dal vetro sul fondo della vasca. La conseguenza è che si creano movimenti distorsivi che causano la separazione di parti o supporti. Tale movimento nella parte causerà la formazione di strati successivi sull'interfaccia della vasca, piuttosto che sulla stampa stessa, oppure con residui di plastica sul fondo della vasca. In alternativa, forse la tua stampa è posizionata correttamente, ma le tue strutture di supporto non sono abbastanza forti. Risoluzione dei problemi della stampante 3D: una parte della stampa o dei supporti è staccata o spostata SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: STAMPE VUOTE DI GRANDI DIMENSIONI Per i modelli che presentano un'ampia superficie in qualsiasi punto della loro stampa, dovresti prendere in seria considerazione l'idea di svuotarli (e aggiungere fori di drenaggio) ove possibile. Ciò significa che invece di forzare una grande superficie piatta a staccarsi dal fondo della vasca di resina ad ogni cambio di strato, si sta invece staccando ogni volta un contorno più sottile del modello. Ciò richiede molta meno forza ed è meno probabile che separi la tua stampa, anche se funziona meglio se aggiungi fori di drenaggio utilizzando il tuo software di modellazione/slicing. Senza buchi aggiunti alle masse solide della tua stampa, intrappolerai la resina non fissata all'interno. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SUPPORTI PIÙ FORTI Se il tuo modello sembra buono da stampare, ma sospetti che la forza di distacco sia ancora responsabile delle stampe fallite, il passaggio successivo che suggeriamo è rafforzare i tuoi supporti. Aumenta la larghezza delle punte in cui il supporto incontra la parte stampata di una frazione di millimetro e aggiungi dei montanti tra di loro se non l'hai già fatto. Potresti anche prendere in considerazione l'aggiunta di più supporti se non ti dispiace la prospettiva di una maggiore pulizia post-elaborazione una volta che la stampa è stata curata. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICA/PROTEGGI LA PIATTAFORMA DI STAMPA È possibile che la tua piattaforma di stampa non sia adeguatamente protetta. Man mano che la stampante svolge la propria attività spostando la piattaforma strato dopo strato, lievi variazioni di posizione dovute allo spostamento della piattaforma potrebbero causare il disallineamento degli strati e la loro separazione (delaminazione). SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIORIENTARE LA STAMPA Spesso un problema di stampa SLA può essere risolto con un migliore orientamento del modello. Questo non solo può migliorare la qualità delle tue stampe, ma può anche ridurre le sollecitazioni nella vasca e aumentare le possibilità di stampare con successo il modello. Per un orientamento ottimale del modello, è necessario considerare quanto segue: Posizionamento. Molte, se non tutte, le stampanti 3D a resina dal basso verso l'alto presentano una qualche forma di meccanismo di distacco per separare la lastra di stampa dal fondo della vasca di resina durante il riposizionamento sull'asse Z per lo strato successivo. A seconda del metodo utilizzato dalla stampante, è possibile che la forza di distacco cambi nell'area della lastra di stampa. Se è così, puoi aumentare la probabilità che la stampa sopravviva alle forze posizionandola in un'area soggetta a una forza di distacco più debole. Sostieni le sporgenze. Come per la stampa 3D FDM, le sporgenze gravi devono avere una qualche forma di supporto per stampare correttamente. Con alcuni modelli 3D, puoi mitigare la necessità di alcuni inclinando il tuo modello, diminuendo gli angoli di sporgenza nel processo e rendendoli fattibili per la stampa senza supporto. Punti minimi (o minimi). Come per le sporgenze che necessitano di supporti, i punti minimi sono parti isolate della tua stampa che non sono direttamente collegate al corpo di una stampa. Pensa a una persona con le braccia lungo i fianchi che stampano nella direzione giusta: i polpastrelli sarebbero considerati minimi, poiché iniziano a stampare separati dal corpo, con le braccia che si materializzano in alto e si collegano alle spalle. Tali minimi richiedono supporti, altrimenti è molto probabile che si stacchino e galleggino liberi nella tua vasca di resina. In alternativa, puoi eliminare la necessità di supportare i minimi con l'orientamento tattico del modello (girare la persona per stampare prima la testa rimuove i minimi, mentre il corpo si assottiglia verso le braccia e, infine, i piedi). Fori di drenaggio. il modello che stai pianificando di stampare potrebbe presentare dei vuoti rivolti verso la vasca di stampa, specialmente se si tratta di un modello di grandi dimensioni che hai scavato. Una tale caratteristica può causare un enorme problema di forza di distacco eccessiva per superare la stampa (con ogni probabilità rovinando la stampa durante il processo). Se la il vuoto è poco profondo, l'angolazione della stampa potrebbe essere sufficiente per ridurre al minimo l'effetto. La soluzione alternativa consiste nell'aggiungere fori di drenaggio al modello nel software di modellazione preferito, che consentirebbe alla resina di fluire attraverso ogni cambio di strato. Elenco di controllo dei problemi di stampa 3D SLA: parte della stampa staccata/spostata Grandi stampe cave Aggiungi supporti più forti Controlla/proteggi la piattaforma di stampa Riorienta la stampa Torna all'Indice Problemi di stampa 3D a resina: stampa di bassa qualità La stampante ha lavorato tranquillamente per ore e ore e ha terminato con successo la sua stampa. Il problema è che idettagli non si vedono, non si leggono o proprio non vengono stampati. Torna all'Indice Strati separati (delaminazione) Qual è il problema della stampa 3D? Ci sono aree della stampa che sono diventate in qualche modo sfilacciate, come se la stampa si sta staccando dagli strati e non si lega bene/per niente. Gli strati non sono legati tra di loro, le superfici presentano fessure, pellicole di resina, residui superficiali. Cosa sta causando questo problema di stampa 3D? Quando gli strati di una stampa SLA non si legano bene (noto come delaminazione), possono esserci un paio di cause. In primo luogo, è possibile che tu non abbia orientato la tua stampa abbastanza bene da evitare i minimi. Queste parti vengono stampate separatamente da ciò che è stato fissato alla piattaforma di stampa e come tali si staccano. Oltre allo spostamento di parti non supportate, detriti, resina mal miscelata e problemi di ghosting sulla vasca stessa possono essere causa di delaminazione. Questi sono tutti facili da affrontare. Inoltre, la delaminazione potrebbe verificarsi dopo una stampa riuscita durante la fase di post-elaborazione. Se il tuo materiale ha un legame degli strati particolarmente debole, lasciare la parte in IPA per il lavaggio per troppo tempo potrebbe indebolire ulteriormente gli strati e causare la rottura della parte. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SUPPORTI Assicurati di generare supporti per tutti gli angoli e i punti severi che non sono direttamente collegati alla stampa principale nel loro punto più alto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE IL PERCORSO DEL LASER SIA LIBERO Controlla che la resina su cui stai stampando sia "pulita" e priva di detriti. Verifica lo stato del fondo della vasca. Se questa non è la prima stampa nella tua vasca attuale, verifica la presenza di ghosting sullo strato di interfaccia nella tua vasca di resina. I segni deboli delle stampe precedenti sono senza dubbio visibili e nel tempo questi possono diventare un'ostruzione sufficiente perché il laser causi stampe più deboli o addirittura fallite. In caso, acquista una nuova vasca. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: NON BAGNARE LE PARTI IN ALCOOL ISOPROPILICO PER TROPPO TEMPO Se sospetti che la tua parte abbia strati deboli di legame, lavarla troppo a lungo in alcool isopropilico può indebolirla ulteriormente. Mantieni il tuo ciclo di lavaggio IPA al minimo, agitando rapidamente e delicatamente la resina non fissata prima di risciacquare in acqua. Elenco di controllo dei problemi di stampa 3D SLA: i livelli si sono separati Usa i upporti Controllare il percorso del laser per eventuali ostacoli Pulizia minima in IPA Torna all'Indice Superfici esfoliate o con pezzi sottili di stampa attaccati (ragging) Qual è il problema della stampa 3D? Scaglie di resina indurita si sono incorporate nella tua stampa, dando una brutta finitura superficiale con superfici che non fanno parte del modello. Cosa causa questo problema di stampa 3D? La probabile causa di queste scaglie indesiderate nelle stampe è un percorso ottico poco chiaro. A volte il laser può diffondersi, "perdendo" nella resina al di fuori del punto che dovrebbe essere fissato. Anche la resina depositata, la resina offuscata con particelle di grandi dimensioni provenienti da stampe precedenti o piani macchiati o sporchi tra il laser e la resina possono contribuire al problema. Risoluzione dei problemi relativi alla stampa 3D: irregolarità ed esfoliazioni (ragging) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: FILTRA LA TUA RESINA Elimina eventuali particelle di resina indurita dalle stampe precedenti facendola passare attraverso un filtro. Questi filtri in carta e rete catturano particelle di grandi dimensioni che potrebbero altrimenti offuscare la resina durante il processo di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: MESCOLA LA TUA RESINA Se la tua resina è rimasta nella vasca per alcuni giorni, potrebbe essersi divisa nelle sue componenti: il pigmento in uno strato e il fotopolimero nello strato superiore. Mescola la resina, assicurandosi che il pigmento e il fotopolimero siano distribuiti uniformemente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE/PULIRE IL PERCORSO OTTICO A seconda della tua macchina, potresti essere in grado di accedere alla barriera interna trasparente che protegge i laser/galvanometri. Se puoi, controlla che sia privo di polvere, impronte digitali e altri contaminanti che potrebbero impedire il passaggio pulito del laser. Elenco di controllo dei problemi di stampa 3D SLA: piccoli dischi e alette attaccati alla stampa Filtra la tua resina Rimescola la tua resina Controllare/pulire il percorso ottico Torna all'Indice Stampa poco dettagliata Qual è il problema della stampa 3D? I dettagli del modello stampato non sono corretti dimensionalmente come nel file digitale. I dettagli non si leggono e spariscono del tutto. I dettagli accumulano materiale sulle loro superfici, diventando impossibili da leggere. Cosa sta causando questo problema di stampa 3D? La sotto e la sovraesposizione possono influire su un modello anche se viene stampato correttamente. Anche se il tempo di esposizione può essere abbastanza lungo da consentire al modello di aderire alla piastra di costruzione e stampare, se la sorgente luminosa non ha tempo sufficiente per polimerizzare completamente la geometria desiderata, piccoli dettagli potrebbero perdersi o essere troppo deboli per resistere al successivo lavaggio IPA. Al contrario, se il tempo di esposizione dello strato è troppo elevato, si verificherà una sovraesposizione in cui la sorgente luminosa indurisce più resina di quanto desiderato e sbiadisce i bordi taglienti o chiude piccoli fori e canali. Anche i residui di resina semipolimerizzata sulle stampe dopo il lavaggio IPA sono un indicatore di sovraesposizione e possono essere regolati gestendo il tempo di esposizione dello strato nel software o sulla macchina stessa, a seconda del modello. Sia la sovra che la sottoesposizione si tradurranno in imprecisioni dimensionali e perdita di dettagli fini, per cui vale la pena trovare il tempo di esposizione dello strato ottimale per le stampe più accurate possibili. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CALIBRAZIONE Esiste un'ampia gamma di file di calibrazione offerti dai produttori di resine e stampanti, nonché da appassionati privati, che rendono la calibrazione del tempo di esposizione dello strato semplice e diretta. Eseguire una configurazione di calibrazione è generalmente una buona pratica quando si roda una nuova stampante 3D e ogni volta che viene utilizzata una nuova resina. Coloranti come pigmenti e altri contaminanti possono anche influenzare i valori di esposizione. Elenco di controllo dei problemi di stampa 3D SLA: stampa poco dettagliata Controlla la risoluzione minima dei dettagli della tua stampante 3D Eseguire un test di calibrazione Mantenere la pulizia in IPA al minimo Torna all'Indice2 punti -
 Il warping è un problema comune che può verificarsi durante la stampa 3D. Si verifica quando le estremità del modello si piegano o si deformano durante il processo di stampa, rendendo il risultato finale imperfetto e non conforme alle specifiche desiderate. Come scoprirai in questa gudia, il warping può essere causato da diverse ragioni, ma di solito dipende dal materiale utilizzato e dalle condizioni ambientali durante il processo di stampa. Il warping è un problema molto facile da riconoscere e anche da risolvere: seguimi e scopri come fare! In questa guida: > Le cause principali del warping > Regole generali per evitare il warping > Soluzioni per prevenire il warping > Usare brim o raft per evitare il warping > Togliere umidità dal filamento per evitare il warping > Regolare il flusso di stampa per evitare il warping > Conclusioni Le cause principali del warping Il warping è un problema di stampa 3D molto comune e facile da riconoscere: il modello in stampa presenta deformazioni nei primi layer di stampa, con angoli e superfici distaccate dal piano. Una delle principali cause di warping è la contrazione termica: quando il materiale viene raffreddato rapidamente, si ritira e può causare la deformazione del modello. Considerato che nella stampa 3D FDM i materiali usati sono delle termoplastiche, è facile intuire come ritiri e contrazioni del materiale di stampa facciano parte del processo di produzione. Il warping è un problema che si presenta più comunemente in due condizioni particolari: se si usano termoplastiche tecniche - se stampi utilizzando materiali tecnici, che richiedono temperature di estrusione elevate, la probabilità di riscontrare ritiri nei primi layer è maggiore; se il piatto di stampa non è livellato bene - in tal caso i primi layer di materiale non potranno aderire bene al piano, raffreddandosi diversamente e staccandosi. In pratica, è più facile riscontrare warping se stampi ABS piuttosto che PLA o PETG. I motivi sono strettamente legati al materiale usato: ABS necessita di una temperatura di stampa maggiore. L'ABS è una termoplastica che ritira parecchio, per questo motivo è necessario usare il piatto riscaldato. Inoltre, l'ABS tende a delaminare se non viene stampato all'interno di una camera calda. Altre cause comuni di warping includono la mancanza di adesione adeguata alla piattaforma di stampa a causa di una temperatura errata del piatto stesso. Una piattaforma di stampa troppo calda o troppo fredda e l'utilizzo di una velocità di stampa troppo elevata incidono senza alcun dubbio alla presenza di warping. Torna all'Indice Regole generali per evitare il warping Per evitare il warping, esistono diverse soluzioni che è possibile utilizzare. Una delle soluzioni più efficaci è l'utilizzo di una base adesiva per la stampa, che aiuta a garantire che il modello rimanga saldamente attaccato alla piattaforma durante il processo di stampa. Inoltre, è importante regolare la temperatura della piattaforma in base al tipo di materiale utilizzato e considerare l'utilizzo di un riscaldamento dal basso per mantenere la piattaforma calda e uniforme. Un altro modo per prevenire il warping è l'utilizzo di un sistema di raffreddamento per raffreddare rapidamente la parte superiore del modello durante il processo di stampa. In alcuni casi, l'utilizzo di un materiale di supporto può essere utile per sostenere le parti del modello che altrimenti potrebbero deformarsi a causa del warping. Se hai una stampante 3D con doppio estrusore, tutto sarà più semplice! Torna all'Indice Soluzioni per prevenire il Warping Di seguito ricapitolo in modo semplice alcuni modi per prevenire o ridurre il warping: Utilizzare una base adesiva per la stampa: una base adesiva può aiutare a impedire che il modello si stacchi dalla piattaforma durante la stampa, riducendo così il warping. Regolare la temperatura del piano di stampa: un piatto di stampa troppo caldo può causare il warping, quindi assicurati di regolare la temperatura in base al tipo di materiale che stai utilizzando. Utilizzare un riscaldamento dal basso: il riscaldamento dal basso può aiutare a mantenere la piattaforma calda e uniforme, prevenendo il warping. Utilizzare un sistema di raffreddamento: un sistema di raffreddamento può aiutare a raffreddare rapidamente la parte superiore del modello, impedendo che si deformi durante il processo di raffreddamento. Utilizzare un materiale di supporto: in alcuni casi, l'utilizzo di un materiale di supporto può aiutare a sostenere le parti del modello che altrimenti potrebbero deformarsi a causa del warping. Regolare la velocità di stampa: riducendo la velocità di stampa, si dà più tempo al materiale per raffreddarsi e stabilizzarsi, il che può aiutare a prevenire il warping. Torna all'Indice Usare brim o raft per evitare il warping Brim e raft possono essere tuoi fedelissimi alleati contro il warping, evitando distacchi e fastidiose deformazioni alla base del pezzo. Brim e raft servono a generare un'allargamento del primo layer di stampa o una base su cui il modello viene a sua volta stampato. In questo modo l'adesione del primo strato aumenta notevolmente, assicurandoti migliore adesione nel caso in cui il piatto non fosse correttamente livellato. Inoltre, il raft torna molto utile se il flusso di stampa non è del tutto costante. Nella guida che ti lascio di seguito puoi scoprire nel dettaglio come usare brim e raft per evitare il warping. Torna all'Indice Togliere umidità dal filamento per evitare il warping I filamenti per stampa 3D possono assorbile umidità dall'aria. La presenza di acqua può rendere instampabili i filamenti per stampa 3D, causando tutta una serie di problemi durante la stampa. Se utilizzi bobine aperte da settimane o mesi, magari non tenute correttamente, il filamento potrebbe essere degradato e dare problemi di stampa tra cui anche il warping. Un modo per assicurarti che le tue bobine siano in buono stato è quello di usare un essiccatore per filamenti, così da rimuovere l'umidità assorbita ed evitare qualsiasi problema. In questa guida ti spiego come fare: Torna all'Indice Regolare il flusso di stampa per evitare il warping Il blocco estrusore è dotato di una ruota dentata agganciata a un motore stepper che tira il filamento spingendolo verso l'ugello. Se l’estrusore non riesce a spingere la giusta quantità di materiale necessaria da estrudere potresti ottenere una stampa deformata, con fessurazioni, zigrinata o in difetto di materiale. Spesso il warping è causato proprio da un flusso di stampa poco costante: il mio consiglio è di fare una bella calibrazione del flusso ogni 100 ore di stampa, così da non avere alcun tipo di problema. Come fare? Ho una guida anche per questo 😎 Torna all'Indice Conclusioni In sintesi, il warping è un problema comune nella stampa 3D che può essere causato da una serie di fattori, come la contrattazione termica, la mancanza di adesione alla piattaforma di stampa e la velocità di stampa troppo elevata. Utilizzando le soluzioni che ho elencato in precedenza, è possibile prevenire o ridurre il warping e ottenere modelli di stampa di alta qualità. Hai altri problemi di stampa da risolvere? Chiedi consiglio nella community, saremo tutti felici di darti una mano! Torna all'Indice2 punti
Il warping è un problema comune che può verificarsi durante la stampa 3D. Si verifica quando le estremità del modello si piegano o si deformano durante il processo di stampa, rendendo il risultato finale imperfetto e non conforme alle specifiche desiderate. Come scoprirai in questa gudia, il warping può essere causato da diverse ragioni, ma di solito dipende dal materiale utilizzato e dalle condizioni ambientali durante il processo di stampa. Il warping è un problema molto facile da riconoscere e anche da risolvere: seguimi e scopri come fare! In questa guida: > Le cause principali del warping > Regole generali per evitare il warping > Soluzioni per prevenire il warping > Usare brim o raft per evitare il warping > Togliere umidità dal filamento per evitare il warping > Regolare il flusso di stampa per evitare il warping > Conclusioni Le cause principali del warping Il warping è un problema di stampa 3D molto comune e facile da riconoscere: il modello in stampa presenta deformazioni nei primi layer di stampa, con angoli e superfici distaccate dal piano. Una delle principali cause di warping è la contrazione termica: quando il materiale viene raffreddato rapidamente, si ritira e può causare la deformazione del modello. Considerato che nella stampa 3D FDM i materiali usati sono delle termoplastiche, è facile intuire come ritiri e contrazioni del materiale di stampa facciano parte del processo di produzione. Il warping è un problema che si presenta più comunemente in due condizioni particolari: se si usano termoplastiche tecniche - se stampi utilizzando materiali tecnici, che richiedono temperature di estrusione elevate, la probabilità di riscontrare ritiri nei primi layer è maggiore; se il piatto di stampa non è livellato bene - in tal caso i primi layer di materiale non potranno aderire bene al piano, raffreddandosi diversamente e staccandosi. In pratica, è più facile riscontrare warping se stampi ABS piuttosto che PLA o PETG. I motivi sono strettamente legati al materiale usato: ABS necessita di una temperatura di stampa maggiore. L'ABS è una termoplastica che ritira parecchio, per questo motivo è necessario usare il piatto riscaldato. Inoltre, l'ABS tende a delaminare se non viene stampato all'interno di una camera calda. Altre cause comuni di warping includono la mancanza di adesione adeguata alla piattaforma di stampa a causa di una temperatura errata del piatto stesso. Una piattaforma di stampa troppo calda o troppo fredda e l'utilizzo di una velocità di stampa troppo elevata incidono senza alcun dubbio alla presenza di warping. Torna all'Indice Regole generali per evitare il warping Per evitare il warping, esistono diverse soluzioni che è possibile utilizzare. Una delle soluzioni più efficaci è l'utilizzo di una base adesiva per la stampa, che aiuta a garantire che il modello rimanga saldamente attaccato alla piattaforma durante il processo di stampa. Inoltre, è importante regolare la temperatura della piattaforma in base al tipo di materiale utilizzato e considerare l'utilizzo di un riscaldamento dal basso per mantenere la piattaforma calda e uniforme. Un altro modo per prevenire il warping è l'utilizzo di un sistema di raffreddamento per raffreddare rapidamente la parte superiore del modello durante il processo di stampa. In alcuni casi, l'utilizzo di un materiale di supporto può essere utile per sostenere le parti del modello che altrimenti potrebbero deformarsi a causa del warping. Se hai una stampante 3D con doppio estrusore, tutto sarà più semplice! Torna all'Indice Soluzioni per prevenire il Warping Di seguito ricapitolo in modo semplice alcuni modi per prevenire o ridurre il warping: Utilizzare una base adesiva per la stampa: una base adesiva può aiutare a impedire che il modello si stacchi dalla piattaforma durante la stampa, riducendo così il warping. Regolare la temperatura del piano di stampa: un piatto di stampa troppo caldo può causare il warping, quindi assicurati di regolare la temperatura in base al tipo di materiale che stai utilizzando. Utilizzare un riscaldamento dal basso: il riscaldamento dal basso può aiutare a mantenere la piattaforma calda e uniforme, prevenendo il warping. Utilizzare un sistema di raffreddamento: un sistema di raffreddamento può aiutare a raffreddare rapidamente la parte superiore del modello, impedendo che si deformi durante il processo di raffreddamento. Utilizzare un materiale di supporto: in alcuni casi, l'utilizzo di un materiale di supporto può aiutare a sostenere le parti del modello che altrimenti potrebbero deformarsi a causa del warping. Regolare la velocità di stampa: riducendo la velocità di stampa, si dà più tempo al materiale per raffreddarsi e stabilizzarsi, il che può aiutare a prevenire il warping. Torna all'Indice Usare brim o raft per evitare il warping Brim e raft possono essere tuoi fedelissimi alleati contro il warping, evitando distacchi e fastidiose deformazioni alla base del pezzo. Brim e raft servono a generare un'allargamento del primo layer di stampa o una base su cui il modello viene a sua volta stampato. In questo modo l'adesione del primo strato aumenta notevolmente, assicurandoti migliore adesione nel caso in cui il piatto non fosse correttamente livellato. Inoltre, il raft torna molto utile se il flusso di stampa non è del tutto costante. Nella guida che ti lascio di seguito puoi scoprire nel dettaglio come usare brim e raft per evitare il warping. Torna all'Indice Togliere umidità dal filamento per evitare il warping I filamenti per stampa 3D possono assorbile umidità dall'aria. La presenza di acqua può rendere instampabili i filamenti per stampa 3D, causando tutta una serie di problemi durante la stampa. Se utilizzi bobine aperte da settimane o mesi, magari non tenute correttamente, il filamento potrebbe essere degradato e dare problemi di stampa tra cui anche il warping. Un modo per assicurarti che le tue bobine siano in buono stato è quello di usare un essiccatore per filamenti, così da rimuovere l'umidità assorbita ed evitare qualsiasi problema. In questa guida ti spiego come fare: Torna all'Indice Regolare il flusso di stampa per evitare il warping Il blocco estrusore è dotato di una ruota dentata agganciata a un motore stepper che tira il filamento spingendolo verso l'ugello. Se l’estrusore non riesce a spingere la giusta quantità di materiale necessaria da estrudere potresti ottenere una stampa deformata, con fessurazioni, zigrinata o in difetto di materiale. Spesso il warping è causato proprio da un flusso di stampa poco costante: il mio consiglio è di fare una bella calibrazione del flusso ogni 100 ore di stampa, così da non avere alcun tipo di problema. Come fare? Ho una guida anche per questo 😎 Torna all'Indice Conclusioni In sintesi, il warping è un problema comune nella stampa 3D che può essere causato da una serie di fattori, come la contrattazione termica, la mancanza di adesione alla piattaforma di stampa e la velocità di stampa troppo elevata. Utilizzando le soluzioni che ho elencato in precedenza, è possibile prevenire o ridurre il warping e ottenere modelli di stampa di alta qualità. Hai altri problemi di stampa da risolvere? Chiedi consiglio nella community, saremo tutti felici di darti una mano! Torna all'Indice2 punti -
 In questa guida ti spiego in modo semplice come funzionano tutte le tecnologie di stampa 3D utilizzate oggi. Scoprirai come funzionano le tipi di stampa 3D FDM, SLA, MSLA, DLP, SLS, DMLS, SLM, EBM, Material Jetting, DOD, Binder Jetting e molte altre. Una delle attività più impegnative che progettisti e ingegneri si trovano a svolgere la prima volta che hanno a che fare con la stampa 3D è quella di navigare nel vasto numero di tipi di stampa 3D, cercando la soluzione che più si addice alle proprie necessità. In genere, le prime domande sono sempre le stesse: come funziona una stampante 3D? Oppure, quali materiali si possono usare? In questa guida trovi una descrizione dettagliata di tutte le tipologie di stampa 3D. Ti mostrerò come funzionano, quali sono i materiali usati e le applicazioni in cui vengono coinvolte, sottolineando i pro e i contro di ognuna. Sfruttando queste informazioni sarai in grado di determinare quale tecnologia è meglio sfruttare a seconda degli oggetti che dovrai realizzare. In questa guida: > Classificazione dei tipi di stampa 3D > Stampa 3D a estrusione > Stampa 3D a resina > Stampa 3D a fusione di polveri (Powder Bed Fusion) > Stampa 3D a getto di materiale (Material Jetting) > Stampa 3D a getto di legante (Binder Getting) > Stampa 3D a energia diretta (Direct Energy Deposition) > Stampa 3D a laminazione Classificazione dei tipi di stampa 3D Scegliere la tecnologia di stampa 3D a seconda dei pezzi da realizzare non è un'attività facile. I processi di fabbricazione additiva variano in precisione, resistenze meccaniche raggiungibili, materiali utilizzabili e finitura. La categorizzazione più utilizzata nell'ambito della stampa 3D deriva da un regolamento standard istituito nel 2015. Il documento a cui fa riferimento l'industria, e al quale anche noi saremo fedeli in questa guida, è lo Standard ISO/ASTM 52900. Grazie a questo standard è stata fatta una classificazione delle tecnologie di stampa 3D in "processi". Inoltre, è stata standardizzata anche la terminologia legata all'ambito della stampa 3D, così da semplificare la descrizione dei vari metodi di produzione. Classificazione delle tecnologie di stampa 3D in base ai materiali Le tecnologie di stampa 3D possono essere distinte anche in base alla tipologie di materiali utilizzabili. I materiali per la stampa 3D sono numerosi e si differenziano tra loro secondo diverse caratteristiche. Di base però, possiamo sicuramente fare una prima distinzione in due gruppi: polimeri e metalli. Polimeri Il gruppo dei polimeri racchiude in vasto numero di materiali che presentano proprietà molto diverse tra loro, trovando spazio in un numero molto alto di applicazioni. Se ti guardi intorno, ti renderai immediatamente conto di quanto i polimeri siano usati nell'industria. Oggi infatti, il mercato dei polimeri supera di gran lunga quelli di altri materiali. Nella stampa 3D i materiali di consumo si presentano solitamente in tre forme - filamenti, resine e polveri. Nello specifico, i polimeri si suddividono principalmente in due gruppi: termoplastiche e termoindurenti. La differenza tra questi due sta essenzialmente nel comportamento che assumono se sottoposti a calore. Termoplastiche Le termoplastiche possono passare dallo stato liquido allo stato solido più volte nel tempo, mantenendo praticamente inalterate le proprie caratteristiche. Le termoplastiche sono usate nel processo di stampa 3D a filamento fuso, come anche nella tradizionale produzione tramite stampi. Risulta evidente quindi come l'uso delle termoplastiche preveda una fase di fusione, a cui segue una fase di estrusione o iniezione, e infine una fase di raffreddamento e solidificazione. Termoindurenti A differenza delle termoplastiche, i polimeri termoindurenti non entrano mai nello stato di fusione. I polimeri termoindurenti si presentano solitamente sotto forma di fluidi viscosi, ad esempio resine, e passano allo stato solido indurendosi a seguito dell'azione di un'agente come: esposizione al calore; esposizione alla luce; catalisi (reazione chimica che avviene quando il termoindurente entra in contatto con un secondo materiale, detto catalizzatore). Se vengono fusi, i termoindurenti perdono interamente le proprie caratteristiche tecniche. Questo significa che i materiali facenti parte di questa categoria non possono essere trasformati tramite fusione per poi essere riutilizzati. Tra le tecnologie di stampa 3D, le tecnologie SLA, DLP e Material Jetting sfruttano polimeri termoindurenti in fase di produzione. La solidificazione del materiale avviene a seguito dell'azione di un laser o di una luce UV. Metalli A differenza dei polimeri, i quali sono essenzialmente usati sotto forma di filamenti, polveri e resine, la stampa 3D a metallo prevede quasi esclusivamente l'uso di materiali in polvere. La stampa 3D in metallo predilige l'alta precisione nella realizzazione di pezzi funzionali e performanti. La dimensione delle particelle, la loro distribuzione, la forma e l'attrito tra loro stesse sono tutte proprietà che determinano la qualità di realizzazione dei pezzi. La stampa 3D a metallo non si ferma all'uso di materiali come l'acciaio. Sono diverse le applicazioni che vedono l'impiego di polveri di titanio, oro, argento e altre leghe. Altri materiali Alcune tecnologie di stampa 3D sono in grado di utilizzare materiali compositi a fibra lunga, filamenti caricati con polveri di ceramica o polveri metalliche e sabbia. In questo gruppo ricadono tutti quei materiali meno conosciuti e che soddisfano richieste di nicchia. Torna all'Indice Stampa 3D a estrusione La stampa 3D a estrusione è la più conosciuta. In questo processo, il materiale viene estruso attraverso un ugello. Il più delle volte quel materiale è un filamento di plastica spinto attraverso un ugello riscaldato, che lo scioglie e lo deposita su di un piano. La stampante deposita il materiale su una piattaforma di costruzione lungo un percorso predeterminato, dove il filamento si raffredda e si solidifica per formare un oggetto solido. In questo processo sono usati anche materiali compositi come pasta di metallo, biogel, cemento, cioccolato e una vasta gamma di altri materiali. Caratteristiche principali: Tipi di tecnologia di stampa 3D: stampa a deposizione di filamento fuso (FDM), a volte chiamata Fused Filament Fabrication (FFF); Materiali: filamento di plastica (PLA, ABS, PET, PETG, TPU, nylon, ASA, PC, HIPS, fibra di carbonio e molti altri); Precisione dimensionale: ±0,5% (limite inferiore ±0,5 mm); Applicazioni comuni: alloggiamenti elettrici, prototipi di geometria e forma, dispositivi di vario genere, modelli per microfusione, ecc; Punti di forza: basso costo, ampia gamma di materiali. Fanno parte di questo processo di stampa: > Stampa a filamento fuso - Fused Deposition Modeling (FDM) Stampa a filamento fuso - Fused Deposition Modeling (FDM) Comunemente chiamata con gli acronimi FFF - Fused Filament Fabrication - o FDM – Fused Deposition Modeling – questa tecnologia di stampa 3D è la più comune ed economica. Un filamento di materiale, generalmente un polimero, viene riscaldato da una resistenza e spinto attraverso un ugello il quale, spostandosi all’interno del volume di lavoro, va a depositare il materiale strato su strato. La temperatura di estrusione dipende dal polimero utilizzato nella fase di stampa. Il materiale usato più comunemente è il PLA (Acido Polilattico) e viene estruso ad una temperatura compresa tra i 180 e 210 °C. Altri materiali richiedono temperature di estrusione ben maggiori, a volte anche 300-400 °C come l’ULTEM (materiale altamente performante e resistente alle deformazioni), il PEEK (apprezzato per l’alta resistenza termica) o il PMMA (comunemente chiamato Plexiglass). La dimensione del foro dell’ugello di estrusione può variare a seconda delle necessità: si parte dai decimi di centimetro fino ad arrivare a diversi millimetri di diametro. Il diametro dell’ugello definisce due parametri molto importanti: la velocità di stampa (a parità di dimensioni dell’oggetto in stampa, un ugello più grande estrude più materiale, permettendo di finire la lavorazione più velocemente); la precisione con cui viene depositato il materiale (un ugello più piccolo permette di ottenere forme più precise). Comunemente, si dice che la tecnologia FDM viene utilizzata anche per realizzare edifici stampati in 3D estrudendo argilla o cemento, dolci e cibo stampati 3D estrudendo cioccolato, organi stampati in 3D estrudendo cellule vive in un gel biologico, ecc. A mio avviso questa di tratta di una grande approssimazione. Per quanto il processo di stampa sia molto similare, le componenti cambiano. Ad esempio, per stampare argilla è necessario montare un estrusore apposito dotato di una vite e senza riscaldatore. Fai sempre attenzione a questi dettagli! Torna all'Indice Stampa 3D a resina La polimerizzazione in vasca è un processo di stampa 3D in cui una sorgente di luce polimerizza in modo selettivo una resina fotopolimerica raccolta in una vasca. A livello pratico abbiamo a che fare con una fonte luminosa che viene diretta con precisione verso un punto specifico su un sottile strato di plastica liquida, facendola indurire. Questo processo viene ripetuto strato dopo strato fino a formare l'oggetto 3D. Le tecnologie più comuni di polimerizzazione in vasca sono la stereolitografia (SLA), la Digital Light Processing (DLP) e la Masked Stereolitography (MSLA). La differenza fondamentale tra questi tipi di tecnologia di stampa 3D è la fonte di luce che usano per polimerizzare la resina. Alcuni produttori di stampanti 3D, in particolare quelli che producono stampanti 3D di livello professionale, utilizzano varianti leggermente differenti e brevettate. Ne consegue che sia abbastanza comune trovare diversi tipi di tecnologia SLA sul mercato. Alcuni esempi possono essere Carbon, la quale utilizza una tecnologia di polimerizzazione in vasca chiamata Digital Light Synthesis (DLS), Origin di Stratasys chiama la sua tecnologia Programmable Photopolymerization (P³), Formlabs con la Low Force Stereolithography (LFS) e Azul 3D con la tecnologia HARP. Caratteristiche principali: Tipi di tecnologia di stampa 3D: stereolitografia (SLA), Masked Stereolitography (MSLA), microstereolitografia (µSLA) ecc. Materiali: Resine fotopolimeriche (colabili, trasparenti, industriali, biocompatibili, ecc.) Precisione dimensionale: ±0,5% (limite inferiore ±0,15 mm o 5 nanometri con µSLA) Applicazioni comuni: prototipi di polimeri simili a stampi a iniezione; colata di gioielli; applicazioni odontoiatriche Punti di forza: finitura superficiale liscia, dettagli fini Fanno parte di questo processo di stampa: > Stereolitografia (SLA) > Digital Light Processing (DLP) Stereolitografia (SLA) La tecnologia SLA è stata prima in assoluto ad essere inventata. La stereolitografia è stata inventata da Chuck Hull nel 1986, usata e commercializzata dalla società 3D Systems. Le stampanti 3D a stereolitografia permettono di realizzare oggetti partendo da una vasca contenente resine epossidiche allo stato liquido. Il processo prevede la solidificazione di uno strato di resina sopra l’altro per mezzo di un raggio laser che viene riflesso da una lente che disegna gli strati dell’oggetto interessato. Le resine utilizzate con questa tecnologia sono dei fotopolimeri, ossia materiali polimerici che si solidificano se sottoposti ad un raggio di luce avente determinate caratteristiche. Tali resine fotosensibili presentano scarse qualità meccaniche e deterioramento precoce, soprattutto se esposte a raggi solari o all’umidità. Per sostenere le parti a sbalzo dell’oggetto di stampa è necessario utilizzare dei supporti, che possono essere disegnati appositamente o calcolati dal software CAM in modo automatico. Gli oggetti prodotti attraverso stereolitografia sono anche utilizzati per lo stampaggio a iniezione, per la termoformatura, per la soffiatura e per processi che prevedono colate di metallo, in quanto risultano sufficientemente resistenti alle sollecitazioni sul materiale. Lo svantaggio della stereolitografia rispetto alla tecnologia DLP - che vediamo nel prossimo paragrafo - è che, utilizzando un laser che "lavora per punti", il processo di stampa può richiedere più tempo. Torna all'Indice Digital Light Processing DLP Se nel metodo SLA la luce utilizzata per fotopolimerizzare la resina proviene da un laser, il metodo DLP utilizza invece un fascio di luce proveniente da proiettori o schermi LCD. Il processo prevede anche in questo caso la fotopolimerizzazione di una resina fotosensibile, che si trova inizialmente allo stato liquido, tramite dei flash ad alta luminosità. La luce viene proiettata sulla resina utilizzando schermi a diodi a emissione di luce (LED) o una sorgente di luce UV (lampada) diretta alla superficie di costruzione da un dispositivo a microspecchi digitali (DMD). Il dispositivo digitale a microspecchi, chiamato DMD – Digital Micromirror Device - corrisponde ad un meccanismo di modulazione di luce spaziale. Questo permette di coprire in modo dinamico un’ampia area di luce. La precisione di questo sistema di specchi permette di arrivare a qualità di stampa notevoli, pari circa a 30 micron. Mentre nella tecnologia SLA il laser si muove sulla parte superficiale della resina, arrivando a solidificare lo strato interessato punto per punto, la tecnologia DLP solidifica uno strato intero alla volta, proiettando un fascio di luce su tutta la superficie da lavorare. Il tempo impiegato per solidificare gli strati dipende dalla potenza della fonte luminosa originaria e dalla dispersione di luce, che è bene avvenga il meno possibile per garantire una buona riuscita di stampa. Le stampanti DLP possono utilizzare un’ampia gamma di materiali, anche morbidi e flessibili. Poiché vengono usati schermi LCD e proiettori, i quali sono schermi digitali composti da pixel, l'immagine proiettata di ogni strato è composta da pixel quadrati estrusi, chiamati voxel. Torna all'Indice Stampa 3D a fusione di polveri (Powder Bed Fusion) La stampa 3D a fusione di polveri è un processo in cui una fonte di energia termica induce selettivamente la fusione tra particelle di polvere (plastica, metallo o ceramica) all'interno di un'area di stampa, così da creare l'oggetto solido strato dopo strato. In questa metodologia, le macchine posizionano un sottile strato di materiale in polvere sul letto di stampa, in genere con una lama, su cui poi agisce la fonte di calore che fonde le particelle tra di loro. In seguito, un altro strato di materiale viene depositato e a sua volta fuso. Il processo si ripete fino a fine lavoro. Caratteristiche principali: Tipi di tecnologia di stampa 3D: Sinterizzazione Laser (SLS), Selective Laser Melting (SLM), fusione con fascio di elettroni (EBM), Direct Metal Laser Sintering (DMLS), Multi Jet Fusion (MJF) Materiali: Polveri termoplastiche (Nylon 6, Nylon 11, Nylon 12, ecc.), polveri metalliche (acciaio, titanio, alluminio, cobalto, ecc.), polveri ceramiche Precisione dimensionale: ±0,3% (limite inferiore ±0,3 mm) Applicazioni comuni: parti funzionali, tubazioni complesse (disegni cavi), produzione di parti a basse tirature Punti di forza: parti funzionali, ottime proprietà meccaniche, geometrie complesse Fanno parte di questo processo di stampa: > Sinterizzazione Laser (SLS) > Direct Metal Laser Sintering (DMLS) / Selective Laser Melting (SLM) > Electron Beam Melting (EBM) > Multi Jet Fusion (MJF) Sinterizzazione Laser (SLS) Per “sinterizzazione” s’intende una lavorazione che permette di ottenere elementi compatti partendo da materiali polverulenti. Questa tecnologia sfrutta una luce laser che va a colpire uno strato di polvere, solitamente polimerica, accolta all’interno di una vasca, e che sinterizza tra di loro le particelle interessate. Banalmente, la sinterizzazione può essere vista come la saldatura tra piccole particelle solide. La costruzione degli oggetti avviene sinterizzando uno strato di polvere sull’altro: alla fine sarà quindi necessario rimuovere l’oggetto dalla vasca in cui è stato prodotto e pulirlo dalle polveri circostanti, che non sono state colpite dal raggio laser. I materiali utilizzabili sono generalmente polimeri e possono contenere caricature di diverso tipo (nylon caricato alluminio, nylon caricato carbonio, poliammide). L’altezza degli strati di stampa può arrivare a grandezze nell’ordine dei 20 micron. Sono note tecnologie che prevedono l'uso di materiali differenti, come nel caso del Micro Selective Laser Sintering (μSLS). Il Micro Selective Laser Sintering è essenzialmente una tecnologia SLS su scala ridotta e spesso chiamata micro sinterizzazione laser. In μSLS vengono usati comunemente metalli. μSLS può produrre parti metalliche 3D con una risoluzione inferiore a 5 μm e una produttività superiore a 60 mm3/ora. Utilizzando una stampante 3D SLS non servono i supporti all’oggetto in stampa poiché, il materiale che non viene sinterizzato, fa da supporto agli strati successivi. Inoltre, il materiale che all’interno di una sessione di stampa non viene impiegato sarà riutilizzabile nuovamente. Torna all'Indice Direct Metal Laser Sintering (DMLS) / Selective Laser Melting (SLM) Sia la Direct Metal Laser Sintering (DMLS) che la Selective Laser Melting (SLM) derivano dalla tecnologia a Sinterizzazione SLS. La differenza principale è che questi tipi di tecnologia di stampa 3D vengono applicati per realizzare componenti in metallo. La tecnologia DMLS non scioglie la polvere, ma la riscalda fino a produrre una fusione a livello molecolare. In questo modo si ottiene una lega metallica. La tecnologia SLM utilizza il laser per ottenere una vera e propria fusione della polvere metallica. Con questo sistema si ottiene un materiale puro, come il titanio. Torna all'Indice Electron Beam Melting (EBM) La fusione tramite fascio di elettroni (EBM) utilizza un raggio ad alta energia, o elettroni, per indurre la fusione tra le particelle di polvere metallica. Il processo prevede il passaggio di un fascio di elettroni su un sottile strato di polvere, provocando la fusione e la solidificazione localizzate di una specifica area del piatto di stampa. Il risultato è quindi la solidificazione del singolo layer del pezzo in stampa. Rispetto ai tipi di tecnologia di stampa 3D SLM e DMLS, EBM ha generalmente una velocità di stampa superiore grazie della sua maggiore densità di energia. Tuttavia, caratteristiche come la dimensione minima dei dettagli, la dimensione delle particelle di polvere, lo spessore dello strato e la finitura superficiale sono in genere più grossolane. Nel processo EBM le parti sono fabbricate sotto vuoto. Inoltre, il processo può essere utilizzato solo con materiali conduttivi. Torna all'Indice Multi Jet Fusion (MJF) Multi Jet Fusion è tecnicamente una tecnologia di stampa 3D a fusione di letto di polvere, sebbene abbia somiglianze con il Binder Jetting. La tecnologia Multi Jet Fusion è stata introdotta sul mercato da HP nel 2016 e deriva da decenni di investimenti di HP nella stampa a getto d'inchiostro, nei materiali "a getto", nella meccanica di precisione a basso costo, nella scienza dei materiali e nei sistemi di "imaging". La tecnologia prende il nome dalle molteplici testine a getto d'inchiostro che eseguono il processo di stampa. Nel processo di stampa Multi Jet Fusion, la stampante depone uno strato di polvere di materiale sul piano di stampa. In seguito, una testina a getto d'inchiostro attraversa la polvere e deposita su di essa sia un agente di fusione che un agente di dettaglio. Un'unità di riscaldamento a infrarossi si sposta in seguito sullo strato di stampa. Col passaggio degli infrarossi, gli agenti reagiscono e attivano una fusione del layer con quello sottostante. Le aree dove è stato depositato l'agente di dettaglio rimangono sotto forma di polvere, in quanto hanno solo funzione di generare i dettagli della geometria. Ciò elimina la necessità di usare supporti, poiché gli strati inferiori supportano quelli stampati sopra. HP afferma che una stampante Multi Jet Fusion differisce dalla maggior parte delle altre tecnologie di stampa 3D in quanto ogni nuovo strato di materiale e agente viene posizionato mentre lo strato precedente è ancora in fase di fusione. Ciò consente agli strati di fondersi completamente, offrendo dettagli più fini e caratteristiche migliori. Per completare il processo di stampa, l'intero letto di polvere - e le parti stampate in esso contenute - vengono spostati in una stazione di elaborazione separata. Qui, la maggior parte della polvere non fusa viene aspirata, consentendo di riutilizzarla. Torna all'Indice Stampa 3D a getto di materiale (Material Jetting) Il Material Jetting è un processo di stampa 3D in cui goccioline di materiale vengono depositate in modo controllato e polimerizzate su un piano di stampa. Solitamente si tratta di fotopolimeri o goccioline di cera che polimerizzano se esposte alla luce. Il processo consente di stampare materiali diversi nel singolo oggetto, aggiungendo anche colori e trame. Si tratta di un processo con buona finitura superficiale ed estetica, usato per produrre prototipi a colori e multimateriale. Caratteristiche principali: Tipi di tecnologia di stampa 3D: Material Jetting (MJ), Drop on Demand (DOD) Materiali: Resina fotopolimerica (standard, calcinabile, trasparente, alta temperatura) Precisione dimensionale: ±0,1 mm Applicazioni comuni: prototipi di prodotti a colori; prototipi simili a stampi a iniezione; stampi ad iniezione a bassa tiratura; modelli medici Punti di forza: Migliore finitura superficiale; Disponibile in quadricromia e multimateriale Punti di debolezza: fragile, non adatto per parti meccaniche; Costo superiore a SLA/DLP per scopi visivi Fanno parte di questo processo di stampa: > Material Jetting (MJ) > Drop On Demand (DOD) Material Jetting (MJ) Il Material Jetting (MJ) funziona in modo simile a una stampante a getto d'inchiostro standard. La differenza è che, invece di stampare un singolo strato di inchiostro, gli strati vengono costruiti l'uno sull'altro per creare un oggetto solido. La testina di stampa emette centinaia di minuscole goccioline di fotopolimero e quindi le polimerizza/solidifica utilizzando la luce ultravioletta (UV). Dopo che uno strato è stato depositato e polimerizzato, la piattaforma di costruzione viene abbassata e il processo viene ripetuto per costruire un oggetto 3D. Il Material Jetting si differenzia da altri tipi di tecnologia di stampa 3D che depositano, sinterizzano o polimerizzano il materiale di costruzione perché, invece di focalizzarsi su punti singoli dello strato, deposita e solidifica il materiale in modo omogeneo su tutto il layer. Il vantaggio della deposizione in linea è che si possono fabbricare più oggetti senza avere alcun impatto sulla tempistica di stampa. Gli oggetti realizzati tramite Material Jetting richiedono i supporti, che viene stampato simultaneamente durante la costruzione con un materiale solubile, di seguito rimosso durante la fase di post-produzione. Il Material Jetting è uno dei pochi tipi di tecnologia di stampa 3D a offrire oggetti realizzati con stampa multimateriale e full-color. Torna all'Indice Drop On Demand (DOD) Drop on Demand (DOD) è un tipo di tecnologia di stampa 3D che utilizza una coppia di getti d'inchiostro. Il primo deposita il materiale di stampa, che in genere è un materiale simile alla cera. Il secondo deposita un materiale di supporto solubile. Come in le altre tecnologie di stampa 3D, le stampanti DOD eseguono un percorso predeterminato per depositare materiale in modo puntuale. Le stampanti DOD utilizzano anche una sorta di raschietto, che sfiora il layer appena stampato e lo livella, garantendo una superficie perfettamente piana prima di iniziare lo strato successivo. Le stampanti DOD vengono solitamente utilizzate per creare modelli adatti per la fusione a cera persa, la microfusione e altre applicazioni di costruzione di stampi. Torna all'Indice Stampa 3D a getto di legante (Binder Getting) La stampa 3D a getto di legante è un processo di stampa 3D in cui un agente legante liquido lega aree definite di un letto di polvere. Il getto di legante è una tecnologia di stampa 3D simile a SLS, dove è previsto uno strato iniziale di polvere sulla piattaforma di stampa. A differenza dell'SLS però, il Binder Jetting sposta una testina di stampa sulla superficie della polvere, depositando goccioline di legante, che in genere hanno un diametro di 80 micron. Queste goccioline legano insieme le particelle di polvere, generando il layer dell'oggetto. Una volta che uno strato è stato stampato, il letto di polvere viene abbassato e un nuovo strato di polvere viene distribuito sul layer precedente. Questo processo viene ripetuto fino a formare l'oggetto completo. L'oggetto viene quindi lasciato nella polvere per indurire e acquisire le sue caratteristiche meccaniche. Successivamente, l'oggetto viene rimosso dal letto di polvere e l'eventuale polvere rimasta viene rimossa utilizzando aria compressa. Caratteristiche principali: Tipi di tecnologia di stampa 3D: getto di legante Materiali: Sabbia, polimero o polvere di metallo: Inossidabile/Bronzo, Sabbia; compositi Ceramica-Metallo Precisione dimensionale: ±0,2 mm (metallo) o ±0,3 mm (sabbia) Applicazioni comuni: parti metalliche funzionali; Modelli a colori; Colata in sabbia Punti di forza: basso costo; Grandi volumi di costruzione; Parti metalliche funzionali, riproduzione dei colori eccezionale, velocità di stampa elevate, flessibilità di progettazione senza supporto Punti deboli: Proprietà meccaniche non buone come la fusione a letto di polvere di metallo Fanno parte di questo processo di stampa: > Sand Binder Jetting > Metal Binder Jetting > Plastic Binder Jetting Sand Binder Jetting Il Sand Binder Jetting è un processo a basso costo usato per la produzione di parti da sabbia, ad esempio arenaria o gesso. Dopo la stampa, gli oggetti prodotti vengono rimossi dal volume di costruzione e puliti per rimuovere la sabia rimasta in superficie. Gli stampi sono in genere immediatamente pronti per la colata in metallo fuso. Dopo la colata, lo stampo viene rotto e il componente metallico finale viene rimosso. Il processo è abbastanza facile da integrare nei processi di produzione o fonderia esistenti. Inoltre permette di produrre geometrie grandi e complesse a costi relativamente bassi. Metal Binder Jetting Il Binder Jetting può essere utilizzato anche per la fabbricazione di oggetti metallici. La polvere di metallo viene legata utilizzando un agente legante polimerico. Il processo prevede, a seguito della fase di stampa, una fase di infiltrazione e di sinterizzazione dei pezzi realizzati, fondamentali per far raggiungere alle componenti le caratteristiche meccaniche desiderate. Se queste fasi non sono eseguite, una parte realizzata in metallo tramite Binder Jetting avrà scarse proprietà meccaniche. Il processo di infiltrazione funziona come segue: inizialmente, le particelle di polvere metallica vengono legate insieme utilizzando un agente legante per formare un oggetto in "green state". Una volta che gli oggetti sono completamente induriti, vengono rimossi dalla polvere e posti in una fornace, dove il legante viene bruciato. Ciò lascia l'oggetto a una densità di circa il 60%. Successivamente, viene fatta una infiltrazione di bronzo in modo da riempire i capillari aperti, ottenendo un oggetto con una densità di circa il 90% e una maggiore resistenza. Gli oggetti realizzati con Metal Binder Jetting hanno generalmente proprietà meccaniche inferiori rispetto alle parti metalliche realizzate con Powder Bed Fusion. Il processo di sinterizzazione può essere applicato laddove le parti metalliche siano realizzate senza infiltrazioni. Al termine della stampa, gli oggetti con in "green state" vengono inseriti in un forno per rimuovere il legante. Successivamente, vengono sinterizzati in una fornace ad un'alta densità di circa il 97%. Tuttavia, il ritiro non uniforme può essere un problema durante la sinterizzazione e dovrebbe essere tenuto in considerazione in fase di progettazione. Torna all'Indice Plastic Binder Jetting Il Plastoc Binder Jetting è molto simile ai sistemi visti in precedenza. Si tratta di polvere di plastica su cui agisce un legante liquido. Una volta stampate, le parti in plastica vengono rimosse dal loro letto di polvere e spesso possono essere utilizzate senza ulteriori lavorazioni, ma possono essere riempite con un altro materiale, polimerizzate, lucidate o verniciate. Non richiedono una fase di sinterizzazione in forno, come con il metallo. Il getto di legante con polimeri, come con i metalli, presenta una gamma di vantaggi unici rispetto allo stampaggio a iniezione e ad altre tecnologie di stampa 3D di polimeri. Torna all'Indice Stampa 3D a energia diretta (Direct Energy Deposition) La stampa 3D a energia diretta è un processo di stampa 3D dove il materiale viene depositato e contemporaneamente fuso da una potente energia termica. La fonte di energia in questione è solitamente un raggio di elettroni, un laser o un plasma. Il materiale viene fornito sotto forma di filo o polvere. Questa tecnologia può essere usata strato su strato, per realizzare nuovi oggetti, ma può anche essere utilizzata per riparare componenti. Per questo motivo, la Direct Energy Deposition viene spesso utilizzata più per la riparazione che per oggetti completamente nuovi. Quando il materiale utilizzato in questo metodo di stampa è in polvere, la polvere viene spruzzata insieme a un gas inerte per ridurre o eliminare la possibilità di ossidazione. C'è anche la possibilità di utilizzare più polveri per mescolare i materiali e ottenere risultati diversi. Il problema più grande con questo metodo di stampa è che non tutto il materiale viene utilizzato durante il processo. Inevitabilmente, ci sarà della polvere che svolazza al di fuori dell'area interessata e non si scioglie. Un altro aspetto negativo della DED è che le parti prodotte in questo modo spesso richiedono una discreta quantità di post-elaborazione. Caratteristiche principali: Tipi di tecnologia di stampa 3D: Laser Engineered Net Shaping (LENS); Produzione additiva di fasci di elettroni (EBAM); Spray freddo Materiali: metalli, in filo e in polvere Precisione dimensionale: ±0,1 mm Applicazioni comuni: riparazione di componenti automobilistici/aerospaziali di fascia alta, prototipi funzionali e parti finali Punti di forza: Strutture di supporto raramente richieste; miscelazione di metalli; capacità di lavorare in 3 dimensioni Punti deboli: una scarsa finitura superficiale richiede una post-elaborazione; costoso Fanno parte di questo processo di stampa: > Electron Beam Additive Manufacturing (EBAM) > Laser Engineered Net Shaping (LENS) > Cold Spray Electron Beam Additive Manufacturing (EBAM) Si utilizza un raggio di elettroni come fonte di energia su di polvere o filamento. L'EBAM viene spesso eseguito sotto vuoto, riducendo la possibilità che venga contaminato il prodotto finale. Gli strati vengono costruiti uno alla volta, con il fascio di elettroni che crea una vasca di fusione e aggiunge il materiale dove richiesto. I metalli comunemente usati con questa procedura includono leghe di rame, titanio, cobalto e nichel, ma vengono utilizzati anche titanio e altro. Per la maggior parte dei casi, il titanio è il materiale più utilizzato con questo metodo di stampa. Torna all'Indice Laser Engineered Net Shaping (LENS) La stampa 3D di LENS avviene all'interno di una camera ermeticamente sigillata, poiché una polvere di metallo viene alimentata attraverso uno o più ugelli e fusa in modo specifico tramite un potente laser. Un oggetto viene quindi costruito strato dopo strato mentre l'ugello e il laser si muovono, a volte anche su più assi. Per questo motivo, un gas inerte (di solito argon) viene usato nella camera di stampa per ridurre quantità di ossigeno e umidità al suo interno. I metalli comunemente usati in questo processo includono titanio, acciaio inossidabile, alluminio e rame. Questo metodo di stampa viene spesso utilizzato per riparare componenti aerospaziali e automobilistici di fascia alta, come le pale dei motori a reazione, ma può anche essere utilizzato per produrre componenti interi. Spesso, la finitura superficiale delle parti completate non è particolarmente impressionante, quindi è necessario un certo grado di finitura post-produzione per fornire un componente completato. Torna all'Indice Cold Spray Nel Cold Spray, invece di utilizzare una fonte di energia esterna come un raggio di elettroni o un laser, il sistema funziona solo in base alla velocità delle molecole di metallo. Si tratta di una tecnologia di produzione che spruzza polveri metalliche a velocità supersoniche per legarle senza fonderle, il che non produce quasi alcuno stress termico. Dall'inizio degli anni 2000 è utilizzato come processo di rivestimento, ma più recentemente diverse aziende lo hanno adattato per la produzione additiva per stratificare il metallo a una velocità da circa 50 a 100 volte superiore rispetto alle tipiche stampanti 3D in metallo. Potrebbe non sorprendere che questo metodo di stampa 3D non produce stampe di grande qualità superficiale o dettaglio. D'altro lato, la tecnologia non ha bisogno di metallo in polvere di alta qualità per funzionare, e non c'è bisogno di usare gas o camere a vuoto. Spesso è prevista una finitura a CNC, che a volte viene integrata nella macchina stessa. Torna all'Indice Stampa 3D a laminazione La stampa 3D a laminazione è una forma di stampa 3D che prevede il posizionamento di fogli di materiale molto sottili uno sopra l'altro, che vengono tagliati uno alla volta per produrre un oggetto 3D. Gli strati di materiale possono essere fusi insieme utilizzando calore o leganti in base al materiale laminato usato: carta, polimeri e metalli. Questa tecnologia è una delle meno accurate. Le parti prodotte con questo metodo richiedono molte rifiniture di post-produzione. Sostanzialmente, i laminati sono tagliati tramite taglierine laser o CNC mentre la stampa avanza. Il sistema porta inevitabilmente a più sprechi rispetto ad altre tecnologie di stampa 3D. Viene usata per produrre prototipi economici e non funzionali a una velocità relativamente elevata o per produrre articoli compositi, poiché i materiali utilizzati possono essere scambiati durante il processo di stampa. Va sottolineato che gli oggetti prodotti in questo modo non sono abbastanza resistenti per fungere da componenti funzionali. Caratteristiche tecniche: Tipi di tecnologia di stampa 3D: Laminated Object Manufacturing (LOM), Ultrasonic Consolidation (UC) Materiali: carta, polimero e metallo in fogli Precisione dimensionale: ±0,1 mm Applicazioni comuni: prototipi non funzionali, stampe multicolori, stampi per colata Punti di forza: basso costo; produzione rapida possibile; stampe composite Punti deboli: bassa precisione; più rifiuti; molto lavoro di post-produzione richiesto per le parti Fanno parte di questo processo di stampa: > Laminated Object Manufacturing (LOM) > Ultrasonic Consolidation (UC) Laminated Object Manufacturing (LOM) La tecnologia LOM è la forma più comune di stampa 3D con laminazione a fogli. Molto apprezzata per i risultati estetici e il relativo basso costo dei materiali di consumo, la tecnica per laminazione produce oggetti incollando strato su strato il materiale impiegato, tra i quali il più utilizzato è la carta. Si otterrà quindi una risma di fogli con una sequenza ben definita, ognuno dei quali sarà tagliato secondo la forma che dovrà avere lo strato e incollati uno sopra l’altro. I fogli possono anche essere colorati proprio come accade con le macchine Inkjet. Avremo così un oggetto che potrà essere caratterizzato da infinite colorazioni, rinunciando però alle capacità meccaniche. Materiali utilizzati comunemente sono anche film plastici e lamiere metalliche. La quantità di colla applicata durante questo processo di stampa può variare e il sistema di taglio lavora mentre la stampa procede, tagliando una sezione trasversale 2D dell'oggetto 3D finale. Questo metodo di stampa presenta alcuni vantaggi, con stampe rapide e convenienti da produrre, soprattutto sulle grandi dimensioni. Torna all'Indice Ultrasonic Consolidation (UC) Ultrasonic Consolidation (UC) è un modo per stampare in 3D oggetti metallici. A volte lo vedrai indicato come Ultrasonic Additive Manufacturing (UAM). Questo metodo di stampa 3D utilizza vibrazioni e pressioni ultrasoniche per fondere sottili fogli di metallo a bassa temperatura. A causa delle basse temperature usate, le lamiere non vengono fuse insieme ma semplicemente legate insieme a causa della rottura degli ossidi sulla superficie dei metalli. Questo metodo produce poco calore e può legare insieme diversi tipi di metallo, producendo parti multimateriale senza che i metalli si mescolino. Come con altri metodi di stampa della laminazione del foglio, è necessario un sistema di taglio per tagliare la sezione trasversale 2D e, solitamente, una macchina CNC è il metodo più comunemente utilizzato. A causa del processo di taglio, con questo metodo si ottengono più scarti. Spesso è richiesta una finitura in post-produzione. Torna all'Indice2 punti
In questa guida ti spiego in modo semplice come funzionano tutte le tecnologie di stampa 3D utilizzate oggi. Scoprirai come funzionano le tipi di stampa 3D FDM, SLA, MSLA, DLP, SLS, DMLS, SLM, EBM, Material Jetting, DOD, Binder Jetting e molte altre. Una delle attività più impegnative che progettisti e ingegneri si trovano a svolgere la prima volta che hanno a che fare con la stampa 3D è quella di navigare nel vasto numero di tipi di stampa 3D, cercando la soluzione che più si addice alle proprie necessità. In genere, le prime domande sono sempre le stesse: come funziona una stampante 3D? Oppure, quali materiali si possono usare? In questa guida trovi una descrizione dettagliata di tutte le tipologie di stampa 3D. Ti mostrerò come funzionano, quali sono i materiali usati e le applicazioni in cui vengono coinvolte, sottolineando i pro e i contro di ognuna. Sfruttando queste informazioni sarai in grado di determinare quale tecnologia è meglio sfruttare a seconda degli oggetti che dovrai realizzare. In questa guida: > Classificazione dei tipi di stampa 3D > Stampa 3D a estrusione > Stampa 3D a resina > Stampa 3D a fusione di polveri (Powder Bed Fusion) > Stampa 3D a getto di materiale (Material Jetting) > Stampa 3D a getto di legante (Binder Getting) > Stampa 3D a energia diretta (Direct Energy Deposition) > Stampa 3D a laminazione Classificazione dei tipi di stampa 3D Scegliere la tecnologia di stampa 3D a seconda dei pezzi da realizzare non è un'attività facile. I processi di fabbricazione additiva variano in precisione, resistenze meccaniche raggiungibili, materiali utilizzabili e finitura. La categorizzazione più utilizzata nell'ambito della stampa 3D deriva da un regolamento standard istituito nel 2015. Il documento a cui fa riferimento l'industria, e al quale anche noi saremo fedeli in questa guida, è lo Standard ISO/ASTM 52900. Grazie a questo standard è stata fatta una classificazione delle tecnologie di stampa 3D in "processi". Inoltre, è stata standardizzata anche la terminologia legata all'ambito della stampa 3D, così da semplificare la descrizione dei vari metodi di produzione. Classificazione delle tecnologie di stampa 3D in base ai materiali Le tecnologie di stampa 3D possono essere distinte anche in base alla tipologie di materiali utilizzabili. I materiali per la stampa 3D sono numerosi e si differenziano tra loro secondo diverse caratteristiche. Di base però, possiamo sicuramente fare una prima distinzione in due gruppi: polimeri e metalli. Polimeri Il gruppo dei polimeri racchiude in vasto numero di materiali che presentano proprietà molto diverse tra loro, trovando spazio in un numero molto alto di applicazioni. Se ti guardi intorno, ti renderai immediatamente conto di quanto i polimeri siano usati nell'industria. Oggi infatti, il mercato dei polimeri supera di gran lunga quelli di altri materiali. Nella stampa 3D i materiali di consumo si presentano solitamente in tre forme - filamenti, resine e polveri. Nello specifico, i polimeri si suddividono principalmente in due gruppi: termoplastiche e termoindurenti. La differenza tra questi due sta essenzialmente nel comportamento che assumono se sottoposti a calore. Termoplastiche Le termoplastiche possono passare dallo stato liquido allo stato solido più volte nel tempo, mantenendo praticamente inalterate le proprie caratteristiche. Le termoplastiche sono usate nel processo di stampa 3D a filamento fuso, come anche nella tradizionale produzione tramite stampi. Risulta evidente quindi come l'uso delle termoplastiche preveda una fase di fusione, a cui segue una fase di estrusione o iniezione, e infine una fase di raffreddamento e solidificazione. Termoindurenti A differenza delle termoplastiche, i polimeri termoindurenti non entrano mai nello stato di fusione. I polimeri termoindurenti si presentano solitamente sotto forma di fluidi viscosi, ad esempio resine, e passano allo stato solido indurendosi a seguito dell'azione di un'agente come: esposizione al calore; esposizione alla luce; catalisi (reazione chimica che avviene quando il termoindurente entra in contatto con un secondo materiale, detto catalizzatore). Se vengono fusi, i termoindurenti perdono interamente le proprie caratteristiche tecniche. Questo significa che i materiali facenti parte di questa categoria non possono essere trasformati tramite fusione per poi essere riutilizzati. Tra le tecnologie di stampa 3D, le tecnologie SLA, DLP e Material Jetting sfruttano polimeri termoindurenti in fase di produzione. La solidificazione del materiale avviene a seguito dell'azione di un laser o di una luce UV. Metalli A differenza dei polimeri, i quali sono essenzialmente usati sotto forma di filamenti, polveri e resine, la stampa 3D a metallo prevede quasi esclusivamente l'uso di materiali in polvere. La stampa 3D in metallo predilige l'alta precisione nella realizzazione di pezzi funzionali e performanti. La dimensione delle particelle, la loro distribuzione, la forma e l'attrito tra loro stesse sono tutte proprietà che determinano la qualità di realizzazione dei pezzi. La stampa 3D a metallo non si ferma all'uso di materiali come l'acciaio. Sono diverse le applicazioni che vedono l'impiego di polveri di titanio, oro, argento e altre leghe. Altri materiali Alcune tecnologie di stampa 3D sono in grado di utilizzare materiali compositi a fibra lunga, filamenti caricati con polveri di ceramica o polveri metalliche e sabbia. In questo gruppo ricadono tutti quei materiali meno conosciuti e che soddisfano richieste di nicchia. Torna all'Indice Stampa 3D a estrusione La stampa 3D a estrusione è la più conosciuta. In questo processo, il materiale viene estruso attraverso un ugello. Il più delle volte quel materiale è un filamento di plastica spinto attraverso un ugello riscaldato, che lo scioglie e lo deposita su di un piano. La stampante deposita il materiale su una piattaforma di costruzione lungo un percorso predeterminato, dove il filamento si raffredda e si solidifica per formare un oggetto solido. In questo processo sono usati anche materiali compositi come pasta di metallo, biogel, cemento, cioccolato e una vasta gamma di altri materiali. Caratteristiche principali: Tipi di tecnologia di stampa 3D: stampa a deposizione di filamento fuso (FDM), a volte chiamata Fused Filament Fabrication (FFF); Materiali: filamento di plastica (PLA, ABS, PET, PETG, TPU, nylon, ASA, PC, HIPS, fibra di carbonio e molti altri); Precisione dimensionale: ±0,5% (limite inferiore ±0,5 mm); Applicazioni comuni: alloggiamenti elettrici, prototipi di geometria e forma, dispositivi di vario genere, modelli per microfusione, ecc; Punti di forza: basso costo, ampia gamma di materiali. Fanno parte di questo processo di stampa: > Stampa a filamento fuso - Fused Deposition Modeling (FDM) Stampa a filamento fuso - Fused Deposition Modeling (FDM) Comunemente chiamata con gli acronimi FFF - Fused Filament Fabrication - o FDM – Fused Deposition Modeling – questa tecnologia di stampa 3D è la più comune ed economica. Un filamento di materiale, generalmente un polimero, viene riscaldato da una resistenza e spinto attraverso un ugello il quale, spostandosi all’interno del volume di lavoro, va a depositare il materiale strato su strato. La temperatura di estrusione dipende dal polimero utilizzato nella fase di stampa. Il materiale usato più comunemente è il PLA (Acido Polilattico) e viene estruso ad una temperatura compresa tra i 180 e 210 °C. Altri materiali richiedono temperature di estrusione ben maggiori, a volte anche 300-400 °C come l’ULTEM (materiale altamente performante e resistente alle deformazioni), il PEEK (apprezzato per l’alta resistenza termica) o il PMMA (comunemente chiamato Plexiglass). La dimensione del foro dell’ugello di estrusione può variare a seconda delle necessità: si parte dai decimi di centimetro fino ad arrivare a diversi millimetri di diametro. Il diametro dell’ugello definisce due parametri molto importanti: la velocità di stampa (a parità di dimensioni dell’oggetto in stampa, un ugello più grande estrude più materiale, permettendo di finire la lavorazione più velocemente); la precisione con cui viene depositato il materiale (un ugello più piccolo permette di ottenere forme più precise). Comunemente, si dice che la tecnologia FDM viene utilizzata anche per realizzare edifici stampati in 3D estrudendo argilla o cemento, dolci e cibo stampati 3D estrudendo cioccolato, organi stampati in 3D estrudendo cellule vive in un gel biologico, ecc. A mio avviso questa di tratta di una grande approssimazione. Per quanto il processo di stampa sia molto similare, le componenti cambiano. Ad esempio, per stampare argilla è necessario montare un estrusore apposito dotato di una vite e senza riscaldatore. Fai sempre attenzione a questi dettagli! Torna all'Indice Stampa 3D a resina La polimerizzazione in vasca è un processo di stampa 3D in cui una sorgente di luce polimerizza in modo selettivo una resina fotopolimerica raccolta in una vasca. A livello pratico abbiamo a che fare con una fonte luminosa che viene diretta con precisione verso un punto specifico su un sottile strato di plastica liquida, facendola indurire. Questo processo viene ripetuto strato dopo strato fino a formare l'oggetto 3D. Le tecnologie più comuni di polimerizzazione in vasca sono la stereolitografia (SLA), la Digital Light Processing (DLP) e la Masked Stereolitography (MSLA). La differenza fondamentale tra questi tipi di tecnologia di stampa 3D è la fonte di luce che usano per polimerizzare la resina. Alcuni produttori di stampanti 3D, in particolare quelli che producono stampanti 3D di livello professionale, utilizzano varianti leggermente differenti e brevettate. Ne consegue che sia abbastanza comune trovare diversi tipi di tecnologia SLA sul mercato. Alcuni esempi possono essere Carbon, la quale utilizza una tecnologia di polimerizzazione in vasca chiamata Digital Light Synthesis (DLS), Origin di Stratasys chiama la sua tecnologia Programmable Photopolymerization (P³), Formlabs con la Low Force Stereolithography (LFS) e Azul 3D con la tecnologia HARP. Caratteristiche principali: Tipi di tecnologia di stampa 3D: stereolitografia (SLA), Masked Stereolitography (MSLA), microstereolitografia (µSLA) ecc. Materiali: Resine fotopolimeriche (colabili, trasparenti, industriali, biocompatibili, ecc.) Precisione dimensionale: ±0,5% (limite inferiore ±0,15 mm o 5 nanometri con µSLA) Applicazioni comuni: prototipi di polimeri simili a stampi a iniezione; colata di gioielli; applicazioni odontoiatriche Punti di forza: finitura superficiale liscia, dettagli fini Fanno parte di questo processo di stampa: > Stereolitografia (SLA) > Digital Light Processing (DLP) Stereolitografia (SLA) La tecnologia SLA è stata prima in assoluto ad essere inventata. La stereolitografia è stata inventata da Chuck Hull nel 1986, usata e commercializzata dalla società 3D Systems. Le stampanti 3D a stereolitografia permettono di realizzare oggetti partendo da una vasca contenente resine epossidiche allo stato liquido. Il processo prevede la solidificazione di uno strato di resina sopra l’altro per mezzo di un raggio laser che viene riflesso da una lente che disegna gli strati dell’oggetto interessato. Le resine utilizzate con questa tecnologia sono dei fotopolimeri, ossia materiali polimerici che si solidificano se sottoposti ad un raggio di luce avente determinate caratteristiche. Tali resine fotosensibili presentano scarse qualità meccaniche e deterioramento precoce, soprattutto se esposte a raggi solari o all’umidità. Per sostenere le parti a sbalzo dell’oggetto di stampa è necessario utilizzare dei supporti, che possono essere disegnati appositamente o calcolati dal software CAM in modo automatico. Gli oggetti prodotti attraverso stereolitografia sono anche utilizzati per lo stampaggio a iniezione, per la termoformatura, per la soffiatura e per processi che prevedono colate di metallo, in quanto risultano sufficientemente resistenti alle sollecitazioni sul materiale. Lo svantaggio della stereolitografia rispetto alla tecnologia DLP - che vediamo nel prossimo paragrafo - è che, utilizzando un laser che "lavora per punti", il processo di stampa può richiedere più tempo. Torna all'Indice Digital Light Processing DLP Se nel metodo SLA la luce utilizzata per fotopolimerizzare la resina proviene da un laser, il metodo DLP utilizza invece un fascio di luce proveniente da proiettori o schermi LCD. Il processo prevede anche in questo caso la fotopolimerizzazione di una resina fotosensibile, che si trova inizialmente allo stato liquido, tramite dei flash ad alta luminosità. La luce viene proiettata sulla resina utilizzando schermi a diodi a emissione di luce (LED) o una sorgente di luce UV (lampada) diretta alla superficie di costruzione da un dispositivo a microspecchi digitali (DMD). Il dispositivo digitale a microspecchi, chiamato DMD – Digital Micromirror Device - corrisponde ad un meccanismo di modulazione di luce spaziale. Questo permette di coprire in modo dinamico un’ampia area di luce. La precisione di questo sistema di specchi permette di arrivare a qualità di stampa notevoli, pari circa a 30 micron. Mentre nella tecnologia SLA il laser si muove sulla parte superficiale della resina, arrivando a solidificare lo strato interessato punto per punto, la tecnologia DLP solidifica uno strato intero alla volta, proiettando un fascio di luce su tutta la superficie da lavorare. Il tempo impiegato per solidificare gli strati dipende dalla potenza della fonte luminosa originaria e dalla dispersione di luce, che è bene avvenga il meno possibile per garantire una buona riuscita di stampa. Le stampanti DLP possono utilizzare un’ampia gamma di materiali, anche morbidi e flessibili. Poiché vengono usati schermi LCD e proiettori, i quali sono schermi digitali composti da pixel, l'immagine proiettata di ogni strato è composta da pixel quadrati estrusi, chiamati voxel. Torna all'Indice Stampa 3D a fusione di polveri (Powder Bed Fusion) La stampa 3D a fusione di polveri è un processo in cui una fonte di energia termica induce selettivamente la fusione tra particelle di polvere (plastica, metallo o ceramica) all'interno di un'area di stampa, così da creare l'oggetto solido strato dopo strato. In questa metodologia, le macchine posizionano un sottile strato di materiale in polvere sul letto di stampa, in genere con una lama, su cui poi agisce la fonte di calore che fonde le particelle tra di loro. In seguito, un altro strato di materiale viene depositato e a sua volta fuso. Il processo si ripete fino a fine lavoro. Caratteristiche principali: Tipi di tecnologia di stampa 3D: Sinterizzazione Laser (SLS), Selective Laser Melting (SLM), fusione con fascio di elettroni (EBM), Direct Metal Laser Sintering (DMLS), Multi Jet Fusion (MJF) Materiali: Polveri termoplastiche (Nylon 6, Nylon 11, Nylon 12, ecc.), polveri metalliche (acciaio, titanio, alluminio, cobalto, ecc.), polveri ceramiche Precisione dimensionale: ±0,3% (limite inferiore ±0,3 mm) Applicazioni comuni: parti funzionali, tubazioni complesse (disegni cavi), produzione di parti a basse tirature Punti di forza: parti funzionali, ottime proprietà meccaniche, geometrie complesse Fanno parte di questo processo di stampa: > Sinterizzazione Laser (SLS) > Direct Metal Laser Sintering (DMLS) / Selective Laser Melting (SLM) > Electron Beam Melting (EBM) > Multi Jet Fusion (MJF) Sinterizzazione Laser (SLS) Per “sinterizzazione” s’intende una lavorazione che permette di ottenere elementi compatti partendo da materiali polverulenti. Questa tecnologia sfrutta una luce laser che va a colpire uno strato di polvere, solitamente polimerica, accolta all’interno di una vasca, e che sinterizza tra di loro le particelle interessate. Banalmente, la sinterizzazione può essere vista come la saldatura tra piccole particelle solide. La costruzione degli oggetti avviene sinterizzando uno strato di polvere sull’altro: alla fine sarà quindi necessario rimuovere l’oggetto dalla vasca in cui è stato prodotto e pulirlo dalle polveri circostanti, che non sono state colpite dal raggio laser. I materiali utilizzabili sono generalmente polimeri e possono contenere caricature di diverso tipo (nylon caricato alluminio, nylon caricato carbonio, poliammide). L’altezza degli strati di stampa può arrivare a grandezze nell’ordine dei 20 micron. Sono note tecnologie che prevedono l'uso di materiali differenti, come nel caso del Micro Selective Laser Sintering (μSLS). Il Micro Selective Laser Sintering è essenzialmente una tecnologia SLS su scala ridotta e spesso chiamata micro sinterizzazione laser. In μSLS vengono usati comunemente metalli. μSLS può produrre parti metalliche 3D con una risoluzione inferiore a 5 μm e una produttività superiore a 60 mm3/ora. Utilizzando una stampante 3D SLS non servono i supporti all’oggetto in stampa poiché, il materiale che non viene sinterizzato, fa da supporto agli strati successivi. Inoltre, il materiale che all’interno di una sessione di stampa non viene impiegato sarà riutilizzabile nuovamente. Torna all'Indice Direct Metal Laser Sintering (DMLS) / Selective Laser Melting (SLM) Sia la Direct Metal Laser Sintering (DMLS) che la Selective Laser Melting (SLM) derivano dalla tecnologia a Sinterizzazione SLS. La differenza principale è che questi tipi di tecnologia di stampa 3D vengono applicati per realizzare componenti in metallo. La tecnologia DMLS non scioglie la polvere, ma la riscalda fino a produrre una fusione a livello molecolare. In questo modo si ottiene una lega metallica. La tecnologia SLM utilizza il laser per ottenere una vera e propria fusione della polvere metallica. Con questo sistema si ottiene un materiale puro, come il titanio. Torna all'Indice Electron Beam Melting (EBM) La fusione tramite fascio di elettroni (EBM) utilizza un raggio ad alta energia, o elettroni, per indurre la fusione tra le particelle di polvere metallica. Il processo prevede il passaggio di un fascio di elettroni su un sottile strato di polvere, provocando la fusione e la solidificazione localizzate di una specifica area del piatto di stampa. Il risultato è quindi la solidificazione del singolo layer del pezzo in stampa. Rispetto ai tipi di tecnologia di stampa 3D SLM e DMLS, EBM ha generalmente una velocità di stampa superiore grazie della sua maggiore densità di energia. Tuttavia, caratteristiche come la dimensione minima dei dettagli, la dimensione delle particelle di polvere, lo spessore dello strato e la finitura superficiale sono in genere più grossolane. Nel processo EBM le parti sono fabbricate sotto vuoto. Inoltre, il processo può essere utilizzato solo con materiali conduttivi. Torna all'Indice Multi Jet Fusion (MJF) Multi Jet Fusion è tecnicamente una tecnologia di stampa 3D a fusione di letto di polvere, sebbene abbia somiglianze con il Binder Jetting. La tecnologia Multi Jet Fusion è stata introdotta sul mercato da HP nel 2016 e deriva da decenni di investimenti di HP nella stampa a getto d'inchiostro, nei materiali "a getto", nella meccanica di precisione a basso costo, nella scienza dei materiali e nei sistemi di "imaging". La tecnologia prende il nome dalle molteplici testine a getto d'inchiostro che eseguono il processo di stampa. Nel processo di stampa Multi Jet Fusion, la stampante depone uno strato di polvere di materiale sul piano di stampa. In seguito, una testina a getto d'inchiostro attraversa la polvere e deposita su di essa sia un agente di fusione che un agente di dettaglio. Un'unità di riscaldamento a infrarossi si sposta in seguito sullo strato di stampa. Col passaggio degli infrarossi, gli agenti reagiscono e attivano una fusione del layer con quello sottostante. Le aree dove è stato depositato l'agente di dettaglio rimangono sotto forma di polvere, in quanto hanno solo funzione di generare i dettagli della geometria. Ciò elimina la necessità di usare supporti, poiché gli strati inferiori supportano quelli stampati sopra. HP afferma che una stampante Multi Jet Fusion differisce dalla maggior parte delle altre tecnologie di stampa 3D in quanto ogni nuovo strato di materiale e agente viene posizionato mentre lo strato precedente è ancora in fase di fusione. Ciò consente agli strati di fondersi completamente, offrendo dettagli più fini e caratteristiche migliori. Per completare il processo di stampa, l'intero letto di polvere - e le parti stampate in esso contenute - vengono spostati in una stazione di elaborazione separata. Qui, la maggior parte della polvere non fusa viene aspirata, consentendo di riutilizzarla. Torna all'Indice Stampa 3D a getto di materiale (Material Jetting) Il Material Jetting è un processo di stampa 3D in cui goccioline di materiale vengono depositate in modo controllato e polimerizzate su un piano di stampa. Solitamente si tratta di fotopolimeri o goccioline di cera che polimerizzano se esposte alla luce. Il processo consente di stampare materiali diversi nel singolo oggetto, aggiungendo anche colori e trame. Si tratta di un processo con buona finitura superficiale ed estetica, usato per produrre prototipi a colori e multimateriale. Caratteristiche principali: Tipi di tecnologia di stampa 3D: Material Jetting (MJ), Drop on Demand (DOD) Materiali: Resina fotopolimerica (standard, calcinabile, trasparente, alta temperatura) Precisione dimensionale: ±0,1 mm Applicazioni comuni: prototipi di prodotti a colori; prototipi simili a stampi a iniezione; stampi ad iniezione a bassa tiratura; modelli medici Punti di forza: Migliore finitura superficiale; Disponibile in quadricromia e multimateriale Punti di debolezza: fragile, non adatto per parti meccaniche; Costo superiore a SLA/DLP per scopi visivi Fanno parte di questo processo di stampa: > Material Jetting (MJ) > Drop On Demand (DOD) Material Jetting (MJ) Il Material Jetting (MJ) funziona in modo simile a una stampante a getto d'inchiostro standard. La differenza è che, invece di stampare un singolo strato di inchiostro, gli strati vengono costruiti l'uno sull'altro per creare un oggetto solido. La testina di stampa emette centinaia di minuscole goccioline di fotopolimero e quindi le polimerizza/solidifica utilizzando la luce ultravioletta (UV). Dopo che uno strato è stato depositato e polimerizzato, la piattaforma di costruzione viene abbassata e il processo viene ripetuto per costruire un oggetto 3D. Il Material Jetting si differenzia da altri tipi di tecnologia di stampa 3D che depositano, sinterizzano o polimerizzano il materiale di costruzione perché, invece di focalizzarsi su punti singoli dello strato, deposita e solidifica il materiale in modo omogeneo su tutto il layer. Il vantaggio della deposizione in linea è che si possono fabbricare più oggetti senza avere alcun impatto sulla tempistica di stampa. Gli oggetti realizzati tramite Material Jetting richiedono i supporti, che viene stampato simultaneamente durante la costruzione con un materiale solubile, di seguito rimosso durante la fase di post-produzione. Il Material Jetting è uno dei pochi tipi di tecnologia di stampa 3D a offrire oggetti realizzati con stampa multimateriale e full-color. Torna all'Indice Drop On Demand (DOD) Drop on Demand (DOD) è un tipo di tecnologia di stampa 3D che utilizza una coppia di getti d'inchiostro. Il primo deposita il materiale di stampa, che in genere è un materiale simile alla cera. Il secondo deposita un materiale di supporto solubile. Come in le altre tecnologie di stampa 3D, le stampanti DOD eseguono un percorso predeterminato per depositare materiale in modo puntuale. Le stampanti DOD utilizzano anche una sorta di raschietto, che sfiora il layer appena stampato e lo livella, garantendo una superficie perfettamente piana prima di iniziare lo strato successivo. Le stampanti DOD vengono solitamente utilizzate per creare modelli adatti per la fusione a cera persa, la microfusione e altre applicazioni di costruzione di stampi. Torna all'Indice Stampa 3D a getto di legante (Binder Getting) La stampa 3D a getto di legante è un processo di stampa 3D in cui un agente legante liquido lega aree definite di un letto di polvere. Il getto di legante è una tecnologia di stampa 3D simile a SLS, dove è previsto uno strato iniziale di polvere sulla piattaforma di stampa. A differenza dell'SLS però, il Binder Jetting sposta una testina di stampa sulla superficie della polvere, depositando goccioline di legante, che in genere hanno un diametro di 80 micron. Queste goccioline legano insieme le particelle di polvere, generando il layer dell'oggetto. Una volta che uno strato è stato stampato, il letto di polvere viene abbassato e un nuovo strato di polvere viene distribuito sul layer precedente. Questo processo viene ripetuto fino a formare l'oggetto completo. L'oggetto viene quindi lasciato nella polvere per indurire e acquisire le sue caratteristiche meccaniche. Successivamente, l'oggetto viene rimosso dal letto di polvere e l'eventuale polvere rimasta viene rimossa utilizzando aria compressa. Caratteristiche principali: Tipi di tecnologia di stampa 3D: getto di legante Materiali: Sabbia, polimero o polvere di metallo: Inossidabile/Bronzo, Sabbia; compositi Ceramica-Metallo Precisione dimensionale: ±0,2 mm (metallo) o ±0,3 mm (sabbia) Applicazioni comuni: parti metalliche funzionali; Modelli a colori; Colata in sabbia Punti di forza: basso costo; Grandi volumi di costruzione; Parti metalliche funzionali, riproduzione dei colori eccezionale, velocità di stampa elevate, flessibilità di progettazione senza supporto Punti deboli: Proprietà meccaniche non buone come la fusione a letto di polvere di metallo Fanno parte di questo processo di stampa: > Sand Binder Jetting > Metal Binder Jetting > Plastic Binder Jetting Sand Binder Jetting Il Sand Binder Jetting è un processo a basso costo usato per la produzione di parti da sabbia, ad esempio arenaria o gesso. Dopo la stampa, gli oggetti prodotti vengono rimossi dal volume di costruzione e puliti per rimuovere la sabia rimasta in superficie. Gli stampi sono in genere immediatamente pronti per la colata in metallo fuso. Dopo la colata, lo stampo viene rotto e il componente metallico finale viene rimosso. Il processo è abbastanza facile da integrare nei processi di produzione o fonderia esistenti. Inoltre permette di produrre geometrie grandi e complesse a costi relativamente bassi. Metal Binder Jetting Il Binder Jetting può essere utilizzato anche per la fabbricazione di oggetti metallici. La polvere di metallo viene legata utilizzando un agente legante polimerico. Il processo prevede, a seguito della fase di stampa, una fase di infiltrazione e di sinterizzazione dei pezzi realizzati, fondamentali per far raggiungere alle componenti le caratteristiche meccaniche desiderate. Se queste fasi non sono eseguite, una parte realizzata in metallo tramite Binder Jetting avrà scarse proprietà meccaniche. Il processo di infiltrazione funziona come segue: inizialmente, le particelle di polvere metallica vengono legate insieme utilizzando un agente legante per formare un oggetto in "green state". Una volta che gli oggetti sono completamente induriti, vengono rimossi dalla polvere e posti in una fornace, dove il legante viene bruciato. Ciò lascia l'oggetto a una densità di circa il 60%. Successivamente, viene fatta una infiltrazione di bronzo in modo da riempire i capillari aperti, ottenendo un oggetto con una densità di circa il 90% e una maggiore resistenza. Gli oggetti realizzati con Metal Binder Jetting hanno generalmente proprietà meccaniche inferiori rispetto alle parti metalliche realizzate con Powder Bed Fusion. Il processo di sinterizzazione può essere applicato laddove le parti metalliche siano realizzate senza infiltrazioni. Al termine della stampa, gli oggetti con in "green state" vengono inseriti in un forno per rimuovere il legante. Successivamente, vengono sinterizzati in una fornace ad un'alta densità di circa il 97%. Tuttavia, il ritiro non uniforme può essere un problema durante la sinterizzazione e dovrebbe essere tenuto in considerazione in fase di progettazione. Torna all'Indice Plastic Binder Jetting Il Plastoc Binder Jetting è molto simile ai sistemi visti in precedenza. Si tratta di polvere di plastica su cui agisce un legante liquido. Una volta stampate, le parti in plastica vengono rimosse dal loro letto di polvere e spesso possono essere utilizzate senza ulteriori lavorazioni, ma possono essere riempite con un altro materiale, polimerizzate, lucidate o verniciate. Non richiedono una fase di sinterizzazione in forno, come con il metallo. Il getto di legante con polimeri, come con i metalli, presenta una gamma di vantaggi unici rispetto allo stampaggio a iniezione e ad altre tecnologie di stampa 3D di polimeri. Torna all'Indice Stampa 3D a energia diretta (Direct Energy Deposition) La stampa 3D a energia diretta è un processo di stampa 3D dove il materiale viene depositato e contemporaneamente fuso da una potente energia termica. La fonte di energia in questione è solitamente un raggio di elettroni, un laser o un plasma. Il materiale viene fornito sotto forma di filo o polvere. Questa tecnologia può essere usata strato su strato, per realizzare nuovi oggetti, ma può anche essere utilizzata per riparare componenti. Per questo motivo, la Direct Energy Deposition viene spesso utilizzata più per la riparazione che per oggetti completamente nuovi. Quando il materiale utilizzato in questo metodo di stampa è in polvere, la polvere viene spruzzata insieme a un gas inerte per ridurre o eliminare la possibilità di ossidazione. C'è anche la possibilità di utilizzare più polveri per mescolare i materiali e ottenere risultati diversi. Il problema più grande con questo metodo di stampa è che non tutto il materiale viene utilizzato durante il processo. Inevitabilmente, ci sarà della polvere che svolazza al di fuori dell'area interessata e non si scioglie. Un altro aspetto negativo della DED è che le parti prodotte in questo modo spesso richiedono una discreta quantità di post-elaborazione. Caratteristiche principali: Tipi di tecnologia di stampa 3D: Laser Engineered Net Shaping (LENS); Produzione additiva di fasci di elettroni (EBAM); Spray freddo Materiali: metalli, in filo e in polvere Precisione dimensionale: ±0,1 mm Applicazioni comuni: riparazione di componenti automobilistici/aerospaziali di fascia alta, prototipi funzionali e parti finali Punti di forza: Strutture di supporto raramente richieste; miscelazione di metalli; capacità di lavorare in 3 dimensioni Punti deboli: una scarsa finitura superficiale richiede una post-elaborazione; costoso Fanno parte di questo processo di stampa: > Electron Beam Additive Manufacturing (EBAM) > Laser Engineered Net Shaping (LENS) > Cold Spray Electron Beam Additive Manufacturing (EBAM) Si utilizza un raggio di elettroni come fonte di energia su di polvere o filamento. L'EBAM viene spesso eseguito sotto vuoto, riducendo la possibilità che venga contaminato il prodotto finale. Gli strati vengono costruiti uno alla volta, con il fascio di elettroni che crea una vasca di fusione e aggiunge il materiale dove richiesto. I metalli comunemente usati con questa procedura includono leghe di rame, titanio, cobalto e nichel, ma vengono utilizzati anche titanio e altro. Per la maggior parte dei casi, il titanio è il materiale più utilizzato con questo metodo di stampa. Torna all'Indice Laser Engineered Net Shaping (LENS) La stampa 3D di LENS avviene all'interno di una camera ermeticamente sigillata, poiché una polvere di metallo viene alimentata attraverso uno o più ugelli e fusa in modo specifico tramite un potente laser. Un oggetto viene quindi costruito strato dopo strato mentre l'ugello e il laser si muovono, a volte anche su più assi. Per questo motivo, un gas inerte (di solito argon) viene usato nella camera di stampa per ridurre quantità di ossigeno e umidità al suo interno. I metalli comunemente usati in questo processo includono titanio, acciaio inossidabile, alluminio e rame. Questo metodo di stampa viene spesso utilizzato per riparare componenti aerospaziali e automobilistici di fascia alta, come le pale dei motori a reazione, ma può anche essere utilizzato per produrre componenti interi. Spesso, la finitura superficiale delle parti completate non è particolarmente impressionante, quindi è necessario un certo grado di finitura post-produzione per fornire un componente completato. Torna all'Indice Cold Spray Nel Cold Spray, invece di utilizzare una fonte di energia esterna come un raggio di elettroni o un laser, il sistema funziona solo in base alla velocità delle molecole di metallo. Si tratta di una tecnologia di produzione che spruzza polveri metalliche a velocità supersoniche per legarle senza fonderle, il che non produce quasi alcuno stress termico. Dall'inizio degli anni 2000 è utilizzato come processo di rivestimento, ma più recentemente diverse aziende lo hanno adattato per la produzione additiva per stratificare il metallo a una velocità da circa 50 a 100 volte superiore rispetto alle tipiche stampanti 3D in metallo. Potrebbe non sorprendere che questo metodo di stampa 3D non produce stampe di grande qualità superficiale o dettaglio. D'altro lato, la tecnologia non ha bisogno di metallo in polvere di alta qualità per funzionare, e non c'è bisogno di usare gas o camere a vuoto. Spesso è prevista una finitura a CNC, che a volte viene integrata nella macchina stessa. Torna all'Indice Stampa 3D a laminazione La stampa 3D a laminazione è una forma di stampa 3D che prevede il posizionamento di fogli di materiale molto sottili uno sopra l'altro, che vengono tagliati uno alla volta per produrre un oggetto 3D. Gli strati di materiale possono essere fusi insieme utilizzando calore o leganti in base al materiale laminato usato: carta, polimeri e metalli. Questa tecnologia è una delle meno accurate. Le parti prodotte con questo metodo richiedono molte rifiniture di post-produzione. Sostanzialmente, i laminati sono tagliati tramite taglierine laser o CNC mentre la stampa avanza. Il sistema porta inevitabilmente a più sprechi rispetto ad altre tecnologie di stampa 3D. Viene usata per produrre prototipi economici e non funzionali a una velocità relativamente elevata o per produrre articoli compositi, poiché i materiali utilizzati possono essere scambiati durante il processo di stampa. Va sottolineato che gli oggetti prodotti in questo modo non sono abbastanza resistenti per fungere da componenti funzionali. Caratteristiche tecniche: Tipi di tecnologia di stampa 3D: Laminated Object Manufacturing (LOM), Ultrasonic Consolidation (UC) Materiali: carta, polimero e metallo in fogli Precisione dimensionale: ±0,1 mm Applicazioni comuni: prototipi non funzionali, stampe multicolori, stampi per colata Punti di forza: basso costo; produzione rapida possibile; stampe composite Punti deboli: bassa precisione; più rifiuti; molto lavoro di post-produzione richiesto per le parti Fanno parte di questo processo di stampa: > Laminated Object Manufacturing (LOM) > Ultrasonic Consolidation (UC) Laminated Object Manufacturing (LOM) La tecnologia LOM è la forma più comune di stampa 3D con laminazione a fogli. Molto apprezzata per i risultati estetici e il relativo basso costo dei materiali di consumo, la tecnica per laminazione produce oggetti incollando strato su strato il materiale impiegato, tra i quali il più utilizzato è la carta. Si otterrà quindi una risma di fogli con una sequenza ben definita, ognuno dei quali sarà tagliato secondo la forma che dovrà avere lo strato e incollati uno sopra l’altro. I fogli possono anche essere colorati proprio come accade con le macchine Inkjet. Avremo così un oggetto che potrà essere caratterizzato da infinite colorazioni, rinunciando però alle capacità meccaniche. Materiali utilizzati comunemente sono anche film plastici e lamiere metalliche. La quantità di colla applicata durante questo processo di stampa può variare e il sistema di taglio lavora mentre la stampa procede, tagliando una sezione trasversale 2D dell'oggetto 3D finale. Questo metodo di stampa presenta alcuni vantaggi, con stampe rapide e convenienti da produrre, soprattutto sulle grandi dimensioni. Torna all'Indice Ultrasonic Consolidation (UC) Ultrasonic Consolidation (UC) è un modo per stampare in 3D oggetti metallici. A volte lo vedrai indicato come Ultrasonic Additive Manufacturing (UAM). Questo metodo di stampa 3D utilizza vibrazioni e pressioni ultrasoniche per fondere sottili fogli di metallo a bassa temperatura. A causa delle basse temperature usate, le lamiere non vengono fuse insieme ma semplicemente legate insieme a causa della rottura degli ossidi sulla superficie dei metalli. Questo metodo produce poco calore e può legare insieme diversi tipi di metallo, producendo parti multimateriale senza che i metalli si mescolino. Come con altri metodi di stampa della laminazione del foglio, è necessario un sistema di taglio per tagliare la sezione trasversale 2D e, solitamente, una macchina CNC è il metodo più comunemente utilizzato. A causa del processo di taglio, con questo metodo si ottengono più scarti. Spesso è richiesta una finitura in post-produzione. Torna all'Indice2 punti -
 Per chi stampa 3D con le stampanti 3D FDM, la ricerca del giusto filamento da utilizzare può essere un’attività noiosa e stancante. Ci sono sempre più produttori, tantissimi esteri, che escono con nuovi materiali e che cambiano continuamente i prezzi. Quello del prezzo infatti è un problema continuo. Anche se cerchi semplicemente un filamento per la stampa 3D in PLA troverai sicuramente bobine da tutti i prezzi. Questo è tutt’altro che strano: i prezzi variano continuamente in base alle richieste di mercato e a dinamiche commerciali. Come facciamo allora a trovare i filamenti più economici per la stampa 3D? Semplice, te li consiglia Stampa 3D forum! In questa guida troverai i filamenti più economici disponibili sul mercato oggi. Inutile dire che uno dei materiali per la stampa più economici in assoluto è il PLA, oltre ad essere il più semplice da stampare. Per andare incontro alle esigenze di tutti, in questa guida ci concentreremo quindi sui PLA al miglior prezzo. In più, in fondo alla guida troverai un consiglio molto interessante, che ti permetterà di risparmiare un sacco di soldi nell'inutile acquisto di materiale aggiuntivo per la stampa 3D. Coraggio, iniziamo! In questa guida: > Materiale 1 > Materiale 2 > Materiale 3 > Materiale 4 > Materiale 5 > Consiglio speciale: come mantenere al meglio i tuoi materiali per la stampa 3D Lista dei 5 filamenti più economici per la stampa 3D PLA Amazon Basics - Filamento per stampanti 3D Se stai cercando un materiale di buona qualità al giusto prezzo, il PLA Amazon Basics è quello che stai cercando. Si tratta di un filamento per la stampa 3D in PLA di qualità più che accettabile che troverai sempre disponibile su Amazon in quanto il fornitore è Amazon stessa! Disponibile in tanti colori diversi: rosso, arancione, giallo, blu, verde, rosa, bianco, grigio, marrone… insomma, probabilmente troverai quello che fa per te. Il costo può variare periodicamente di qualche euro. Il prezzo consigliato è attorno ai 19-20 € per la bobina da 1Kg di materiale. Inoltre, è uno dei materiali per la stampa 3D più recensiti su Amazon (ha più di 11.000 recensioni e un voto con 4 stelle piene). Se consumi molto materiale puoi anche attivare l’Acquisto periodico. In cosa consiste? Semplice! Ogni due mesi Amazon ti spedirà automaticamente a casa il materiale che preferisci, applicando uno sconto del 5 o del 10% in base alle preferenze. Non ci sono costi aggiuntivi e puoi cancellare la consegna automatica quando vuoi! Vedi offerta su Amazon Basicfil PLA Il PLA Basicfil è un prodotto di qualità media, disponibile ad un prezzo veramente basso e con un ottimo rapporto qualità/prezzo. Disponibile in colori veramente interessanti (giallo, rosso, blu, arancione, bianco, nero e un bellissimo verde), la bobina da 1Kg costa appena 18,95 €. La maggior parte degli utilizzatori ne resta soddisfatto e felice di aver risparmiato qualche euro nell’acquisto. Sicuramente da provare! Vedi offerta su Amazon SUNLU PLA+ Se stai cercando un materiale di ottima qualità e provato da migliaia di persone, il SUNLU PLA+ sicuramente è quello che fa per te. Con una votazione media di 4.5 stelle su più di 8.000 recensioni, è uno dei materiali da stampa 3D più recensiti su Amazon. Ma perché piace così tanto questo materiale? Beh, innanzitutto mettiamo avanti la qualità: si tratta di un materiale si stampa facilmente con qualsiasi stampante 3D e offre un’ottima qualità estetica. E’ disponibile una grande quantità di colori (lo trovi addirittura in viola!) e il costo della bobina da 1Kg è di appena 24,29 €. Unito alla spedizione veloce di Amazon Prime, ammetto che questa è la mia prima scelta! Vedi offerta su Amazon ICE Filaments Icefil PLA Se vuoi spendere poco e usare materiali in colori sgargianti, forse dovresti dare un’occhiata ai materiali di ICE Filaments. Il costo della bobina da 0.75 Kg è di appena 17,70 €. I materiali sono disponibili in colori molto accesi, difficili da trovare, addirittura fluorescenti. Inoltre, sono disponibili in dimensioni da 1.75 o 2.85 mm. Un dettaglio non banale. Vedi offerta su Amazon eSUN PLA Plus Uno dei filamenti più apprezzati di sempre per il suo basso costo e la facilità di stampa. Il filamento eSUN PLA PLus è un materiale molto simile al SUNLU PLA+ in quanto a caratteristiche e stampabilità. A sua volta è sempre disponibile in numerose colorazioni e ad un prezzo veramente accessibile, appena 22,99 € per la bobina da 1Kg. Si tratta di uno materiali più utilizzati in assoluto: le recensioni di Amazon parlano da sole. Vedi offerta su Amazon Consiglio speciale: essiccatore per filamento stampa 3D Complimenti! Se hai letto questa guida fino qui, ti sei aggiudicato un consiglio speciale. Come sappiamo, i filamenti per la stampa 3D sono materiali abbastanza delicati: sono sensibili ai raggi UV e assorbono l’umidità. Per questi motivi (e tanti altri) sono solitamente venduti in buste di plastica ben sigillate e sotto vuoto. Ma come fare una volta che hai aperto la busta e il materiale inizia a deteriorarsi? Se sei solito ad acquistare PLA per la tua stampante 3D e poi a non usarlo per qualche settimana o mese, posso consigliarti di acquistare un essiccatore per filamenti da stampa 3D. Si tratta di un piccolo macchinario, dentro al quale puoi posizionare le tue vecchie bobine. L’essiccatore riscalda il materiale al suo interno, eliminando l’umidità e riportandolo (più o meno) alle sue caratteristiche originarie. L’essiccatore per filamenti è un gadget essenziale per tutti quelli che, proprio come me, hanno vecchie bobine aperte da finire. A questo link trovi l'essiccatore SUNLU Dryer Box, al costo di appena 49,99 €. Vedi offerta su Amazon Se vuoi capire meglio come funzionano gli essiccatori per filamento e scoprire quali sono i migliori sul mercato, ho scritto una guida apposta per te: E con questo è tutto! Spero davvero che questa guida ai 5 filamenti più economici per la stampa 3D sia stata utile e che d’ora in poi tu possa divertirti ancora di più a stampare in 3D. A presto!2 punti
Per chi stampa 3D con le stampanti 3D FDM, la ricerca del giusto filamento da utilizzare può essere un’attività noiosa e stancante. Ci sono sempre più produttori, tantissimi esteri, che escono con nuovi materiali e che cambiano continuamente i prezzi. Quello del prezzo infatti è un problema continuo. Anche se cerchi semplicemente un filamento per la stampa 3D in PLA troverai sicuramente bobine da tutti i prezzi. Questo è tutt’altro che strano: i prezzi variano continuamente in base alle richieste di mercato e a dinamiche commerciali. Come facciamo allora a trovare i filamenti più economici per la stampa 3D? Semplice, te li consiglia Stampa 3D forum! In questa guida troverai i filamenti più economici disponibili sul mercato oggi. Inutile dire che uno dei materiali per la stampa più economici in assoluto è il PLA, oltre ad essere il più semplice da stampare. Per andare incontro alle esigenze di tutti, in questa guida ci concentreremo quindi sui PLA al miglior prezzo. In più, in fondo alla guida troverai un consiglio molto interessante, che ti permetterà di risparmiare un sacco di soldi nell'inutile acquisto di materiale aggiuntivo per la stampa 3D. Coraggio, iniziamo! In questa guida: > Materiale 1 > Materiale 2 > Materiale 3 > Materiale 4 > Materiale 5 > Consiglio speciale: come mantenere al meglio i tuoi materiali per la stampa 3D Lista dei 5 filamenti più economici per la stampa 3D PLA Amazon Basics - Filamento per stampanti 3D Se stai cercando un materiale di buona qualità al giusto prezzo, il PLA Amazon Basics è quello che stai cercando. Si tratta di un filamento per la stampa 3D in PLA di qualità più che accettabile che troverai sempre disponibile su Amazon in quanto il fornitore è Amazon stessa! Disponibile in tanti colori diversi: rosso, arancione, giallo, blu, verde, rosa, bianco, grigio, marrone… insomma, probabilmente troverai quello che fa per te. Il costo può variare periodicamente di qualche euro. Il prezzo consigliato è attorno ai 19-20 € per la bobina da 1Kg di materiale. Inoltre, è uno dei materiali per la stampa 3D più recensiti su Amazon (ha più di 11.000 recensioni e un voto con 4 stelle piene). Se consumi molto materiale puoi anche attivare l’Acquisto periodico. In cosa consiste? Semplice! Ogni due mesi Amazon ti spedirà automaticamente a casa il materiale che preferisci, applicando uno sconto del 5 o del 10% in base alle preferenze. Non ci sono costi aggiuntivi e puoi cancellare la consegna automatica quando vuoi! Vedi offerta su Amazon Basicfil PLA Il PLA Basicfil è un prodotto di qualità media, disponibile ad un prezzo veramente basso e con un ottimo rapporto qualità/prezzo. Disponibile in colori veramente interessanti (giallo, rosso, blu, arancione, bianco, nero e un bellissimo verde), la bobina da 1Kg costa appena 18,95 €. La maggior parte degli utilizzatori ne resta soddisfatto e felice di aver risparmiato qualche euro nell’acquisto. Sicuramente da provare! Vedi offerta su Amazon SUNLU PLA+ Se stai cercando un materiale di ottima qualità e provato da migliaia di persone, il SUNLU PLA+ sicuramente è quello che fa per te. Con una votazione media di 4.5 stelle su più di 8.000 recensioni, è uno dei materiali da stampa 3D più recensiti su Amazon. Ma perché piace così tanto questo materiale? Beh, innanzitutto mettiamo avanti la qualità: si tratta di un materiale si stampa facilmente con qualsiasi stampante 3D e offre un’ottima qualità estetica. E’ disponibile una grande quantità di colori (lo trovi addirittura in viola!) e il costo della bobina da 1Kg è di appena 24,29 €. Unito alla spedizione veloce di Amazon Prime, ammetto che questa è la mia prima scelta! Vedi offerta su Amazon ICE Filaments Icefil PLA Se vuoi spendere poco e usare materiali in colori sgargianti, forse dovresti dare un’occhiata ai materiali di ICE Filaments. Il costo della bobina da 0.75 Kg è di appena 17,70 €. I materiali sono disponibili in colori molto accesi, difficili da trovare, addirittura fluorescenti. Inoltre, sono disponibili in dimensioni da 1.75 o 2.85 mm. Un dettaglio non banale. Vedi offerta su Amazon eSUN PLA Plus Uno dei filamenti più apprezzati di sempre per il suo basso costo e la facilità di stampa. Il filamento eSUN PLA PLus è un materiale molto simile al SUNLU PLA+ in quanto a caratteristiche e stampabilità. A sua volta è sempre disponibile in numerose colorazioni e ad un prezzo veramente accessibile, appena 22,99 € per la bobina da 1Kg. Si tratta di uno materiali più utilizzati in assoluto: le recensioni di Amazon parlano da sole. Vedi offerta su Amazon Consiglio speciale: essiccatore per filamento stampa 3D Complimenti! Se hai letto questa guida fino qui, ti sei aggiudicato un consiglio speciale. Come sappiamo, i filamenti per la stampa 3D sono materiali abbastanza delicati: sono sensibili ai raggi UV e assorbono l’umidità. Per questi motivi (e tanti altri) sono solitamente venduti in buste di plastica ben sigillate e sotto vuoto. Ma come fare una volta che hai aperto la busta e il materiale inizia a deteriorarsi? Se sei solito ad acquistare PLA per la tua stampante 3D e poi a non usarlo per qualche settimana o mese, posso consigliarti di acquistare un essiccatore per filamenti da stampa 3D. Si tratta di un piccolo macchinario, dentro al quale puoi posizionare le tue vecchie bobine. L’essiccatore riscalda il materiale al suo interno, eliminando l’umidità e riportandolo (più o meno) alle sue caratteristiche originarie. L’essiccatore per filamenti è un gadget essenziale per tutti quelli che, proprio come me, hanno vecchie bobine aperte da finire. A questo link trovi l'essiccatore SUNLU Dryer Box, al costo di appena 49,99 €. Vedi offerta su Amazon Se vuoi capire meglio come funzionano gli essiccatori per filamento e scoprire quali sono i migliori sul mercato, ho scritto una guida apposta per te: E con questo è tutto! Spero davvero che questa guida ai 5 filamenti più economici per la stampa 3D sia stata utile e che d’ora in poi tu possa divertirti ancora di più a stampare in 3D. A presto!2 punti -
 É proprio vero, quando si ha a che fare con i software da utilizzare nella stampa 3D spesso ci si trova in difficoltà. Quali software servono per stampare in 3D? Che programmi devo usare? Cosa significa “slicing“? Queste sono solo alcune delle domande a cui daremo risposta in questa guida ai software per la stampa 3D. Qui ho catalogato i programmi indispensabili per la stampa 3D, dividendoli in 4 categorie di utilizzo: programmi per lo slicing, la modellazione 3D, per riparare la mesh e per gestire la stampa. Coraggio, accendiamo gli estrusori e cominciamo! In questa guida: > L'importanza dei software > Software di Slicing > Software di Slicing per stampanti 3D a filamento > Software di Slicing per stampanti 3D a resina > Programmi di modellazione 3D > Software per riparare la mesh > Software di gestione stampa > Stampanti 3D economiche da usare con software gratuiti L'importanza dei software Partiamo dalle basi. Anche se sei nuovo al mondo della stampa 3D, dovrebbe esserti chiaro cos’è un modello 3D. Il termine “3D” viene utilizzato per descrivere un oggetto in un sistema di coordinate cartesiane X, Y, Z. Ogni oggetto è composto da punti con coordinate diverse che ne definiscono l’esatta posizione sugli assi X, Y, Z e che, posizionati uno vicino all’altro, rappresentano l'oggetto intero. Quello che visualizziamo sul monitor di un computer è un modello 3D definito in modo matematico da un software, il quale ci permette di visualizzarlo e modificarlo. I programmi che servono per avere sotto controllo la stampa 3D sono: programmi per lo slicing; software per la modellazione 3D; software riparare la mesh; programmi per gestire la stampa. Se il tuo obiettivo è quello di stampare in 3D, sicuramente per te sarà indispensabile un software di slicing. Gli altri tre non saranno strettamente necessari anche se, come vedrai, ricoprono ruoli molto importanti per ottenere il massimo dalla tua stampante 3D. Infine, facciamo una piccola distinzione tra software gratuiti e software a pagamento. Perché dovrei pagare per un programma se ce ne sono altri gratuiti? La differenza tra i software gratuiti e quelli pagamento sta solitamente nell’accuratezza con cui è progettato il software stesso e al target di utenti a cui sono destinati: i software gratuiti sono spesso destinati agli utenti meno esperti, i quali richiedono meno comandi e meno precisione. I software a pagamento sono destinati ai professionisti e a coloro che hanno necessità di avere maggior controllo sul proprio lavoro. Oggi però questa distinzione non ha più molto senso: esistono tanti software gratuiti ben fatti e ricchi di funzionalità. Torna all'Indice Software di Slicing I programmi di slicing sono fondamentali per la stampa 3D. Tramite lo "slicing" - "affettare" dall'inglese - il software elabora il modello tridimensionale, tagliandolo in tanti strati e convertendolo in comandi meccanici, i quali permetteranno alla stampante 3D di capire cosa deve fare e come deve muoversi. I comandi meccanici sono contenuti all'interno di un file con estensione .gcode. Il G-code è un linguaggio di controllo macchina e permette di gestire sotto qualsiasi aspetto il processo di fabbricazione tramite stampa 3D. Il G-code contiene quindi tutte le informazioni elaborate dal software Slicer, come ad esempio l'esatta sequenza con cui stampare gli strati del modello 3D. Il software Slicer è anche detto CAM - Computer-Aided Manufacturing - che significa fabbricazione assistita da computer. Alcuni programmi integrano strumenti CAD con quelli CAM, nel senso che permettono all’utente sia di disegnare modelli geometrici, sia di generare le istruzioni per una macchina utensile. Questi programmi sono detti di CAD/CAM. I programmi di CAD/CAM non hanno bisogno di usare un file di scambio per passare il modello geometrico dalla funzione di CAD a quella di CAM. Alcune stampanti 3D viene fornita con un proprio software di slicing. In tal caso, si parla di software proprietari. Esistono anche software aperti alla maggior parte delle stampanti 3D. Questi sono indubbiamente quelli più utilizzati. A cosa serve un software slicer? L’obbiettivo durante il processo di slicing è quello di impostare e ottimizzare alcune caratteristiche di stampa del modello, attributi che nei momenti durante e posteriori alla stampa possono influire sulla velocità di realizzazione e sull’aspetto o comportamento dell’oggetto stampato. Queste impostazioni sono molte e varie, eccone una breve lista: Altezza dello strato (Layer Height); Temperatura di stampa, che varia in base al materiale da stampa 3D utilizzato; Larghezza delle pareti (Shell Thickness); Densità di riempimento (Fill Density) Tipo di supporto (Support Type, per strutture a sbalzo che hanno bisogno di supporti per garantire l’integrità strutturale); Flusso di stampa; Altri dettagli possono a volte essere dettati dalla stampante che utilizzate, e questi possono essere: Velocità di stampa (Print Speed); Temperatura di stampa (Print Temperature, da determinare a seconda del materiale con cui vorrete stampare). Altre impostazioni importanti da caricare nel programma di slicing sono informazioni sulle caratteristiche tecniche della stampante 3D in uso, chiamati “profili”. I profili di stampa sono impostazioni comuni a ogni modello di stampante 3D e, grazie alle community online, è possibile reperirli in rete e scaricarli gratuitamente. Ora che abbiamo chiarito quali sono gli aspetti legati all'uso dei software slicer vediamo, ti mostro una lista dei più utilizzati. Software di Slicing per stampanti 3D a filamento Cura Ultimaker Cura è uno slicer potente, gratuito e open source, sviluppato dal produttore di stampanti 3D Ultimaker. Si tratta di un programma molto elaborato, ricco di impostazioni che possono essere modificate individualmente. Ma non temere: se sei un principiante, puoi limitarti a impostare sono i parametri di base. Al resto ci penserà lui! É senza alcun dubbio uno dei software più utilizzati di sempre, per cui vengono rilasciati continuamente aggiornamenti e nuove funzionalità. Il download è gratuito e puoi farlo qui. Slimplify 3D Un programma slicer, con un ottimo sistema client per la gestione della stampante 3D. Permette di controllare i modello 3D, fare lo slicing ed esportarlo in numerose estensioni diverse. La velocità nello slicing, l'interfaccia e la preview di stampa interattiva sono sicuramente alcune delle caratteristiche di spicco. Un software ben fatto, che richiede l'attivazione di una licenza a pagamento. Puoi visionarlo qui. Idea Maker Uno slicer ideato dalla casa produttrice Raise 3D, un software con interfaccia grafica molto intuitiva e pieno di dettagli da impostare. Sulla falsa riga di Simplify 3D, questo software è completamente gratuito pur integrando tutte le funzionalità che Simplify offre a pagamento. Raise 3D fornisce supporto e aggiornamenti continui, con l'intento di rendere il programma sempre più versatile a più stampanti possibili. Lo trovi qui. Consigliatissimo. Slic3r Slic3r è un altro popolare programma di slicing gratuito, ideato da Alessandro Ranellucci, Joseph Lenox e sviluppato insieme a diversi contributori. É uno degli slicer più longevi, essendo nato agli arbori del mondo RepRap. Purtroppo il suo sviluppo si è fermato al 2018, eppure vanta ancora di una community attiva e, ovviamente, legatissima all'ambito Open Source. Puoi scaricarlo qui. Torna all'Indice Software di Slicing per stampanti 3D a resina Pochissima attenzione viene posta alle stampanti 3D a resina e spesso è difficile recuperare informazioni utili. Fortunatamente c'è Stampa 3D forum! 🙃 Quelli che seguono sono software di slicing per stampanti 3D a resina. Chitubox Chitubox è un software gratuito che ha fatto passi da gigante negli ultimi anni, su cui è stato fatto uno sviluppo molto importante soprattutto di interfaccia utente. Si tratta di uno slicer per stampanti 3D a resina, gratuito e dotato di tutte le funzionalità utili a questo tipo di processo. Ideale per tutte le stampanti DLP, LCD più economiche e comuni. Mi sento di consigliarlo per la semplicità d'uso. Lo trovi qui. Lychee Un software disponibile in doppia versione, gratuita o a pagamento. Inutile specificare che quella a pagamento sblocca una serie di utili funzionalità avanzate. La versione gratuita è comunque molto apprezzata dalla community, che la utilizza in modo continuativo. Lo trovi qui. Torna all'Indice Programmi di modellazione 3D Sono i programmi utilizzati per modellare in 3D, anche chiamati “CAD” - Computer-Aided Design. I software di modellazione 3D hanno scopo di realizzare i modelli che, in seguito, saranno elaborati dallo slicer. Esistono diversi tipi di software CAD. La differenza sta nel modo in cui avviene la modellazione stessa e, inevitabilmente, la scelta di uno rispetto un altro dipende dalle necessità e dalle abilità del progettista. Software di modellazione 3D gratuiti Tinkercad Tinkercad, un software Autodesk, è un ottimo strumento di modellazione 3D basato su browser per principianti. Non è uno strumento molto potente, ma è molto facile da utilizzare. Permette di combinare forme geometriche di base per creare modelli più complessi. SketchUp Free SketchUp Free è un ottimo strumento per coloro che desiderano un po' più di flessibilità rispetto a quella offerta da Tinkercad. Offre strumenti sia per i principianti che per gli utenti più avanzati. FreeCAD FreeCAD è uno strumento CAD open source. FreeCAD, uno strumento di progettazione parametrica, consente di creare modelli specificando parametri a cui è possibile accedere e modificarli in seguito, offrendo maggiore libertà di progettazione. Inoltre viene fornito con alcuni strumenti di analisi agli elementi finiti per simulazioni ingegneristiche. OpenSCAD OpenSCAD è un software di modellazione 3D che si basa su script. Invece di modellare visivamente, scrivi codice che viene trasformato in un modello digitale, offrendoti piena libertà di progettazione. Non è per tutti. Blender Un software open-source e sviluppato da centinaia di contributori, Blender è uno strumento di modellazione 3D gratuito ma professionale per la creazione di sofisticati modelli 3D. È uno degli strumenti software di stampa 3D più potenti disponibili, sia per la progettazione che per l'editing di mesh. Software di modellazione 3D a pagamento Fusion 360 Fusion 360 è un popolare strumento di progettazione parametrica creato da Autodesk. È dotato di strumenti CAD, CAM e di simulazione professionali per tutte le tue esigenze ingegneristiche. E, soprattutto, è gratuito per studenti, hobbisti e start-up. Autocad AutoCAD, sempre di Autodesk, è un'altra scelta popolare per i professionisti. Mette a disposizione un ampio set di strumenti specializzati per architetti e ingegneri. Solidworks SolidWorks, di Dassault Systems, è uno standard industriale per l'ingegneria e la produzione. Dotato di strumenti di progettazione e simulazione all'avanguardia, è uno dei preferiti dai professionisti. Rhinoceros Rhinoceros, sviluppato da Robert McNeel & Associates, è un popolare software di modellazione 3D per designer, in grado di produrre progetti complessi e splendidi rendering fotorealistici. ZBrush ZBrush è software di scultura 3D e rendering digitale, utilizzato da artisti e designer professionisti per prodotti, film, videogiochi e altro ancora. Se stai cercando di creare oggetti freeform, organici e artistici, ZBrush fa per te. Torna all'Indice Software per riparare la mesh Di tanto in tanto, potresti imbatterti in mesh che procurano errori, che non risultano stampabili o che, per qualche motivo, non risultano compatibili coi processi di stampa 3D. Nella fase di slicing, infatti, è necessario che il modello 3D da affettare risponda a determinate caratteristiche. Deve essere un modello solido, senza tagli o aperture verso l'interno, definito da tante facce sufficienti per definire le superfici, ma non esageratamente fitte per risultare di difficile gestione. Se dovesse capitarti qualche problema con la mesh, allora sarà necessario ripararla. Puoi farlo in due modi: ripartire dal modello nativo, modellato in 3D, se ne hai possibilità; tenere come buono il modello 3D in mesh e aggiustarlo tramite un software di editing della mesh stessa. Alcuni strumenti di modellazione 3D, come FreeCAD, SketchUp, Blender e Fusion 360, solo per citarne alcuni, includono strumenti di gestione, modifica e correzione della mesh. Ma, nel caso in cui quelli non si adattino alle tue esigenze o al tuo livello di abilità, ci sono anche alcuni programmi di riparazione della mesh dedicati. Di seguito sono riportate alcune delle migliori scelte. MeshLab MeshLab è un programma gratuito e open source che consente di modificare mesh e nuvole di punti. Viene spesso utilizzato per la scansione della fotogrammetria. Netfabb Netfabb, di Autodesk, è uno strumento commerciale professionale diretto specificamente alla produzione additiva. È dotato di una serie di potenti strumenti per la preparazione e la riparazione di file 3D per la stampa 3D. Torna all'Indice Software di gestione stampa I programmi di gestione stampa servono per comunicare in modo diretto con la stampante 3D. Tramite i software di gestione stampa è possibile inviare e ricevere istruzioni, come comandi di avvio, spegnimento, o di interrogazione. Questi programmi sono anche chiamati "client software" e sono disponibili sia in versione open source che proprietaria. I programmi proprietari sono, solitamente, in grado di dialogare esclusivamente con specifici modelli di stampanti 3D. Questo accade perché vengono progettati su misura su specifici dispositivi o macchinari a seguito di accordi tra produttori di macchine e software house. OctoPrint OctoPrint è uno degli strumenti di gestione della stampa più popolari disponibili. È un'interfaccia basata sul Web, in esecuzione su un Raspberry Pi collegato alla stampante 3D, che consente il controllo dettagliato della stampante, il monitoraggio, lo slicing e la stampa wireless. Con tutta una serie di plug-in disponibili, è uno strumento incredibilmente potente per eseguire tutta la stampa 3D in un unico posto. PrintRun PrintRun è un altro potente strumento di gestione della stampa. Come OctoPrint, è dotato di controllo della stampante 3D, slicing e rilascio di stampa. Con così tante impostazioni e parametri disponibili, tuttavia, non è per i nuovi arrivati alla stampa 3D. Torna all'Indice Stampanti 3D economiche da usare con software gratuiti Usare software gratuiti è sicuramente una soluzione efficace per risparmiare soldi. In più, se combini un software gratuito con una stampante 3D economica, il risparmio è assicurato! Tra le stampanti economiche puoi trovare delle ottime macchine, ideali sia per principianti che per esperti. Il segreto sta nell'acquistare quella che meglio risponde alle tue necessità. Di seguito lascio il link alla mia guida aggiornata alle 10 migliori stampanti 3D economiche. Invece, se hai ancora bisogno di capire meglio come si suddividono le stampanti 3D, questa è la guida che fa per te: Torna all'Indice2 punti
É proprio vero, quando si ha a che fare con i software da utilizzare nella stampa 3D spesso ci si trova in difficoltà. Quali software servono per stampare in 3D? Che programmi devo usare? Cosa significa “slicing“? Queste sono solo alcune delle domande a cui daremo risposta in questa guida ai software per la stampa 3D. Qui ho catalogato i programmi indispensabili per la stampa 3D, dividendoli in 4 categorie di utilizzo: programmi per lo slicing, la modellazione 3D, per riparare la mesh e per gestire la stampa. Coraggio, accendiamo gli estrusori e cominciamo! In questa guida: > L'importanza dei software > Software di Slicing > Software di Slicing per stampanti 3D a filamento > Software di Slicing per stampanti 3D a resina > Programmi di modellazione 3D > Software per riparare la mesh > Software di gestione stampa > Stampanti 3D economiche da usare con software gratuiti L'importanza dei software Partiamo dalle basi. Anche se sei nuovo al mondo della stampa 3D, dovrebbe esserti chiaro cos’è un modello 3D. Il termine “3D” viene utilizzato per descrivere un oggetto in un sistema di coordinate cartesiane X, Y, Z. Ogni oggetto è composto da punti con coordinate diverse che ne definiscono l’esatta posizione sugli assi X, Y, Z e che, posizionati uno vicino all’altro, rappresentano l'oggetto intero. Quello che visualizziamo sul monitor di un computer è un modello 3D definito in modo matematico da un software, il quale ci permette di visualizzarlo e modificarlo. I programmi che servono per avere sotto controllo la stampa 3D sono: programmi per lo slicing; software per la modellazione 3D; software riparare la mesh; programmi per gestire la stampa. Se il tuo obiettivo è quello di stampare in 3D, sicuramente per te sarà indispensabile un software di slicing. Gli altri tre non saranno strettamente necessari anche se, come vedrai, ricoprono ruoli molto importanti per ottenere il massimo dalla tua stampante 3D. Infine, facciamo una piccola distinzione tra software gratuiti e software a pagamento. Perché dovrei pagare per un programma se ce ne sono altri gratuiti? La differenza tra i software gratuiti e quelli pagamento sta solitamente nell’accuratezza con cui è progettato il software stesso e al target di utenti a cui sono destinati: i software gratuiti sono spesso destinati agli utenti meno esperti, i quali richiedono meno comandi e meno precisione. I software a pagamento sono destinati ai professionisti e a coloro che hanno necessità di avere maggior controllo sul proprio lavoro. Oggi però questa distinzione non ha più molto senso: esistono tanti software gratuiti ben fatti e ricchi di funzionalità. Torna all'Indice Software di Slicing I programmi di slicing sono fondamentali per la stampa 3D. Tramite lo "slicing" - "affettare" dall'inglese - il software elabora il modello tridimensionale, tagliandolo in tanti strati e convertendolo in comandi meccanici, i quali permetteranno alla stampante 3D di capire cosa deve fare e come deve muoversi. I comandi meccanici sono contenuti all'interno di un file con estensione .gcode. Il G-code è un linguaggio di controllo macchina e permette di gestire sotto qualsiasi aspetto il processo di fabbricazione tramite stampa 3D. Il G-code contiene quindi tutte le informazioni elaborate dal software Slicer, come ad esempio l'esatta sequenza con cui stampare gli strati del modello 3D. Il software Slicer è anche detto CAM - Computer-Aided Manufacturing - che significa fabbricazione assistita da computer. Alcuni programmi integrano strumenti CAD con quelli CAM, nel senso che permettono all’utente sia di disegnare modelli geometrici, sia di generare le istruzioni per una macchina utensile. Questi programmi sono detti di CAD/CAM. I programmi di CAD/CAM non hanno bisogno di usare un file di scambio per passare il modello geometrico dalla funzione di CAD a quella di CAM. Alcune stampanti 3D viene fornita con un proprio software di slicing. In tal caso, si parla di software proprietari. Esistono anche software aperti alla maggior parte delle stampanti 3D. Questi sono indubbiamente quelli più utilizzati. A cosa serve un software slicer? L’obbiettivo durante il processo di slicing è quello di impostare e ottimizzare alcune caratteristiche di stampa del modello, attributi che nei momenti durante e posteriori alla stampa possono influire sulla velocità di realizzazione e sull’aspetto o comportamento dell’oggetto stampato. Queste impostazioni sono molte e varie, eccone una breve lista: Altezza dello strato (Layer Height); Temperatura di stampa, che varia in base al materiale da stampa 3D utilizzato; Larghezza delle pareti (Shell Thickness); Densità di riempimento (Fill Density) Tipo di supporto (Support Type, per strutture a sbalzo che hanno bisogno di supporti per garantire l’integrità strutturale); Flusso di stampa; Altri dettagli possono a volte essere dettati dalla stampante che utilizzate, e questi possono essere: Velocità di stampa (Print Speed); Temperatura di stampa (Print Temperature, da determinare a seconda del materiale con cui vorrete stampare). Altre impostazioni importanti da caricare nel programma di slicing sono informazioni sulle caratteristiche tecniche della stampante 3D in uso, chiamati “profili”. I profili di stampa sono impostazioni comuni a ogni modello di stampante 3D e, grazie alle community online, è possibile reperirli in rete e scaricarli gratuitamente. Ora che abbiamo chiarito quali sono gli aspetti legati all'uso dei software slicer vediamo, ti mostro una lista dei più utilizzati. Software di Slicing per stampanti 3D a filamento Cura Ultimaker Cura è uno slicer potente, gratuito e open source, sviluppato dal produttore di stampanti 3D Ultimaker. Si tratta di un programma molto elaborato, ricco di impostazioni che possono essere modificate individualmente. Ma non temere: se sei un principiante, puoi limitarti a impostare sono i parametri di base. Al resto ci penserà lui! É senza alcun dubbio uno dei software più utilizzati di sempre, per cui vengono rilasciati continuamente aggiornamenti e nuove funzionalità. Il download è gratuito e puoi farlo qui. Slimplify 3D Un programma slicer, con un ottimo sistema client per la gestione della stampante 3D. Permette di controllare i modello 3D, fare lo slicing ed esportarlo in numerose estensioni diverse. La velocità nello slicing, l'interfaccia e la preview di stampa interattiva sono sicuramente alcune delle caratteristiche di spicco. Un software ben fatto, che richiede l'attivazione di una licenza a pagamento. Puoi visionarlo qui. Idea Maker Uno slicer ideato dalla casa produttrice Raise 3D, un software con interfaccia grafica molto intuitiva e pieno di dettagli da impostare. Sulla falsa riga di Simplify 3D, questo software è completamente gratuito pur integrando tutte le funzionalità che Simplify offre a pagamento. Raise 3D fornisce supporto e aggiornamenti continui, con l'intento di rendere il programma sempre più versatile a più stampanti possibili. Lo trovi qui. Consigliatissimo. Slic3r Slic3r è un altro popolare programma di slicing gratuito, ideato da Alessandro Ranellucci, Joseph Lenox e sviluppato insieme a diversi contributori. É uno degli slicer più longevi, essendo nato agli arbori del mondo RepRap. Purtroppo il suo sviluppo si è fermato al 2018, eppure vanta ancora di una community attiva e, ovviamente, legatissima all'ambito Open Source. Puoi scaricarlo qui. Torna all'Indice Software di Slicing per stampanti 3D a resina Pochissima attenzione viene posta alle stampanti 3D a resina e spesso è difficile recuperare informazioni utili. Fortunatamente c'è Stampa 3D forum! 🙃 Quelli che seguono sono software di slicing per stampanti 3D a resina. Chitubox Chitubox è un software gratuito che ha fatto passi da gigante negli ultimi anni, su cui è stato fatto uno sviluppo molto importante soprattutto di interfaccia utente. Si tratta di uno slicer per stampanti 3D a resina, gratuito e dotato di tutte le funzionalità utili a questo tipo di processo. Ideale per tutte le stampanti DLP, LCD più economiche e comuni. Mi sento di consigliarlo per la semplicità d'uso. Lo trovi qui. Lychee Un software disponibile in doppia versione, gratuita o a pagamento. Inutile specificare che quella a pagamento sblocca una serie di utili funzionalità avanzate. La versione gratuita è comunque molto apprezzata dalla community, che la utilizza in modo continuativo. Lo trovi qui. Torna all'Indice Programmi di modellazione 3D Sono i programmi utilizzati per modellare in 3D, anche chiamati “CAD” - Computer-Aided Design. I software di modellazione 3D hanno scopo di realizzare i modelli che, in seguito, saranno elaborati dallo slicer. Esistono diversi tipi di software CAD. La differenza sta nel modo in cui avviene la modellazione stessa e, inevitabilmente, la scelta di uno rispetto un altro dipende dalle necessità e dalle abilità del progettista. Software di modellazione 3D gratuiti Tinkercad Tinkercad, un software Autodesk, è un ottimo strumento di modellazione 3D basato su browser per principianti. Non è uno strumento molto potente, ma è molto facile da utilizzare. Permette di combinare forme geometriche di base per creare modelli più complessi. SketchUp Free SketchUp Free è un ottimo strumento per coloro che desiderano un po' più di flessibilità rispetto a quella offerta da Tinkercad. Offre strumenti sia per i principianti che per gli utenti più avanzati. FreeCAD FreeCAD è uno strumento CAD open source. FreeCAD, uno strumento di progettazione parametrica, consente di creare modelli specificando parametri a cui è possibile accedere e modificarli in seguito, offrendo maggiore libertà di progettazione. Inoltre viene fornito con alcuni strumenti di analisi agli elementi finiti per simulazioni ingegneristiche. OpenSCAD OpenSCAD è un software di modellazione 3D che si basa su script. Invece di modellare visivamente, scrivi codice che viene trasformato in un modello digitale, offrendoti piena libertà di progettazione. Non è per tutti. Blender Un software open-source e sviluppato da centinaia di contributori, Blender è uno strumento di modellazione 3D gratuito ma professionale per la creazione di sofisticati modelli 3D. È uno degli strumenti software di stampa 3D più potenti disponibili, sia per la progettazione che per l'editing di mesh. Software di modellazione 3D a pagamento Fusion 360 Fusion 360 è un popolare strumento di progettazione parametrica creato da Autodesk. È dotato di strumenti CAD, CAM e di simulazione professionali per tutte le tue esigenze ingegneristiche. E, soprattutto, è gratuito per studenti, hobbisti e start-up. Autocad AutoCAD, sempre di Autodesk, è un'altra scelta popolare per i professionisti. Mette a disposizione un ampio set di strumenti specializzati per architetti e ingegneri. Solidworks SolidWorks, di Dassault Systems, è uno standard industriale per l'ingegneria e la produzione. Dotato di strumenti di progettazione e simulazione all'avanguardia, è uno dei preferiti dai professionisti. Rhinoceros Rhinoceros, sviluppato da Robert McNeel & Associates, è un popolare software di modellazione 3D per designer, in grado di produrre progetti complessi e splendidi rendering fotorealistici. ZBrush ZBrush è software di scultura 3D e rendering digitale, utilizzato da artisti e designer professionisti per prodotti, film, videogiochi e altro ancora. Se stai cercando di creare oggetti freeform, organici e artistici, ZBrush fa per te. Torna all'Indice Software per riparare la mesh Di tanto in tanto, potresti imbatterti in mesh che procurano errori, che non risultano stampabili o che, per qualche motivo, non risultano compatibili coi processi di stampa 3D. Nella fase di slicing, infatti, è necessario che il modello 3D da affettare risponda a determinate caratteristiche. Deve essere un modello solido, senza tagli o aperture verso l'interno, definito da tante facce sufficienti per definire le superfici, ma non esageratamente fitte per risultare di difficile gestione. Se dovesse capitarti qualche problema con la mesh, allora sarà necessario ripararla. Puoi farlo in due modi: ripartire dal modello nativo, modellato in 3D, se ne hai possibilità; tenere come buono il modello 3D in mesh e aggiustarlo tramite un software di editing della mesh stessa. Alcuni strumenti di modellazione 3D, come FreeCAD, SketchUp, Blender e Fusion 360, solo per citarne alcuni, includono strumenti di gestione, modifica e correzione della mesh. Ma, nel caso in cui quelli non si adattino alle tue esigenze o al tuo livello di abilità, ci sono anche alcuni programmi di riparazione della mesh dedicati. Di seguito sono riportate alcune delle migliori scelte. MeshLab MeshLab è un programma gratuito e open source che consente di modificare mesh e nuvole di punti. Viene spesso utilizzato per la scansione della fotogrammetria. Netfabb Netfabb, di Autodesk, è uno strumento commerciale professionale diretto specificamente alla produzione additiva. È dotato di una serie di potenti strumenti per la preparazione e la riparazione di file 3D per la stampa 3D. Torna all'Indice Software di gestione stampa I programmi di gestione stampa servono per comunicare in modo diretto con la stampante 3D. Tramite i software di gestione stampa è possibile inviare e ricevere istruzioni, come comandi di avvio, spegnimento, o di interrogazione. Questi programmi sono anche chiamati "client software" e sono disponibili sia in versione open source che proprietaria. I programmi proprietari sono, solitamente, in grado di dialogare esclusivamente con specifici modelli di stampanti 3D. Questo accade perché vengono progettati su misura su specifici dispositivi o macchinari a seguito di accordi tra produttori di macchine e software house. OctoPrint OctoPrint è uno degli strumenti di gestione della stampa più popolari disponibili. È un'interfaccia basata sul Web, in esecuzione su un Raspberry Pi collegato alla stampante 3D, che consente il controllo dettagliato della stampante, il monitoraggio, lo slicing e la stampa wireless. Con tutta una serie di plug-in disponibili, è uno strumento incredibilmente potente per eseguire tutta la stampa 3D in un unico posto. PrintRun PrintRun è un altro potente strumento di gestione della stampa. Come OctoPrint, è dotato di controllo della stampante 3D, slicing e rilascio di stampa. Con così tante impostazioni e parametri disponibili, tuttavia, non è per i nuovi arrivati alla stampa 3D. Torna all'Indice Stampanti 3D economiche da usare con software gratuiti Usare software gratuiti è sicuramente una soluzione efficace per risparmiare soldi. In più, se combini un software gratuito con una stampante 3D economica, il risparmio è assicurato! Tra le stampanti economiche puoi trovare delle ottime macchine, ideali sia per principianti che per esperti. Il segreto sta nell'acquistare quella che meglio risponde alle tue necessità. Di seguito lascio il link alla mia guida aggiornata alle 10 migliori stampanti 3D economiche. Invece, se hai ancora bisogno di capire meglio come si suddividono le stampanti 3D, questa è la guida che fa per te: Torna all'Indice2 punti -
 In una delle nostre guide più lette - 5 accorgimenti per una stampa 3D perfetta - abbiamo visto come ottenere la massima qualità dalle nostre stampe 3D seguendo dei consigli base. Abbiamo cercato la messa a punto ottimale dando soluzioni per risolvere i problemi più frequenti in tutto il processo di stampa, a partire dalla scelta del filamento. In questa guida, invece, ti aiuteremo ad analizzare un problema più tecnico, ma non per questo difficile da risolvere. Vediamo come calibrare in modo preciso il flusso di stampa del tuo blocco estrusore. Calibrare il flusso di stampa: procedimento per ottenere una calibrazione perfetta Come probabilmente saprai, blocco estrusore è dotato di una ruota dentata agganciata a un motore stepper. Questa ruota, girando, tira il filamento spingendolo verso l'ugello. In questo processo di movimentazione meccanica, il problema potrebbe sorgere nel momento in cui l’estrusore non riesce a spingere la giusta quantità di materiale necessaria da estrudere. Il risultato? Una stampa deformata, con fessurazioni, zigrinata o in difetto di materiale. Per verificare se la tua stampante ha problemi di flusso di stampa, possiamo fare una semplice prova di misurazione e correggere un semplice parametro nel firmware. Step 1 - Controllare il valore E-step impostato nel firmware Prima di procedere con le operazioni manuali, è necessario entrare nel firmware della stampante 3D e verificare su che valore è impostata la quantità di estrusione della nostra stampante. Ciò che devi trovare è il valore di E-step alla stringa M92. Da qui devi leggere il valore che segue la ‘E’, nel nostro caso pari a 96.6. Per fare ciò abbiamo due possibilità: connettere la stampante al pc e verificare il valore da Repetier Host;verificare il valore dallo schermo LCD della stampante 3D, se il firmware lo permette. Non conosci Repetier Host? Clicca qui per leggere la nostra guida Step 2 - Fare un prova di estrusione Ora dovrai, in breve, fornire alla stampante il comando per estrudere una certa quantità di materiale e controllare se ciò si verifica correttamente. Per prepararti alla procedura, dovrai segnare sul filamento il punto corrispondente a 100 millimetri di distanza dall’imbocco dell’estrusore, come in figura. Invia quindi alla macchina un gcode per farle estrudere 100 millimetri di filamento, ricordandoti prima di riscaldare l’ugello. Puoi avviare questa operazione in due modi: inviando il comando ‘G1 E100 F200’ da Repetier Host;caricando un gcode apposito su scheda SD ed avviandolo dalla stampante 3D come una qualsiasi stampa (se scegli quest’ultima opzione, puoi scaricare il gcode dal nostro forum a questo link). Step 3 - Verificare la quantità di estrusione A questo punto puoi misurare la lunghezza del filamento non estruso, ovvero la distanza tra il segno fatto a penna e l’imbocco dell’estrusore, così da ottenere per differenza la lunghezza di filamento effettivamente estrusa. Nel nostro caso l’estrusione era minore dei 100 millimetri effettivi, quindi la misurazione del filamento rimanente risultava facilitata. Per misurare il filamento nel caso in cui l’estrusione risulti maggiore, basta fare precedentemente un altro segno ad una data distanza oltre quello dei 100 millimetri, ottenendo il valore cercato per differenza. Step 4 - Calcolare il valore E-step corretto Nel nostro esempio otteniamo un valore di 91.88 millimetri estrusi (ottenuti con 100 mm – 8.12 mm). Procediamo quindi applicando la formula per ottenere il valore corretto di E-step da sostituire nel firmware. Step 5 - Correggere il valore E-step nel firmware Per concludere, ora puoi sostituire il valore di E-step nel firmware. Anche in questo caso puoi agire in due modi. Nell’LCD, se il firmware della stampante te lo consente, ti basterà cambiare il valore E0 steps/mm e poi selezionare l’opzione ‘salva in EEPROM’ per rendere definitive le modifiche. Altrimenti, da Repetier Host, dovrai inviare il comando M92 seguito dal valore E-steps (es: ‘M92 E105.13’), seguito dal comando ‘M500’ per salvare la modifica. Complimenti, hai appena finito la calibrazione del flusso di stampa per la tua stampante 3D! Per verificare se l'intera procedura è andata a buon fine, puoi ripetere gli Step 1, 2 e 3, estrudendo nuovamente 100 millimetri di filamento e controllando che ne siano estrusi effettivamente altrettanti. Se ti restano domande che vorresti porci o stai riscontrando altri problemi, clicca qui per iscriverti al nostro forum: la community sarà felice di aiutarti! Se ti è piaciuta questa guida, seguici su Facebook e Twitter per non perdere gli ultimi aggiornamenti. Di seguito ti lasciamo una serie di guide che potrebbero interessarti: Guida per il neofita: guida introduttiva alla stampa 3D PLA vs ABS: qual è il migliore? Velocità o qualità? I parametri di stampa corretti per ottenere risultati migliori.2 punti
In una delle nostre guide più lette - 5 accorgimenti per una stampa 3D perfetta - abbiamo visto come ottenere la massima qualità dalle nostre stampe 3D seguendo dei consigli base. Abbiamo cercato la messa a punto ottimale dando soluzioni per risolvere i problemi più frequenti in tutto il processo di stampa, a partire dalla scelta del filamento. In questa guida, invece, ti aiuteremo ad analizzare un problema più tecnico, ma non per questo difficile da risolvere. Vediamo come calibrare in modo preciso il flusso di stampa del tuo blocco estrusore. Calibrare il flusso di stampa: procedimento per ottenere una calibrazione perfetta Come probabilmente saprai, blocco estrusore è dotato di una ruota dentata agganciata a un motore stepper. Questa ruota, girando, tira il filamento spingendolo verso l'ugello. In questo processo di movimentazione meccanica, il problema potrebbe sorgere nel momento in cui l’estrusore non riesce a spingere la giusta quantità di materiale necessaria da estrudere. Il risultato? Una stampa deformata, con fessurazioni, zigrinata o in difetto di materiale. Per verificare se la tua stampante ha problemi di flusso di stampa, possiamo fare una semplice prova di misurazione e correggere un semplice parametro nel firmware. Step 1 - Controllare il valore E-step impostato nel firmware Prima di procedere con le operazioni manuali, è necessario entrare nel firmware della stampante 3D e verificare su che valore è impostata la quantità di estrusione della nostra stampante. Ciò che devi trovare è il valore di E-step alla stringa M92. Da qui devi leggere il valore che segue la ‘E’, nel nostro caso pari a 96.6. Per fare ciò abbiamo due possibilità: connettere la stampante al pc e verificare il valore da Repetier Host;verificare il valore dallo schermo LCD della stampante 3D, se il firmware lo permette. Non conosci Repetier Host? Clicca qui per leggere la nostra guida Step 2 - Fare un prova di estrusione Ora dovrai, in breve, fornire alla stampante il comando per estrudere una certa quantità di materiale e controllare se ciò si verifica correttamente. Per prepararti alla procedura, dovrai segnare sul filamento il punto corrispondente a 100 millimetri di distanza dall’imbocco dell’estrusore, come in figura. Invia quindi alla macchina un gcode per farle estrudere 100 millimetri di filamento, ricordandoti prima di riscaldare l’ugello. Puoi avviare questa operazione in due modi: inviando il comando ‘G1 E100 F200’ da Repetier Host;caricando un gcode apposito su scheda SD ed avviandolo dalla stampante 3D come una qualsiasi stampa (se scegli quest’ultima opzione, puoi scaricare il gcode dal nostro forum a questo link). Step 3 - Verificare la quantità di estrusione A questo punto puoi misurare la lunghezza del filamento non estruso, ovvero la distanza tra il segno fatto a penna e l’imbocco dell’estrusore, così da ottenere per differenza la lunghezza di filamento effettivamente estrusa. Nel nostro caso l’estrusione era minore dei 100 millimetri effettivi, quindi la misurazione del filamento rimanente risultava facilitata. Per misurare il filamento nel caso in cui l’estrusione risulti maggiore, basta fare precedentemente un altro segno ad una data distanza oltre quello dei 100 millimetri, ottenendo il valore cercato per differenza. Step 4 - Calcolare il valore E-step corretto Nel nostro esempio otteniamo un valore di 91.88 millimetri estrusi (ottenuti con 100 mm – 8.12 mm). Procediamo quindi applicando la formula per ottenere il valore corretto di E-step da sostituire nel firmware. Step 5 - Correggere il valore E-step nel firmware Per concludere, ora puoi sostituire il valore di E-step nel firmware. Anche in questo caso puoi agire in due modi. Nell’LCD, se il firmware della stampante te lo consente, ti basterà cambiare il valore E0 steps/mm e poi selezionare l’opzione ‘salva in EEPROM’ per rendere definitive le modifiche. Altrimenti, da Repetier Host, dovrai inviare il comando M92 seguito dal valore E-steps (es: ‘M92 E105.13’), seguito dal comando ‘M500’ per salvare la modifica. Complimenti, hai appena finito la calibrazione del flusso di stampa per la tua stampante 3D! Per verificare se l'intera procedura è andata a buon fine, puoi ripetere gli Step 1, 2 e 3, estrudendo nuovamente 100 millimetri di filamento e controllando che ne siano estrusi effettivamente altrettanti. Se ti restano domande che vorresti porci o stai riscontrando altri problemi, clicca qui per iscriverti al nostro forum: la community sarà felice di aiutarti! Se ti è piaciuta questa guida, seguici su Facebook e Twitter per non perdere gli ultimi aggiornamenti. Di seguito ti lasciamo una serie di guide che potrebbero interessarti: Guida per il neofita: guida introduttiva alla stampa 3D PLA vs ABS: qual è il migliore? Velocità o qualità? I parametri di stampa corretti per ottenere risultati migliori.2 punti -
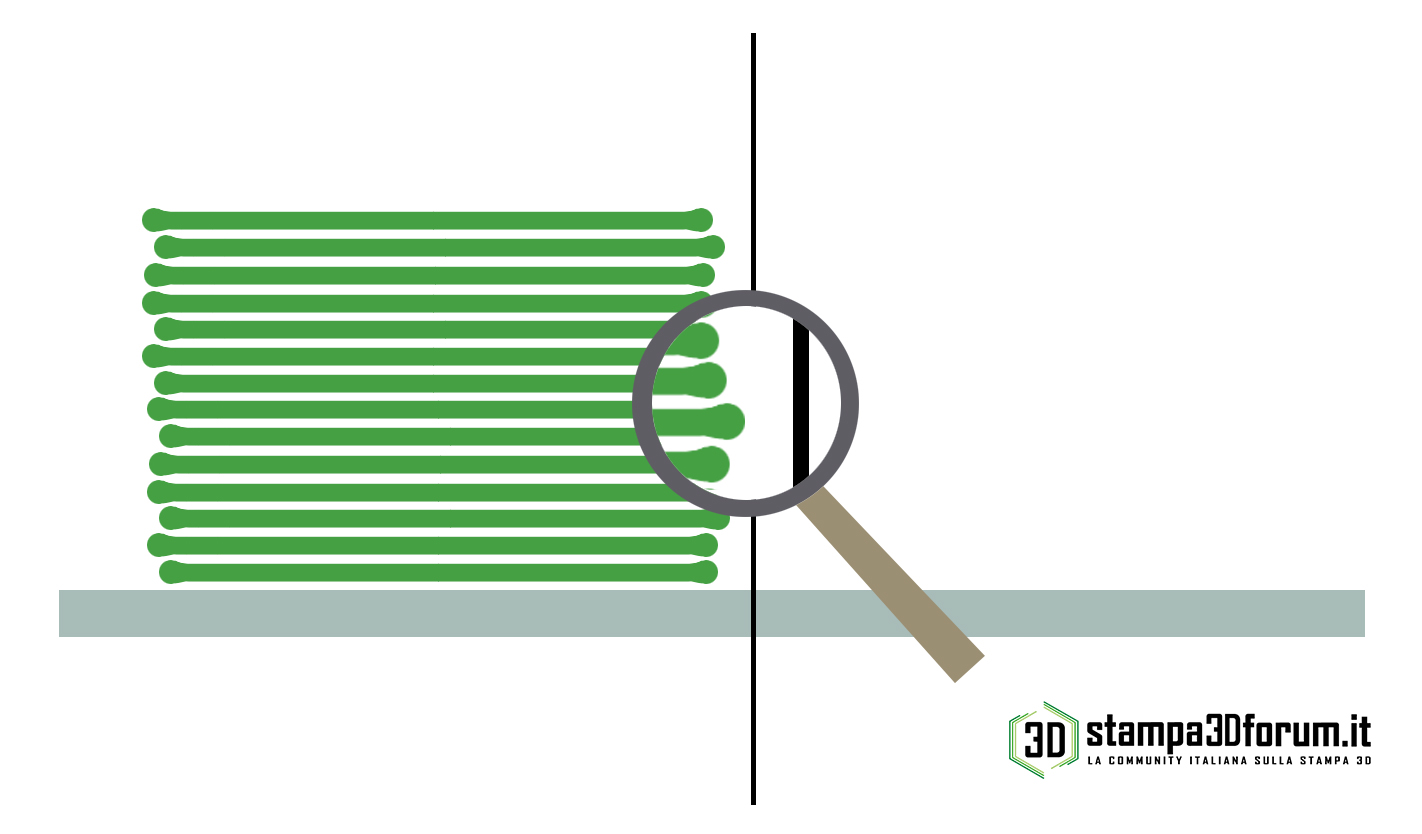 Se la tua stampa 3D è ruvida al tatto, risulta poco definita, ha layer decisamente vistosi o l'andamento delle pareti è ondulato in maniera irregolare, allora anche tu hai problemi di Wobble. Il Wobble è un difetto molto frequente, soprattutto tra le stampanti 3D economiche, ma che può presentarsi anche nelle stampanti top di gamma. In questa guida vedremo insieme cos'è il Wobble e quali sono i principali motivi che causano questo difetto, scoprendo come risolverlo iniziando dagli interventi più semplici ed immediati. In questa guida: > Cos'è il Wobble nella stampa 3D?; > Usare un filamento di qualità > Ugello troppo vicino al piatto di stampa > Sovraestrusione > Problemi meccanici > Test di stampa per verificare la presenza di wobble Cos'è il Wobble nella stampa 3D? Il wobble è un problema di stampa 3D molto comune che si presenta tramite superfici ruvide o ondeggiate. Solitamente è un problema facilmente risolvibile in quanto le cause sono ben note e si riconducono solitamente a neofiti della stampa 3D. Ma non temere: problemi di Wobble sono capitati a chiunque e, anzi, continuano a capitare soprattutto quando si prende dimestichezza nel giocare coi parametri di stampa. L'unica differenza è che uno stampatore professionista sa riconoscere subito il problema ed è in grado di risolverlo immediatamente. Vediamo quindi come possiamo risolvere problemi di Wobble o di "stampa ondulata". Usare un filamento di qualità Questo è un consiglio sempre valido: per evitare di trovarti a cercare nella stampante 3D problemi che non esistono, il filamento che utilizzi dovrebbe sempre essere di buona qualità. Un filamento scadente può portare a problemi di Wobble, intasamento dell'estrusore, stampa 3D ruvida e molto altro. Infatti, risparmiare quei pochi euro nell'acquisto del materiale può costringerti a gettare l'intera bobina. Tra gli innumerevoli filamenti economici, molti presentano diametro e comportamento alla stampa incostanti. Senza dubbio conviene quindi puntare su bobine di qualità, considerando anche il feedback di chi ha già acquistato. Se stai cercando un materiale di buona qualità al giusto prezzo, il PLA Amazon Basics è quello che mi sento di consigliarti. Si tratta di un filamento per la stampa 3D in PLA di buona qualità, sempre disponibile su Amazon in quanto il fornitore è Amazon stessa! Il costo può variare periodicamente di qualche euro. Il prezzo consigliato è attorno ai 19-20 € per la bobina da 1Kg di materiale. Vedi offerta su Amazon Se sei incuriosito dal provare qualche materiale diverso, ti consiglio il PETG. Si tratta di una plastica facile da stampare come il PLA, ma molto più resistente e con caratteristiche meccaniche migliori. Inoltre, è meno soggetto a degrado nel tempo. Vedi offerta su Amazon Inoltre, è bene ricordare che non solo un filamento scadente può causare problemi, bensì anche uno di qualità rimasto aperto per troppo tempo o conservato in un ambiente umido. Se sei solito ad acquistare materiale per la tua stampante 3D e poi a non usarlo per qualche settimana o mese, posso consigliarti questo essiccatore per filamenti da stampa 3D. Vedi offerta su Amazon Si tratta di un piccolo macchinario, dentro al quale puoi posizionare le tue vecchie bobine. L’essiccatore riscalda il materiale al suo interno, eliminando l’umidità e riportandolo (più o meno) alle sue caratteristiche originarie. L’essiccatore per filamenti è un gadget essenziale per tutti quelli che, proprio come me, hanno vecchie bobine aperte da finire. A questo link trovi l'essiccatore SUNLU Dryer Box, al costo di appena 49,99 €. Ora che ci siamo assicurati che il tuo materiale di stampa sia di buona qualità e ben conservato, possiamo concentrarci sui problemi di Wobble che derivano dai parametri di stampa o da questioni meccaniche. Ugello troppo vicino al piatto di stampa Un accorgimento semplice quanto importante: verificare la distanza tra ugello e piatto di stampa. Può capitare infatti di eseguire un livellamento del piano in maniera errata o non accurata. Nel caso in cui l'ugello del tuo estrusore si trovi troppo vicino al piano di stampa, il materiale verrebbe schiacciato ad esso in maniera eccessiva. Puoi accorgerti di questo problema estrudendo sul piano qualche centimetro di materiale. Le linee potrebbero essere caratterizzate da un solco centrale e dei rigonfiamenti ai lati. Una estrusione di questo tipo porta ad avere layer perimetrali molto più evidenti ed una finitura esterna riconducibile al famigerato problema di Wobble con superfici ruvide e ondulate. Per eliminare questo problema non devi fare altro che assicurarti di livellare per bene il piano di stampa. Inoltre, ti consiglio di leggere la mia guida per la calibrazione step/mm per gli assi X, Y e Z. Otterrai modelli molto più precisi a livello dimensionale e, probabilmente, riuscirai a eliminare definitivamente i problemi di Wobble o il rischio di ottenere una stampa 3D ruvida. Sovraestrusione Ora che hai livellato perfettamente il piatto di stampa, verifichiamo insieme che il problema di Wobble non derivi dal tuo software Slicer. Ebbene sì, è sufficiente che qualche parametro di stampa sia impostato in modo errato per creare problemi di Wobble e stampe ruvide. Il problema di sovraestrusione deriva dal fatto che l'estrusore spinge fuori più materiale del necessario. Il filamento estruso in eccesso, essendo schiacciato tra ugello, layer sottostanti e perimetri affiancati, è costretto a fuoriuscire ai lati. Il risultato è quindi, anche in questo caso, una stampa 3D ruvida e deformata ai perimetri. Esattamente un problema di Wobble. Una rapida correzione del problema di sovraestrusione può essere eseguita agendo nello slicer. Apri il tuo software slicer e individua: il parametro di gestione dell'estrusione (extrusion multiplier) il parametro che gestisce la larghezza del tratto estruso (extrusion width). Su Cura Ultimaker, puoi identificare questi due parametri come "Flow" e "Line Width". Il Flow funziona come un moltiplicatore ed è buona norma impostarlo a 100%. Se impostato a 110%, a parità di tratto stampato, la macchina estruderà un 10% in più di materiale. Al contrario, se impostato a 90%, ne verrà estruso leggermente meno. Il Line Width indica la larghezza che deve avere una riga di materiale estruso e, solitamente, questa deve essere uguale alla dimensione dell'ugello che monta la tua stampante 3D. Nella maggior parte dei casi, 0.4 mm. Se vuoi risolvere il problema in maniera estremamente precisa e tarare al millimetro la tua stampante, ti segnalo la mia guida all'Extrusion width. In pochi passi potrai verificare se la quantità di filamento che vuoi estrudere è effettivamente quella che esce dall'estrusore, correggendone eventualmente il difetto. Problemi meccanici Se hai seguito nel dettaglio i punti precedenti e ancora hai problemi Wobble o di stampa ruvida e ondulata, allora mi viene da pensare che la tua stampante 3D abbia qualche problema meccanico. Parlare di problemi meccanici cercando di risolverli tutti in poche mosse risulta purtroppo impossibile. L'enorme quantità di stampanti in commercio porta con se altrettanti possibili problemi e, per forza, servono sempre soluzioni specifiche. Tuttavia alcuni accorgimenti possono essere utili e risolutivi per la maggior parte delle stampanti 3D FDM. In generale, possiamo dire che la qualità costruttiva delle stampanti 3D va molto spesso di pari passo con il prezzo. Possiamo trovare stampanti 3D a pochissime centinaia di euro, ma non dobbiamo stupirci se poi le strutture risultano esili e traballanti. Ed è proprio questa caratteristica la peggior nemica delle nostre stampe e, spesso, causa di Wobble, perimetri ruvidi, superfici ondulate e irregolari. Le stampanti 3D FDM hanno l'estrusore sempre in movimento. Il suo peso viene spostato con velocità lungo uno o due assi, esercitando forze elevate sullo scheletro delle macchine. Questo accade soprattutto se l'estrusore è di tipo direct, dove il motore contribuisce alla massa in movimento. Ora, supponiamo di dover stampare un cubo vuoto. Questo cubo è una ripetizione in altezza di quadrati identici. Per avere una stampa perfetta e dalle pareti lisce è necessario che il quadrato appena estruso sia nella stessa esatta posizione del quadrato inferiore. Se la struttura della stampante non è sufficentemente rigida, non sarà in grado di far viaggiare l'estrusore nella stessa forma percorsa nel layer precedente. In questo modo si creano dei leggeri slittamenti di materiale che rendondo la stampa 3D ruvida e irregolare: siamo sicuramente in presenza di Wobble. La causa può appartenere a diverse parti della stampante, ed il fenomeno può verificarsi anche su un solo asse. Per esempio, se il wobble è causato da un asse Z impreciso, puoi accorgertene dal fatto che le stampe peggiorano man mano che queste crescono in altezza. Fortunatamente esistono alcune soluzioni per risolvere i problemi legati al telaio. La Creality CR-10 ad esempio, dato il suo sviluppo in altezza, soffre di un gioco tra la struttura dell'asse Z e quella di base. Il problema si nota particolarmente quando si eseguono stampe molto alte. Per questo sono state studiate delle barre di rinforzo ad irrigidire la struttura. Da notare è che nell'ultima versione della Creality CR-10 V3 le barre di irrigidimento sono comprese nel kit base, a dimostrazione della loro importanza! La CR-10 è un'ottima macchina, ideale sia per principianti che per esperti di stampa 3D. Con la V3, potrai davvero divertirti Vedi offerta su Amazon Infine, alcune ultime considerazioni. Per fare in modo che le componenti della stampante 3D si muovano correttamente, verifica che le cinghie siano tirate a dovere. Senza esagerare però, perché dobbiamo evitare di fare troppa forza sui motori per non farli surriscaldare. Assicurati che la stampante sia poggiata su una superficie stabile, che gli scorrimenti lungo gli assi avvengano in maniera fluida e che in generale tutte le viti siano tirate. Dovrai, in poche parole, assicurarti che ciò che deve essere fermo sia immobile e che ciò che deve muoversi lo faccia nel modo più fluido possibile. Test di stampa per verificare la presenza di wobble Un modo molto comodo per verificare se sei riuscito a risolvere i problemi che causavano il wobble nei tuoi modelli prevede di stampare un modello di test. Al seguente link puoi scaricare un modello che ho messo a disposizione nei download della community. Solitamente viene usato per fare test di valutazione sulle stampanti, ma è perfetto anche per verificare la presenza o meno del wobble. Ebbene, spero sinceramente che questi consigli siano stati utili per risolvere i tuoi problemi di Wobble e stampe ondulate o rigate. Mi raccomando, lascia un commento a questo post e seguici sul forum!2 punti
Se la tua stampa 3D è ruvida al tatto, risulta poco definita, ha layer decisamente vistosi o l'andamento delle pareti è ondulato in maniera irregolare, allora anche tu hai problemi di Wobble. Il Wobble è un difetto molto frequente, soprattutto tra le stampanti 3D economiche, ma che può presentarsi anche nelle stampanti top di gamma. In questa guida vedremo insieme cos'è il Wobble e quali sono i principali motivi che causano questo difetto, scoprendo come risolverlo iniziando dagli interventi più semplici ed immediati. In questa guida: > Cos'è il Wobble nella stampa 3D?; > Usare un filamento di qualità > Ugello troppo vicino al piatto di stampa > Sovraestrusione > Problemi meccanici > Test di stampa per verificare la presenza di wobble Cos'è il Wobble nella stampa 3D? Il wobble è un problema di stampa 3D molto comune che si presenta tramite superfici ruvide o ondeggiate. Solitamente è un problema facilmente risolvibile in quanto le cause sono ben note e si riconducono solitamente a neofiti della stampa 3D. Ma non temere: problemi di Wobble sono capitati a chiunque e, anzi, continuano a capitare soprattutto quando si prende dimestichezza nel giocare coi parametri di stampa. L'unica differenza è che uno stampatore professionista sa riconoscere subito il problema ed è in grado di risolverlo immediatamente. Vediamo quindi come possiamo risolvere problemi di Wobble o di "stampa ondulata". Usare un filamento di qualità Questo è un consiglio sempre valido: per evitare di trovarti a cercare nella stampante 3D problemi che non esistono, il filamento che utilizzi dovrebbe sempre essere di buona qualità. Un filamento scadente può portare a problemi di Wobble, intasamento dell'estrusore, stampa 3D ruvida e molto altro. Infatti, risparmiare quei pochi euro nell'acquisto del materiale può costringerti a gettare l'intera bobina. Tra gli innumerevoli filamenti economici, molti presentano diametro e comportamento alla stampa incostanti. Senza dubbio conviene quindi puntare su bobine di qualità, considerando anche il feedback di chi ha già acquistato. Se stai cercando un materiale di buona qualità al giusto prezzo, il PLA Amazon Basics è quello che mi sento di consigliarti. Si tratta di un filamento per la stampa 3D in PLA di buona qualità, sempre disponibile su Amazon in quanto il fornitore è Amazon stessa! Il costo può variare periodicamente di qualche euro. Il prezzo consigliato è attorno ai 19-20 € per la bobina da 1Kg di materiale. Vedi offerta su Amazon Se sei incuriosito dal provare qualche materiale diverso, ti consiglio il PETG. Si tratta di una plastica facile da stampare come il PLA, ma molto più resistente e con caratteristiche meccaniche migliori. Inoltre, è meno soggetto a degrado nel tempo. Vedi offerta su Amazon Inoltre, è bene ricordare che non solo un filamento scadente può causare problemi, bensì anche uno di qualità rimasto aperto per troppo tempo o conservato in un ambiente umido. Se sei solito ad acquistare materiale per la tua stampante 3D e poi a non usarlo per qualche settimana o mese, posso consigliarti questo essiccatore per filamenti da stampa 3D. Vedi offerta su Amazon Si tratta di un piccolo macchinario, dentro al quale puoi posizionare le tue vecchie bobine. L’essiccatore riscalda il materiale al suo interno, eliminando l’umidità e riportandolo (più o meno) alle sue caratteristiche originarie. L’essiccatore per filamenti è un gadget essenziale per tutti quelli che, proprio come me, hanno vecchie bobine aperte da finire. A questo link trovi l'essiccatore SUNLU Dryer Box, al costo di appena 49,99 €. Ora che ci siamo assicurati che il tuo materiale di stampa sia di buona qualità e ben conservato, possiamo concentrarci sui problemi di Wobble che derivano dai parametri di stampa o da questioni meccaniche. Ugello troppo vicino al piatto di stampa Un accorgimento semplice quanto importante: verificare la distanza tra ugello e piatto di stampa. Può capitare infatti di eseguire un livellamento del piano in maniera errata o non accurata. Nel caso in cui l'ugello del tuo estrusore si trovi troppo vicino al piano di stampa, il materiale verrebbe schiacciato ad esso in maniera eccessiva. Puoi accorgerti di questo problema estrudendo sul piano qualche centimetro di materiale. Le linee potrebbero essere caratterizzate da un solco centrale e dei rigonfiamenti ai lati. Una estrusione di questo tipo porta ad avere layer perimetrali molto più evidenti ed una finitura esterna riconducibile al famigerato problema di Wobble con superfici ruvide e ondulate. Per eliminare questo problema non devi fare altro che assicurarti di livellare per bene il piano di stampa. Inoltre, ti consiglio di leggere la mia guida per la calibrazione step/mm per gli assi X, Y e Z. Otterrai modelli molto più precisi a livello dimensionale e, probabilmente, riuscirai a eliminare definitivamente i problemi di Wobble o il rischio di ottenere una stampa 3D ruvida. Sovraestrusione Ora che hai livellato perfettamente il piatto di stampa, verifichiamo insieme che il problema di Wobble non derivi dal tuo software Slicer. Ebbene sì, è sufficiente che qualche parametro di stampa sia impostato in modo errato per creare problemi di Wobble e stampe ruvide. Il problema di sovraestrusione deriva dal fatto che l'estrusore spinge fuori più materiale del necessario. Il filamento estruso in eccesso, essendo schiacciato tra ugello, layer sottostanti e perimetri affiancati, è costretto a fuoriuscire ai lati. Il risultato è quindi, anche in questo caso, una stampa 3D ruvida e deformata ai perimetri. Esattamente un problema di Wobble. Una rapida correzione del problema di sovraestrusione può essere eseguita agendo nello slicer. Apri il tuo software slicer e individua: il parametro di gestione dell'estrusione (extrusion multiplier) il parametro che gestisce la larghezza del tratto estruso (extrusion width). Su Cura Ultimaker, puoi identificare questi due parametri come "Flow" e "Line Width". Il Flow funziona come un moltiplicatore ed è buona norma impostarlo a 100%. Se impostato a 110%, a parità di tratto stampato, la macchina estruderà un 10% in più di materiale. Al contrario, se impostato a 90%, ne verrà estruso leggermente meno. Il Line Width indica la larghezza che deve avere una riga di materiale estruso e, solitamente, questa deve essere uguale alla dimensione dell'ugello che monta la tua stampante 3D. Nella maggior parte dei casi, 0.4 mm. Se vuoi risolvere il problema in maniera estremamente precisa e tarare al millimetro la tua stampante, ti segnalo la mia guida all'Extrusion width. In pochi passi potrai verificare se la quantità di filamento che vuoi estrudere è effettivamente quella che esce dall'estrusore, correggendone eventualmente il difetto. Problemi meccanici Se hai seguito nel dettaglio i punti precedenti e ancora hai problemi Wobble o di stampa ruvida e ondulata, allora mi viene da pensare che la tua stampante 3D abbia qualche problema meccanico. Parlare di problemi meccanici cercando di risolverli tutti in poche mosse risulta purtroppo impossibile. L'enorme quantità di stampanti in commercio porta con se altrettanti possibili problemi e, per forza, servono sempre soluzioni specifiche. Tuttavia alcuni accorgimenti possono essere utili e risolutivi per la maggior parte delle stampanti 3D FDM. In generale, possiamo dire che la qualità costruttiva delle stampanti 3D va molto spesso di pari passo con il prezzo. Possiamo trovare stampanti 3D a pochissime centinaia di euro, ma non dobbiamo stupirci se poi le strutture risultano esili e traballanti. Ed è proprio questa caratteristica la peggior nemica delle nostre stampe e, spesso, causa di Wobble, perimetri ruvidi, superfici ondulate e irregolari. Le stampanti 3D FDM hanno l'estrusore sempre in movimento. Il suo peso viene spostato con velocità lungo uno o due assi, esercitando forze elevate sullo scheletro delle macchine. Questo accade soprattutto se l'estrusore è di tipo direct, dove il motore contribuisce alla massa in movimento. Ora, supponiamo di dover stampare un cubo vuoto. Questo cubo è una ripetizione in altezza di quadrati identici. Per avere una stampa perfetta e dalle pareti lisce è necessario che il quadrato appena estruso sia nella stessa esatta posizione del quadrato inferiore. Se la struttura della stampante non è sufficentemente rigida, non sarà in grado di far viaggiare l'estrusore nella stessa forma percorsa nel layer precedente. In questo modo si creano dei leggeri slittamenti di materiale che rendondo la stampa 3D ruvida e irregolare: siamo sicuramente in presenza di Wobble. La causa può appartenere a diverse parti della stampante, ed il fenomeno può verificarsi anche su un solo asse. Per esempio, se il wobble è causato da un asse Z impreciso, puoi accorgertene dal fatto che le stampe peggiorano man mano che queste crescono in altezza. Fortunatamente esistono alcune soluzioni per risolvere i problemi legati al telaio. La Creality CR-10 ad esempio, dato il suo sviluppo in altezza, soffre di un gioco tra la struttura dell'asse Z e quella di base. Il problema si nota particolarmente quando si eseguono stampe molto alte. Per questo sono state studiate delle barre di rinforzo ad irrigidire la struttura. Da notare è che nell'ultima versione della Creality CR-10 V3 le barre di irrigidimento sono comprese nel kit base, a dimostrazione della loro importanza! La CR-10 è un'ottima macchina, ideale sia per principianti che per esperti di stampa 3D. Con la V3, potrai davvero divertirti Vedi offerta su Amazon Infine, alcune ultime considerazioni. Per fare in modo che le componenti della stampante 3D si muovano correttamente, verifica che le cinghie siano tirate a dovere. Senza esagerare però, perché dobbiamo evitare di fare troppa forza sui motori per non farli surriscaldare. Assicurati che la stampante sia poggiata su una superficie stabile, che gli scorrimenti lungo gli assi avvengano in maniera fluida e che in generale tutte le viti siano tirate. Dovrai, in poche parole, assicurarti che ciò che deve essere fermo sia immobile e che ciò che deve muoversi lo faccia nel modo più fluido possibile. Test di stampa per verificare la presenza di wobble Un modo molto comodo per verificare se sei riuscito a risolvere i problemi che causavano il wobble nei tuoi modelli prevede di stampare un modello di test. Al seguente link puoi scaricare un modello che ho messo a disposizione nei download della community. Solitamente viene usato per fare test di valutazione sulle stampanti, ma è perfetto anche per verificare la presenza o meno del wobble. Ebbene, spero sinceramente che questi consigli siano stati utili per risolvere i tuoi problemi di Wobble e stampe ondulate o rigate. Mi raccomando, lascia un commento a questo post e seguici sul forum!2 punti -
 Uno dei fattori chiave per il successo nella stampa 3D è la scelta dei materiali utilizzati. Tra questi, i super polimeri si distinguono per le loro straordinarie proprietà che li rendono ideali per una vasta gamma di applicazioni. In questa guida esploreremo cos'è un super polimero, il motivo per cui sono chiamati così e i più utilizzati nella stampa 3D. Ogni materiale verrà descritto in un paragrafo separato, con un'analisi delle sue principali caratteristiche e degli esempi di applicazione. In questa guida: > Cosa sono i super polimeri e perché sono chiamati così > Perché usare i super polimeri con la stampa 3D > I super polimeri più utilizzati nella stampa 3D > Poliammide (Nylon) > Policarbonato (PC) > Polietereterechetone (PEEK) > Poliuretano termoplastico (TPU) > Acrilonitrile stirene acrilato (ASA) > Service online per la stampa 3D di super polimeri > Come usare un service online per la stampa 3D di super polimeri > Guida ai materiali per la stampa 3D > Conclusioni Cosa sono i super polimeri e perché sono chiamati così Partiamo dalle basi... cosa sono i super polimeri? I super polimeri sono materiali avanzati caratterizzati da eccezionali proprietà meccaniche, termiche e chimiche. Questi materiali sono chiamati "super" perché superano le prestazioni dei polimeri tradizionali e offrono soluzioni innovative per molteplici applicazioni. Grazie alla loro elevata resistenza, leggerezza e versatilità, i super polimeri hanno guadagnato un ruolo di primo piano nella stampa 3D, consentendo la creazione di oggetti di alta qualità e prestazioni. Perché usare super polimeri con la stampa 3D La stampa 3D, quando utilizzata con materiali performanti e superpolimeri, ha ottenuto un notevole successo grazie alla combinazione di diversi fattori chiave che soddisfano esigenze specifiche in vari settori. Di seguito, elenco una breve lista delle ragioni principali per cui la stampa 3D con materiali avanzati ha guadagnato popolarità: Personalizzazione: I materiali performanti e superpolimeri sono spesso selezionati per le loro proprietà uniche, che consentono di creare prodotti altamente personalizzati. La stampa 3D offre la possibilità di creare oggetti su misura in base alle specifiche del cliente, sia che si tratti di componenti industriali altamente resistenti, protesi mediche personalizzate o parti per l'industria aerospaziale. Design Ottimizzato: La combinazione di materiali avanzati e la libertà di design offerta dalla stampa 3D consentono la creazione di componenti con geometrie complesse, che spesso non sarebbero realizzabili con metodi di produzione tradizionali. Questo porta a una maggiore efficienza e prestazioni ottimizzate nei prodotti finali. Leggerezza e Resistenza: Molti materiali performanti e superpolimeri sono noti per la loro leggerezza combinata con una straordinaria resistenza. La stampa 3D permette di creare strutture interne complesse che ottimizzano la distribuzione del peso e delle forze, rendendo i componenti leggeri e allo stesso tempo estremamente robusti. Risparmio di Tempo e Costi: La stampa 3D elimina la necessità di creare stampi o attrezzature speciali per la produzione, riducendo notevolmente il tempo e i costi di sviluppo. Inoltre, permette di creare prototipi rapidamente, riducendo ulteriormente i tempi di produzione e di testing. Produzione On-Demand: L'utilizzo dei materiali performanti nella stampa 3D consente la produzione su richiesta, riducendo gli sprechi di materiale e il rischio di accumulare inventario inutilizzato. Questo è particolarmente vantaggioso nei settori in cui la domanda può variare o in cui sono richiesti prodotti personalizzati. Innovazione Continua: L'utilizzo di materiali performanti e superpolimeri in combinazione con la stampa 3D continua a stimolare l'innovazione nei settori industriali, medici e tecnologici. Nuove combinazioni di materiali e nuove tecniche di stampa 3D consentono di raggiungere nuovi livelli di prestazioni e funzionalità. Applicazioni Multisettoriali: I materiali performanti e i superpolimeri trovano impiego in molteplici settori, dalla produzione industriale all'industria aerospaziale, automobilistica, medica e persino nell'abbigliamento e nella moda. Questa versatilità rende la stampa 3D con materiali avanzati adatta a una vasta gamma di applicazioni. La combinazione tra materiali di alta qualità e tecnologia di stampa avanzata offre diverse modalità di progettazione e produzione in diversi settori, offrendo vantaggi significativi in termini di prestazioni, flessibilità e riduzione dei costi. Torna all'Indice I super polimeri più utilizzati nella stampa 3D Ora che abbiamo capito cosa sono i super polimeri e perché sono tanto richiesti nell'uso con la stampa 3D, forse ti starai chiedendo quali sono questi materiali così speciali e apprezzati nell'industria. Beh, la lista sarebbe molto lunga, ma possiamo sicuramente fare una selezione dei più comuni e utilizzati. Tenendo in considerazione l'uso con la stampa 3D, di seguito trovi una presentazione dettagliata dei super polimeri più conosciuti e utilizzati. Poliammide (Nylon) La poliammide, spesso conosciuta come nylon, è uno dei super polimeri più popolari utilizzati nella stampa 3D. Questo materiale offre eccellenti proprietà meccaniche, resistenza agli urti, flessibilità e resistenza all'abrasione. La poliammide è ampiamente utilizzata nel settore automobilistico per la produzione di componenti strutturali, come supporti motore, pannelli elettrici e parti interne. È anche utilizzato nella produzione di attrezzature sportive, protesi mediche e componenti industriali. Cos'è il Poliammide (Nylon)? Il poliammide è un polimero termoplastico che offre una combinazione eccezionale di resistenza, flessibilità e durabilità. La sua struttura molecolare lineare conferisce al nylon una grande resistenza agli urti, una buona flessibilità e una notevole resistenza all'abrasione. Queste proprietà lo rendono un materiale ideale per la stampa 3D di oggetti che richiedono elevate prestazioni meccaniche e una notevole resistenza agli agenti esterni. Utilizzo del Poliammide (Nylon) nella stampa 3D Il nylon è ampiamente utilizzato nella stampa 3D per la produzione di prototipi funzionali, parti resistenti e componenti industriali. Grazie alla sua eccellente resistenza agli urti, il nylon è perfetto per la creazione di parti strutturali che devono sopportare sollecitazioni meccaniche elevate. È utilizzato anche nell'industria automobilistica per la produzione di supporti motore, alloggiamenti per elettronica e componenti interni resistenti. Nell'ambito medico, il nylon è impiegato per la produzione di protesi personalizzate e strumenti chirurgici. Processi di stampa 3D compatibili con il Poliammide (Nylon) Il poliammide può essere utilizzato con diversi processi di stampa 3D, tra cui la stampa a letto di polvere (Selective Laser Sintering - SLS) e la stampa a deposizione fusa (Fused Deposition Modeling - FDM). La stampa a letto di polvere SLS, in particolare, sfrutta le proprietà termiche del nylon, che viene fuso selettivamente da un laser per creare oggetti strato per strato. Questo processo permette di realizzare componenti complessi con dettagli fini e una grande resistenza. La stampa FDM, invece, utilizza il nylon in forma di filamento fuso che viene depositato strato per strato per creare l'oggetto desiderato. Cosa si può realizzare con il Poliammide (Nylon) nella stampa 3D La versatilità del nylon nella stampa 3D consente di realizzare una vasta gamma di oggetti. Ad esempio, è possibile creare prototipi funzionali per verificare l'ergonomia e la forma degli oggetti prima della produzione su larga scala. Il nylon può anche essere utilizzato per la produzione di attrezzi e accessori per lo sport, come caschi, calzature resistenti e protezioni. Nell'ambito dell'architettura e del design, il nylon è utilizzato per la creazione di modelli architettonici, lampade e arredi innovativi. Inoltre, il nylon è un materiale adatto per la realizzazione di gioielli personalizzati grazie alla sua resistenza e alla possibilità di creare forme uniche. Torna all'Indice Policarbonato (PC) Il policarbonato è un super polimero noto per la sua resistenza agli urti, la trasparenza e l'elevata temperatura di transizione vetrosa. Queste caratteristiche lo rendono ideale per la stampa 3D di oggetti che richiedono resistenza e durabilità, come custodie protettive, parti per automobili, occhiali da sole e strumenti medici. Il policarbonato è anche utilizzato nella produzione di prototipi funzionali, grazie alla sua capacità di resistere a sollecitazioni meccaniche elevate. Cos'è il Policarbonato (PC)? Il policarbonato è un polimero termoplastico noto per la sua resistenza agli urti, la trasparenza e la resistenza termica. La sua struttura molecolare compatta e lineare conferisce al PC una notevole durezza e durabilità. Il policarbonato è un materiale molto versatile, in grado di resistere a sollecitazioni meccaniche elevate e alle condizioni ambientali più difficili. Queste caratteristiche lo rendono ideale per una vasta gamma di applicazioni, incluso l'uso nella stampa 3D. Utilizzo del Policarbonato (PC) nella stampa 3D Il policarbonato viene ampiamente utilizzato nella stampa 3D per la creazione di parti che richiedono una notevole resistenza agli urti e una buona trasparenza. L'industria automobilistica, ad esempio, utilizza il PC per la produzione di componenti resistenti come fanali, griglie e coperture. La trasparenza del materiale è particolarmente apprezzata nel settore dell'illuminazione, dove il PC viene utilizzato per creare diffusori di luce e lenti. Inoltre, il PC è adatto per la produzione di custodie resistenti per dispositivi elettronici, protesi mediche personalizzate e componenti per l'industria aerospaziale. Processi di stampa 3D compatibili con il Policarbonato (PC) Il policarbonato può essere utilizzato con diversi processi di stampa 3D, ma il più comune è la stampa a deposizione fusa (Fused Deposition Modeling - FDM). In questo processo, il filamento di policarbonato fuso viene depositato strato per strato per creare l'oggetto desiderato. La stampa FDM offre una grande versatilità e facilità d'uso, consentendo la creazione di prototipi funzionali e componenti resistenti. Il policarbonato è particolarmente adatto per la stampa FDM in quanto si fonde a temperature relativamente elevate, garantendo una buona adesione tra gli strati e risultati di alta qualità. Cosa si può realizzare con il Policarbonato (PC) nella stampa 3D È possibile realizzare prototipi funzionali per verificare la forma e la resistenza di oggetti complessi. Il PC è anche utilizzato per creare custodie protettive per dispositivi elettronici, grazie alla sua robustezza e trasparenza. Nell'ambito dell'illuminazione, il policarbonato viene impiegato per creare diffusori di luce che garantiscono una dispersione uniforme e una trasmissione ottimale. In campo medico, il PC può essere utilizzato per realizzare protesi personalizzate resistenti e durature. Torna all'Indice Polietereterechetone (PEEK) Il PEEK è uno dei super polimeri più noti e apprezzati grazie alle sue eccezionali proprietà termiche e chimiche. Questo materiale offre una combinazione unica di resistenza alla temperatura, resistenza chimica, resistenza meccanica e biocompatibilità. Il PEEK viene utilizzato in diversi settori, come l'aerospaziale, l'industria medicale, l'industria chimica e l'automotive. Le applicazioni includono protesi mediche personalizzate, componenti per motori, parti di valvole e componenti per ambienti aggressivi. Cos'è il Polietereterechetone (PEEK)? Il polietereterechetone (PEEK) è un polimero ad alte prestazioni noto per le sue straordinarie proprietà termiche, chimiche e meccaniche. Questo materiale offre una combinazione unica di resistenza alla temperatura (può resistere a temperature superiori ai 250°C), resistenza chimica, resistenza meccanica e biocompatibilità. La sua elevata resistenza all'usura e la bassa deformazione termica consentono al PEEK di essere utilizzato in applicazioni ad alta resistenza e in ambienti impegnativi. Utilizzo del Polietereterechetone (PEEK) nella stampa 3D Il PEEK è ampiamente utilizzato nella stampa 3D per la produzione di componenti che richiedono una resistenza elevata, una buona stabilità dimensionale e una resistenza alla temperatura. Queste caratteristiche lo rendono ideale per l'industria aerospaziale, automobilistica, medica e dell'olio e del gas. Ad esempio, il PEEK viene utilizzato per la creazione di componenti strutturali leggeri e resistenti per l'industria aerospaziale, come parti di motori e sistemi di trasmissione. Nell'ambito medico, il PEEK è utilizzato per la produzione di protesi, impianti e dispositivi chirurgici, grazie alla sua biocompatibilità e resistenza meccanica. Processi di stampa 3D compatibili con il Polietereterechetone (PEEK) Il PEEK può essere utilizzato con diversi processi di stampa 3D, ma il più comune è la stampa a letto di polvere (Selective Laser Sintering - SLS). In questo processo, uno strato sottile di polvere di PEEK viene fuso da un laser per creare oggetti tridimensionali strato per strato. La stampa SLS offre un'eccellente precisione dimensionale e una grande resistenza meccanica. Questo processo consente la creazione di componenti complessi con dettagli fini, garantendo prestazioni elevate e una buona resistenza termica. Cosa si può realizzare con il Polietereterechetone (PEEK) nella stampa 3D La versatilità del PEEK nella stampa 3D apre la strada a numerose applicazioni. È possibile utilizzare il PEEK per creare componenti aerospaziali resistenti e leggeri, come parti di motori, alloggiamenti e attrezzature. Nell'industria medica, il PEEK è utilizzato per la produzione di protesi personalizzate, impianti dentali e strumenti chirurgici. Grazie alla sua resistenza chimica, il PEEK è anche impiegato nell'industria chimica per la produzione di componenti resistenti agli agenti chimici aggressivi. Torna all'Indice Poliuretano termoplastico (TPU) Il poliuretano termoplastico è un super polimero elastomerico con proprietà uniche di flessibilità, resistenza all'abrasione e resistenza agli agenti chimici. Grazie alla sua flessibilità, il TPU è ampiamente utilizzato nella stampa 3D di oggetti che richiedono gomma sintetica, come pneumatici per bici, suole per scarpe, guarnizioni e cuscinetti. È anche utilizzato nella produzione di protesi e dispositivi medici flessibili. Cos'è il Poliuretano termoplastico (TPU)? Il poliuretano termoplastico (TPU) è un materiale elastomerico che combina le caratteristiche del poliuretano e dei termoplastici. È noto per la sua eccezionale flessibilità, resistenza all'usura e resistenza chimica. Il TPU offre una notevole resilienza e capacità di ritorno elastico dopo la deformazione, rendendolo ideale per applicazioni che richiedono una combinazione di forza e flessibilità. Utilizzo del Poliuretano termoplastico (TPU) nella stampa 3D Il TPU è ampiamente utilizzato nella stampa 3D per la creazione di oggetti che richiedono flessibilità, resistenza e durata. Grazie alla sua resilienza, il TPU è ideale per la produzione di parti che richiedono proprietà antiurto e ammortizzanti, come suole per scarpe, protezioni, guarnizioni e custodie per dispositivi elettronici. Il TPU è anche utilizzato nella produzione di protesi e dispositivi medici, grazie alla sua biocompatibilità e capacità di adattarsi alle forme del corpo. Processi di stampa 3D compatibili con il Poliuretano termoplastico (TPU) Il TPU può essere utilizzato con diversi processi di stampa 3D, ma il più comune è la stampa a deposizione fusa (Fused Deposition Modeling - FDM). La stampa FDM utilizza un filamento di TPU fuso che viene depositato strato per strato per creare l'oggetto desiderato. Cosa si può realizzare con il Poliuretano termoplastico (TPU) nella stampa 3D È possibile utilizzare il TPU per creare suole per scarpe flessibili e resistenti all'usura, fornendo comfort e ammortizzazione durante l'attività sportiva. Grazie alla sua resistenza chimica, il TPU è anche utilizzato nella produzione di guarnizioni per l'industria automobilistica e componenti per l'industria chimica. Nell'ambito medico, il TPU viene utilizzato per la creazione di protesi personalizzate e dispositivi medici flessibili, che si adattano alle esigenze specifiche dei pazienti. Torna all'Indice Acrilonitrile stirene acrilato (ASA) L'acetato di vinile etilene è un super polimero noto per la sua flessibilità, resistenza all'urto e proprietà adesive. Questo materiale è ampiamente utilizzato nella stampa 3D di oggetti che richiedono imbottiture, protezioni, guanti e articoli sportivi come palle da gioco. L'EVA è anche utilizzato nella produzione di materiali da imballaggio e componenti per l'industria dell'elettronica. Cos'è l'Acetato di vinile etilene (ASA)? L'acetato di vinile etilene (ASA) è un copolimero termoplastico noto per la sua resistenza agli agenti atmosferici, alla luce ultravioletta e alle temperature elevate. L'ASA combina le proprietà dell'acrilato di stirene e dell'acrilonitrile-butadiene-stirene (ABS), offrendo un'ottima resistenza agli urti, una buona stabilità dimensionale e una superficie liscia e brillante. Queste caratteristiche lo rendono un materiale ideale per applicazioni esterne e per oggetti che richiedono durabilità e resistenza agli agenti atmosferici. Utilizzo dell'Acetato di vinile etilene (ASA) nella stampa 3D L'ASA è ampiamente utilizzato nella stampa 3D per la produzione di oggetti che richiedono resistenza, durabilità e resistenza agli agenti atmosferici. Grazie alla sua resistenza ai raggi UV e alla stabilità dimensionale, l'ASA è un'ottima scelta per la produzione di oggetti destinati all'uso esterno, come componenti per l'architettura, accessori per l'automotive e componenti per l'industria navale. L'ASA è anche utilizzato per la creazione di prototipi funzionali e parti resistenti. Processi di stampa 3D compatibili con l'Acetato di vinile etilene (ASA) L'acetato di vinile etilene può essere utilizzato con diversi processi di stampa 3D, ma il più comune è la stampa a deposizione fusa (Fused Deposition Modeling - FDM). Questo processo consente la creazione di oggetti resistenti con una superficie liscia e brillante. Cosa si può realizzare con l'Acetato di vinile etilene (ASA) nella stampa 3D È possibile utilizzare l'ASA per creare componenti per l'architettura, come modelli di edifici e dettagli architettonici resistenti agli agenti atmosferici. Nell'industria automobilistica, l'ASA può essere utilizzato per la produzione di parti esterne resistenti, come spoiler e coperture. L'ASA è anche impiegato per la creazione di prototipi funzionali, parti resistenti per l'elettronica e componenti per l'industria navale. L'acetato di vinile etilene (ASA) nella stampa 3D rappresenta un materiale avanzato che offre resistenza, durabilità e resistenza agli agenti atmosferici. La sua capacità di resistere ai raggi UV, alle alte temperature e agli agenti chimici lo rende una scelta ideale per applicazioni esterne e per la produzione di oggetti resistenti. La stampa 3D con ASA offre una grande versatilità e facilità d'uso, consentendo la creazione di oggetti con una superficie liscia e brillante. Sperimenta con questo materiale all'avanguardia e scopri come l'acetato di vinile etilene può portare i tuoi progetti al livello successivo, offrendo resistenza e durabilità senza compromessi. Torna all'Indice Service online per la stampa 3D di super polimeri Un service di stampa 3D è un servizio che offre la possibilità di creare oggetti tridimensionali utilizzando una stampante 3D. Questi oggetti possono essere realizzati in diversi materiali, tra cui diverse tipologie di super polimeri e materiali avanzati. L'utilizzo di un service di stampa 3D per realizzare componenti in materiali avanzati può avere senso per molte ragioni. In primo luogo, perchè il costo delle stampanti 3D in grado di gestirli è molto alto e accessibile quasi esclusivamente alle aziende. Si tratta di macchine complesse, che richiedono manutenzione continua. In secondo luogo, la stampa 3D di super polimeri è un'opzione relativamente economica rispetto ad altre forme di produzione, come la lavorazione a CNC o l'uso d stampi. In questo modo, i service di stampa 3D possono offrire un modo più conveniente per produrre pezzi esclusivi o piccoli lotti di prodotto, magari fornendo anche un servizio di supporto alla progettazione. Infine, appoggiarsi ad un service di stampa 3D per super polimeri consente di ottenere un risultato finale con qualità garantita e in poco tempo. Questo può essere particolarmente utile in situazioni in cui la velocità di produzione è un fattore critico. Se vuoi saperne di più su cosa sono i service di stampa 3D e come funzionano, ti lascio di seguito una mia guida dedicata: Torna all'Indice Come usare un service online per la stampa 3D di super polimeri Usare un service online per la stampa 3D in metallo è davvero semplice e richiede pochi passaggi. Se anche tu stai approcciando per la prima volta l'uso di un service online o semplicemente hai curiosità di sapere come funziona, nelle prossime righe trovi una guida passo passo all'uso del configuratore online di JustWay. JustWay è uno dei service di stampa 3D online più completi ed efficienti, ti permette di inviare l'ordine di stampa in pochi click selezionando nel dettaglio le caratteristiche che il componente dovrà avere. Inoltre, JustWay mette a disposizione una lista di materiali avanzati, come il PEEK, l'ASA, il TPU e il Policarbonato, da stampare con diverse tecnologie di stampa 3D. Ecco come funziona. Come prima cosa devi caricare il tuo modello 3D. La dimensione del file deve essere inferiore a 50 MB, mentre le estensioni accettate sono .stl, .obj., .step, .stp. Fai attenzione a caricare un modello 3D che non presenta buchi o problemi di superficie. In seguito, devi specificare le carattestiche dell'oggetto e della sessione di stampa. Puoi quindi definire quanti pezzi vuoi realizzare, selezionare il materiale di stampa, il colore finale dell'oggetto e, se prevista, la finitura. JustWay ti permette anche di caricare dei disegni tecnici, così da fornire maggiori informazioni sul componente a chi dovrà realizzarlo. Una volta inserite tutte le specifiche di stampa il sistema fornirà il preventivo di stampa. Proseguendo con l'invio della richiesta, passerai alla fase di pagamento. La spedizione in genere avviene in 2-3 giorni lavorativi. Scopri il service JustWay Con questo sistema l'uso del service di stampa online diventa estremamente efficiente. Torna all'Indice Guida ai materiali per la stampa 3D I materiali utilizzati per la stampa 3D sono di diverso tipo e il loro utilizzo varia in base ai modelli che si vuole realizzare. Per ottenere il massimo dai tuoi progetti, scegliere il materiale giusto è fondamentale. Di seguito ti lascio il link alla mia Guida completa ai materiali per la stampa 3D. Credo ti sarà molto utile se cerchi informazioni dettagliate sui materiali più comuni usati con la stampa 3D. Come potrai immaginare, questa guida si concentra esclusivamente sui materiali per la stampa 3D desktop. Questo significa che non troverai riferimenti alle tecnologie di stampa 3D più costose e professionali, come metalli e termoplastiche molto tecniche. Torna all'Indice Conclusioni In conclusione, i super polimeri stanno ridefinendo il panorama della stampa 3D grazie alle loro straordinarie proprietà e alle molteplici applicazioni. La scelta del materiale giusto dipende dalle specifiche dell'oggetto da stampare e dalle esigenze dell'applicazione finale. Scegliendo il super polimero adatto, è possibile ottenere oggetti di alta qualità, prestazioni eccellenti e soluzioni innovative per una vasta gamma di settori industriali. Esplora le possibilità offerte dai super polimeri nella stampa 3D e sii parte dell'innovazione del futuro. Torna all'Indice1 punto
Uno dei fattori chiave per il successo nella stampa 3D è la scelta dei materiali utilizzati. Tra questi, i super polimeri si distinguono per le loro straordinarie proprietà che li rendono ideali per una vasta gamma di applicazioni. In questa guida esploreremo cos'è un super polimero, il motivo per cui sono chiamati così e i più utilizzati nella stampa 3D. Ogni materiale verrà descritto in un paragrafo separato, con un'analisi delle sue principali caratteristiche e degli esempi di applicazione. In questa guida: > Cosa sono i super polimeri e perché sono chiamati così > Perché usare i super polimeri con la stampa 3D > I super polimeri più utilizzati nella stampa 3D > Poliammide (Nylon) > Policarbonato (PC) > Polietereterechetone (PEEK) > Poliuretano termoplastico (TPU) > Acrilonitrile stirene acrilato (ASA) > Service online per la stampa 3D di super polimeri > Come usare un service online per la stampa 3D di super polimeri > Guida ai materiali per la stampa 3D > Conclusioni Cosa sono i super polimeri e perché sono chiamati così Partiamo dalle basi... cosa sono i super polimeri? I super polimeri sono materiali avanzati caratterizzati da eccezionali proprietà meccaniche, termiche e chimiche. Questi materiali sono chiamati "super" perché superano le prestazioni dei polimeri tradizionali e offrono soluzioni innovative per molteplici applicazioni. Grazie alla loro elevata resistenza, leggerezza e versatilità, i super polimeri hanno guadagnato un ruolo di primo piano nella stampa 3D, consentendo la creazione di oggetti di alta qualità e prestazioni. Perché usare super polimeri con la stampa 3D La stampa 3D, quando utilizzata con materiali performanti e superpolimeri, ha ottenuto un notevole successo grazie alla combinazione di diversi fattori chiave che soddisfano esigenze specifiche in vari settori. Di seguito, elenco una breve lista delle ragioni principali per cui la stampa 3D con materiali avanzati ha guadagnato popolarità: Personalizzazione: I materiali performanti e superpolimeri sono spesso selezionati per le loro proprietà uniche, che consentono di creare prodotti altamente personalizzati. La stampa 3D offre la possibilità di creare oggetti su misura in base alle specifiche del cliente, sia che si tratti di componenti industriali altamente resistenti, protesi mediche personalizzate o parti per l'industria aerospaziale. Design Ottimizzato: La combinazione di materiali avanzati e la libertà di design offerta dalla stampa 3D consentono la creazione di componenti con geometrie complesse, che spesso non sarebbero realizzabili con metodi di produzione tradizionali. Questo porta a una maggiore efficienza e prestazioni ottimizzate nei prodotti finali. Leggerezza e Resistenza: Molti materiali performanti e superpolimeri sono noti per la loro leggerezza combinata con una straordinaria resistenza. La stampa 3D permette di creare strutture interne complesse che ottimizzano la distribuzione del peso e delle forze, rendendo i componenti leggeri e allo stesso tempo estremamente robusti. Risparmio di Tempo e Costi: La stampa 3D elimina la necessità di creare stampi o attrezzature speciali per la produzione, riducendo notevolmente il tempo e i costi di sviluppo. Inoltre, permette di creare prototipi rapidamente, riducendo ulteriormente i tempi di produzione e di testing. Produzione On-Demand: L'utilizzo dei materiali performanti nella stampa 3D consente la produzione su richiesta, riducendo gli sprechi di materiale e il rischio di accumulare inventario inutilizzato. Questo è particolarmente vantaggioso nei settori in cui la domanda può variare o in cui sono richiesti prodotti personalizzati. Innovazione Continua: L'utilizzo di materiali performanti e superpolimeri in combinazione con la stampa 3D continua a stimolare l'innovazione nei settori industriali, medici e tecnologici. Nuove combinazioni di materiali e nuove tecniche di stampa 3D consentono di raggiungere nuovi livelli di prestazioni e funzionalità. Applicazioni Multisettoriali: I materiali performanti e i superpolimeri trovano impiego in molteplici settori, dalla produzione industriale all'industria aerospaziale, automobilistica, medica e persino nell'abbigliamento e nella moda. Questa versatilità rende la stampa 3D con materiali avanzati adatta a una vasta gamma di applicazioni. La combinazione tra materiali di alta qualità e tecnologia di stampa avanzata offre diverse modalità di progettazione e produzione in diversi settori, offrendo vantaggi significativi in termini di prestazioni, flessibilità e riduzione dei costi. Torna all'Indice I super polimeri più utilizzati nella stampa 3D Ora che abbiamo capito cosa sono i super polimeri e perché sono tanto richiesti nell'uso con la stampa 3D, forse ti starai chiedendo quali sono questi materiali così speciali e apprezzati nell'industria. Beh, la lista sarebbe molto lunga, ma possiamo sicuramente fare una selezione dei più comuni e utilizzati. Tenendo in considerazione l'uso con la stampa 3D, di seguito trovi una presentazione dettagliata dei super polimeri più conosciuti e utilizzati. Poliammide (Nylon) La poliammide, spesso conosciuta come nylon, è uno dei super polimeri più popolari utilizzati nella stampa 3D. Questo materiale offre eccellenti proprietà meccaniche, resistenza agli urti, flessibilità e resistenza all'abrasione. La poliammide è ampiamente utilizzata nel settore automobilistico per la produzione di componenti strutturali, come supporti motore, pannelli elettrici e parti interne. È anche utilizzato nella produzione di attrezzature sportive, protesi mediche e componenti industriali. Cos'è il Poliammide (Nylon)? Il poliammide è un polimero termoplastico che offre una combinazione eccezionale di resistenza, flessibilità e durabilità. La sua struttura molecolare lineare conferisce al nylon una grande resistenza agli urti, una buona flessibilità e una notevole resistenza all'abrasione. Queste proprietà lo rendono un materiale ideale per la stampa 3D di oggetti che richiedono elevate prestazioni meccaniche e una notevole resistenza agli agenti esterni. Utilizzo del Poliammide (Nylon) nella stampa 3D Il nylon è ampiamente utilizzato nella stampa 3D per la produzione di prototipi funzionali, parti resistenti e componenti industriali. Grazie alla sua eccellente resistenza agli urti, il nylon è perfetto per la creazione di parti strutturali che devono sopportare sollecitazioni meccaniche elevate. È utilizzato anche nell'industria automobilistica per la produzione di supporti motore, alloggiamenti per elettronica e componenti interni resistenti. Nell'ambito medico, il nylon è impiegato per la produzione di protesi personalizzate e strumenti chirurgici. Processi di stampa 3D compatibili con il Poliammide (Nylon) Il poliammide può essere utilizzato con diversi processi di stampa 3D, tra cui la stampa a letto di polvere (Selective Laser Sintering - SLS) e la stampa a deposizione fusa (Fused Deposition Modeling - FDM). La stampa a letto di polvere SLS, in particolare, sfrutta le proprietà termiche del nylon, che viene fuso selettivamente da un laser per creare oggetti strato per strato. Questo processo permette di realizzare componenti complessi con dettagli fini e una grande resistenza. La stampa FDM, invece, utilizza il nylon in forma di filamento fuso che viene depositato strato per strato per creare l'oggetto desiderato. Cosa si può realizzare con il Poliammide (Nylon) nella stampa 3D La versatilità del nylon nella stampa 3D consente di realizzare una vasta gamma di oggetti. Ad esempio, è possibile creare prototipi funzionali per verificare l'ergonomia e la forma degli oggetti prima della produzione su larga scala. Il nylon può anche essere utilizzato per la produzione di attrezzi e accessori per lo sport, come caschi, calzature resistenti e protezioni. Nell'ambito dell'architettura e del design, il nylon è utilizzato per la creazione di modelli architettonici, lampade e arredi innovativi. Inoltre, il nylon è un materiale adatto per la realizzazione di gioielli personalizzati grazie alla sua resistenza e alla possibilità di creare forme uniche. Torna all'Indice Policarbonato (PC) Il policarbonato è un super polimero noto per la sua resistenza agli urti, la trasparenza e l'elevata temperatura di transizione vetrosa. Queste caratteristiche lo rendono ideale per la stampa 3D di oggetti che richiedono resistenza e durabilità, come custodie protettive, parti per automobili, occhiali da sole e strumenti medici. Il policarbonato è anche utilizzato nella produzione di prototipi funzionali, grazie alla sua capacità di resistere a sollecitazioni meccaniche elevate. Cos'è il Policarbonato (PC)? Il policarbonato è un polimero termoplastico noto per la sua resistenza agli urti, la trasparenza e la resistenza termica. La sua struttura molecolare compatta e lineare conferisce al PC una notevole durezza e durabilità. Il policarbonato è un materiale molto versatile, in grado di resistere a sollecitazioni meccaniche elevate e alle condizioni ambientali più difficili. Queste caratteristiche lo rendono ideale per una vasta gamma di applicazioni, incluso l'uso nella stampa 3D. Utilizzo del Policarbonato (PC) nella stampa 3D Il policarbonato viene ampiamente utilizzato nella stampa 3D per la creazione di parti che richiedono una notevole resistenza agli urti e una buona trasparenza. L'industria automobilistica, ad esempio, utilizza il PC per la produzione di componenti resistenti come fanali, griglie e coperture. La trasparenza del materiale è particolarmente apprezzata nel settore dell'illuminazione, dove il PC viene utilizzato per creare diffusori di luce e lenti. Inoltre, il PC è adatto per la produzione di custodie resistenti per dispositivi elettronici, protesi mediche personalizzate e componenti per l'industria aerospaziale. Processi di stampa 3D compatibili con il Policarbonato (PC) Il policarbonato può essere utilizzato con diversi processi di stampa 3D, ma il più comune è la stampa a deposizione fusa (Fused Deposition Modeling - FDM). In questo processo, il filamento di policarbonato fuso viene depositato strato per strato per creare l'oggetto desiderato. La stampa FDM offre una grande versatilità e facilità d'uso, consentendo la creazione di prototipi funzionali e componenti resistenti. Il policarbonato è particolarmente adatto per la stampa FDM in quanto si fonde a temperature relativamente elevate, garantendo una buona adesione tra gli strati e risultati di alta qualità. Cosa si può realizzare con il Policarbonato (PC) nella stampa 3D È possibile realizzare prototipi funzionali per verificare la forma e la resistenza di oggetti complessi. Il PC è anche utilizzato per creare custodie protettive per dispositivi elettronici, grazie alla sua robustezza e trasparenza. Nell'ambito dell'illuminazione, il policarbonato viene impiegato per creare diffusori di luce che garantiscono una dispersione uniforme e una trasmissione ottimale. In campo medico, il PC può essere utilizzato per realizzare protesi personalizzate resistenti e durature. Torna all'Indice Polietereterechetone (PEEK) Il PEEK è uno dei super polimeri più noti e apprezzati grazie alle sue eccezionali proprietà termiche e chimiche. Questo materiale offre una combinazione unica di resistenza alla temperatura, resistenza chimica, resistenza meccanica e biocompatibilità. Il PEEK viene utilizzato in diversi settori, come l'aerospaziale, l'industria medicale, l'industria chimica e l'automotive. Le applicazioni includono protesi mediche personalizzate, componenti per motori, parti di valvole e componenti per ambienti aggressivi. Cos'è il Polietereterechetone (PEEK)? Il polietereterechetone (PEEK) è un polimero ad alte prestazioni noto per le sue straordinarie proprietà termiche, chimiche e meccaniche. Questo materiale offre una combinazione unica di resistenza alla temperatura (può resistere a temperature superiori ai 250°C), resistenza chimica, resistenza meccanica e biocompatibilità. La sua elevata resistenza all'usura e la bassa deformazione termica consentono al PEEK di essere utilizzato in applicazioni ad alta resistenza e in ambienti impegnativi. Utilizzo del Polietereterechetone (PEEK) nella stampa 3D Il PEEK è ampiamente utilizzato nella stampa 3D per la produzione di componenti che richiedono una resistenza elevata, una buona stabilità dimensionale e una resistenza alla temperatura. Queste caratteristiche lo rendono ideale per l'industria aerospaziale, automobilistica, medica e dell'olio e del gas. Ad esempio, il PEEK viene utilizzato per la creazione di componenti strutturali leggeri e resistenti per l'industria aerospaziale, come parti di motori e sistemi di trasmissione. Nell'ambito medico, il PEEK è utilizzato per la produzione di protesi, impianti e dispositivi chirurgici, grazie alla sua biocompatibilità e resistenza meccanica. Processi di stampa 3D compatibili con il Polietereterechetone (PEEK) Il PEEK può essere utilizzato con diversi processi di stampa 3D, ma il più comune è la stampa a letto di polvere (Selective Laser Sintering - SLS). In questo processo, uno strato sottile di polvere di PEEK viene fuso da un laser per creare oggetti tridimensionali strato per strato. La stampa SLS offre un'eccellente precisione dimensionale e una grande resistenza meccanica. Questo processo consente la creazione di componenti complessi con dettagli fini, garantendo prestazioni elevate e una buona resistenza termica. Cosa si può realizzare con il Polietereterechetone (PEEK) nella stampa 3D La versatilità del PEEK nella stampa 3D apre la strada a numerose applicazioni. È possibile utilizzare il PEEK per creare componenti aerospaziali resistenti e leggeri, come parti di motori, alloggiamenti e attrezzature. Nell'industria medica, il PEEK è utilizzato per la produzione di protesi personalizzate, impianti dentali e strumenti chirurgici. Grazie alla sua resistenza chimica, il PEEK è anche impiegato nell'industria chimica per la produzione di componenti resistenti agli agenti chimici aggressivi. Torna all'Indice Poliuretano termoplastico (TPU) Il poliuretano termoplastico è un super polimero elastomerico con proprietà uniche di flessibilità, resistenza all'abrasione e resistenza agli agenti chimici. Grazie alla sua flessibilità, il TPU è ampiamente utilizzato nella stampa 3D di oggetti che richiedono gomma sintetica, come pneumatici per bici, suole per scarpe, guarnizioni e cuscinetti. È anche utilizzato nella produzione di protesi e dispositivi medici flessibili. Cos'è il Poliuretano termoplastico (TPU)? Il poliuretano termoplastico (TPU) è un materiale elastomerico che combina le caratteristiche del poliuretano e dei termoplastici. È noto per la sua eccezionale flessibilità, resistenza all'usura e resistenza chimica. Il TPU offre una notevole resilienza e capacità di ritorno elastico dopo la deformazione, rendendolo ideale per applicazioni che richiedono una combinazione di forza e flessibilità. Utilizzo del Poliuretano termoplastico (TPU) nella stampa 3D Il TPU è ampiamente utilizzato nella stampa 3D per la creazione di oggetti che richiedono flessibilità, resistenza e durata. Grazie alla sua resilienza, il TPU è ideale per la produzione di parti che richiedono proprietà antiurto e ammortizzanti, come suole per scarpe, protezioni, guarnizioni e custodie per dispositivi elettronici. Il TPU è anche utilizzato nella produzione di protesi e dispositivi medici, grazie alla sua biocompatibilità e capacità di adattarsi alle forme del corpo. Processi di stampa 3D compatibili con il Poliuretano termoplastico (TPU) Il TPU può essere utilizzato con diversi processi di stampa 3D, ma il più comune è la stampa a deposizione fusa (Fused Deposition Modeling - FDM). La stampa FDM utilizza un filamento di TPU fuso che viene depositato strato per strato per creare l'oggetto desiderato. Cosa si può realizzare con il Poliuretano termoplastico (TPU) nella stampa 3D È possibile utilizzare il TPU per creare suole per scarpe flessibili e resistenti all'usura, fornendo comfort e ammortizzazione durante l'attività sportiva. Grazie alla sua resistenza chimica, il TPU è anche utilizzato nella produzione di guarnizioni per l'industria automobilistica e componenti per l'industria chimica. Nell'ambito medico, il TPU viene utilizzato per la creazione di protesi personalizzate e dispositivi medici flessibili, che si adattano alle esigenze specifiche dei pazienti. Torna all'Indice Acrilonitrile stirene acrilato (ASA) L'acetato di vinile etilene è un super polimero noto per la sua flessibilità, resistenza all'urto e proprietà adesive. Questo materiale è ampiamente utilizzato nella stampa 3D di oggetti che richiedono imbottiture, protezioni, guanti e articoli sportivi come palle da gioco. L'EVA è anche utilizzato nella produzione di materiali da imballaggio e componenti per l'industria dell'elettronica. Cos'è l'Acetato di vinile etilene (ASA)? L'acetato di vinile etilene (ASA) è un copolimero termoplastico noto per la sua resistenza agli agenti atmosferici, alla luce ultravioletta e alle temperature elevate. L'ASA combina le proprietà dell'acrilato di stirene e dell'acrilonitrile-butadiene-stirene (ABS), offrendo un'ottima resistenza agli urti, una buona stabilità dimensionale e una superficie liscia e brillante. Queste caratteristiche lo rendono un materiale ideale per applicazioni esterne e per oggetti che richiedono durabilità e resistenza agli agenti atmosferici. Utilizzo dell'Acetato di vinile etilene (ASA) nella stampa 3D L'ASA è ampiamente utilizzato nella stampa 3D per la produzione di oggetti che richiedono resistenza, durabilità e resistenza agli agenti atmosferici. Grazie alla sua resistenza ai raggi UV e alla stabilità dimensionale, l'ASA è un'ottima scelta per la produzione di oggetti destinati all'uso esterno, come componenti per l'architettura, accessori per l'automotive e componenti per l'industria navale. L'ASA è anche utilizzato per la creazione di prototipi funzionali e parti resistenti. Processi di stampa 3D compatibili con l'Acetato di vinile etilene (ASA) L'acetato di vinile etilene può essere utilizzato con diversi processi di stampa 3D, ma il più comune è la stampa a deposizione fusa (Fused Deposition Modeling - FDM). Questo processo consente la creazione di oggetti resistenti con una superficie liscia e brillante. Cosa si può realizzare con l'Acetato di vinile etilene (ASA) nella stampa 3D È possibile utilizzare l'ASA per creare componenti per l'architettura, come modelli di edifici e dettagli architettonici resistenti agli agenti atmosferici. Nell'industria automobilistica, l'ASA può essere utilizzato per la produzione di parti esterne resistenti, come spoiler e coperture. L'ASA è anche impiegato per la creazione di prototipi funzionali, parti resistenti per l'elettronica e componenti per l'industria navale. L'acetato di vinile etilene (ASA) nella stampa 3D rappresenta un materiale avanzato che offre resistenza, durabilità e resistenza agli agenti atmosferici. La sua capacità di resistere ai raggi UV, alle alte temperature e agli agenti chimici lo rende una scelta ideale per applicazioni esterne e per la produzione di oggetti resistenti. La stampa 3D con ASA offre una grande versatilità e facilità d'uso, consentendo la creazione di oggetti con una superficie liscia e brillante. Sperimenta con questo materiale all'avanguardia e scopri come l'acetato di vinile etilene può portare i tuoi progetti al livello successivo, offrendo resistenza e durabilità senza compromessi. Torna all'Indice Service online per la stampa 3D di super polimeri Un service di stampa 3D è un servizio che offre la possibilità di creare oggetti tridimensionali utilizzando una stampante 3D. Questi oggetti possono essere realizzati in diversi materiali, tra cui diverse tipologie di super polimeri e materiali avanzati. L'utilizzo di un service di stampa 3D per realizzare componenti in materiali avanzati può avere senso per molte ragioni. In primo luogo, perchè il costo delle stampanti 3D in grado di gestirli è molto alto e accessibile quasi esclusivamente alle aziende. Si tratta di macchine complesse, che richiedono manutenzione continua. In secondo luogo, la stampa 3D di super polimeri è un'opzione relativamente economica rispetto ad altre forme di produzione, come la lavorazione a CNC o l'uso d stampi. In questo modo, i service di stampa 3D possono offrire un modo più conveniente per produrre pezzi esclusivi o piccoli lotti di prodotto, magari fornendo anche un servizio di supporto alla progettazione. Infine, appoggiarsi ad un service di stampa 3D per super polimeri consente di ottenere un risultato finale con qualità garantita e in poco tempo. Questo può essere particolarmente utile in situazioni in cui la velocità di produzione è un fattore critico. Se vuoi saperne di più su cosa sono i service di stampa 3D e come funzionano, ti lascio di seguito una mia guida dedicata: Torna all'Indice Come usare un service online per la stampa 3D di super polimeri Usare un service online per la stampa 3D in metallo è davvero semplice e richiede pochi passaggi. Se anche tu stai approcciando per la prima volta l'uso di un service online o semplicemente hai curiosità di sapere come funziona, nelle prossime righe trovi una guida passo passo all'uso del configuratore online di JustWay. JustWay è uno dei service di stampa 3D online più completi ed efficienti, ti permette di inviare l'ordine di stampa in pochi click selezionando nel dettaglio le caratteristiche che il componente dovrà avere. Inoltre, JustWay mette a disposizione una lista di materiali avanzati, come il PEEK, l'ASA, il TPU e il Policarbonato, da stampare con diverse tecnologie di stampa 3D. Ecco come funziona. Come prima cosa devi caricare il tuo modello 3D. La dimensione del file deve essere inferiore a 50 MB, mentre le estensioni accettate sono .stl, .obj., .step, .stp. Fai attenzione a caricare un modello 3D che non presenta buchi o problemi di superficie. In seguito, devi specificare le carattestiche dell'oggetto e della sessione di stampa. Puoi quindi definire quanti pezzi vuoi realizzare, selezionare il materiale di stampa, il colore finale dell'oggetto e, se prevista, la finitura. JustWay ti permette anche di caricare dei disegni tecnici, così da fornire maggiori informazioni sul componente a chi dovrà realizzarlo. Una volta inserite tutte le specifiche di stampa il sistema fornirà il preventivo di stampa. Proseguendo con l'invio della richiesta, passerai alla fase di pagamento. La spedizione in genere avviene in 2-3 giorni lavorativi. Scopri il service JustWay Con questo sistema l'uso del service di stampa online diventa estremamente efficiente. Torna all'Indice Guida ai materiali per la stampa 3D I materiali utilizzati per la stampa 3D sono di diverso tipo e il loro utilizzo varia in base ai modelli che si vuole realizzare. Per ottenere il massimo dai tuoi progetti, scegliere il materiale giusto è fondamentale. Di seguito ti lascio il link alla mia Guida completa ai materiali per la stampa 3D. Credo ti sarà molto utile se cerchi informazioni dettagliate sui materiali più comuni usati con la stampa 3D. Come potrai immaginare, questa guida si concentra esclusivamente sui materiali per la stampa 3D desktop. Questo significa che non troverai riferimenti alle tecnologie di stampa 3D più costose e professionali, come metalli e termoplastiche molto tecniche. Torna all'Indice Conclusioni In conclusione, i super polimeri stanno ridefinendo il panorama della stampa 3D grazie alle loro straordinarie proprietà e alle molteplici applicazioni. La scelta del materiale giusto dipende dalle specifiche dell'oggetto da stampare e dalle esigenze dell'applicazione finale. Scegliendo il super polimero adatto, è possibile ottenere oggetti di alta qualità, prestazioni eccellenti e soluzioni innovative per una vasta gamma di settori industriali. Esplora le possibilità offerte dai super polimeri nella stampa 3D e sii parte dell'innovazione del futuro. Torna all'Indice1 punto -
 La sicurezza e la salute sono temi di cruciale importanza, anche in un mondo innovativo e in costante evoluzione come quello della stampa 3D. Sebbene questa tecnologia offra innumerevoli vantaggi e possibilità creative, è essenziale essere consapevoli dei potenziali rischi per la salute che possono derivare dall'uso improprio di stampanti 3D e dai materiali utilizzati. In questo articolo, esploreremo vari aspetti legati ai materiali e ai fumi tossici generati dalla stampa 3D, offrendo consigli pratici e soluzioni per salvaguardare la tua salute mentre dai vita alle tue creazioni. Dalla qualità dell'aria che respiri alla gestione sicura dei materiali, fino all'importanza di una corretta posizione della stampante e l'utilizzo di equipaggiamento protettivo, ogni aspetto sarà analizzato in dettaglio. Inoltre, esamineremo come i servizi di stampa 3D professionali possano rappresentare una valida alternativa per garantire non solo risultati di alta qualità, ma anche per preservare il benessere personale. Resta con noi per scoprire tutto ciò che devi sapere per rendere la tua esperienza di stampa 3D sicura ed efficiente: let's go! In questa guida: > Stampare in 3D può nuocere alla salute? > Salute dell'aria che respiri > Attenzione a non tagliarti, bruciarti > Contatto con materiali irritanti > Benessere acustico > Filtro EPA > Camera chiusa > Posizione della stampante > Stampa 3D a resina - attenzione! > Prodotti realizzati da service di stampa 3D > Guanti resistenti > Cassetta di pronto soccorso > Mascherine > Occhiali > Camice > Purificatore d'aria > Ventilatore > Conclusione: Sicurezza e Salute nella Stampa 3D Stampare in 3D può nuocere alla salute? La stampa 3D, una tecnologia rivoluzionaria che ha trasformato il modo in cui produciamo e progettiamo oggetti, porta con sé interrogativi sulla sicurezza e la salute. Uno degli aspetti più rilevanti è l'esposizione a fumi e particelle rilasciate durante il processo di stampa. Questi fumi possono variare in base al tipo di materiale utilizzato. Per esempio, la stampa con filamenti come l'ABS (acrylonitrile butadiene styrene) rilascia stirene, un composto che, se inalato in grandi quantità, può avere effetti negativi sulla salute, come irritazione degli occhi, della pelle e delle vie respiratorie. Allo stesso modo, altri materiali possono emettere nanoparticelle che, se respirate, potrebbero raggiungere gli alveoli polmonari o entrare nel flusso sanguigno. È importante notare che il rischio dipende da molti fattori, tra cui la durata dell'esposizione, il tipo di materiale utilizzato, la ventilazione dell'area di stampa e la presenza di sistemi di filtrazione. La buona notizia è che, con le precauzioni adeguate, il rischio per la salute può essere significativamente ridotto. Mentre la stampa 3D non è intrinsecamente pericolosa, è fondamentale adottare misure di sicurezza adeguate per minimizzare qualsiasi potenziale impatto sulla salute. Questo include utilizzare materiali più sicuri, assicurare una buona ventilazione e, quando necessario, indossare equipaggiamento protettivo. Nel corso di questo articolo, esploreremo in dettaglio queste misure di sicurezza e come implementarle efficacemente. Torna all'Indice Salute dell'aria che respiri Quando si tratta di stampa 3D, la qualità dell'aria nell'ambiente di stampa è un fattore cruciale per la salute. Durante la stampa, soprattutto con filamenti come ABS, PLA, o resine, vengono rilasciati nell'aria composti volatili e particelle ultrafini. Questi elementi possono avere effetti negativi sulla salute, soprattutto se inalati regolarmente o in grandi quantità. Ecco alcuni passaggi chiave per mantenere l'aria che respiri il più pulita e sicura possibile: 1. Ventilazione Adeguata Assicurati che la stanza dove si trova la stampante 3D sia ben ventilata. L'apertura di finestre e l'uso di ventilatori possono aiutare a disperdere i fumi e ridurre la concentrazione di particelle nocive nell'aria. Io stesso ho usato la mia prima stampante 3D in una stanza in casa per tanto tempo e capisco perfettamente cosa significa sentire l'odore di plastica disperso per aria... lasciare la finestra socchiusa aiuta a creare ricircolo d'aria. Ti consiglio però di tenere anche acceso un ventilatore che agevoli il flusso d'aria a muoversi in tutta la stanza. Per tanto tempo ho usato un ventilatore usb, compatto e comodo. Ventilatore USB Guarda su Amazon > 2. Sistemi di Filtrazione Investire in un sistema di filtrazione dell'aria, come un purificatore con filtro HEPA, può fare una grande differenza. Questi sistemi sono progettati per catturare una vasta gamma di particelle e fumi, riducendo così l'esposizione a sostanze potenzialmente dannose. Questa soluzione è sicuramente una delle migliori utilizzabili. Dopotutto, lo sapevi che l'aria che sta dentro casa può essere più inquinata di quella nell'ambiente esterno? Il purificatore di aria con filtro HEPA può essere usato dove preferisci! Purificatore Aria con filtro HEPA Guarda su Amazon > 3. Monitoraggio della Qualità dell'Aria Considera l'utilizzo di un monitor della qualità dell'aria per tenere traccia dei livelli di particelle e composti volatili. Questo ti permette di avere un feedback immediato sull'efficacia delle tue misure di ventilazione e filtrazione. Ne esistono di molto economici e, fidati, una volta che inizierai a usarlo non potrai più farne a meno. Monitor qualità dell'aria Guarda su Amazon > 4. Scegliere Materiali Sicuri Quando possibile, opta per filamenti e resine conosciuti per emettere meno fumi e particelle. Alcuni materiali sono specificamente progettati per essere più sicuri e meno tossici. 5. Limitare il Tempo di Esposizione Se possibile, riduci il tempo trascorso nella stessa stanza della stampante 3D mentre è in funzione, specialmente durante stampe lunghe. Posizionare le tue stampanti in una stanza dedicata o in garage può essere una soluzione semplice e funzionale. Ricorda, prevenire l'esposizione a sostanze potenzialmente nocive è fondamentale, soprattutto in ambienti chiusi o poco ventilati. Implementando queste misure, puoi contribuire significativamente a proteggere la tua salute e quella di chi ti circonda. Torna all'Indice Attenzione a non tagliarti, bruciarti La sicurezza personale durante la stampa 3D non si limita solo alla qualità dell'aria; è essenziale anche proteggersi da infortuni fisici come tagli e ustioni. Le stampanti 3D, specialmente quelle che operano ad alte temperature, possono presentare diversi rischi se non maneggiate con attenzione. Ecco alcune linee guida per ridurre il rischio di infortuni: 1. Maneggiare con Cura Sia il piatto di stampa che l'estrusore della stampante 3D possono raggiungere temperature elevate. Assicurati sempre che la stampante si sia raffreddata prima di toccare queste parti. Evita di toccare l'estrusore caldo e il piatto di stampa durante la stampa. 2. Utilizzo di Strumenti Adeguati Per rimuovere gli oggetti stampati dal piatto di stampa, usa strumenti appositi come spatole o raschietti. Questo riduce il rischio di tagliarti con oggetti affilati o di bruciarti toccando superfici calde. Sconsiglio l'uso dei comuni cutter: la lama dei cutter è fatta apposta per rompersi in determinati punti. Questa si romperà sicuramente se sforzata, rischiando anche di volare per aria. 3. Protezione delle Mani Indossa guanti resistenti al calore quando maneggi oggetti appena stampati o parti della stampante che potrebbero essere ancora calde. Questo può proteggerti dalle ustioni. Io uso sempre guanti da lavoro rivestiti come questi, comodissimi quando devi rimuovere dal piatto i pezzi stampati in FDM. Protegono le mani da parti taglienti o dall'estrusore ancora caldo: Guanti da lavoro Guarda su Amazon > 4. Attenzione ai Movimenti della Stampante Durante la stampa, parti della macchina si muovono rapidamente. Assicurati di tenere le mani e qualsiasi altro oggetto lontano dalle parti mobili per evitare infortuni. 5. Formazione e Istruzione Familiarizza con la tua stampante 3D e leggi il manuale di istruzioni. Conoscere bene il funzionamento della macchina può aiutarti a prevenire incidenti. 6. Ordine e Pulizia Mantieni l'area di stampa pulita e ordinata. Gli oggetti sparsi possono causare incidenti, come inciampare o far cadere qualcosa sulla stampante. Prendendo queste precauzioni, puoi goderti la stampa 3D riducendo al minimo il rischio di infortuni. Ricorda, la sicurezza dovrebbe sempre essere la tua priorità principale. Torna all'Indice Contatto con materiali irritanti Nel processo di stampa 3D, il contatto con materiali irritanti può essere una preoccupazione significativa, specialmente quando si lavora con certi tipi di filamenti o resine. Questi materiali possono causare irritazione alla pelle, agli occhi o alle vie respiratorie se non maneggiati correttamente. Ecco alcune misure di sicurezza per ridurre il rischio di irritazione: 1. Indossare Protezioni Adeguate È fondamentale indossare guanti protettivi, preferibilmente in nitrile o in un altro materiale adatto, quando si maneggiano materiali potenzialmente irritanti. Questo aiuta a prevenire il contatto diretto della pelle con sostanze che possono causare reazioni allergiche o irritazioni. I guanti in nitrile sono l'ideale se devi maneggiare oggetti stampati in resina o devi pulire la vasca della stampante a resina: Guanti in nitrile Guarda su Amazon > 2. Protezione degli Occhi L'uso di occhiali di sicurezza è raccomandato, specialmente quando si lavora con resine o si puliscono le parti stampate. Questo evita che schizzi o particelle di materiale entrino in contatto con gli occhi. Nel corso degli anni ne ho provati tantissimi: di plastica, a mascherina, larghi, stretti... poi ho provato questi e ormai non lavoro mai senza: Occhiali di sicurezza Guarda su Amazon > Questi occhiali protettivi hanno una vestibilità ottima e una copertura ampia. In più, non si appannano se usi in contemporanea una mascherina per proteggere la bocca! 3. Ventilazione Adeguata Anche nel caso della stampa 3D a resina è bene assicurarsi che l'area di lavoro sia ben ventilata per evitare l'inalazione di fumi o particelle che possono essere irritanti. Se necessario, utilizza maschere o respiratori adatti per una protezione aggiuntiva. Nel caso della stampa 3D a resina, l'uso di comuni mascherine FFP2 o 3 è sufficiente per proteggere la bocca e il naso, oltre che limitare la percezione di odori. Per proteggerti al massimo sarebbe consigliabile l'uso di una maschera con filtrazione per fumi tossici. Maschera per protezione da fumi tossici Guarda su Amazon > 4. Manipolazione Corretta dei Materiali Segui sempre le istruzioni del produttore per la corretta manipolazione dei materiali. Alcuni filamenti e resine richiedono precauzioni speciali durante la manipolazione e la pulizia. 5. Pulizia e Igiene Dopo aver maneggiato materiali irritanti, lava accuratamente le mani e qualsiasi altra area esposta. In caso di contatto accidentale con la pelle o gli occhi, risciacqua immediatamente con abbondante acqua e consulta un medico se necessario. 6. Conservazione Sicura Conserva i materiali in un luogo sicuro e lontano dalla portata dei bambini e degli animali domestici. Assicurati che siano ben sigillati e protetti dagli elementi esterni. Prendendo queste precauzioni, puoi minimizzare i rischi associati al contatto con materiali irritanti nella stampa 3D. La consapevolezza e la prevenzione sono chiave per garantire un'esperienza di stampa sicura e piacevole. Torna all'Indice Benessere acustico Il benessere acustico è un aspetto spesso trascurato nel mondo della stampa 3D, ma è di vitale importanza, soprattutto per coloro che trascorrono molte ore vicino alle stampanti in funzione. Il rumore prodotto da una stampante 3D può variare notevolmente a seconda del modello e della velocità di stampa, e un'esposizione prolungata a livelli di rumore elevati può causare stress e disturbi all'udito. Ecco alcuni consigli per mantenere un ambiente di lavoro acusticamente confortevole: 1. Isolamento Acustico Se possibile, collocare la stampante in una stanza dedicata con un buon isolamento acustico può aiutare a ridurre il rumore. L'uso di pannelli fonoassorbenti o altre soluzioni di insonorizzazione può diminuire ulteriormente la propagazione del suono. Pannelli fonoassorbenti Guarda su Amazon > 2. Manutenzione Regolare Una manutenzione regolare della stampante può ridurre i livelli di rumore. Controlla e lubrifica le parti mobili, come cuscinetti e guide, e assicurati che tutte le componenti siano ben allineate e fissate. Spesso, un rumore eccessivo è segno di un problema meccanico che può essere facilmente risolto. 3. Scelta di Stampanti Silenziose Alcune stampanti 3D sono progettate per essere più silenziose di altre. Quando acquisti una nuova stampante, considera il livello di rumore come uno dei fattori di selezione. Spesso questo è indicato nelle caratteristiche tecniche della macchina. 4. Programmazione degli Orari di Stampa Se lavori in un ambiente condiviso o in casa, pianifica le sessioni di stampa in momenti in cui il rumore è meno problematico, ad esempio durante le ore diurne. L'ultima cosa che vuoi è andare a letto e sentire la stampante 3D che lavora! 5. Protezione Personale In ambienti particolarmente rumorosi, l'uso di cuffie o tappi per le orecchie può fornire una protezione aggiuntiva contro il rumore. Puoi anche valutare di ascoltare la musica... una soluzione anche piacevole! 6. Monitoraggio dei Livelli di Rumore Se hai molte stampanti 3D puoi considerare l'utilizzo di un misuratore di livello sonoro per tenere traccia dei livelli di rumore nell'ambiente di stampa. Questo può aiutarti a identificare e mitigare le fonti di rumore eccessivo. Mantenere un ambiente di lavoro acusticamente confortevole non solo contribuisce al tuo benessere generale, ma può anche migliorare la concentrazione e l'efficienza. Prendendo questi semplici passaggi, puoi garantire che la tua esperienza di stampa 3D sia il più piacevole e salutare possibile. Torna all'Indice Filtro EPA Nell'ambiente della stampa 3D, l'uso di un filtro EPA (Efficiency Particulate Air filter) si rivela cruciale per assicurare un ambiente di lavoro sicuro e salubre. Progettati per catturare particelle molto piccole, questi filtri migliorano notevolmente la qualità dell'aria circostante, essendo particolarmente efficaci nel ridurre l'esposizione a fumi e nanoparticelle generate durante il processo di stampa. L'abilità dei filtri EPA di intrappolare particelle di dimensioni ridotte, inclusi inquinanti rilasciati dalle stampanti 3D, li rende strumenti fondamentali per filtrare efficacemente sia i fumi che le particelle prodotte durante la stampa. Il loro utilizzo aiuta anche a prevenire vari problemi di salute legati all'inalazione di particelle e fumi, salvaguardando in modo particolare le vie respiratorie e mantenendo l'aria più pulita e sicura. Purificatore con filtro HEPA Guarda su Amazon > Questi filtri contribuiscono ulteriormente a creare un ambiente di lavoro più pulito, limitando la quantità di polvere e residui che possono accumularsi intorno alla stampante e nell'area circostante. Inoltre, molti sistemi di filtrazione equipaggiati con filtri EPA sono caratterizzati da una facile installazione e da una manutenzione ridotta, rendendoli soluzioni pratiche e convenienti per gli utenti di stampanti 3D. Adatti sia per ambienti domestici che professionali, i filtri EPA offrono vantaggi significativi in termini di qualità dell'aria in entrambi i contesti. È importante ricordare la necessità di sostituire regolarmente il filtro secondo le indicazioni del produttore per assicurarne l'efficacia continua. Investire in un buon sistema di filtrazione dotato di un filtro EPA rappresenta una scelta intelligente per chiunque utilizzi la stampa 3D, sia come hobby sia a livello professionale, garantendo così un ambiente più salubre per tutti. Torna all'Indice Camera chiusa L'uso di una camera chiusa nella stampa 3D offre numerosi vantaggi, sia in termini di qualità delle stampe che di sicurezza per l'utente. Una camera chiusa aiuta a mantenere un ambiente controllato intorno all'oggetto in stampa, proteggendo l'utente da fumi e particelle potenzialmente dannose e migliorando al contempo la qualità della stampa. La camera chiusa mantiene una temperatura costante durante il processo di stampa. Questo è particolarmente importante per materiali come l'ABS, che tendono a deformarsi o a creparsi se raffreddati troppo rapidamente. Inoltre, le correnti d'aria possono influenzare negativamente la qualità della stampa, causando deformazioni o problemi di adesione. Una camera chiusa protegge il processo di stampa da queste interferenze esterne. Durante la stampa, particelle e fumi possono essere rilasciati nell'ambiente. Una camera chiusa limita la diffusione di particelle e fumi nell'aria, riducendo l'esposizione dell'utente, oltre che fungere da insonorizzante, riducendo il rumore prodotto dalla stampante durante il funzionamento. Quando si sceglie una stampante 3D, è importante considerare i benefici di una camera chiusa, specialmente se si prevede di stampare con materiali che rilasciano fumi o richiedono un controllo accurato della temperatura. La sicurezza e la qualità della stampa possono essere notevolmente migliorate con questa caratteristica. Torna all'Indice Posizione della stampante La posizione della tua stampante 3D influenza direttamente la sicurezza, l'efficienza e la qualità delle stampe. È essenziale posizionare la stampante in un luogo con buona ventilazione, lontano da sistemi di ventilazione che spingono aria diretta. Una superficie stabile e livellata è fondamentale per garantire la precisione delle stampe. Inoltre, è importante considerare la sicurezza antincendio mantenendo la stampante lontana da materiali infiammabili e garantendo uno spazio adeguato per evitare il surriscaldamento. Un accesso facile alla stampante è necessario per una manutenzione agevole e la rimozione delle stampe, evitando al contempo di posizionarla in aree di passaggio. Proteggi la stampante da ambienti polverosi o umidi per preservare i componenti elettronici e assicurare la qualità delle stampe. Se in casa ci sono bambini o animali, posiziona la stampante fuori dalla loro portata per evitare incidenti. Infine, evita l'esposizione diretta alla luce solare, che può danneggiare la stampante e influenzare il comportamento dei materiali di stampa. Considerando tutti questi fattori, puoi garantire un ambiente di stampa ottimale per la sicurezza, la durata della macchina e il benessere dell'utente. Torna all'Indice Stampa 3D a resina - attenzione! La stampa 3D a resina è diventata sempre più popolare grazie alla sua capacità di produrre oggetti con dettagli fini e superfici lisce. Tuttavia, lavorare con la resina richiede precauzioni speciali, dato che i materiali utilizzati possono essere più pericolosi rispetto ai filamenti tradizionali. L'uso di Equipaggiamento di Protezione Personale (EPP) è di fondamentale importanza con la stampa 3D a resina. Indossare sempre guanti protettivi, occhiali di sicurezza e mascherine quando si manipola la resina, sia nel caricamento della stampante sia nella pulizia degli oggetti stampati. La resina può essere irritante per la pelle e le mucose e può rilasciare fumi nocivi. Assicurati che l'area di stampa sia ben ventilata. L'uso di stampanti 3D a resina in spazi chiusi e poco ventilati può aumentare il rischio di inalazione di fumi nocivi. I materiali di scarto della resina, inclusi i contenitori e gli oggetti falliti o non riusciti, devono essere smaltiti in modo sicuro. Segui le linee guida locali per lo smaltimento dei materiali chimici pericolosi. Dopo la stampa, gli oggetti in resina devono essere puliti con alcool isopropilico o un solvente simile per rimuovere la resina non polimerizzata. Questo processo deve essere effettuato con cura per evitare il contatto diretto con la pelle e l'inalazione. Inoltre, ricorda di raccogliere l'alcol in un contenitore ben chiuso: questo non può essere disperso nel lavandino di casa perchè molto inquinante! Mi raccomando, pensa al tuo benessere e a quello dell'ambiente quando usi questi materiali, Ormai da anni sono disponibili sul mercato resine lavabili con acqua. Questi prodotti ti permettono di evitare l'acquisto di alcol e solventi, i quali sono altamente infiammabili e nocivi. Io spesso uso la resina Elegoo e mi trovo benissimo: Resina lavabile in acqua Guarda su Amazon > Torna all'Indice Prodotti realizzati da service di stampa 3D Utilizzare un servizio professionale di stampa 3D, come PCBWay, offre numerosi vantaggi, specialmente per chi cerca risultati di alta qualità senza i rischi associati alla gestione diretta del processo di stampa. PCBWay, un service di stampa 3D online altamente efficiente, fornisce un modo rapido e conveniente per realizzare modelli in resina, ideale per chi non dispone di una stampante 3D. PCBWay garantisce una stampa di precisione con una vasta gamma di materiali e tecnologie, superando le limitazioni di una stampa 3D casalinga. Il loro processo di ordinazione è semplice e diretto: è sufficiente caricare il file 3D sul sito, scegliere le specifiche desiderate, e attendere che il sistema automatico analizzi il file per assicurare la stampabilità. Una volta confermato l'ordine, la realizzazione avviene in pochi giorni lavorativi, offrendo anche la possibilità di ricevere componenti già assemblati e incollati secondo specifiche personali. Per gli utenti di FreeCAD, l'uso di PCBWay è ancora più agevole grazie al plugin sviluppato in collaborazione con il software, permettendo un trasferimento diretto e rapido dei file di stampa. Scegliere un servizio professionale come PCBWay non solo ottimizza il tempo e le risorse, ma assicura anche risultati di alta qualità, preservando la salute e la sicurezza dell'utente, rendendo l'intero processo di stampa 3D efficiente e senza preoccupazioni. Scopri il service PCBWay Torna all'Indice Guanti resistenti L'uso di guanti resistenti riveste un ruolo cruciale per assicurare la sicurezza, specialmente quando si maneggiano materiali caldi o si lavora con stampanti 3D a resina. I guanti resistenti al calore sono indispensabili per proteggere le mani da ustioni durante la manipolazione di oggetti appena stampati o durante interventi sulla stampante in funzione. Allo stesso tempo, offrono una barriera contro tagli o abrasioni, comuni quando si maneggiano materiali o componenti affilati. Questi guanti non solo salvaguardano la pelle da irritazioni o reazioni allergiche dovute al contatto diretto con filamenti o resine, ma aiutano anche a mantenere una maggiore igiene. Evitando il contatto diretto, si previene il trasferimento di oli o sporco sulle stampe, salvaguardando così la qualità del lavoro finale. Guanti in nitrile Guarda su Amazon > In termini di materiali, i guanti in nitrile sono spesso preferiti per la loro resistenza chimica, soprattutto nel caso di lavorazioni con resine. Per la manipolazione di oggetti ad alta temperatura, è consigliabile scegliere guanti specificatamente progettati per resistere al calore. Guanti da lavoro Guarda su Amazon > In conclusione, l'acquisto di guanti di qualità si rivela un investimento minimo ma fondamentale, che incrementa notevolmente la sicurezza e l'efficienza nel processo di stampa 3D. Torna all'Indice Cassetta di pronto soccorso Avere a disposizione una cassetta di pronto soccorso è essenziale in qualsiasi ambiente di lavoro, inclusi gli spazi dedicati alla stampa 3D. Assicurati che la cassetta di pronto soccorso sia facilmente accessibile in caso di piccoli infortuni, come tagli o ustioni lievi. .La cassetta dovrebbe contenere almeno disinfettante, cerotti, bende, garze sterili, una crema per scottature, forbici, e pinzette. Questi elementi sono utili per trattare rapidamente ferite minori. Un consiglio in particolare: controlla regolarmente la cassetta per assicurarti che tutti gli articoli siano completi, in buone condizioni e non scaduti. Avere una cassetta di pronto soccorso ben fornita e facilmente accessibile contribuisce a creare un ambiente di lavoro più sicuro e preparato. Cassetta di pronto soccorso Guarda su Amazon > Torna all'Indice Mascherine Le mascherine filtrano particelle e fumi nocivi, riducendo il rischio di inalazione di sostanze potenzialmente pericolose durante la stampa 3D. Scegli mascherine con filtri adatti per la stampa 3D. Le mascherine N95 o equivalenti sono spesso raccomandate per la loro capacità di filtrare particelle fini. Mascherine FFP2 Guarda su Amazon > Includere mascherine nel tuo equipaggiamento di sicurezza è un passo semplice ma fondamentale per preservare la salute respiratoria durante la stampa 3D. Torna all'Indice Occhiali Durante la manipolazione di resine o la pulizia di oggetti stampati, gli occhiali proteggono da schizzi accidentali che possono causare irritazione o danni agli occhi. Quando si rimuovono gli oggetti dal piatto di stampa o si effettuano lavorazioni post-stampa, gli occhiali proteggono da particelle che possono staccarsi e volare via. Scegli occhiali che offrano una visione chiara senza appannarsi e che siano comodi da indossare per periodi prolungati. Indossa sempre gli occhiali di protezione in situazioni in cui c'è il rischio di esposizione a materiali o detriti pericolosi per gli occhi. Come ti dicevo in precedenza, io amo questa tipologia di occhiale protettivo: avvolgente e leggero! Occhiali di sicurezza Guarda su Amazon > Torna all'Indice Camice Il camice è un elemento di protezione personale importante nel contesto della stampa 3D, specialmente quando si manipolano materiali che possono sporcare o essere pericolosi per la pelle. Il camice protegge abiti e pelle da schizzi di materiali, come resine, o da particelle calde che possono fuoriuscire durante la stampa. I camici sono generalmente realizzati in materiali facili da pulire o da lavare, riducendo il rischio di trasferire sostanze potenzialmente dannose da un'area all'altra. Opta per un camice in materiale resistente e, se possibile, antistatico, per ridurre l'accumulo di polvere e detriti che potrebbero interferire con la stampa. Camice da lavoro Guarda su Amazon > Torna all'Indice Purificatore d'aria I purificatori d'aria aiutano a eliminare particelle sottili e fumi potenzialmente nocivi rilasciati durante il processo di stampa, migliorando la qualità dell'aria nell'ambiente di lavoro. Scegli purificatori che utilizzano filtri HEPA per catturare particelle sottili e filtri a carbone attivo per assorbire gas e odori. Questi filtri sono particolarmente efficaci nell'eliminare gli inquinanti tipici della stampa 3D. Assicurati che il purificatore sia adeguato per la dimensione della stanza dove si trova la stampante 3D e posizionalo in modo che l'aria intorno alla stampante venga filtrata efficacemente. Controlla e sostituisci i filtri del purificatore d'aria regolarmente per garantire che continui a funzionare in modo efficace. Alcuni purificatori d'aria sono dotati di sensori che monitorano la qualità dell'aria, fornendo un feedback utile per valutare la necessità di ventilazione aggiuntiva o di cambiare i filtri. Purificatore con filtro HEPA Guarda su Amazon > Torna all'Indice Ventilatore Un ventilatore aiuta a disperdere i fumi e le particelle emesse dalla stampante 3D, riducendo la concentrazione di possibili inquinanti nell'aria. Posiziona il ventilatore in modo che indirizzi l'aria verso una finestra o un'uscita, aiutando a spingere i fumi fuori dall'ambiente di lavoro. Scegli un ventilatore della dimensione adeguata per lo spazio di lavoro. I ventilatori con velocità regolabile sono preferibili per controllare il flusso d'aria in base alle necessità. Assicurati che il flusso d'aria del ventilatore non incida direttamente sulla stampante, poiché correnti d'aria forti possono influenzare negativamente il processo di stampa. Ventilatore USB Guarda su Amazon > L'aggiunta di un ventilatore è una soluzione semplice ed efficace per mantenere un ambiente di stampa 3D più sicuro e confortevole. Torna all'Indice Conclusione: Sicurezza e Salute nella Stampa 3D In questo articolo, abbiamo esplorato vari aspetti cruciali per garantire la sicurezza e il benessere nell'ambiente di stampa 3D. Dall'importanza di una buona ventilazione alla necessità di utilizzare equipaggiamento di protezione personale come mascherine, guanti, occhiali e camici, è chiaro che la prevenzione è la chiave per una stampa 3D sicura e responsabile. Inoltre, abbiamo visto come i purificatori d'aria e i ventilatori possano contribuire a mantenere un ambiente di lavoro salubre. Ricordiamo che, nonostante la stampa 3D sia una tecnologia entusiasmante e innovativa, la sicurezza dovrebbe sempre essere la nostra priorità principale. Seguendo le linee guida discusse, si può godere dei benefici della stampa 3D riducendo al minimo i rischi per la salute. Torna all'Indice1 punto
La sicurezza e la salute sono temi di cruciale importanza, anche in un mondo innovativo e in costante evoluzione come quello della stampa 3D. Sebbene questa tecnologia offra innumerevoli vantaggi e possibilità creative, è essenziale essere consapevoli dei potenziali rischi per la salute che possono derivare dall'uso improprio di stampanti 3D e dai materiali utilizzati. In questo articolo, esploreremo vari aspetti legati ai materiali e ai fumi tossici generati dalla stampa 3D, offrendo consigli pratici e soluzioni per salvaguardare la tua salute mentre dai vita alle tue creazioni. Dalla qualità dell'aria che respiri alla gestione sicura dei materiali, fino all'importanza di una corretta posizione della stampante e l'utilizzo di equipaggiamento protettivo, ogni aspetto sarà analizzato in dettaglio. Inoltre, esamineremo come i servizi di stampa 3D professionali possano rappresentare una valida alternativa per garantire non solo risultati di alta qualità, ma anche per preservare il benessere personale. Resta con noi per scoprire tutto ciò che devi sapere per rendere la tua esperienza di stampa 3D sicura ed efficiente: let's go! In questa guida: > Stampare in 3D può nuocere alla salute? > Salute dell'aria che respiri > Attenzione a non tagliarti, bruciarti > Contatto con materiali irritanti > Benessere acustico > Filtro EPA > Camera chiusa > Posizione della stampante > Stampa 3D a resina - attenzione! > Prodotti realizzati da service di stampa 3D > Guanti resistenti > Cassetta di pronto soccorso > Mascherine > Occhiali > Camice > Purificatore d'aria > Ventilatore > Conclusione: Sicurezza e Salute nella Stampa 3D Stampare in 3D può nuocere alla salute? La stampa 3D, una tecnologia rivoluzionaria che ha trasformato il modo in cui produciamo e progettiamo oggetti, porta con sé interrogativi sulla sicurezza e la salute. Uno degli aspetti più rilevanti è l'esposizione a fumi e particelle rilasciate durante il processo di stampa. Questi fumi possono variare in base al tipo di materiale utilizzato. Per esempio, la stampa con filamenti come l'ABS (acrylonitrile butadiene styrene) rilascia stirene, un composto che, se inalato in grandi quantità, può avere effetti negativi sulla salute, come irritazione degli occhi, della pelle e delle vie respiratorie. Allo stesso modo, altri materiali possono emettere nanoparticelle che, se respirate, potrebbero raggiungere gli alveoli polmonari o entrare nel flusso sanguigno. È importante notare che il rischio dipende da molti fattori, tra cui la durata dell'esposizione, il tipo di materiale utilizzato, la ventilazione dell'area di stampa e la presenza di sistemi di filtrazione. La buona notizia è che, con le precauzioni adeguate, il rischio per la salute può essere significativamente ridotto. Mentre la stampa 3D non è intrinsecamente pericolosa, è fondamentale adottare misure di sicurezza adeguate per minimizzare qualsiasi potenziale impatto sulla salute. Questo include utilizzare materiali più sicuri, assicurare una buona ventilazione e, quando necessario, indossare equipaggiamento protettivo. Nel corso di questo articolo, esploreremo in dettaglio queste misure di sicurezza e come implementarle efficacemente. Torna all'Indice Salute dell'aria che respiri Quando si tratta di stampa 3D, la qualità dell'aria nell'ambiente di stampa è un fattore cruciale per la salute. Durante la stampa, soprattutto con filamenti come ABS, PLA, o resine, vengono rilasciati nell'aria composti volatili e particelle ultrafini. Questi elementi possono avere effetti negativi sulla salute, soprattutto se inalati regolarmente o in grandi quantità. Ecco alcuni passaggi chiave per mantenere l'aria che respiri il più pulita e sicura possibile: 1. Ventilazione Adeguata Assicurati che la stanza dove si trova la stampante 3D sia ben ventilata. L'apertura di finestre e l'uso di ventilatori possono aiutare a disperdere i fumi e ridurre la concentrazione di particelle nocive nell'aria. Io stesso ho usato la mia prima stampante 3D in una stanza in casa per tanto tempo e capisco perfettamente cosa significa sentire l'odore di plastica disperso per aria... lasciare la finestra socchiusa aiuta a creare ricircolo d'aria. Ti consiglio però di tenere anche acceso un ventilatore che agevoli il flusso d'aria a muoversi in tutta la stanza. Per tanto tempo ho usato un ventilatore usb, compatto e comodo. Ventilatore USB Guarda su Amazon > 2. Sistemi di Filtrazione Investire in un sistema di filtrazione dell'aria, come un purificatore con filtro HEPA, può fare una grande differenza. Questi sistemi sono progettati per catturare una vasta gamma di particelle e fumi, riducendo così l'esposizione a sostanze potenzialmente dannose. Questa soluzione è sicuramente una delle migliori utilizzabili. Dopotutto, lo sapevi che l'aria che sta dentro casa può essere più inquinata di quella nell'ambiente esterno? Il purificatore di aria con filtro HEPA può essere usato dove preferisci! Purificatore Aria con filtro HEPA Guarda su Amazon > 3. Monitoraggio della Qualità dell'Aria Considera l'utilizzo di un monitor della qualità dell'aria per tenere traccia dei livelli di particelle e composti volatili. Questo ti permette di avere un feedback immediato sull'efficacia delle tue misure di ventilazione e filtrazione. Ne esistono di molto economici e, fidati, una volta che inizierai a usarlo non potrai più farne a meno. Monitor qualità dell'aria Guarda su Amazon > 4. Scegliere Materiali Sicuri Quando possibile, opta per filamenti e resine conosciuti per emettere meno fumi e particelle. Alcuni materiali sono specificamente progettati per essere più sicuri e meno tossici. 5. Limitare il Tempo di Esposizione Se possibile, riduci il tempo trascorso nella stessa stanza della stampante 3D mentre è in funzione, specialmente durante stampe lunghe. Posizionare le tue stampanti in una stanza dedicata o in garage può essere una soluzione semplice e funzionale. Ricorda, prevenire l'esposizione a sostanze potenzialmente nocive è fondamentale, soprattutto in ambienti chiusi o poco ventilati. Implementando queste misure, puoi contribuire significativamente a proteggere la tua salute e quella di chi ti circonda. Torna all'Indice Attenzione a non tagliarti, bruciarti La sicurezza personale durante la stampa 3D non si limita solo alla qualità dell'aria; è essenziale anche proteggersi da infortuni fisici come tagli e ustioni. Le stampanti 3D, specialmente quelle che operano ad alte temperature, possono presentare diversi rischi se non maneggiate con attenzione. Ecco alcune linee guida per ridurre il rischio di infortuni: 1. Maneggiare con Cura Sia il piatto di stampa che l'estrusore della stampante 3D possono raggiungere temperature elevate. Assicurati sempre che la stampante si sia raffreddata prima di toccare queste parti. Evita di toccare l'estrusore caldo e il piatto di stampa durante la stampa. 2. Utilizzo di Strumenti Adeguati Per rimuovere gli oggetti stampati dal piatto di stampa, usa strumenti appositi come spatole o raschietti. Questo riduce il rischio di tagliarti con oggetti affilati o di bruciarti toccando superfici calde. Sconsiglio l'uso dei comuni cutter: la lama dei cutter è fatta apposta per rompersi in determinati punti. Questa si romperà sicuramente se sforzata, rischiando anche di volare per aria. 3. Protezione delle Mani Indossa guanti resistenti al calore quando maneggi oggetti appena stampati o parti della stampante che potrebbero essere ancora calde. Questo può proteggerti dalle ustioni. Io uso sempre guanti da lavoro rivestiti come questi, comodissimi quando devi rimuovere dal piatto i pezzi stampati in FDM. Protegono le mani da parti taglienti o dall'estrusore ancora caldo: Guanti da lavoro Guarda su Amazon > 4. Attenzione ai Movimenti della Stampante Durante la stampa, parti della macchina si muovono rapidamente. Assicurati di tenere le mani e qualsiasi altro oggetto lontano dalle parti mobili per evitare infortuni. 5. Formazione e Istruzione Familiarizza con la tua stampante 3D e leggi il manuale di istruzioni. Conoscere bene il funzionamento della macchina può aiutarti a prevenire incidenti. 6. Ordine e Pulizia Mantieni l'area di stampa pulita e ordinata. Gli oggetti sparsi possono causare incidenti, come inciampare o far cadere qualcosa sulla stampante. Prendendo queste precauzioni, puoi goderti la stampa 3D riducendo al minimo il rischio di infortuni. Ricorda, la sicurezza dovrebbe sempre essere la tua priorità principale. Torna all'Indice Contatto con materiali irritanti Nel processo di stampa 3D, il contatto con materiali irritanti può essere una preoccupazione significativa, specialmente quando si lavora con certi tipi di filamenti o resine. Questi materiali possono causare irritazione alla pelle, agli occhi o alle vie respiratorie se non maneggiati correttamente. Ecco alcune misure di sicurezza per ridurre il rischio di irritazione: 1. Indossare Protezioni Adeguate È fondamentale indossare guanti protettivi, preferibilmente in nitrile o in un altro materiale adatto, quando si maneggiano materiali potenzialmente irritanti. Questo aiuta a prevenire il contatto diretto della pelle con sostanze che possono causare reazioni allergiche o irritazioni. I guanti in nitrile sono l'ideale se devi maneggiare oggetti stampati in resina o devi pulire la vasca della stampante a resina: Guanti in nitrile Guarda su Amazon > 2. Protezione degli Occhi L'uso di occhiali di sicurezza è raccomandato, specialmente quando si lavora con resine o si puliscono le parti stampate. Questo evita che schizzi o particelle di materiale entrino in contatto con gli occhi. Nel corso degli anni ne ho provati tantissimi: di plastica, a mascherina, larghi, stretti... poi ho provato questi e ormai non lavoro mai senza: Occhiali di sicurezza Guarda su Amazon > Questi occhiali protettivi hanno una vestibilità ottima e una copertura ampia. In più, non si appannano se usi in contemporanea una mascherina per proteggere la bocca! 3. Ventilazione Adeguata Anche nel caso della stampa 3D a resina è bene assicurarsi che l'area di lavoro sia ben ventilata per evitare l'inalazione di fumi o particelle che possono essere irritanti. Se necessario, utilizza maschere o respiratori adatti per una protezione aggiuntiva. Nel caso della stampa 3D a resina, l'uso di comuni mascherine FFP2 o 3 è sufficiente per proteggere la bocca e il naso, oltre che limitare la percezione di odori. Per proteggerti al massimo sarebbe consigliabile l'uso di una maschera con filtrazione per fumi tossici. Maschera per protezione da fumi tossici Guarda su Amazon > 4. Manipolazione Corretta dei Materiali Segui sempre le istruzioni del produttore per la corretta manipolazione dei materiali. Alcuni filamenti e resine richiedono precauzioni speciali durante la manipolazione e la pulizia. 5. Pulizia e Igiene Dopo aver maneggiato materiali irritanti, lava accuratamente le mani e qualsiasi altra area esposta. In caso di contatto accidentale con la pelle o gli occhi, risciacqua immediatamente con abbondante acqua e consulta un medico se necessario. 6. Conservazione Sicura Conserva i materiali in un luogo sicuro e lontano dalla portata dei bambini e degli animali domestici. Assicurati che siano ben sigillati e protetti dagli elementi esterni. Prendendo queste precauzioni, puoi minimizzare i rischi associati al contatto con materiali irritanti nella stampa 3D. La consapevolezza e la prevenzione sono chiave per garantire un'esperienza di stampa sicura e piacevole. Torna all'Indice Benessere acustico Il benessere acustico è un aspetto spesso trascurato nel mondo della stampa 3D, ma è di vitale importanza, soprattutto per coloro che trascorrono molte ore vicino alle stampanti in funzione. Il rumore prodotto da una stampante 3D può variare notevolmente a seconda del modello e della velocità di stampa, e un'esposizione prolungata a livelli di rumore elevati può causare stress e disturbi all'udito. Ecco alcuni consigli per mantenere un ambiente di lavoro acusticamente confortevole: 1. Isolamento Acustico Se possibile, collocare la stampante in una stanza dedicata con un buon isolamento acustico può aiutare a ridurre il rumore. L'uso di pannelli fonoassorbenti o altre soluzioni di insonorizzazione può diminuire ulteriormente la propagazione del suono. Pannelli fonoassorbenti Guarda su Amazon > 2. Manutenzione Regolare Una manutenzione regolare della stampante può ridurre i livelli di rumore. Controlla e lubrifica le parti mobili, come cuscinetti e guide, e assicurati che tutte le componenti siano ben allineate e fissate. Spesso, un rumore eccessivo è segno di un problema meccanico che può essere facilmente risolto. 3. Scelta di Stampanti Silenziose Alcune stampanti 3D sono progettate per essere più silenziose di altre. Quando acquisti una nuova stampante, considera il livello di rumore come uno dei fattori di selezione. Spesso questo è indicato nelle caratteristiche tecniche della macchina. 4. Programmazione degli Orari di Stampa Se lavori in un ambiente condiviso o in casa, pianifica le sessioni di stampa in momenti in cui il rumore è meno problematico, ad esempio durante le ore diurne. L'ultima cosa che vuoi è andare a letto e sentire la stampante 3D che lavora! 5. Protezione Personale In ambienti particolarmente rumorosi, l'uso di cuffie o tappi per le orecchie può fornire una protezione aggiuntiva contro il rumore. Puoi anche valutare di ascoltare la musica... una soluzione anche piacevole! 6. Monitoraggio dei Livelli di Rumore Se hai molte stampanti 3D puoi considerare l'utilizzo di un misuratore di livello sonoro per tenere traccia dei livelli di rumore nell'ambiente di stampa. Questo può aiutarti a identificare e mitigare le fonti di rumore eccessivo. Mantenere un ambiente di lavoro acusticamente confortevole non solo contribuisce al tuo benessere generale, ma può anche migliorare la concentrazione e l'efficienza. Prendendo questi semplici passaggi, puoi garantire che la tua esperienza di stampa 3D sia il più piacevole e salutare possibile. Torna all'Indice Filtro EPA Nell'ambiente della stampa 3D, l'uso di un filtro EPA (Efficiency Particulate Air filter) si rivela cruciale per assicurare un ambiente di lavoro sicuro e salubre. Progettati per catturare particelle molto piccole, questi filtri migliorano notevolmente la qualità dell'aria circostante, essendo particolarmente efficaci nel ridurre l'esposizione a fumi e nanoparticelle generate durante il processo di stampa. L'abilità dei filtri EPA di intrappolare particelle di dimensioni ridotte, inclusi inquinanti rilasciati dalle stampanti 3D, li rende strumenti fondamentali per filtrare efficacemente sia i fumi che le particelle prodotte durante la stampa. Il loro utilizzo aiuta anche a prevenire vari problemi di salute legati all'inalazione di particelle e fumi, salvaguardando in modo particolare le vie respiratorie e mantenendo l'aria più pulita e sicura. Purificatore con filtro HEPA Guarda su Amazon > Questi filtri contribuiscono ulteriormente a creare un ambiente di lavoro più pulito, limitando la quantità di polvere e residui che possono accumularsi intorno alla stampante e nell'area circostante. Inoltre, molti sistemi di filtrazione equipaggiati con filtri EPA sono caratterizzati da una facile installazione e da una manutenzione ridotta, rendendoli soluzioni pratiche e convenienti per gli utenti di stampanti 3D. Adatti sia per ambienti domestici che professionali, i filtri EPA offrono vantaggi significativi in termini di qualità dell'aria in entrambi i contesti. È importante ricordare la necessità di sostituire regolarmente il filtro secondo le indicazioni del produttore per assicurarne l'efficacia continua. Investire in un buon sistema di filtrazione dotato di un filtro EPA rappresenta una scelta intelligente per chiunque utilizzi la stampa 3D, sia come hobby sia a livello professionale, garantendo così un ambiente più salubre per tutti. Torna all'Indice Camera chiusa L'uso di una camera chiusa nella stampa 3D offre numerosi vantaggi, sia in termini di qualità delle stampe che di sicurezza per l'utente. Una camera chiusa aiuta a mantenere un ambiente controllato intorno all'oggetto in stampa, proteggendo l'utente da fumi e particelle potenzialmente dannose e migliorando al contempo la qualità della stampa. La camera chiusa mantiene una temperatura costante durante il processo di stampa. Questo è particolarmente importante per materiali come l'ABS, che tendono a deformarsi o a creparsi se raffreddati troppo rapidamente. Inoltre, le correnti d'aria possono influenzare negativamente la qualità della stampa, causando deformazioni o problemi di adesione. Una camera chiusa protegge il processo di stampa da queste interferenze esterne. Durante la stampa, particelle e fumi possono essere rilasciati nell'ambiente. Una camera chiusa limita la diffusione di particelle e fumi nell'aria, riducendo l'esposizione dell'utente, oltre che fungere da insonorizzante, riducendo il rumore prodotto dalla stampante durante il funzionamento. Quando si sceglie una stampante 3D, è importante considerare i benefici di una camera chiusa, specialmente se si prevede di stampare con materiali che rilasciano fumi o richiedono un controllo accurato della temperatura. La sicurezza e la qualità della stampa possono essere notevolmente migliorate con questa caratteristica. Torna all'Indice Posizione della stampante La posizione della tua stampante 3D influenza direttamente la sicurezza, l'efficienza e la qualità delle stampe. È essenziale posizionare la stampante in un luogo con buona ventilazione, lontano da sistemi di ventilazione che spingono aria diretta. Una superficie stabile e livellata è fondamentale per garantire la precisione delle stampe. Inoltre, è importante considerare la sicurezza antincendio mantenendo la stampante lontana da materiali infiammabili e garantendo uno spazio adeguato per evitare il surriscaldamento. Un accesso facile alla stampante è necessario per una manutenzione agevole e la rimozione delle stampe, evitando al contempo di posizionarla in aree di passaggio. Proteggi la stampante da ambienti polverosi o umidi per preservare i componenti elettronici e assicurare la qualità delle stampe. Se in casa ci sono bambini o animali, posiziona la stampante fuori dalla loro portata per evitare incidenti. Infine, evita l'esposizione diretta alla luce solare, che può danneggiare la stampante e influenzare il comportamento dei materiali di stampa. Considerando tutti questi fattori, puoi garantire un ambiente di stampa ottimale per la sicurezza, la durata della macchina e il benessere dell'utente. Torna all'Indice Stampa 3D a resina - attenzione! La stampa 3D a resina è diventata sempre più popolare grazie alla sua capacità di produrre oggetti con dettagli fini e superfici lisce. Tuttavia, lavorare con la resina richiede precauzioni speciali, dato che i materiali utilizzati possono essere più pericolosi rispetto ai filamenti tradizionali. L'uso di Equipaggiamento di Protezione Personale (EPP) è di fondamentale importanza con la stampa 3D a resina. Indossare sempre guanti protettivi, occhiali di sicurezza e mascherine quando si manipola la resina, sia nel caricamento della stampante sia nella pulizia degli oggetti stampati. La resina può essere irritante per la pelle e le mucose e può rilasciare fumi nocivi. Assicurati che l'area di stampa sia ben ventilata. L'uso di stampanti 3D a resina in spazi chiusi e poco ventilati può aumentare il rischio di inalazione di fumi nocivi. I materiali di scarto della resina, inclusi i contenitori e gli oggetti falliti o non riusciti, devono essere smaltiti in modo sicuro. Segui le linee guida locali per lo smaltimento dei materiali chimici pericolosi. Dopo la stampa, gli oggetti in resina devono essere puliti con alcool isopropilico o un solvente simile per rimuovere la resina non polimerizzata. Questo processo deve essere effettuato con cura per evitare il contatto diretto con la pelle e l'inalazione. Inoltre, ricorda di raccogliere l'alcol in un contenitore ben chiuso: questo non può essere disperso nel lavandino di casa perchè molto inquinante! Mi raccomando, pensa al tuo benessere e a quello dell'ambiente quando usi questi materiali, Ormai da anni sono disponibili sul mercato resine lavabili con acqua. Questi prodotti ti permettono di evitare l'acquisto di alcol e solventi, i quali sono altamente infiammabili e nocivi. Io spesso uso la resina Elegoo e mi trovo benissimo: Resina lavabile in acqua Guarda su Amazon > Torna all'Indice Prodotti realizzati da service di stampa 3D Utilizzare un servizio professionale di stampa 3D, come PCBWay, offre numerosi vantaggi, specialmente per chi cerca risultati di alta qualità senza i rischi associati alla gestione diretta del processo di stampa. PCBWay, un service di stampa 3D online altamente efficiente, fornisce un modo rapido e conveniente per realizzare modelli in resina, ideale per chi non dispone di una stampante 3D. PCBWay garantisce una stampa di precisione con una vasta gamma di materiali e tecnologie, superando le limitazioni di una stampa 3D casalinga. Il loro processo di ordinazione è semplice e diretto: è sufficiente caricare il file 3D sul sito, scegliere le specifiche desiderate, e attendere che il sistema automatico analizzi il file per assicurare la stampabilità. Una volta confermato l'ordine, la realizzazione avviene in pochi giorni lavorativi, offrendo anche la possibilità di ricevere componenti già assemblati e incollati secondo specifiche personali. Per gli utenti di FreeCAD, l'uso di PCBWay è ancora più agevole grazie al plugin sviluppato in collaborazione con il software, permettendo un trasferimento diretto e rapido dei file di stampa. Scegliere un servizio professionale come PCBWay non solo ottimizza il tempo e le risorse, ma assicura anche risultati di alta qualità, preservando la salute e la sicurezza dell'utente, rendendo l'intero processo di stampa 3D efficiente e senza preoccupazioni. Scopri il service PCBWay Torna all'Indice Guanti resistenti L'uso di guanti resistenti riveste un ruolo cruciale per assicurare la sicurezza, specialmente quando si maneggiano materiali caldi o si lavora con stampanti 3D a resina. I guanti resistenti al calore sono indispensabili per proteggere le mani da ustioni durante la manipolazione di oggetti appena stampati o durante interventi sulla stampante in funzione. Allo stesso tempo, offrono una barriera contro tagli o abrasioni, comuni quando si maneggiano materiali o componenti affilati. Questi guanti non solo salvaguardano la pelle da irritazioni o reazioni allergiche dovute al contatto diretto con filamenti o resine, ma aiutano anche a mantenere una maggiore igiene. Evitando il contatto diretto, si previene il trasferimento di oli o sporco sulle stampe, salvaguardando così la qualità del lavoro finale. Guanti in nitrile Guarda su Amazon > In termini di materiali, i guanti in nitrile sono spesso preferiti per la loro resistenza chimica, soprattutto nel caso di lavorazioni con resine. Per la manipolazione di oggetti ad alta temperatura, è consigliabile scegliere guanti specificatamente progettati per resistere al calore. Guanti da lavoro Guarda su Amazon > In conclusione, l'acquisto di guanti di qualità si rivela un investimento minimo ma fondamentale, che incrementa notevolmente la sicurezza e l'efficienza nel processo di stampa 3D. Torna all'Indice Cassetta di pronto soccorso Avere a disposizione una cassetta di pronto soccorso è essenziale in qualsiasi ambiente di lavoro, inclusi gli spazi dedicati alla stampa 3D. Assicurati che la cassetta di pronto soccorso sia facilmente accessibile in caso di piccoli infortuni, come tagli o ustioni lievi. .La cassetta dovrebbe contenere almeno disinfettante, cerotti, bende, garze sterili, una crema per scottature, forbici, e pinzette. Questi elementi sono utili per trattare rapidamente ferite minori. Un consiglio in particolare: controlla regolarmente la cassetta per assicurarti che tutti gli articoli siano completi, in buone condizioni e non scaduti. Avere una cassetta di pronto soccorso ben fornita e facilmente accessibile contribuisce a creare un ambiente di lavoro più sicuro e preparato. Cassetta di pronto soccorso Guarda su Amazon > Torna all'Indice Mascherine Le mascherine filtrano particelle e fumi nocivi, riducendo il rischio di inalazione di sostanze potenzialmente pericolose durante la stampa 3D. Scegli mascherine con filtri adatti per la stampa 3D. Le mascherine N95 o equivalenti sono spesso raccomandate per la loro capacità di filtrare particelle fini. Mascherine FFP2 Guarda su Amazon > Includere mascherine nel tuo equipaggiamento di sicurezza è un passo semplice ma fondamentale per preservare la salute respiratoria durante la stampa 3D. Torna all'Indice Occhiali Durante la manipolazione di resine o la pulizia di oggetti stampati, gli occhiali proteggono da schizzi accidentali che possono causare irritazione o danni agli occhi. Quando si rimuovono gli oggetti dal piatto di stampa o si effettuano lavorazioni post-stampa, gli occhiali proteggono da particelle che possono staccarsi e volare via. Scegli occhiali che offrano una visione chiara senza appannarsi e che siano comodi da indossare per periodi prolungati. Indossa sempre gli occhiali di protezione in situazioni in cui c'è il rischio di esposizione a materiali o detriti pericolosi per gli occhi. Come ti dicevo in precedenza, io amo questa tipologia di occhiale protettivo: avvolgente e leggero! Occhiali di sicurezza Guarda su Amazon > Torna all'Indice Camice Il camice è un elemento di protezione personale importante nel contesto della stampa 3D, specialmente quando si manipolano materiali che possono sporcare o essere pericolosi per la pelle. Il camice protegge abiti e pelle da schizzi di materiali, come resine, o da particelle calde che possono fuoriuscire durante la stampa. I camici sono generalmente realizzati in materiali facili da pulire o da lavare, riducendo il rischio di trasferire sostanze potenzialmente dannose da un'area all'altra. Opta per un camice in materiale resistente e, se possibile, antistatico, per ridurre l'accumulo di polvere e detriti che potrebbero interferire con la stampa. Camice da lavoro Guarda su Amazon > Torna all'Indice Purificatore d'aria I purificatori d'aria aiutano a eliminare particelle sottili e fumi potenzialmente nocivi rilasciati durante il processo di stampa, migliorando la qualità dell'aria nell'ambiente di lavoro. Scegli purificatori che utilizzano filtri HEPA per catturare particelle sottili e filtri a carbone attivo per assorbire gas e odori. Questi filtri sono particolarmente efficaci nell'eliminare gli inquinanti tipici della stampa 3D. Assicurati che il purificatore sia adeguato per la dimensione della stanza dove si trova la stampante 3D e posizionalo in modo che l'aria intorno alla stampante venga filtrata efficacemente. Controlla e sostituisci i filtri del purificatore d'aria regolarmente per garantire che continui a funzionare in modo efficace. Alcuni purificatori d'aria sono dotati di sensori che monitorano la qualità dell'aria, fornendo un feedback utile per valutare la necessità di ventilazione aggiuntiva o di cambiare i filtri. Purificatore con filtro HEPA Guarda su Amazon > Torna all'Indice Ventilatore Un ventilatore aiuta a disperdere i fumi e le particelle emesse dalla stampante 3D, riducendo la concentrazione di possibili inquinanti nell'aria. Posiziona il ventilatore in modo che indirizzi l'aria verso una finestra o un'uscita, aiutando a spingere i fumi fuori dall'ambiente di lavoro. Scegli un ventilatore della dimensione adeguata per lo spazio di lavoro. I ventilatori con velocità regolabile sono preferibili per controllare il flusso d'aria in base alle necessità. Assicurati che il flusso d'aria del ventilatore non incida direttamente sulla stampante, poiché correnti d'aria forti possono influenzare negativamente il processo di stampa. Ventilatore USB Guarda su Amazon > L'aggiunta di un ventilatore è una soluzione semplice ed efficace per mantenere un ambiente di stampa 3D più sicuro e confortevole. Torna all'Indice Conclusione: Sicurezza e Salute nella Stampa 3D In questo articolo, abbiamo esplorato vari aspetti cruciali per garantire la sicurezza e il benessere nell'ambiente di stampa 3D. Dall'importanza di una buona ventilazione alla necessità di utilizzare equipaggiamento di protezione personale come mascherine, guanti, occhiali e camici, è chiaro che la prevenzione è la chiave per una stampa 3D sicura e responsabile. Inoltre, abbiamo visto come i purificatori d'aria e i ventilatori possano contribuire a mantenere un ambiente di lavoro salubre. Ricordiamo che, nonostante la stampa 3D sia una tecnologia entusiasmante e innovativa, la sicurezza dovrebbe sempre essere la nostra priorità principale. Seguendo le linee guida discusse, si può godere dei benefici della stampa 3D riducendo al minimo i rischi per la salute. Torna all'Indice1 punto -
 La stampa 3D, una tecnologia rivoluzionaria che ha trasformato numerose industrie, continua a evolversi rapidamente. Oggi, grazie a filamenti avanzati e accessori innovativi, gli appassionati e i professionisti della stampa 3D possono ottenere risultati sempre più precisi e di alta qualità. Questa guida è stata creata per aiutarti a scegliere i migliori filamenti e accessori per la tua stampante 3D , garantendo che ogni progetto sia un successo. In questa guida: > Selezione dei Migliori Filamenti per Stampanti 3D > Accessori per la Tua Stampante 3D > Miglioramento della Qualità di Stampa con Upgrade Hardware > Software e Applicazioni Utili > Consigli per la Manutenzione > Lista dei migliori prodotti consigliati Selezione dei Migliori Filamenti per Stampanti 3D Il filamento è il materiale di base per ogni stampa 3D. La scelta del tipo giusto può fare la differenza tra un oggetto mediocre e uno eccezionale. Tantissimo dipende dalla qualità del filo e dalla finitura che permette di ottenere! Ecco alcuni dei migliori filamenti disponibili su Amazon: OVERTURE Tough PLA Plus Questo filamento si distingue per la sua notevole resistenza all'impatto e la sua costanza nella stampa. È ideale per chi cerca stampe 3D durature con grande adesione tra gli strati. Tuttavia, è leggermente più costoso del PLA standard e potrebbe richiedere l'aggiustamento delle impostazioni della stampante per risultati ottimali. OVERTURE Tough PLA Plus Guarda su Amazon > Silk Gold Purple PLA Aggiunge un tocco di glamour ai tuoi progetti 3D grazie al suo effetto di colore duale. Questo filamento è facile da lavorare e presenta una buona adesione, ma le transizioni di colore possono essere meno evidenti in stampe più piccole. Silk Gold Purple PLA Guarda su Amazon > ELEGOO White PLA Plus Offre una robustezza potenziata, ideale per parti funzionali. Nonostante il prezzo leggermente più alto rispetto al PLA standard, la sua precisione dimensionale e la qualità di stampa lo rendono un'ottima scelta. ELEGOO White PLA Plus Guarda su Amazon > Come avrai notato, ho selezionato per te tre filamenti di PLA, realizzati da produttori diversi. Ho scelto il PLA perché si tratta del materiale più comune, economico e facile da stampare con la tua stampante 3D a filamento. Se stai cercando materiali diversi dal PLA,come il PETG, ABS o PVA, lascio di seguito alcune mie guide dedicate 😉 Torna all'Indice Accessori per la Tua Stampante 3D Spesso non si pensa, ma gli accessori giusti possono migliorare notevolmente la tua esperienza di stampa 3D. Ad esempio, hai mai pensato di utilizzare un essiccatore per i tuoi filamenti? In genere le bobine di filamento ti arrivano sotto vuoto... questo perché il filamento plastico è in grado di assorbire l'umidità dall'aria, andando a deteriorarsi. In conclusione, se stampi usando un filamento che ha assorbito umitià, rischierai di realizzare stampe rovinate in superficie, oppure il filamento potrebbe avere difficoltà a essere estruso 😰 Meglio evitare, no? Se vuoi saperne di più, ho scritto una guida ad hoc proprio su questo: Ma andiamo oltre gli essiccatori, ecco alcuni accessori essenziali che puoi comodamente aqusitare su Amazon: 3D Print Removal Tool Kit Questo kit di strumenti è progettato per facilitare la rimozione delle stampe dalla base della stampante, con lame in acciaio inossidabile e impugnature comode. È adatto sia per la stampa a base di filamenti che per quella a base di resina. 3D Print Removal Tool Kit Guarda su Amazon > 3D Printer Nozzle Cleaning Kit Include pinzette di qualità e aghi per la pulizia degli ugelli, utili per la manutenzione generale della stampante. 3D Printer Nozzle Cleaning Kit Guarda su Amazon > Torna all'Indice Miglioramento della Qualità di Stampa con Upgrade Hardware Un altro aspetto cruciale per ottimizzare la tua stampante 3D è l'aggiornamento del suo hardware. Ecco alcuni componenti hardware che possono migliorare significativamente la qualità delle tue stampe: Estrusori ad Alta Precisione Gli estrusori di alta qualità assicurano una migliore alimentazione del filamento e riducono il rischio di intasamenti. Un buon estrusore può fare una grande differenza nella consistenza e nella qualità delle stampe. Approfondendo il tema degli estrusori per stampanti 3D, ecco alcuni dei migliori estrusori disponibili su Amazon, ognuno con caratteristiche uniche che possono migliorare notevolmente la tua esperienza di stampa 3D: 1. Bondtech BMG (Estrusore più Leggero) - Caratteristiche: Utilizza filamenti da 1,75 mm con un rapporto di trasmissione di 3:1, garantendo un'alimentazione del filamento più veloce e una stampa più rapida. Pesa solo 75 g e può essere utilizzato sia come estrusore diretto che come Bowden con un adattatore appropriato. - Prezzo: €80-€140. - Pro: Elevata velocità di stampa e precisione grazie al suo peso leggero e al doppio azionamente. Bondtech BMG Guarda su Amazon > 2. Micro Swiss Direct Drive Extruder - Caratteristiche: Estrusore a trasmissione diretta che utilizza filamenti da 1,75 mm e non richiede modifiche ai sistemi di stampanti 3D esistenti. Offre una grande forza di presa sui filamenti, permettendo stampe sia veloci che accurate. - Prezzo: Circa €100. - Pro: Ottima presa sui filamenti, stampa veloce e accurata. Micro Swiss Direct Drive Extruder Guarda su Amazon > 3. E3D Titan (Miglior Estrusore con ingranaggio potenziato) - Caratteristiche: Estrusore con un rapporto di trasmissione di 3:1. Utilizza un sistema di trasmissione che riduce la velocità di rotazione dei denti che alimentano il filamento, risultando in un flusso di materiale di stampa più costante e potente. - Prezzo: €35-€54. - Pro: Flusso di materiale costante e potente, adatto sia per filamenti da 1,75 mm che da 2,85 mm. E3D Titan Guarda su Amazon > Letti Riscaldati Un letto riscaldato migliora l'adesione della prima strato e riduce il warping, specialmente per materiali come ABS e PETG. I letti riscaldati sono fondamentali per migliorare l'adesione del primo strato e ridurre il warping. Qui ci sono alcuni esempi disponibili su Amazon: 1. Creality Ender 3 Pro Magnetic Hot Bed Un letto riscaldato magnetico compatibile con la popolare serie Ender 3 di Creality. Offre una superficie di stampa stabile e migliora l'adesione. Creality Ender 3 Pro Magnetic Hot Bed Guarda su Amazon > 2. Anycubic UltraBase Un letto riscaldato con rivestimento speciale per migliorare l'adesione e facilitare la rimozione delle stampe una volta completate. Compatibile con diverse stampanti 3D. Anycubic UltraBase Guarda su Amazon > Ugelli Avanzati Ugelli di alta qualità e specifici per diversi materiali possono migliorare la precisione e la finitura delle stampe. Esistono ugelli progettati per filamenti abrasivi o per la stampa di dettagli molto fini. Ugelli di alta qualità possono migliorare notevolmente la precisione e la finitura delle stampe. Ecco alcune opzioni disponibili su Amazon: 1. Micro Swiss MK8 Plated A2 Tool Steel Wear Resistant Nozzle Questo ugello, compatibile con molte stampanti 3D, è noto per la sua durata e resistenza all'usura, particolarmente utile per filamenti abrasivi. Micro Swiss MK8 Guarda su Amazon > 2. E3D V6 Extra Nozzle Progettato per resistere a filamenti abrasivi, questo ugello garantisce una lunga durata e una finitura di alta qualità. E3D V6 Extra Nozzle Guarda su Amazon > Motori Passo-Passo Migliorati L'aggiornamento dei motori può aumentare la precisione e la stabilità della stampante, risultando in stampe di maggiore qualità. L'aggiornamento dei motori passo-passo può aumentare la precisione e la stabilità della stampante. Ecco alcune opzioni: 1. Nema 17 Stepper Motor Un motore passo-passo affidabile e di alta qualità, adatto per la maggior parte delle stampanti 3D Nema 17 Stepper Motor Guarda su Amazon > 2. Stepper High Torque Nema 17 Motor Ideale per applicazioni che richiedono alta coppia e precisione. Stepper High Torque Nema 17 Motor Guarda su Amazon > Queste migliorie ai componenti della tua stampante 3D possono non solo ottimizzare la qualità delle stampe ma anche espandere le possibilità di ciò che puoi creare. Aggiornando a componenti di alta qualità, garantirai una maggiore longevità e affidabilità della tua stampante 3D. Torna all'Indice Software e Applicazioni Utili Il software gioca un ruolo fondamentale nella preparazione dei modelli per la stampa. Ecco alcuni software e applicazioni che possono migliorare la tua esperienza di stampa 3D. Software di Slicing Programmi come Cura o Orca Slicer permettono di preparare i tuoi modelli per la stampa, offrendo un'ampia varietà di impostazioni personalizzabili. Software di Modellazione Per chi desidera creare i propri modelli, software come Blender o Autodesk Fusion 360 offrono strumenti potenti per la modellazione 3D. Torna all'Indice Consigli per la Manutenzione Una buona manutenzione è essenziale per garantire la longevità e l'efficienza della tua stampante 3D. Ecco alcuni consigli: Pulizia Regolare: Mantieni puliti il letto di stampa e l'estrusore per prevenire problemi di adesione e intasamenti. Lubrificazione dei Componenti Mobili: Assicurati che le guide e gli assi della stampante siano sempre ben lubrificati. Aggiornamento del Firmware: Mantieni il firmware della tua stampante aggiornato per garantire le migliori prestazioni e sicurezza. Torna all'Indice Lista dei migliori prodotti consigliati La stampa 3D è un campo in rapida evoluzione, e avere i giusti filamenti e accessori può fare una grande differenza nelle tue creazioni. Sperimentare con diversi materiali e aggiornare la tua stampante con i componenti giusti ti permetterà di esplorare nuove possibilità e migliorare la qualità dei tuoi progetti. Per ulteriori informazioni sui prodotti menzionati e altre raccomandazioni, ti invito a visitare la nostra pagina di prodotti consigliati: Prodotti selezionati e consigliati da Stampa 3D forum Speriamo che questa guida ti sia stata utile per navigare nel mondo degli accessori e filamenti per stampanti 3D. Ricorda, la stampa 3D è una combinazione di arte e scienza, e la scelta giusta dei materiali e degli strumenti può trasformare completamente la tua esperienza di stampa. Buona stampa e non esitare a esplorare la nostra pagina per altre guide e consigli! Torna all'Indice1 punto
La stampa 3D, una tecnologia rivoluzionaria che ha trasformato numerose industrie, continua a evolversi rapidamente. Oggi, grazie a filamenti avanzati e accessori innovativi, gli appassionati e i professionisti della stampa 3D possono ottenere risultati sempre più precisi e di alta qualità. Questa guida è stata creata per aiutarti a scegliere i migliori filamenti e accessori per la tua stampante 3D , garantendo che ogni progetto sia un successo. In questa guida: > Selezione dei Migliori Filamenti per Stampanti 3D > Accessori per la Tua Stampante 3D > Miglioramento della Qualità di Stampa con Upgrade Hardware > Software e Applicazioni Utili > Consigli per la Manutenzione > Lista dei migliori prodotti consigliati Selezione dei Migliori Filamenti per Stampanti 3D Il filamento è il materiale di base per ogni stampa 3D. La scelta del tipo giusto può fare la differenza tra un oggetto mediocre e uno eccezionale. Tantissimo dipende dalla qualità del filo e dalla finitura che permette di ottenere! Ecco alcuni dei migliori filamenti disponibili su Amazon: OVERTURE Tough PLA Plus Questo filamento si distingue per la sua notevole resistenza all'impatto e la sua costanza nella stampa. È ideale per chi cerca stampe 3D durature con grande adesione tra gli strati. Tuttavia, è leggermente più costoso del PLA standard e potrebbe richiedere l'aggiustamento delle impostazioni della stampante per risultati ottimali. OVERTURE Tough PLA Plus Guarda su Amazon > Silk Gold Purple PLA Aggiunge un tocco di glamour ai tuoi progetti 3D grazie al suo effetto di colore duale. Questo filamento è facile da lavorare e presenta una buona adesione, ma le transizioni di colore possono essere meno evidenti in stampe più piccole. Silk Gold Purple PLA Guarda su Amazon > ELEGOO White PLA Plus Offre una robustezza potenziata, ideale per parti funzionali. Nonostante il prezzo leggermente più alto rispetto al PLA standard, la sua precisione dimensionale e la qualità di stampa lo rendono un'ottima scelta. ELEGOO White PLA Plus Guarda su Amazon > Come avrai notato, ho selezionato per te tre filamenti di PLA, realizzati da produttori diversi. Ho scelto il PLA perché si tratta del materiale più comune, economico e facile da stampare con la tua stampante 3D a filamento. Se stai cercando materiali diversi dal PLA,come il PETG, ABS o PVA, lascio di seguito alcune mie guide dedicate 😉 Torna all'Indice Accessori per la Tua Stampante 3D Spesso non si pensa, ma gli accessori giusti possono migliorare notevolmente la tua esperienza di stampa 3D. Ad esempio, hai mai pensato di utilizzare un essiccatore per i tuoi filamenti? In genere le bobine di filamento ti arrivano sotto vuoto... questo perché il filamento plastico è in grado di assorbire l'umidità dall'aria, andando a deteriorarsi. In conclusione, se stampi usando un filamento che ha assorbito umitià, rischierai di realizzare stampe rovinate in superficie, oppure il filamento potrebbe avere difficoltà a essere estruso 😰 Meglio evitare, no? Se vuoi saperne di più, ho scritto una guida ad hoc proprio su questo: Ma andiamo oltre gli essiccatori, ecco alcuni accessori essenziali che puoi comodamente aqusitare su Amazon: 3D Print Removal Tool Kit Questo kit di strumenti è progettato per facilitare la rimozione delle stampe dalla base della stampante, con lame in acciaio inossidabile e impugnature comode. È adatto sia per la stampa a base di filamenti che per quella a base di resina. 3D Print Removal Tool Kit Guarda su Amazon > 3D Printer Nozzle Cleaning Kit Include pinzette di qualità e aghi per la pulizia degli ugelli, utili per la manutenzione generale della stampante. 3D Printer Nozzle Cleaning Kit Guarda su Amazon > Torna all'Indice Miglioramento della Qualità di Stampa con Upgrade Hardware Un altro aspetto cruciale per ottimizzare la tua stampante 3D è l'aggiornamento del suo hardware. Ecco alcuni componenti hardware che possono migliorare significativamente la qualità delle tue stampe: Estrusori ad Alta Precisione Gli estrusori di alta qualità assicurano una migliore alimentazione del filamento e riducono il rischio di intasamenti. Un buon estrusore può fare una grande differenza nella consistenza e nella qualità delle stampe. Approfondendo il tema degli estrusori per stampanti 3D, ecco alcuni dei migliori estrusori disponibili su Amazon, ognuno con caratteristiche uniche che possono migliorare notevolmente la tua esperienza di stampa 3D: 1. Bondtech BMG (Estrusore più Leggero) - Caratteristiche: Utilizza filamenti da 1,75 mm con un rapporto di trasmissione di 3:1, garantendo un'alimentazione del filamento più veloce e una stampa più rapida. Pesa solo 75 g e può essere utilizzato sia come estrusore diretto che come Bowden con un adattatore appropriato. - Prezzo: €80-€140. - Pro: Elevata velocità di stampa e precisione grazie al suo peso leggero e al doppio azionamente. Bondtech BMG Guarda su Amazon > 2. Micro Swiss Direct Drive Extruder - Caratteristiche: Estrusore a trasmissione diretta che utilizza filamenti da 1,75 mm e non richiede modifiche ai sistemi di stampanti 3D esistenti. Offre una grande forza di presa sui filamenti, permettendo stampe sia veloci che accurate. - Prezzo: Circa €100. - Pro: Ottima presa sui filamenti, stampa veloce e accurata. Micro Swiss Direct Drive Extruder Guarda su Amazon > 3. E3D Titan (Miglior Estrusore con ingranaggio potenziato) - Caratteristiche: Estrusore con un rapporto di trasmissione di 3:1. Utilizza un sistema di trasmissione che riduce la velocità di rotazione dei denti che alimentano il filamento, risultando in un flusso di materiale di stampa più costante e potente. - Prezzo: €35-€54. - Pro: Flusso di materiale costante e potente, adatto sia per filamenti da 1,75 mm che da 2,85 mm. E3D Titan Guarda su Amazon > Letti Riscaldati Un letto riscaldato migliora l'adesione della prima strato e riduce il warping, specialmente per materiali come ABS e PETG. I letti riscaldati sono fondamentali per migliorare l'adesione del primo strato e ridurre il warping. Qui ci sono alcuni esempi disponibili su Amazon: 1. Creality Ender 3 Pro Magnetic Hot Bed Un letto riscaldato magnetico compatibile con la popolare serie Ender 3 di Creality. Offre una superficie di stampa stabile e migliora l'adesione. Creality Ender 3 Pro Magnetic Hot Bed Guarda su Amazon > 2. Anycubic UltraBase Un letto riscaldato con rivestimento speciale per migliorare l'adesione e facilitare la rimozione delle stampe una volta completate. Compatibile con diverse stampanti 3D. Anycubic UltraBase Guarda su Amazon > Ugelli Avanzati Ugelli di alta qualità e specifici per diversi materiali possono migliorare la precisione e la finitura delle stampe. Esistono ugelli progettati per filamenti abrasivi o per la stampa di dettagli molto fini. Ugelli di alta qualità possono migliorare notevolmente la precisione e la finitura delle stampe. Ecco alcune opzioni disponibili su Amazon: 1. Micro Swiss MK8 Plated A2 Tool Steel Wear Resistant Nozzle Questo ugello, compatibile con molte stampanti 3D, è noto per la sua durata e resistenza all'usura, particolarmente utile per filamenti abrasivi. Micro Swiss MK8 Guarda su Amazon > 2. E3D V6 Extra Nozzle Progettato per resistere a filamenti abrasivi, questo ugello garantisce una lunga durata e una finitura di alta qualità. E3D V6 Extra Nozzle Guarda su Amazon > Motori Passo-Passo Migliorati L'aggiornamento dei motori può aumentare la precisione e la stabilità della stampante, risultando in stampe di maggiore qualità. L'aggiornamento dei motori passo-passo può aumentare la precisione e la stabilità della stampante. Ecco alcune opzioni: 1. Nema 17 Stepper Motor Un motore passo-passo affidabile e di alta qualità, adatto per la maggior parte delle stampanti 3D Nema 17 Stepper Motor Guarda su Amazon > 2. Stepper High Torque Nema 17 Motor Ideale per applicazioni che richiedono alta coppia e precisione. Stepper High Torque Nema 17 Motor Guarda su Amazon > Queste migliorie ai componenti della tua stampante 3D possono non solo ottimizzare la qualità delle stampe ma anche espandere le possibilità di ciò che puoi creare. Aggiornando a componenti di alta qualità, garantirai una maggiore longevità e affidabilità della tua stampante 3D. Torna all'Indice Software e Applicazioni Utili Il software gioca un ruolo fondamentale nella preparazione dei modelli per la stampa. Ecco alcuni software e applicazioni che possono migliorare la tua esperienza di stampa 3D. Software di Slicing Programmi come Cura o Orca Slicer permettono di preparare i tuoi modelli per la stampa, offrendo un'ampia varietà di impostazioni personalizzabili. Software di Modellazione Per chi desidera creare i propri modelli, software come Blender o Autodesk Fusion 360 offrono strumenti potenti per la modellazione 3D. Torna all'Indice Consigli per la Manutenzione Una buona manutenzione è essenziale per garantire la longevità e l'efficienza della tua stampante 3D. Ecco alcuni consigli: Pulizia Regolare: Mantieni puliti il letto di stampa e l'estrusore per prevenire problemi di adesione e intasamenti. Lubrificazione dei Componenti Mobili: Assicurati che le guide e gli assi della stampante siano sempre ben lubrificati. Aggiornamento del Firmware: Mantieni il firmware della tua stampante aggiornato per garantire le migliori prestazioni e sicurezza. Torna all'Indice Lista dei migliori prodotti consigliati La stampa 3D è un campo in rapida evoluzione, e avere i giusti filamenti e accessori può fare una grande differenza nelle tue creazioni. Sperimentare con diversi materiali e aggiornare la tua stampante con i componenti giusti ti permetterà di esplorare nuove possibilità e migliorare la qualità dei tuoi progetti. Per ulteriori informazioni sui prodotti menzionati e altre raccomandazioni, ti invito a visitare la nostra pagina di prodotti consigliati: Prodotti selezionati e consigliati da Stampa 3D forum Speriamo che questa guida ti sia stata utile per navigare nel mondo degli accessori e filamenti per stampanti 3D. Ricorda, la stampa 3D è una combinazione di arte e scienza, e la scelta giusta dei materiali e degli strumenti può trasformare completamente la tua esperienza di stampa. Buona stampa e non esitare a esplorare la nostra pagina per altre guide e consigli! Torna all'Indice1 punto -
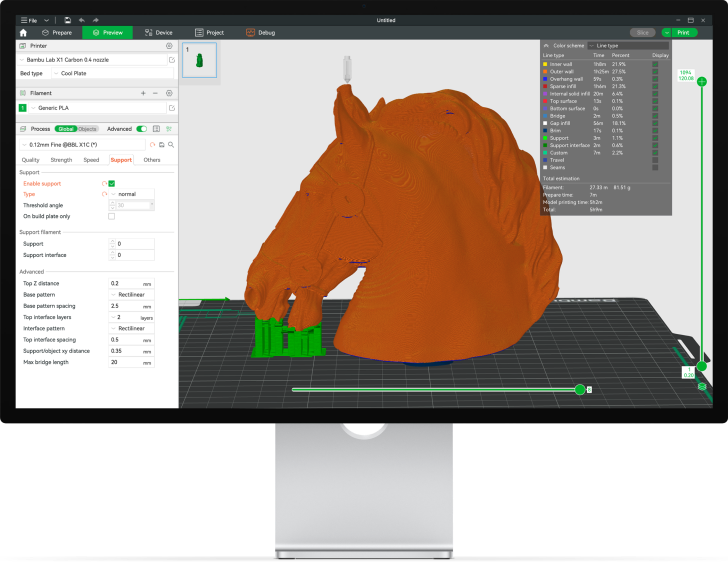 Bambu Studio Slicer è considerato da molti il miglior slicer disponibile per gli appassionati e professionisti della stampa 3D. Questo software, sviluppato specificamente per gli utenti di Bambu Lab, combina un'interfaccia intuitiva con potenti funzionalità che rendono la stampa 3D più efficiente e accessibile. In questa guida scoprirai perché Bambu Studio Slicer è per molti la scelta preferita per stampare in 3D concrete realtà. Iniziamo! In questa guida: > Caratteristiche principali > Installazione e configurazione > Come si usa Bambu Studio > Funzioni speciali > Esperienza utente > Supporto e community > Altri slicer Caratteristiche principali Bambu Studio, creato da Bambu Lab, si inserisce nel mercato in espansione dei slicer personalizzati dalle aziende di stampa 3D. Pur essendo ispirato a PrusaSlicer e ad alcune idee di Cura di UltiMaker, Bambu Studio si distingue come un software di slicing autonomo e innovativo. Caratterizzato da una natura open-source con un plugin di rete opzionale per le stampanti Bambu Lab, la sua peculiarità risiede nel flusso di lavoro basato su progetti, permettendo la gestione avanzata delle stampe. Bambu Studio è disponibile ufficialmente per Windows e MacOS, con supporto Linux fornito dalla comunità. Bambu Lab specifica requisiti minimi di sistema: Windows 10 (64-bit) o superiore, MacOS 10.15 o superiore. Per Linux, è disponibile un AppImage con istruzioni per la compilazione su Ubuntu e Fedora. L'installazione di Bambu Studio è semplice, con profili preinstallati per diverse marche di stampanti. Una volta a proprio agio, gli utenti possono sfruttare funzionalità avanzate come supporti ad albero, disegno di supporti agevolato e ironing. Torna all'Indice Installazione e configurazione Per installare e configurare Bambu Studio, inizia visitando il sito ufficiale di Bambu Lab per scaricare il software, scegliendo la versione adatta al tuo sistema operativo. Per gli utenti Windows e MacOS, l'installazione segue la procedura standard di esecuzione del file scaricato e seguendo le istruzioni a schermo. Gli utenti Linux possono trovare istruzioni dettagliate per l'uso dell'AppImage o per la compilazione. Una volta installato, avvia Bambu Studio e configura i profili delle stampanti, scegliendo tra quelli preinstallati o personalizzandoli. Per configurare Bambu Studio, segui questi passaggi dettagliati: 1. Selezione della Stampante: Al primo avvio, seleziona il modello di stampante dalla lista di profili preinstallati. Se usi una stampante Bambu Lab, il profilo sarà preimpostato. 2. Personalizzazione dei Profili: Puoi modificare i profili esistenti o crearne di nuovi. Questo include l'aggiustamento delle impostazioni di temperatura, velocità di stampa e riempimento. 3. Importazione dei Modelli 3D: Carica i tuoi modelli 3D nel software tramite la funzione di importazione. 4. Impostazioni di Slicing: A seconda del modello e del materiale, regola le impostazioni di slicing come lo spessore del layer, la densità di riempimento e le strutture di supporto. 5. Anteprima e Slicing: Dopo aver configurato le impostazioni, visualizza l'anteprima del modello e procedi con il slicing. 6. Esportazione o Stampa Diretta: Esporta il file G-code o invialo direttamente alla stampante se collegata. Torna all'Indice Come si usa Bambu Studio Slicer Bambu Studio Slicer è un software semplice da imparare a usare e offre un'esperienza utente moderna, permettendo di passare rapidamente da principiante a esperto con un po' di pratica. 1. Barra dei menu e delle app L'interfaccia è divisa in cinque sezioni principali, tra cui l'importazione di progetti, la personalizzazione della stampa, l'anteprima del progetto con stime su tempo e utilizzo del filamento, una vista dal vivo della stampante e strumenti unici per descrivere dettagliatamente i progetti. Inoltre, permette di selezionare la stampante e il tipo di piatto di stampa desiderati. 2. Selezione stampante e piatto di stampa Qui puoi selezionare la stampante con cui desideri stampare e, se usi una stampante Bambu Lab, anche il piatto di stampa. Lo slicing sarà effettuato in base alle impostazioni predefinite della stampante scelta. 3. Selezione del filamento di stampa Esistono tre modi per visualizzare la selezione dei filamenti in Bambu Studio. Quando stai impostando un progetto, puoi elencare il filamento che utilizzerai e verrà visualizzato qui. Se usi il sistema di impostazione automatizzata dei filamenti di Bambu Lab, visualizzerà tutti i filamenti attualmente all'interno dell'AMS. Quando si utilizza AMS, sarà anche possibile calcolare i volumi di pulizia di ogni cambio di filamento. Ciò consente di modificare la quantità di filamento estruso tra i cambi di filamento per garantire che venga distribuito il colore correttamente. Bambu Studio fa un ottimo lavoro nel calcolo automatico, ma puoi anche configurarlo manualmente. Se stai solo usando un singola bobina di filamento, questa sezione sarà vuota. 4. Parametri di stampa e opzioni di processo Quest'area è suddivisa in due sezioni: Global e Objects. La sezione Global è dove troverai le impostazioni tipiche, come percentuale di riempimento, altezza dello strato, impostazioni di qualità, velocità e supporti. Sotto Strenght, puoi regolare le impostazioni che aumenteranno la resistenza del tuo oggetto in stampa, il che è utile se stai stampando un'oggetto funzionale. In Others, troverai ulteriori impostazioni di stampa, modalità di slicing, impostazioni di scarico del filamento e adesione del piatto. La sezione Objects è simile a Global, ma ti permette di cambiare singole specifiche di stampa per ogni oggetto. Ciò ti consente di personalizzare ogni oggetto sul piano di stampa: materiale, infill, ecc. 5. Slice & Print Come su tutti gli slicer, questi pulsanti eseguiranno lo slicing o la stampa dei modelli. Il pulsante del piatto di stampa resterà di colore grigio finché non avrai dato indicazione di effettuare lo slicing. 6. Barra degli strumenti Mentre alcune di queste icone possono sembrare familiari in quanto provengono da PrusaSlicer, ce ne sono un paio che troverai solamente in Bambu Studio. Ad esempio, l'icona della griglia con un segno più (+) aggiunge delle "targhe" all'area di lavoro. C'è anche il secchio di vernice, che non è per i "supporti a pittura" ma per la selezione multi-materiale. Ciò ti permetterà di selezionare quali filamenti utilizzare per parti specifiche di un oggetto, permettendoti di usare diversi filamenti nell'oggetto. Ciò può essere utile per stampe multicolori o per progetti che utilizzano filamenti diversi, come il filamento di supporto solubile. Infine, il tasto del puzzle viene utilizzato per vedere l'assemblaggio. Questo strumento consente di visualizzare un progetto completato e assemblato nel caso in cui tu stia preparando più stampe di un unico modello. La vista dell'assemblaggio è un ottimo modo per verificare che i progetti con più pezzi si uniscano senza prima stampare. Torna all'Indice Funzioni speciali Bambu Studio ha alcune caratteristiche e funzioni davvero uniche che esamineremo in questa sezione. Ecco uno sguardo a tre funzionalità straordinarie. Flusso di lavoro basato sul progetto Una delle caratteristiche più uniche di Bambu Studio è la flusso di lavoro basato su progetto. Questo flusso di lavoro consente di raggruppare immagini, una distinta materiali, guide di assemblaggio e note di testo da includere nel progetto. Inoltre, ti consente di passare da una vista all'altra in modo efficiente, permettendoti di vedere il lavoro finito e assemblato. Un sistema di elaborazione così strutturato lo trovi solo in Bambu Studio. Questa funzione aiuta i creatori a garantire che la loro visione del progetto sia replicata esattamente come dovrebbe essere, il che può essere fondamentale per la stampa 3D dei modelli più complessi che vengono progettati da qualcuno e in seguito inviati in produzione a qualcun'altro. Un altro aspetto utile di questa funzione è la gestione dei piatti di stampa. Quando stampi più pezzi che non si adattano a un piano singolo, puoi aggiungere fino a 36 piani di produzione all'area di costruzione e distribuire le tue parti su tutte i piani come meglio credi. Ciò consente di disporre di piastre di costruzione per filamenti specifici o profili di stampa. Per accedere al flusso di lavoro basato su progetto in Bambu Studio, vai alla scheda Progetto nella barra dei menu dell'app. Personalizzazione dei filamenti Bambu Studio ha oltre 30 diversi profili di filamenti, che vanno dal PLA run-of-the-mill fino ai tipi più esotici di PC, PAHT-CF, PET-CF e Support. Poiché questo è un prodotto di Bambu Lab, la maggior parte dei filamenti è fornito da Bambul Lab stessa. Tuttavia, ci sono anche un'ampia varietà di profili generici e filamenti Polimaker preimpostati. Inoltre non sei limitato ai profili preimpostati e puoi anche creare e modificare i tuoi. Bambu Studio ti offre la possibilità di creare i tuoi profili personalizzati per un'ampia varietà di filamenti, tra cui PLA, ABS, ASA, PETG, TPU, PC, e altro ancora. Attivare questi profili è semplice come fare clic sull'icona a forma di ingranaggio nella sezione Filamento nella scheda Preparazione. Vai in diretta Un'altra caratteristica unica è la capacità dello slicer di attivare la modalità “Vai in diretta”, che crea una fonte Open Broadcaster Software (comunemente denominata OBS) in modo da poter trasmettere in streaming ciò che stai stampando sulla tua stampante Bambu Lab. Questa caratteristica unica è nata dalla popolarità (e dalla soddisfazione) di guardare una stampante 3D in azione. Per attivare questa funzione, vai alla scheda Dispositivo, fai clic sull'icona Fotocamera e attiva Vai in diretta. Torna all'Indice Esperienza utente Bambu Studio offre un'ampia gamma di funzionalità avanzate, pur essendo accessibile ai principianti. L'attenzione ai dettagli è evidente nelle notifiche che rimandano agli articoli di aiuto, visualizzate in base all'attività in corso o agli errori rilevati. Queste notifiche si aprono nell'angolo in basso a destra dello schermo in base all'attività specifica o quando lo slicer rileva un errore durante la generazione del Gcode. Lo slicer include aggiornamenti automatici per garantire l'accesso alle ultime funzioni. Sebbene sia ottimizzato per le stampanti Bambu, supporta anche stampanti di altre marche come Anycubic 4Max Pro e Creality Ender 3 V2, per cui sono disponibili configurazioni specifiche. Nell'uso di Bambu Studio con stampanti 3D che non sono di marchio Bambu Lab noterai sicuramente che alcune funzionalità verranno disabilitate, come la fotocamera live, il tracciamento delle temperature e dei progressi della stampa. Tali funzionalità si attivano solo se usi una stampante 3D Bambu Lab. Utenti hanno individuato anche alcuni problemi di visualizzazione, ma nulla che vada a influire sulla qualità dello slicing. Torna all'Indice Supporto e community Bambu Lab ha una pagina FAQ e un wiki ufficiale dove gli utenti possono cercare e trovare risoluzioni su problemi comuni. Tuttavia, se hai bisogno di aiuto oltre a ciò che è disponibile in queste pagine, puoi contattare supporto tecnico online tramite un sistema di ticket Se sei un'azienda che utilizza prodotti basati su Bambu Lab, puoi anche accedere a un portale clienti specifico per l'assistenza. Inoltre, c'è una community attiva in Bambu Studio che vanta oltre 10.500 utenti. Questo ti da maggiori certezze nel trovare riscontro a eventuali problemi. Torna all'Indice Altri slicer Bambu Studio è sicuramente un valido compagno nel tuo viaggio nel mondo della stampa 3D. Oltre a questo però, esistono anche altri slicer open source e gratuiti che potrei consigliarti. Di seguito ti lascio una selezione dei migliori che ho provato e dei più utilizzati. OrcaSlicer OrcaSlicer nasce come fork di Bambu Studio. Si è differenziato con utility come strumenti di calibrazione per flusso, test di retrazione, torri di temperatura e test di tolleranza. Inoltre, semplifica l'aggiunta di stampanti di terze parti e offre un set più ampio di profili di stampanti predefiniti. Cura Cura è un software open source e gratuito di UltiMaker compatibile con molti marchi di stampanti 3D di terze parti. Facile da usare e da imparare, questo slicer fornisce una solida base per tutte le esigenze. Rispetto a Bambu Studio, l'interfaccia utente di Cura è un po 'più semplice. Quando si tratta di compatibilità, Cura è in assoluto la soluzione migliore. PrusaSlicer Basato su Slic3r, PrusaSlicer è gratuito e open source. Mentre PrusaSlicer offre un facile accesso alle funzionalità avanzate ma risulta più complesso da utilizzare. Sicuramente molto completo. Torna all'Indice1 punto
Bambu Studio Slicer è considerato da molti il miglior slicer disponibile per gli appassionati e professionisti della stampa 3D. Questo software, sviluppato specificamente per gli utenti di Bambu Lab, combina un'interfaccia intuitiva con potenti funzionalità che rendono la stampa 3D più efficiente e accessibile. In questa guida scoprirai perché Bambu Studio Slicer è per molti la scelta preferita per stampare in 3D concrete realtà. Iniziamo! In questa guida: > Caratteristiche principali > Installazione e configurazione > Come si usa Bambu Studio > Funzioni speciali > Esperienza utente > Supporto e community > Altri slicer Caratteristiche principali Bambu Studio, creato da Bambu Lab, si inserisce nel mercato in espansione dei slicer personalizzati dalle aziende di stampa 3D. Pur essendo ispirato a PrusaSlicer e ad alcune idee di Cura di UltiMaker, Bambu Studio si distingue come un software di slicing autonomo e innovativo. Caratterizzato da una natura open-source con un plugin di rete opzionale per le stampanti Bambu Lab, la sua peculiarità risiede nel flusso di lavoro basato su progetti, permettendo la gestione avanzata delle stampe. Bambu Studio è disponibile ufficialmente per Windows e MacOS, con supporto Linux fornito dalla comunità. Bambu Lab specifica requisiti minimi di sistema: Windows 10 (64-bit) o superiore, MacOS 10.15 o superiore. Per Linux, è disponibile un AppImage con istruzioni per la compilazione su Ubuntu e Fedora. L'installazione di Bambu Studio è semplice, con profili preinstallati per diverse marche di stampanti. Una volta a proprio agio, gli utenti possono sfruttare funzionalità avanzate come supporti ad albero, disegno di supporti agevolato e ironing. Torna all'Indice Installazione e configurazione Per installare e configurare Bambu Studio, inizia visitando il sito ufficiale di Bambu Lab per scaricare il software, scegliendo la versione adatta al tuo sistema operativo. Per gli utenti Windows e MacOS, l'installazione segue la procedura standard di esecuzione del file scaricato e seguendo le istruzioni a schermo. Gli utenti Linux possono trovare istruzioni dettagliate per l'uso dell'AppImage o per la compilazione. Una volta installato, avvia Bambu Studio e configura i profili delle stampanti, scegliendo tra quelli preinstallati o personalizzandoli. Per configurare Bambu Studio, segui questi passaggi dettagliati: 1. Selezione della Stampante: Al primo avvio, seleziona il modello di stampante dalla lista di profili preinstallati. Se usi una stampante Bambu Lab, il profilo sarà preimpostato. 2. Personalizzazione dei Profili: Puoi modificare i profili esistenti o crearne di nuovi. Questo include l'aggiustamento delle impostazioni di temperatura, velocità di stampa e riempimento. 3. Importazione dei Modelli 3D: Carica i tuoi modelli 3D nel software tramite la funzione di importazione. 4. Impostazioni di Slicing: A seconda del modello e del materiale, regola le impostazioni di slicing come lo spessore del layer, la densità di riempimento e le strutture di supporto. 5. Anteprima e Slicing: Dopo aver configurato le impostazioni, visualizza l'anteprima del modello e procedi con il slicing. 6. Esportazione o Stampa Diretta: Esporta il file G-code o invialo direttamente alla stampante se collegata. Torna all'Indice Come si usa Bambu Studio Slicer Bambu Studio Slicer è un software semplice da imparare a usare e offre un'esperienza utente moderna, permettendo di passare rapidamente da principiante a esperto con un po' di pratica. 1. Barra dei menu e delle app L'interfaccia è divisa in cinque sezioni principali, tra cui l'importazione di progetti, la personalizzazione della stampa, l'anteprima del progetto con stime su tempo e utilizzo del filamento, una vista dal vivo della stampante e strumenti unici per descrivere dettagliatamente i progetti. Inoltre, permette di selezionare la stampante e il tipo di piatto di stampa desiderati. 2. Selezione stampante e piatto di stampa Qui puoi selezionare la stampante con cui desideri stampare e, se usi una stampante Bambu Lab, anche il piatto di stampa. Lo slicing sarà effettuato in base alle impostazioni predefinite della stampante scelta. 3. Selezione del filamento di stampa Esistono tre modi per visualizzare la selezione dei filamenti in Bambu Studio. Quando stai impostando un progetto, puoi elencare il filamento che utilizzerai e verrà visualizzato qui. Se usi il sistema di impostazione automatizzata dei filamenti di Bambu Lab, visualizzerà tutti i filamenti attualmente all'interno dell'AMS. Quando si utilizza AMS, sarà anche possibile calcolare i volumi di pulizia di ogni cambio di filamento. Ciò consente di modificare la quantità di filamento estruso tra i cambi di filamento per garantire che venga distribuito il colore correttamente. Bambu Studio fa un ottimo lavoro nel calcolo automatico, ma puoi anche configurarlo manualmente. Se stai solo usando un singola bobina di filamento, questa sezione sarà vuota. 4. Parametri di stampa e opzioni di processo Quest'area è suddivisa in due sezioni: Global e Objects. La sezione Global è dove troverai le impostazioni tipiche, come percentuale di riempimento, altezza dello strato, impostazioni di qualità, velocità e supporti. Sotto Strenght, puoi regolare le impostazioni che aumenteranno la resistenza del tuo oggetto in stampa, il che è utile se stai stampando un'oggetto funzionale. In Others, troverai ulteriori impostazioni di stampa, modalità di slicing, impostazioni di scarico del filamento e adesione del piatto. La sezione Objects è simile a Global, ma ti permette di cambiare singole specifiche di stampa per ogni oggetto. Ciò ti consente di personalizzare ogni oggetto sul piano di stampa: materiale, infill, ecc. 5. Slice & Print Come su tutti gli slicer, questi pulsanti eseguiranno lo slicing o la stampa dei modelli. Il pulsante del piatto di stampa resterà di colore grigio finché non avrai dato indicazione di effettuare lo slicing. 6. Barra degli strumenti Mentre alcune di queste icone possono sembrare familiari in quanto provengono da PrusaSlicer, ce ne sono un paio che troverai solamente in Bambu Studio. Ad esempio, l'icona della griglia con un segno più (+) aggiunge delle "targhe" all'area di lavoro. C'è anche il secchio di vernice, che non è per i "supporti a pittura" ma per la selezione multi-materiale. Ciò ti permetterà di selezionare quali filamenti utilizzare per parti specifiche di un oggetto, permettendoti di usare diversi filamenti nell'oggetto. Ciò può essere utile per stampe multicolori o per progetti che utilizzano filamenti diversi, come il filamento di supporto solubile. Infine, il tasto del puzzle viene utilizzato per vedere l'assemblaggio. Questo strumento consente di visualizzare un progetto completato e assemblato nel caso in cui tu stia preparando più stampe di un unico modello. La vista dell'assemblaggio è un ottimo modo per verificare che i progetti con più pezzi si uniscano senza prima stampare. Torna all'Indice Funzioni speciali Bambu Studio ha alcune caratteristiche e funzioni davvero uniche che esamineremo in questa sezione. Ecco uno sguardo a tre funzionalità straordinarie. Flusso di lavoro basato sul progetto Una delle caratteristiche più uniche di Bambu Studio è la flusso di lavoro basato su progetto. Questo flusso di lavoro consente di raggruppare immagini, una distinta materiali, guide di assemblaggio e note di testo da includere nel progetto. Inoltre, ti consente di passare da una vista all'altra in modo efficiente, permettendoti di vedere il lavoro finito e assemblato. Un sistema di elaborazione così strutturato lo trovi solo in Bambu Studio. Questa funzione aiuta i creatori a garantire che la loro visione del progetto sia replicata esattamente come dovrebbe essere, il che può essere fondamentale per la stampa 3D dei modelli più complessi che vengono progettati da qualcuno e in seguito inviati in produzione a qualcun'altro. Un altro aspetto utile di questa funzione è la gestione dei piatti di stampa. Quando stampi più pezzi che non si adattano a un piano singolo, puoi aggiungere fino a 36 piani di produzione all'area di costruzione e distribuire le tue parti su tutte i piani come meglio credi. Ciò consente di disporre di piastre di costruzione per filamenti specifici o profili di stampa. Per accedere al flusso di lavoro basato su progetto in Bambu Studio, vai alla scheda Progetto nella barra dei menu dell'app. Personalizzazione dei filamenti Bambu Studio ha oltre 30 diversi profili di filamenti, che vanno dal PLA run-of-the-mill fino ai tipi più esotici di PC, PAHT-CF, PET-CF e Support. Poiché questo è un prodotto di Bambu Lab, la maggior parte dei filamenti è fornito da Bambul Lab stessa. Tuttavia, ci sono anche un'ampia varietà di profili generici e filamenti Polimaker preimpostati. Inoltre non sei limitato ai profili preimpostati e puoi anche creare e modificare i tuoi. Bambu Studio ti offre la possibilità di creare i tuoi profili personalizzati per un'ampia varietà di filamenti, tra cui PLA, ABS, ASA, PETG, TPU, PC, e altro ancora. Attivare questi profili è semplice come fare clic sull'icona a forma di ingranaggio nella sezione Filamento nella scheda Preparazione. Vai in diretta Un'altra caratteristica unica è la capacità dello slicer di attivare la modalità “Vai in diretta”, che crea una fonte Open Broadcaster Software (comunemente denominata OBS) in modo da poter trasmettere in streaming ciò che stai stampando sulla tua stampante Bambu Lab. Questa caratteristica unica è nata dalla popolarità (e dalla soddisfazione) di guardare una stampante 3D in azione. Per attivare questa funzione, vai alla scheda Dispositivo, fai clic sull'icona Fotocamera e attiva Vai in diretta. Torna all'Indice Esperienza utente Bambu Studio offre un'ampia gamma di funzionalità avanzate, pur essendo accessibile ai principianti. L'attenzione ai dettagli è evidente nelle notifiche che rimandano agli articoli di aiuto, visualizzate in base all'attività in corso o agli errori rilevati. Queste notifiche si aprono nell'angolo in basso a destra dello schermo in base all'attività specifica o quando lo slicer rileva un errore durante la generazione del Gcode. Lo slicer include aggiornamenti automatici per garantire l'accesso alle ultime funzioni. Sebbene sia ottimizzato per le stampanti Bambu, supporta anche stampanti di altre marche come Anycubic 4Max Pro e Creality Ender 3 V2, per cui sono disponibili configurazioni specifiche. Nell'uso di Bambu Studio con stampanti 3D che non sono di marchio Bambu Lab noterai sicuramente che alcune funzionalità verranno disabilitate, come la fotocamera live, il tracciamento delle temperature e dei progressi della stampa. Tali funzionalità si attivano solo se usi una stampante 3D Bambu Lab. Utenti hanno individuato anche alcuni problemi di visualizzazione, ma nulla che vada a influire sulla qualità dello slicing. Torna all'Indice Supporto e community Bambu Lab ha una pagina FAQ e un wiki ufficiale dove gli utenti possono cercare e trovare risoluzioni su problemi comuni. Tuttavia, se hai bisogno di aiuto oltre a ciò che è disponibile in queste pagine, puoi contattare supporto tecnico online tramite un sistema di ticket Se sei un'azienda che utilizza prodotti basati su Bambu Lab, puoi anche accedere a un portale clienti specifico per l'assistenza. Inoltre, c'è una community attiva in Bambu Studio che vanta oltre 10.500 utenti. Questo ti da maggiori certezze nel trovare riscontro a eventuali problemi. Torna all'Indice Altri slicer Bambu Studio è sicuramente un valido compagno nel tuo viaggio nel mondo della stampa 3D. Oltre a questo però, esistono anche altri slicer open source e gratuiti che potrei consigliarti. Di seguito ti lascio una selezione dei migliori che ho provato e dei più utilizzati. OrcaSlicer OrcaSlicer nasce come fork di Bambu Studio. Si è differenziato con utility come strumenti di calibrazione per flusso, test di retrazione, torri di temperatura e test di tolleranza. Inoltre, semplifica l'aggiunta di stampanti di terze parti e offre un set più ampio di profili di stampanti predefiniti. Cura Cura è un software open source e gratuito di UltiMaker compatibile con molti marchi di stampanti 3D di terze parti. Facile da usare e da imparare, questo slicer fornisce una solida base per tutte le esigenze. Rispetto a Bambu Studio, l'interfaccia utente di Cura è un po 'più semplice. Quando si tratta di compatibilità, Cura è in assoluto la soluzione migliore. PrusaSlicer Basato su Slic3r, PrusaSlicer è gratuito e open source. Mentre PrusaSlicer offre un facile accesso alle funzionalità avanzate ma risulta più complesso da utilizzare. Sicuramente molto completo. Torna all'Indice1 punto -
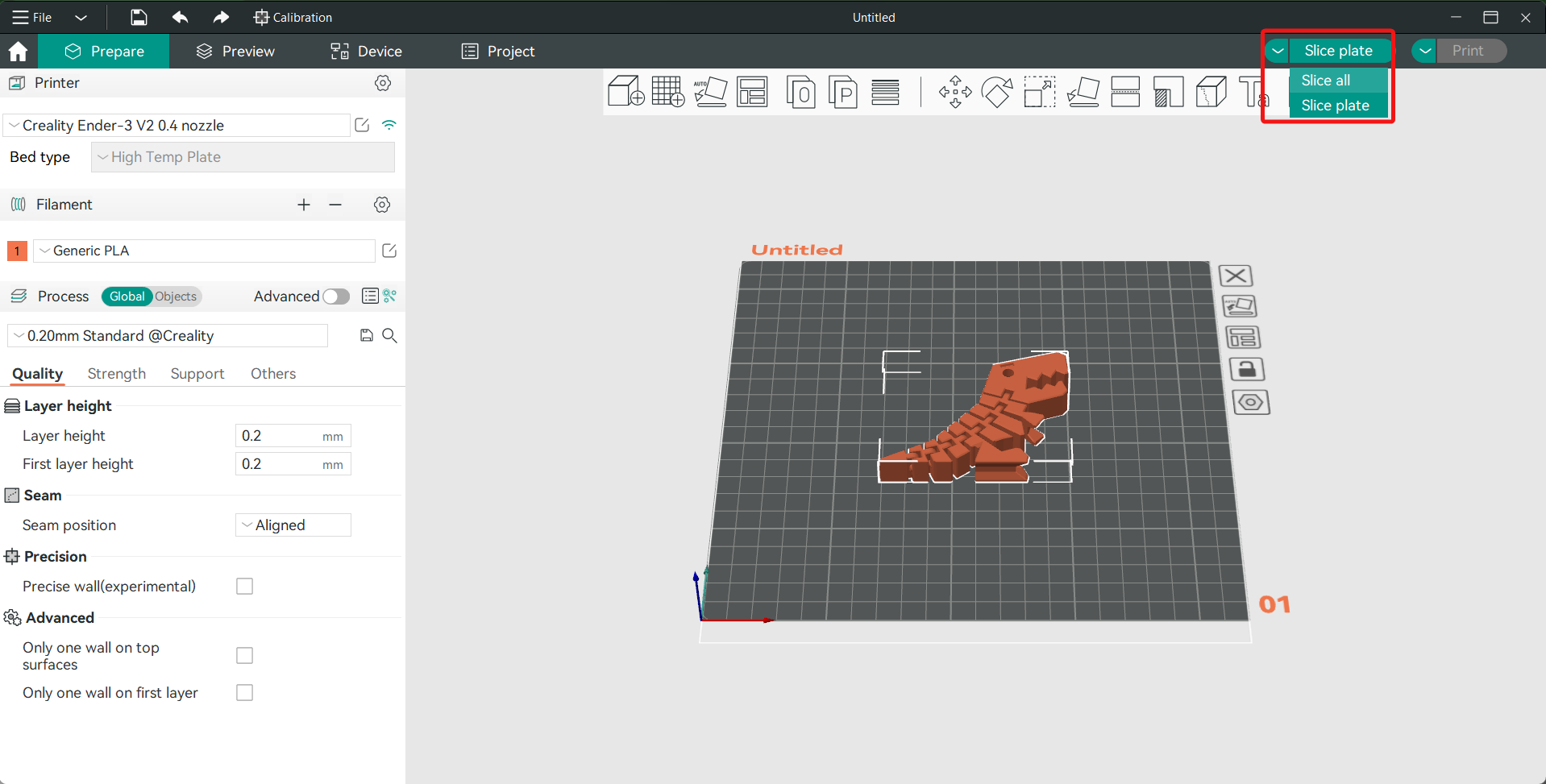 Orca Slicer sta emergendo come uno strumento essenziale nel mondo della stampa 3D. Nato come fork di Bambu Studio e sviluppato da SoftEver, questo software offre una gamma di funzionalità innovative e intuitive che facilitano il processo di slicing. Orca Slicer è diventato popolare grazie a tutte le funzionalità che condivide con PrusaSlicer e Bambu Studio, insieme a numerosi miglioramenti e aggiunte. In questo articolo, esploreremo tutto ciò che devi sapere per iniziare con Orca Slicer, dalla sua installazione alle sue capacità uniche, guidandoti attraverso ogni passo per sfruttare al meglio questo potente strumento. In questa guida: > Caratteristiche principali > Installazione e configurazione > Come si usa Orca Slicer > Funzioni speciali > La community di Orca Slicer > Alternative Caratteristiche principali di Orca Slicer Nel mondo sempre più tecnologico della stampa 3D, Orca Slicer si distingue come uno strumento versatile e potente. Questo software non solo semplifica il processo di slicing per i principianti, ma offre anche funzionalità avanzate per gli utenti esperti. La sua interfaccia intuitiva, vasta compatibilità con diverse stampanti e materiali, e le funzionalità avanzate lo rendono un alleato indispensabile. Gli aggiornamenti continui dalla sua community attiva e gli strumenti di visualizzazione e analisi elevano ulteriormente il suo valore. Caratteristiche principali di Orca Slicer: 1. Interfaccia Utente Intuitiva: Orca Slicer offre un'interfaccia user-friendly, rendendolo accessibile anche ai principianti nel mondo della stampa 3D. 2. Ampia Compatibilità: Supporta vari modelli di stampanti 3D e materiali, facilitando la personalizzazione delle impostazioni di stampa. 3. Funzionalità Avanzate: Include opzioni avanzate per gli utenti esperti, come la regolazione dettagliata delle impostazioni di slicing e supporti personalizzabili. 4. Aggiornamenti dalla Community: Beneficia degli aggiornamenti regolari forniti dalla sua attiva comunità online, che aggiunge costantemente nuovi profili e migliorie. 5. Visualizzazione e Analisi del Modello: Presenta strumenti avanzati per la visualizzazione e l'analisi del modello 3D prima della stampa. 6. Modalità di Slicing Flessibili: Permette agli utenti di scegliere tra diverse modalità di slicing, adattandosi sia a lavori rapidi che a stampe di alta qualità. Queste caratteristiche rendono Orca Slicer unico rispetto ad altri software di slicing, offrendo una combinazione di facilità d'uso per i principianti e opzioni avanzate per gli esperti, insieme a un forte supporto dalla sua comunità. Torna all'Indice Installazione e configurazione di Orca Slicer Orca Slicer è compatibile con i principali sistemi operativi, inclusi Windows, MacOS e Linux. Nonostante i requisiti tecnici non siano specificati, le istruzioni di installazione variano a seconda del sistema operativo e sono disponibili in dettaglio su GitHub. Seguendo le indicazioni di SoftFever, è possibile scaricare e installare facilmente il software. Una volta installato, Orca Slicer offre numerosi profili preimpostati per varie stampanti, costantemente aggiornati dalla sua community. Per utilizzare il software, dovrai selezionare il profilo della tua stampante e i filamenti preferiti. La modalità base è impostata di default, ma gli utenti esperti possono attivare la modalità avanzata per accedere a funzionalità più sofisticate. Per configurare Orca Slicer la prima volta, segui questi consigli: 1. Scegli il Profilo della Tua Stampante: Seleziona il modello della tua stampante dall'elenco dei profili preinstallati per garantire impostazioni ottimali. 2. Configura i Materiali: Imposta i tipi di filamenti che utilizzerai, considerando temperatura di estrusione e velocità di stampa. 3. Verifica le Impostazioni di Base: Controlla le impostazioni predefinite come spessore dello strato, riempimento e velocità di stampa, e modificali secondo le tue esigenze. 4. Esegui una Stampa di Prova: Dopo aver configurato, esegui una stampa di prova per valutare e regolare ulteriormente le impostazioni. 5. Esplora la Modalità Avanzata: Una volta a tuo agio con le basi, sperimenta con la modalità avanzata per personalizzare ulteriormente le impostazioni di slicing. Questi passaggi ti aiuteranno a iniziare a usare Orca Slicer in modo efficace, sfruttando al meglio le sue capacità. Torna all'Indice Come si usa Orca Slicer Ora che Orca Slicer è installato e configurato, è pronto per l'uso. Diamo un'occhiata all'interfaccia per comprendere il suo funzionamento. 1. Barra del Menu Nell'interfaccia di Orca Slicer, l'icona della casa è utilizzata per iniziare nuovi progetti o aprire quelli esistenti. La sezione "Prepara Vista" permette di regolare e personalizzare le impostazioni di stampa. Dopo lo slicing, si accede alla "Anteprima" per visualizzare stime sul filamento e il tempo di stampa, oltre a eventuali errori o avvertenze. La sezione "Dispositivo" offre una vista dell'interfaccia della stampante, accessibile via Wi-Fi. Infine, "Progetto" è una funzione speciale di Bambu Studio e Orca Slicer per progetti di grandi dimensioni, dove è possibile allegare immagini, documenti e un elenco di materiali. 2. Stampante Seleziona la stampante per il slicing e, tramite l'icona Wi-Fi, connetti la macchina (visibile nella scheda "Dispositivo"). Con le stampanti Bambu Lab, puoi scegliere il tipo di piattaforma di costruzione. 3. Filamento Nella sezione "Filamento" di Orca Slicer, è possibile selezionare il filamento da usare e regolarne le impostazioni. Il software offre preset generici utili come punto di partenza, modificabili in seguito per risultati migliori. Di default, è abilitato un solo filamento, ma per unità multicolore come il Bambu Lab AMS o stampanti con più estrusori, si possono aggiungere filamenti cliccando sul simbolo più. Con il Bambu Lab AMS, il software visualizza automaticamente tutti i filamenti rilevati, permettendo di visualizzare e regolare il filamento di purga per ogni cambio di colore. 4. Processo di stampa Nella sezione "Processo" di Orca Slicer, ci sono due schede e cinque sezioni per organizzare le impostazioni: 1. **Qualità:** Permette di regolare l'altezza e la larghezza della linea e la posizione della cucitura. 2. **Resistenza:** Dedicata a pareti, gusci e riempimento. 3. **Velocità:** Controlla la velocità di stampa, accelerazione e valori di jerk. 4. **Supporto:** Utilizzata per stampe con sporgenze pronunciate, con opzioni per regolare i supporti, inclusa la base flottante. 5. **Altre Impostazioni:** Include "Adesione al piano" e opzioni per stampe multicolore. Le impostazioni possono essere definite globalmente o per singoli oggetti. 5. Slice and print Nella sezione "Slice & Print" di Orca Slicer, il pulsante "Slice" avvia il processo di slicing. Una volta completato, il software aprirà automaticamente la scheda "Anteprima". Il pulsante "Stampa" diventa verde, permettendoti di inviare il file direttamente alla stampante connessa per iniziare la stampa. È anche possibile scegliere di esportare il file G-code per salvarlo sul proprio dispositivo. 6. Uso della toolbar Nella barra degli strumenti di Orca Slicer, trovi icone comuni come "Aggiungi" per inserire parti nel piatto, e comandi standard come "Muovi" e "Ruota". Orca Slicer offre anche nuovi strumenti, come "Aggiungi Piatto" per organizzare parti di grandi progetti, il secchiello di vernice per la stampa multicolore, e l'icona puzzle "Visualizzazione Assemblaggio", utile per controllare l'assemblaggio dei progetti. Queste funzioni sono particolarmente preziose per disegni complessi. Torna all'Indice Funzioni speciali di Orca Slicer Orca Slicer, derivato da Bambu Studio, offre funzionalità uniche nel panorama dei software di slicing. Tra queste, spicca la capacità di rendere stampabili gli sbalzi senza supporti, modificando leggermente la geometria dell'oggetto. Questa funzione è particolarmente utile per modelli estetici come miniature, ma richiede attenzione per le parti funzionali. Un'altra caratteristica interessante sono le "Orecchie di Topo", un tipo di bordo che previene il warping. Orca Slicer le genera automaticamente, con opzioni personalizzabili. Infine, la sezione di calibrazione di Orca Slicer è estremamente avanzata, fornendo una serie di test integrati e tutorial per ottimizzare i profili di stampa. Torna all'Indice La community di Orca Slicer Orca Slicer sta guadagnando popolarità come uno dei slicer più apprezzati attualmente. La sua community è in crescita, con molte risorse didattiche disponibili. Inoltre, esiste un gruppo Discord con quasi 6.000 membri per supporto aggiuntivo. La pagina GitHub di Orca Slicer ospita anche una sezione "Discussioni", simile a un forum per interagire con altri utenti, e per chi preferisce Reddit, è disponibile il subreddit di Orca Slicer. Anche noi però non ci facciamo mancare nulla: sul nostro forum italiano stanno nascendo numerose conversazioni su Orca Slicer, ricche di contenuti utili e risoluzioni di problemi comuni. Torna all'Indice Alternative Anche se Orca Slicer ha delle caratteristiche interessanti, potresti cercare un approccio diverso al slicing. Puoi sicuramente trovare alcune alternative valide, gratuite e open source. Te ne segnalo alcune: 1. UltiMaker Cura: Sviluppato da UltiMaker, offre profili preimpostati per molte stampanti. Con una interfaccia semplice, è adatto ai principianti e permette l'aggiunta di plug-in per maggiore versatilità. 2. PrusaSlicer: Dal produttore Prusa, è apprezzato per le sue funzionalità uniche. Ha un aggiornamento costante, ma può sembrare complesso per i principianti. 3. ideaMaker: Di Raise3D, offre un'interfaccia intuitiva e profili per diverse stampanti. È utile per progetti complessi e stampa su nastro. Invece, se cerchi uno slicer per stampanti 3D a resina, ti segnalo questa mia guida dedicata: Torna all'Indice1 punto
Orca Slicer sta emergendo come uno strumento essenziale nel mondo della stampa 3D. Nato come fork di Bambu Studio e sviluppato da SoftEver, questo software offre una gamma di funzionalità innovative e intuitive che facilitano il processo di slicing. Orca Slicer è diventato popolare grazie a tutte le funzionalità che condivide con PrusaSlicer e Bambu Studio, insieme a numerosi miglioramenti e aggiunte. In questo articolo, esploreremo tutto ciò che devi sapere per iniziare con Orca Slicer, dalla sua installazione alle sue capacità uniche, guidandoti attraverso ogni passo per sfruttare al meglio questo potente strumento. In questa guida: > Caratteristiche principali > Installazione e configurazione > Come si usa Orca Slicer > Funzioni speciali > La community di Orca Slicer > Alternative Caratteristiche principali di Orca Slicer Nel mondo sempre più tecnologico della stampa 3D, Orca Slicer si distingue come uno strumento versatile e potente. Questo software non solo semplifica il processo di slicing per i principianti, ma offre anche funzionalità avanzate per gli utenti esperti. La sua interfaccia intuitiva, vasta compatibilità con diverse stampanti e materiali, e le funzionalità avanzate lo rendono un alleato indispensabile. Gli aggiornamenti continui dalla sua community attiva e gli strumenti di visualizzazione e analisi elevano ulteriormente il suo valore. Caratteristiche principali di Orca Slicer: 1. Interfaccia Utente Intuitiva: Orca Slicer offre un'interfaccia user-friendly, rendendolo accessibile anche ai principianti nel mondo della stampa 3D. 2. Ampia Compatibilità: Supporta vari modelli di stampanti 3D e materiali, facilitando la personalizzazione delle impostazioni di stampa. 3. Funzionalità Avanzate: Include opzioni avanzate per gli utenti esperti, come la regolazione dettagliata delle impostazioni di slicing e supporti personalizzabili. 4. Aggiornamenti dalla Community: Beneficia degli aggiornamenti regolari forniti dalla sua attiva comunità online, che aggiunge costantemente nuovi profili e migliorie. 5. Visualizzazione e Analisi del Modello: Presenta strumenti avanzati per la visualizzazione e l'analisi del modello 3D prima della stampa. 6. Modalità di Slicing Flessibili: Permette agli utenti di scegliere tra diverse modalità di slicing, adattandosi sia a lavori rapidi che a stampe di alta qualità. Queste caratteristiche rendono Orca Slicer unico rispetto ad altri software di slicing, offrendo una combinazione di facilità d'uso per i principianti e opzioni avanzate per gli esperti, insieme a un forte supporto dalla sua comunità. Torna all'Indice Installazione e configurazione di Orca Slicer Orca Slicer è compatibile con i principali sistemi operativi, inclusi Windows, MacOS e Linux. Nonostante i requisiti tecnici non siano specificati, le istruzioni di installazione variano a seconda del sistema operativo e sono disponibili in dettaglio su GitHub. Seguendo le indicazioni di SoftFever, è possibile scaricare e installare facilmente il software. Una volta installato, Orca Slicer offre numerosi profili preimpostati per varie stampanti, costantemente aggiornati dalla sua community. Per utilizzare il software, dovrai selezionare il profilo della tua stampante e i filamenti preferiti. La modalità base è impostata di default, ma gli utenti esperti possono attivare la modalità avanzata per accedere a funzionalità più sofisticate. Per configurare Orca Slicer la prima volta, segui questi consigli: 1. Scegli il Profilo della Tua Stampante: Seleziona il modello della tua stampante dall'elenco dei profili preinstallati per garantire impostazioni ottimali. 2. Configura i Materiali: Imposta i tipi di filamenti che utilizzerai, considerando temperatura di estrusione e velocità di stampa. 3. Verifica le Impostazioni di Base: Controlla le impostazioni predefinite come spessore dello strato, riempimento e velocità di stampa, e modificali secondo le tue esigenze. 4. Esegui una Stampa di Prova: Dopo aver configurato, esegui una stampa di prova per valutare e regolare ulteriormente le impostazioni. 5. Esplora la Modalità Avanzata: Una volta a tuo agio con le basi, sperimenta con la modalità avanzata per personalizzare ulteriormente le impostazioni di slicing. Questi passaggi ti aiuteranno a iniziare a usare Orca Slicer in modo efficace, sfruttando al meglio le sue capacità. Torna all'Indice Come si usa Orca Slicer Ora che Orca Slicer è installato e configurato, è pronto per l'uso. Diamo un'occhiata all'interfaccia per comprendere il suo funzionamento. 1. Barra del Menu Nell'interfaccia di Orca Slicer, l'icona della casa è utilizzata per iniziare nuovi progetti o aprire quelli esistenti. La sezione "Prepara Vista" permette di regolare e personalizzare le impostazioni di stampa. Dopo lo slicing, si accede alla "Anteprima" per visualizzare stime sul filamento e il tempo di stampa, oltre a eventuali errori o avvertenze. La sezione "Dispositivo" offre una vista dell'interfaccia della stampante, accessibile via Wi-Fi. Infine, "Progetto" è una funzione speciale di Bambu Studio e Orca Slicer per progetti di grandi dimensioni, dove è possibile allegare immagini, documenti e un elenco di materiali. 2. Stampante Seleziona la stampante per il slicing e, tramite l'icona Wi-Fi, connetti la macchina (visibile nella scheda "Dispositivo"). Con le stampanti Bambu Lab, puoi scegliere il tipo di piattaforma di costruzione. 3. Filamento Nella sezione "Filamento" di Orca Slicer, è possibile selezionare il filamento da usare e regolarne le impostazioni. Il software offre preset generici utili come punto di partenza, modificabili in seguito per risultati migliori. Di default, è abilitato un solo filamento, ma per unità multicolore come il Bambu Lab AMS o stampanti con più estrusori, si possono aggiungere filamenti cliccando sul simbolo più. Con il Bambu Lab AMS, il software visualizza automaticamente tutti i filamenti rilevati, permettendo di visualizzare e regolare il filamento di purga per ogni cambio di colore. 4. Processo di stampa Nella sezione "Processo" di Orca Slicer, ci sono due schede e cinque sezioni per organizzare le impostazioni: 1. **Qualità:** Permette di regolare l'altezza e la larghezza della linea e la posizione della cucitura. 2. **Resistenza:** Dedicata a pareti, gusci e riempimento. 3. **Velocità:** Controlla la velocità di stampa, accelerazione e valori di jerk. 4. **Supporto:** Utilizzata per stampe con sporgenze pronunciate, con opzioni per regolare i supporti, inclusa la base flottante. 5. **Altre Impostazioni:** Include "Adesione al piano" e opzioni per stampe multicolore. Le impostazioni possono essere definite globalmente o per singoli oggetti. 5. Slice and print Nella sezione "Slice & Print" di Orca Slicer, il pulsante "Slice" avvia il processo di slicing. Una volta completato, il software aprirà automaticamente la scheda "Anteprima". Il pulsante "Stampa" diventa verde, permettendoti di inviare il file direttamente alla stampante connessa per iniziare la stampa. È anche possibile scegliere di esportare il file G-code per salvarlo sul proprio dispositivo. 6. Uso della toolbar Nella barra degli strumenti di Orca Slicer, trovi icone comuni come "Aggiungi" per inserire parti nel piatto, e comandi standard come "Muovi" e "Ruota". Orca Slicer offre anche nuovi strumenti, come "Aggiungi Piatto" per organizzare parti di grandi progetti, il secchiello di vernice per la stampa multicolore, e l'icona puzzle "Visualizzazione Assemblaggio", utile per controllare l'assemblaggio dei progetti. Queste funzioni sono particolarmente preziose per disegni complessi. Torna all'Indice Funzioni speciali di Orca Slicer Orca Slicer, derivato da Bambu Studio, offre funzionalità uniche nel panorama dei software di slicing. Tra queste, spicca la capacità di rendere stampabili gli sbalzi senza supporti, modificando leggermente la geometria dell'oggetto. Questa funzione è particolarmente utile per modelli estetici come miniature, ma richiede attenzione per le parti funzionali. Un'altra caratteristica interessante sono le "Orecchie di Topo", un tipo di bordo che previene il warping. Orca Slicer le genera automaticamente, con opzioni personalizzabili. Infine, la sezione di calibrazione di Orca Slicer è estremamente avanzata, fornendo una serie di test integrati e tutorial per ottimizzare i profili di stampa. Torna all'Indice La community di Orca Slicer Orca Slicer sta guadagnando popolarità come uno dei slicer più apprezzati attualmente. La sua community è in crescita, con molte risorse didattiche disponibili. Inoltre, esiste un gruppo Discord con quasi 6.000 membri per supporto aggiuntivo. La pagina GitHub di Orca Slicer ospita anche una sezione "Discussioni", simile a un forum per interagire con altri utenti, e per chi preferisce Reddit, è disponibile il subreddit di Orca Slicer. Anche noi però non ci facciamo mancare nulla: sul nostro forum italiano stanno nascendo numerose conversazioni su Orca Slicer, ricche di contenuti utili e risoluzioni di problemi comuni. Torna all'Indice Alternative Anche se Orca Slicer ha delle caratteristiche interessanti, potresti cercare un approccio diverso al slicing. Puoi sicuramente trovare alcune alternative valide, gratuite e open source. Te ne segnalo alcune: 1. UltiMaker Cura: Sviluppato da UltiMaker, offre profili preimpostati per molte stampanti. Con una interfaccia semplice, è adatto ai principianti e permette l'aggiunta di plug-in per maggiore versatilità. 2. PrusaSlicer: Dal produttore Prusa, è apprezzato per le sue funzionalità uniche. Ha un aggiornamento costante, ma può sembrare complesso per i principianti. 3. ideaMaker: Di Raise3D, offre un'interfaccia intuitiva e profili per diverse stampanti. È utile per progetti complessi e stampa su nastro. Invece, se cerchi uno slicer per stampanti 3D a resina, ti segnalo questa mia guida dedicata: Torna all'Indice1 punto -
 Il Black Friday è un evento annuale di shopping che offre sconti eccezionali su una vasta gamma di prodotti. Se sei appassionato di stampa 3D, in questo periodo puoi trovare offerte vantaggiose su stampanti, filamenti, resine e accessori. Queste offerte rappresentano un'ottima occasione per acquistare prodotti di alta qualità a prezzi ridotti, sia per i principianti che per i professionisti del settore. In questa guida: > ELEGOO Saturn 2 > ELEGOO Mars 3 Pro > phrozen Sonic Mighty 4K > Anycubic rapid PLA filament > Creality Carbon Fiber > Anycubic UV Sensitive Resin > Creality 3D Printer Enclosure > Guide all'acquisto utili! > Le 10 migliori stampanti 3D economiche > 10+1 accessori essenziali > Stampanti 3D grande formato - Le più economiche > Le 5 migliori stampanti 3D a resina > Le 3 migliori stampanti 3D per principianti > Filamento PLA: guida alle migliori miscele speciali > Le migliori stampanti 3D sotto i € 300 ELEGOO Saturn 2 La ELEGOO Saturn 2 è una scelta eccellente per gli appassionati di stampa 3D che cercano prestazioni elevate. Questa stampante offre una risoluzione eccezionale, ideale per dettagli fini e modelli complessi. La sua affidabilità e velocità la rendono perfetta sia per hobbisti che per professionisti. Lo sconto del 37% la rende un affare imperdibile durante il Black Friday, offrendo un ottimo rapporto qualità-prezzo. Vedi offerta su Amazon Torna all'Indice ELEGOO Mars 3 Pro L'ELEGOO Mars 3 Pro si distingue per la sua qualità di stampa superiore e costruzione robusta. Questa stampante è adatta per una vasta gamma di applicazioni, dalla realizzazione di prototipi alla produzione di oggetti artistici. Lo sconto del 40% la rende particolarmente attraente, offrendo un prodotto di alta qualità a un prezzo accessibile. È la scelta ideale per chi cerca precisione e affidabilità. Vedi offerta su Amazon Torna all'Indice phrozen Sonic Mighty 4K La phrozen Sonic Mighty 4K è nota per la sua alta precisione e velocità di stampa. Questa stampante 3D è ideale per chi necessita di dettagli estremamente fini, come artisti e designer. Lo sconto del 20% la rende una scelta eccellente per chi desidera un prodotto premium a un prezzo conveniente. La sua capacità di produrre stampe di alta qualità la rende un'opzione privilegiata nel mercato delle stampanti 3D. Vedi offerta su Amazon Torna all'Indice Anycubic rapid PLA filament Il filamento PLA Anycubic rapid è rinomato per la sua qualità e facilità d'uso. Questo materiale è perfetto sia per principianti che per esperti grazie alla sua consistenza uniforme e riduzione del rischio di intasamento. Lo sconto del 17% lo rende un'opzione ancora più attraente per chi cerca materiali di qualità senza spendere una fortuna. È la scelta ideale per una vasta gamma di progetti di stampa 3D. Vedi offerta su Amazon Torna all'Indice Creality Carbon Fiber Il filamento Creality Carbon Fiber è ideale per applicazioni che richiedono resistenza e durabilità. Questo materiale offre una qualità di stampa superiore e una resistenza eccezionale, rendendolo perfetto per oggetti che necessitano di una maggiore resistenza meccanica. Con uno sconto del 28%, rappresenta un'ottima opportunità per acquistare un filamento di alta gamma a un prezzo accessibile. Vedi offerta su Amazon Torna all'Indice Anycubic UV Sensitive Resin La resina UV sensibile Anycubic è ideale per la stampa 3D di modelli dettagliati e precisi. Questo materiale garantisce risultati eccellenti, con dettagli fini e una finitura liscia. Lo sconto di $14,00 la rende particolarmente attraente per coloro che desiderano esplorare la stampa 3D con resine senza spendere molto. È la scelta perfetta per artisti, designer e hobbisti che cercano di realizzare modelli di alta qualità. Vedi offerta su Amazon Torna all'Indice Creality 3D Printer Enclosure L'enclosure per stampanti 3D di Creality, con uno sconto del 41%, è un accessorio essenziale per migliorare la qualità delle stampe. Offre protezione contro la polvere e aiuta a mantenere una temperatura costante, fattori cruciali per ottenere stampe di alta qualità. Questa enclosure è un investimento intelligente per chiunque voglia proteggere la propria stampante e migliorare le prestazioni di stampa. Vedi offerta su Amazon Torna all'Indice Guide all'acquisto utili! Concludendo, queste offerte di Black Friday rappresentano un'occasione imperdibile per gli appassionati di stampa 3D. Puoi approfittare di questi sconti per arricchire il tuo laboratorio o iniziare il tuo viaggio nel mondo della stampa 3D. Ricorda, queste offerte sono disponibili per un tempo limitato! Se dovessi perdere queste offerte però, non ti disperare. Su Stampa 3D forum pubblico continuamente guide all'acquisto utili per individuare le migliori stampanti 3D e i migliori materiali di stampa. I prodotti che consiglio sono economici e in genere puoi trovarli in offerta. Di seguito ti lascio alcune delle mie guide migliori. Sono certo ti paiceranno 😉 Le 10 migliori stampanti 3D economiche Torna all'Indice 10+1 accessori essenziali Torna all'Indice Stampanti 3D grande formato - Le più economiche Torna all'Indice Le 5 migliori stampanti 3D a resina Torna all'Indice Le 3 migliori stampanti 3D per principianti Torna all'Indice Filamento PLA: guida alle migliori miscele speciali Torna all'Indice Le migliori stampanti 3D sotto i € 300 Torna all'Indice1 punto
Il Black Friday è un evento annuale di shopping che offre sconti eccezionali su una vasta gamma di prodotti. Se sei appassionato di stampa 3D, in questo periodo puoi trovare offerte vantaggiose su stampanti, filamenti, resine e accessori. Queste offerte rappresentano un'ottima occasione per acquistare prodotti di alta qualità a prezzi ridotti, sia per i principianti che per i professionisti del settore. In questa guida: > ELEGOO Saturn 2 > ELEGOO Mars 3 Pro > phrozen Sonic Mighty 4K > Anycubic rapid PLA filament > Creality Carbon Fiber > Anycubic UV Sensitive Resin > Creality 3D Printer Enclosure > Guide all'acquisto utili! > Le 10 migliori stampanti 3D economiche > 10+1 accessori essenziali > Stampanti 3D grande formato - Le più economiche > Le 5 migliori stampanti 3D a resina > Le 3 migliori stampanti 3D per principianti > Filamento PLA: guida alle migliori miscele speciali > Le migliori stampanti 3D sotto i € 300 ELEGOO Saturn 2 La ELEGOO Saturn 2 è una scelta eccellente per gli appassionati di stampa 3D che cercano prestazioni elevate. Questa stampante offre una risoluzione eccezionale, ideale per dettagli fini e modelli complessi. La sua affidabilità e velocità la rendono perfetta sia per hobbisti che per professionisti. Lo sconto del 37% la rende un affare imperdibile durante il Black Friday, offrendo un ottimo rapporto qualità-prezzo. Vedi offerta su Amazon Torna all'Indice ELEGOO Mars 3 Pro L'ELEGOO Mars 3 Pro si distingue per la sua qualità di stampa superiore e costruzione robusta. Questa stampante è adatta per una vasta gamma di applicazioni, dalla realizzazione di prototipi alla produzione di oggetti artistici. Lo sconto del 40% la rende particolarmente attraente, offrendo un prodotto di alta qualità a un prezzo accessibile. È la scelta ideale per chi cerca precisione e affidabilità. Vedi offerta su Amazon Torna all'Indice phrozen Sonic Mighty 4K La phrozen Sonic Mighty 4K è nota per la sua alta precisione e velocità di stampa. Questa stampante 3D è ideale per chi necessita di dettagli estremamente fini, come artisti e designer. Lo sconto del 20% la rende una scelta eccellente per chi desidera un prodotto premium a un prezzo conveniente. La sua capacità di produrre stampe di alta qualità la rende un'opzione privilegiata nel mercato delle stampanti 3D. Vedi offerta su Amazon Torna all'Indice Anycubic rapid PLA filament Il filamento PLA Anycubic rapid è rinomato per la sua qualità e facilità d'uso. Questo materiale è perfetto sia per principianti che per esperti grazie alla sua consistenza uniforme e riduzione del rischio di intasamento. Lo sconto del 17% lo rende un'opzione ancora più attraente per chi cerca materiali di qualità senza spendere una fortuna. È la scelta ideale per una vasta gamma di progetti di stampa 3D. Vedi offerta su Amazon Torna all'Indice Creality Carbon Fiber Il filamento Creality Carbon Fiber è ideale per applicazioni che richiedono resistenza e durabilità. Questo materiale offre una qualità di stampa superiore e una resistenza eccezionale, rendendolo perfetto per oggetti che necessitano di una maggiore resistenza meccanica. Con uno sconto del 28%, rappresenta un'ottima opportunità per acquistare un filamento di alta gamma a un prezzo accessibile. Vedi offerta su Amazon Torna all'Indice Anycubic UV Sensitive Resin La resina UV sensibile Anycubic è ideale per la stampa 3D di modelli dettagliati e precisi. Questo materiale garantisce risultati eccellenti, con dettagli fini e una finitura liscia. Lo sconto di $14,00 la rende particolarmente attraente per coloro che desiderano esplorare la stampa 3D con resine senza spendere molto. È la scelta perfetta per artisti, designer e hobbisti che cercano di realizzare modelli di alta qualità. Vedi offerta su Amazon Torna all'Indice Creality 3D Printer Enclosure L'enclosure per stampanti 3D di Creality, con uno sconto del 41%, è un accessorio essenziale per migliorare la qualità delle stampe. Offre protezione contro la polvere e aiuta a mantenere una temperatura costante, fattori cruciali per ottenere stampe di alta qualità. Questa enclosure è un investimento intelligente per chiunque voglia proteggere la propria stampante e migliorare le prestazioni di stampa. Vedi offerta su Amazon Torna all'Indice Guide all'acquisto utili! Concludendo, queste offerte di Black Friday rappresentano un'occasione imperdibile per gli appassionati di stampa 3D. Puoi approfittare di questi sconti per arricchire il tuo laboratorio o iniziare il tuo viaggio nel mondo della stampa 3D. Ricorda, queste offerte sono disponibili per un tempo limitato! Se dovessi perdere queste offerte però, non ti disperare. Su Stampa 3D forum pubblico continuamente guide all'acquisto utili per individuare le migliori stampanti 3D e i migliori materiali di stampa. I prodotti che consiglio sono economici e in genere puoi trovarli in offerta. Di seguito ti lascio alcune delle mie guide migliori. Sono certo ti paiceranno 😉 Le 10 migliori stampanti 3D economiche Torna all'Indice 10+1 accessori essenziali Torna all'Indice Stampanti 3D grande formato - Le più economiche Torna all'Indice Le 5 migliori stampanti 3D a resina Torna all'Indice Le 3 migliori stampanti 3D per principianti Torna all'Indice Filamento PLA: guida alle migliori miscele speciali Torna all'Indice Le migliori stampanti 3D sotto i € 300 Torna all'Indice1 punto -
 Un service di stampa 3D online è una piattaforma digitale che ti permette di caricare i tuoi modelli 3D e di ottenere oggetti fisici stampati e consegnati direttamente a casa tua. Funziona come una sorta di fabbrica virtuale, dove puoi inviare i tuoi progetti e ricevere oggetti stampati in una vasta gamma di materiali e finiture. In questo articolo, esploreremo cosa sono i servizi di stampa 3D online, perché conviene usarli, le tecnologie e i materiali coinvolti e il processo per ottenere preventivi e realizzare le tue idee. In questa guida: > Come funziona un service online > Il service di stampa 3D online PCBWay > Service online per la stampa 3D a resina > Service online per la stampa 3D a letto di polvere > Service online per la stampa 3D in metallo > Service online per la stampa 3D in superpolimeri: PEEK, ULTEM, Policarbonato, Nylon > Service online di taglio e fresatura CNC > Come creare prodotti in serie con la colata sottovuoto Come funziona un service online Iniziamo dalle basi: hai idea di come funziona un servizio di stampa 3D online? Il sistema è molto semplice. Il processo di utilizzo di un servizio di stampa 3D online inizia caricando il tuo modello 3D sulla piattaforma. Successivamente, selezioni la tecnologia di stampa e il materiale desiderato, specificando le dimensioni e le finiture richieste. Una volta inserite queste informazioni, il servizio di stampa 3D calcola il costo e ti fornisce un preventivo. I service di stampa 3D online offrono numerosi vantaggi. Come prima cosa, eliminano la necessità di possedere una stampante 3D personale, risparmiando spazio e investimenti in apparecchiature. Inoltre, ti danno accesso a una vasta gamma di materiali e tecnologie di stampa che potrebbero non essere disponibili su una singola stampante. Questi servizi sono anche ideali per la produzione di prototipi rapidi, permettendoti di testare le tue idee senza impegnare risorse significative. Insomma, i service di stampa 3D offrono la possibilità di usare tecnologie di stampa industriali e materiali tecnici, generalmente poco accessibili. Per questo motivo non ti aspettare di trovare servizi di stampa online per realizzare modelli in materiali semplici come il PLA o il PETG. Solitamente la stampa 3D a filamento non è compresa nei servizi offerti, perché si tratta di una tecnologia economica e meno industrializzabile. Sotto questo punto di vista però, le stampanti 3D economiche ci vengono in grande aiuto 😉 Il service di stampa 3D online PCBWay Fatta questa dovuta introduzione, ora vediamo nel dettaglio come funzionano i service di stampa 3D in base alla tecnologia di stampa e ai materiali. Andiamo quindi a distinguere le opportunità di scelta tra stampa 3D a resina, polvere, in metallo o in materiali tecnici. Nelle spiegazioni farò riferimento al service di stampa 3D online PCBWay. PCBWay è uno dei service di stampa 3D online più completi ed efficienti, ti permette di inviare l'ordine di stampa in pochi click selezionando nel dettaglio le caratteristiche che il componente dovrà avere. E già che ci siamo, spendiamo anche due parole sul service di fresatura CNC... credo proprio che a qualcuno tornerà utile 🙂 Torna all'Indice Service online per la stampa 3D a resina Un servizio di stampa 3D a resina offre la possibilità di stampare oggetti in 3D utilizzando la tecnologia a resina SLA o DLP. Si tratta di due tecnologie ben distinte che sfruttano il concetto della fotopolimerizzazione per solidificare una resina liquida fotosensibile così da ottenere oggetti solidi. In base alla selezione della tecnologia richiesta, si apriranno o si chiuderanno possibilità di usare materiali differenti. Ad esempio, selezionando la stampa 3D SLA si potranno scegliere materiali come UTR 8360, Somos Ledo resin, Somos Taurus, Somos PerFORM, UTR 8220, UTR Therm, UTR 8100 traslucent, ecc. Invece, selezionando la stampa 3D DLP potrai scegliere materiali di stampa come TDS EvoDent e UTR Flex, sfruttando uno spessore delle pareti dei modelli minimo di 0.8 mm. L'utilizzo della piattaforma online è semplicissimo. Come prima cosa dovrai caricare il modello 3D da realizzare. Assicurati che il file abbia una dimensione inferiore a 50 MB e che sia in uno dei seguenti formati: .stl, .obj, .step, .stp. In seguito, il sistema chiede di indicare la quantità di pezzi da produrre e l'unità di misura del disegno 3D caricato. Questi passaggi sono da considerarsi come preliminari: dovrai farli sempre, indistintamente che tu voglia stampare a resina o con altre tecnologie di stampa 3D. Il sistema automatico effettuerà un'analisi del file, assicurandosi che sia stampabile con la tecnologia da te scelta. Questo può includere la valutazione dell'orientamento ottimale dell'oggetto, la verifica della presenza di parti troppo sottili o sporgenze complesse che richiedono supporti di stampa, e la valutazione delle dimensioni dell'oggetto. La piattaforma consente di selezionare la macrocategoria del materiale di stampa da usare. Se selezioni "Resin", come mostrato nell'immagine precedente, in automatico vengono mostrate i tipi di resina utilizzabili. Anche qui, devi fare la tua scelta, tenendo in considerazione le caratteristiche che vuoi ottenere sul tuo pezzo. Infine, su alcuni materiali puoi selezionare il colore e la presenza o meno di determinati processi di realizzazione, tra cui anche la tipologia di finitura preferita. Di seguito la piattaforma richiede di specificare tutta una serie di specifiche, come di solchi o fessure da lasciare aperte o ciudere, la presenza di inserti, o la necessità di fare assemblaggi. Una volta inserite tutte le informazioni, il sistema riceve il tuo ordine e ti consegna immediatamente un preventivo di spesa. Se decidi di procedere, l'ordine viene processato per la realizzazione, che di solito avviene in qualche giorno lavorativo. Torna all'Indice Service online per la stampa 3D a letto di polvere La tecnologia di stampa 3D a letto di polvere non è così comune. Usando il configuratore online di PCBWay puoi caricare i tuoi modelli 3D e stamparli usando diverse tecnologie a letto di polvere, compresa la famosa HP Multijet 🤩 Per richiedere un preventivo grautito, non devi fare altro che selezionare Nylon come materiale di stampa e in seguito selezionare HP-PA-12, la sigla tecnica che identifica in modo specifico il nylon in polvere usato nei processi di stampa HP Multijet. In alternativa, puoi anche scegliere di usare normale nylon PA12 o nylon caricato con fibra di vetro. Successivamente puoi scegliere tra due tipologie di finitura spray, opaca o lucida, in una vasta gamma di colorazioni disponibili. Se vuoi, puoi anche definire tu un codice colore da usare. Livello di personalizzazione estremo! Una delle caratteristiche interessanti di PCBWay è la possibilità di caricare dei disegni tecnici aggiuntivi. Questi forniscono ulteriori informazioni sul componente che desideri realizzare, facilitando il lavoro di chi dovrà produrlo. Una volta inserite tutte le specifiche di stampa, come ho scritto anche nel paragrafo precedente, il sistema genererà un preventivo. In genere, la spedizione avviene entro 2-3 giorni lavorativi. Torna all'Indice Service online per la stampa 3D in metallo Ci sono diverse tecnologie di stampa 3D in metallo sul mercato, ma le principali sono la sinterizzazione laser diretta di metallo (DMLS) e la fusione selettiva laser di metallo (SLM). Queste vengono utilizzate soprattutto in ambito industriale per realizzare pezzi funzionali, che devono avere specifiche caratteristiche meccaniche. Per quanto questa tecnologia sia tra le più costose e ricercate, stampare dei componenti in metallo usando un servizio di stampa 3D online è veramente molto, molto semplice. Dopo aver caricato il modello 3D e specificato la quantità dei pezzi, non devi fare altro che scegliere il metallo con cui vuoi realizzare i pezzi. La tua scelta può ricadere su acciaio inox (316L), titanio TC4, acciaio semplice da utensileria o alluminio (AlSi10Mg). Su questi materiali le finiture superficiali non sono disponibili perché i materiali metallici in genere non richiedono questo tipo di post-processo. In caso ti servisse specificare una cerca tipologia di finitura superficiale puoi comunque richiederla nel campo "Special request" del configuratore. Torna all'Indice Service online per la stampa 3D in superpolimeri: PEEK, ULTEM, Policarbonato, Nylon L'utilizzo di un service di stampa 3D per realizzare componenti in materiali avanzati può avere senso per molte ragioni. In primo luogo, perchè il costo delle stampanti 3D in grado di gestirli è molto alto e accessibile quasi esclusivamente alle aziende. Si tratta di macchine complesse, che richiedono manutenzione continua. In secondo luogo, la stampa 3D di super polimeri è un'opzione relativamente economica rispetto ad altre forme di produzione, come la lavorazione a CNC o l'uso di stampi. In questo modo, i service di stampa 3D possono offrire un modo più conveniente per produrre pezzi esclusivi o piccoli lotti di prodotto, magari fornendo anche un servizio di supporto alla progettazione. PCBWay mette a disposizione una lista di materiali avanzati, come PEEK, ABS, ASA, Policarbonato e PETG, da stampare con la stampa 3D FDM. Per ognuno di questi è possibile scegliere una selezione limitata di colori (bianco, nero, oppure il colore naturale del materiale stesso) e la percentuale di infill da utilizzare, dal 20 al 100%. In base al materiale selezionato, i tempi di stampa possono allungarsi di qualche giorno. Un chiaro esempio è la stampa 3D in PEEK, dove è specificato che gli ordini vengono evasi nel giro di 3-5 giorni lavorativi. Arrivati a questo punto è inutile ripetersi, il processo di utilizzo della piattaforma è sempre lo stesso: carichi il modello 3D, specifici la quantità di pezzi da realizzare, scegli il materiale di stampa, definisci le caratteristiche del pezzo e in neanche un minuto hai tra le mani il preventivo di stampa 🚀 Torna all'Indice Service online di taglio e fresatura CNC Anche se la nostra tecnologia preferita è la stampa 3D, capita a volte di doversi appoggiare anche ad altre macchine utensili. Magari per realizzare pezzi complicati o composti da elementi di diverso tipo, pezzi stampati 3D possono essere accoppiati con oggetti ottenuti tramite fresatura a controllo numerico CNC. Ed è qui che il service online PCBWay fa la differenza: tramite un'unica piattaforma, mette a disposizione anche un servizio di realizzazione pezzi tramite fresatura CNC a 3-5 assi. Un sistema molto comodo, in quanto la piattaforma di configurazione e richiesta del preventivo è esattamente la stessa che ti ho descritto finora. Dove sta la differenza maggiore? Nella scelta dei materiali. Con il servizio di fresatura CNC infatti si possono lavorare materiali diversi da quelli offerti per la stampa 3D. Qui trovi alluminio, accio inox, bronzo, titanio, ABS, PC, PTFE, PMMA, Bakelite, gomma e molto altro. In base al materiale scelto, puoi scegliere tra finiture di diverso tipo. Se sei un utilizzatore del software di modellazione 3D FreeCAD, usare PCBWay è ancora più veloce e conveniente. L'azienda ha collaborato con FreeCAD e realizzato un plugin che permette di inviare file di stampa senza esportare nulla: non devi fare altro che selezionare le componenti da realizzare e cliccare sull'icona di FreeCAD. Il sistema rimanda in automatico al service online di PCBWay, dove i modelli 3D sono caricati in pochi secondi e puoi finire la configurazione dei dettagli di stampa. Torna all'Indice Come creare prodotti in serie con la colata sottovuoto Infine, vorrei spendere qualche riga su un ultimo servizio offerto da PCBWay, che riguarda la realizzazione di prodotti tramite il sistema di colata sottovuoto. Si tratta di un processo conosciuto in certi settori industriali, come quello della gioielleria, ma utilizzabile anche in molti altri ambiti. Il processo prevede la realizzazione di stampi in silicone dove all'interno viene poi inserita una resina che solidifica. Lo stampo in silicone è utilzzabile più volte e, di conseguenza, si presta per la realizzazione di piccole serie di pezzi tutti uguali. PCBWay offre un servizio professionale per la realizzazione di stampi da colata sottovuoto, garantendo elevati standard di qualità. Se invece vuoi fare qualche prova in autonomia, puoi creare il tuo stampo in gomma siliconica direttamente a casa. Ti basterà scegliere il modello 3D che vuoi replicare e usarlo per realizzare lo stampo. Nella guida che lascio di seguito, trovi tutta la procedura da seguire: Questa guida invece ti da tutte le informazioni necessarie per usare le resine da colata. Buon divertimento! Torna all'Indice1 punto
Un service di stampa 3D online è una piattaforma digitale che ti permette di caricare i tuoi modelli 3D e di ottenere oggetti fisici stampati e consegnati direttamente a casa tua. Funziona come una sorta di fabbrica virtuale, dove puoi inviare i tuoi progetti e ricevere oggetti stampati in una vasta gamma di materiali e finiture. In questo articolo, esploreremo cosa sono i servizi di stampa 3D online, perché conviene usarli, le tecnologie e i materiali coinvolti e il processo per ottenere preventivi e realizzare le tue idee. In questa guida: > Come funziona un service online > Il service di stampa 3D online PCBWay > Service online per la stampa 3D a resina > Service online per la stampa 3D a letto di polvere > Service online per la stampa 3D in metallo > Service online per la stampa 3D in superpolimeri: PEEK, ULTEM, Policarbonato, Nylon > Service online di taglio e fresatura CNC > Come creare prodotti in serie con la colata sottovuoto Come funziona un service online Iniziamo dalle basi: hai idea di come funziona un servizio di stampa 3D online? Il sistema è molto semplice. Il processo di utilizzo di un servizio di stampa 3D online inizia caricando il tuo modello 3D sulla piattaforma. Successivamente, selezioni la tecnologia di stampa e il materiale desiderato, specificando le dimensioni e le finiture richieste. Una volta inserite queste informazioni, il servizio di stampa 3D calcola il costo e ti fornisce un preventivo. I service di stampa 3D online offrono numerosi vantaggi. Come prima cosa, eliminano la necessità di possedere una stampante 3D personale, risparmiando spazio e investimenti in apparecchiature. Inoltre, ti danno accesso a una vasta gamma di materiali e tecnologie di stampa che potrebbero non essere disponibili su una singola stampante. Questi servizi sono anche ideali per la produzione di prototipi rapidi, permettendoti di testare le tue idee senza impegnare risorse significative. Insomma, i service di stampa 3D offrono la possibilità di usare tecnologie di stampa industriali e materiali tecnici, generalmente poco accessibili. Per questo motivo non ti aspettare di trovare servizi di stampa online per realizzare modelli in materiali semplici come il PLA o il PETG. Solitamente la stampa 3D a filamento non è compresa nei servizi offerti, perché si tratta di una tecnologia economica e meno industrializzabile. Sotto questo punto di vista però, le stampanti 3D economiche ci vengono in grande aiuto 😉 Il service di stampa 3D online PCBWay Fatta questa dovuta introduzione, ora vediamo nel dettaglio come funzionano i service di stampa 3D in base alla tecnologia di stampa e ai materiali. Andiamo quindi a distinguere le opportunità di scelta tra stampa 3D a resina, polvere, in metallo o in materiali tecnici. Nelle spiegazioni farò riferimento al service di stampa 3D online PCBWay. PCBWay è uno dei service di stampa 3D online più completi ed efficienti, ti permette di inviare l'ordine di stampa in pochi click selezionando nel dettaglio le caratteristiche che il componente dovrà avere. E già che ci siamo, spendiamo anche due parole sul service di fresatura CNC... credo proprio che a qualcuno tornerà utile 🙂 Torna all'Indice Service online per la stampa 3D a resina Un servizio di stampa 3D a resina offre la possibilità di stampare oggetti in 3D utilizzando la tecnologia a resina SLA o DLP. Si tratta di due tecnologie ben distinte che sfruttano il concetto della fotopolimerizzazione per solidificare una resina liquida fotosensibile così da ottenere oggetti solidi. In base alla selezione della tecnologia richiesta, si apriranno o si chiuderanno possibilità di usare materiali differenti. Ad esempio, selezionando la stampa 3D SLA si potranno scegliere materiali come UTR 8360, Somos Ledo resin, Somos Taurus, Somos PerFORM, UTR 8220, UTR Therm, UTR 8100 traslucent, ecc. Invece, selezionando la stampa 3D DLP potrai scegliere materiali di stampa come TDS EvoDent e UTR Flex, sfruttando uno spessore delle pareti dei modelli minimo di 0.8 mm. L'utilizzo della piattaforma online è semplicissimo. Come prima cosa dovrai caricare il modello 3D da realizzare. Assicurati che il file abbia una dimensione inferiore a 50 MB e che sia in uno dei seguenti formati: .stl, .obj, .step, .stp. In seguito, il sistema chiede di indicare la quantità di pezzi da produrre e l'unità di misura del disegno 3D caricato. Questi passaggi sono da considerarsi come preliminari: dovrai farli sempre, indistintamente che tu voglia stampare a resina o con altre tecnologie di stampa 3D. Il sistema automatico effettuerà un'analisi del file, assicurandosi che sia stampabile con la tecnologia da te scelta. Questo può includere la valutazione dell'orientamento ottimale dell'oggetto, la verifica della presenza di parti troppo sottili o sporgenze complesse che richiedono supporti di stampa, e la valutazione delle dimensioni dell'oggetto. La piattaforma consente di selezionare la macrocategoria del materiale di stampa da usare. Se selezioni "Resin", come mostrato nell'immagine precedente, in automatico vengono mostrate i tipi di resina utilizzabili. Anche qui, devi fare la tua scelta, tenendo in considerazione le caratteristiche che vuoi ottenere sul tuo pezzo. Infine, su alcuni materiali puoi selezionare il colore e la presenza o meno di determinati processi di realizzazione, tra cui anche la tipologia di finitura preferita. Di seguito la piattaforma richiede di specificare tutta una serie di specifiche, come di solchi o fessure da lasciare aperte o ciudere, la presenza di inserti, o la necessità di fare assemblaggi. Una volta inserite tutte le informazioni, il sistema riceve il tuo ordine e ti consegna immediatamente un preventivo di spesa. Se decidi di procedere, l'ordine viene processato per la realizzazione, che di solito avviene in qualche giorno lavorativo. Torna all'Indice Service online per la stampa 3D a letto di polvere La tecnologia di stampa 3D a letto di polvere non è così comune. Usando il configuratore online di PCBWay puoi caricare i tuoi modelli 3D e stamparli usando diverse tecnologie a letto di polvere, compresa la famosa HP Multijet 🤩 Per richiedere un preventivo grautito, non devi fare altro che selezionare Nylon come materiale di stampa e in seguito selezionare HP-PA-12, la sigla tecnica che identifica in modo specifico il nylon in polvere usato nei processi di stampa HP Multijet. In alternativa, puoi anche scegliere di usare normale nylon PA12 o nylon caricato con fibra di vetro. Successivamente puoi scegliere tra due tipologie di finitura spray, opaca o lucida, in una vasta gamma di colorazioni disponibili. Se vuoi, puoi anche definire tu un codice colore da usare. Livello di personalizzazione estremo! Una delle caratteristiche interessanti di PCBWay è la possibilità di caricare dei disegni tecnici aggiuntivi. Questi forniscono ulteriori informazioni sul componente che desideri realizzare, facilitando il lavoro di chi dovrà produrlo. Una volta inserite tutte le specifiche di stampa, come ho scritto anche nel paragrafo precedente, il sistema genererà un preventivo. In genere, la spedizione avviene entro 2-3 giorni lavorativi. Torna all'Indice Service online per la stampa 3D in metallo Ci sono diverse tecnologie di stampa 3D in metallo sul mercato, ma le principali sono la sinterizzazione laser diretta di metallo (DMLS) e la fusione selettiva laser di metallo (SLM). Queste vengono utilizzate soprattutto in ambito industriale per realizzare pezzi funzionali, che devono avere specifiche caratteristiche meccaniche. Per quanto questa tecnologia sia tra le più costose e ricercate, stampare dei componenti in metallo usando un servizio di stampa 3D online è veramente molto, molto semplice. Dopo aver caricato il modello 3D e specificato la quantità dei pezzi, non devi fare altro che scegliere il metallo con cui vuoi realizzare i pezzi. La tua scelta può ricadere su acciaio inox (316L), titanio TC4, acciaio semplice da utensileria o alluminio (AlSi10Mg). Su questi materiali le finiture superficiali non sono disponibili perché i materiali metallici in genere non richiedono questo tipo di post-processo. In caso ti servisse specificare una cerca tipologia di finitura superficiale puoi comunque richiederla nel campo "Special request" del configuratore. Torna all'Indice Service online per la stampa 3D in superpolimeri: PEEK, ULTEM, Policarbonato, Nylon L'utilizzo di un service di stampa 3D per realizzare componenti in materiali avanzati può avere senso per molte ragioni. In primo luogo, perchè il costo delle stampanti 3D in grado di gestirli è molto alto e accessibile quasi esclusivamente alle aziende. Si tratta di macchine complesse, che richiedono manutenzione continua. In secondo luogo, la stampa 3D di super polimeri è un'opzione relativamente economica rispetto ad altre forme di produzione, come la lavorazione a CNC o l'uso di stampi. In questo modo, i service di stampa 3D possono offrire un modo più conveniente per produrre pezzi esclusivi o piccoli lotti di prodotto, magari fornendo anche un servizio di supporto alla progettazione. PCBWay mette a disposizione una lista di materiali avanzati, come PEEK, ABS, ASA, Policarbonato e PETG, da stampare con la stampa 3D FDM. Per ognuno di questi è possibile scegliere una selezione limitata di colori (bianco, nero, oppure il colore naturale del materiale stesso) e la percentuale di infill da utilizzare, dal 20 al 100%. In base al materiale selezionato, i tempi di stampa possono allungarsi di qualche giorno. Un chiaro esempio è la stampa 3D in PEEK, dove è specificato che gli ordini vengono evasi nel giro di 3-5 giorni lavorativi. Arrivati a questo punto è inutile ripetersi, il processo di utilizzo della piattaforma è sempre lo stesso: carichi il modello 3D, specifici la quantità di pezzi da realizzare, scegli il materiale di stampa, definisci le caratteristiche del pezzo e in neanche un minuto hai tra le mani il preventivo di stampa 🚀 Torna all'Indice Service online di taglio e fresatura CNC Anche se la nostra tecnologia preferita è la stampa 3D, capita a volte di doversi appoggiare anche ad altre macchine utensili. Magari per realizzare pezzi complicati o composti da elementi di diverso tipo, pezzi stampati 3D possono essere accoppiati con oggetti ottenuti tramite fresatura a controllo numerico CNC. Ed è qui che il service online PCBWay fa la differenza: tramite un'unica piattaforma, mette a disposizione anche un servizio di realizzazione pezzi tramite fresatura CNC a 3-5 assi. Un sistema molto comodo, in quanto la piattaforma di configurazione e richiesta del preventivo è esattamente la stessa che ti ho descritto finora. Dove sta la differenza maggiore? Nella scelta dei materiali. Con il servizio di fresatura CNC infatti si possono lavorare materiali diversi da quelli offerti per la stampa 3D. Qui trovi alluminio, accio inox, bronzo, titanio, ABS, PC, PTFE, PMMA, Bakelite, gomma e molto altro. In base al materiale scelto, puoi scegliere tra finiture di diverso tipo. Se sei un utilizzatore del software di modellazione 3D FreeCAD, usare PCBWay è ancora più veloce e conveniente. L'azienda ha collaborato con FreeCAD e realizzato un plugin che permette di inviare file di stampa senza esportare nulla: non devi fare altro che selezionare le componenti da realizzare e cliccare sull'icona di FreeCAD. Il sistema rimanda in automatico al service online di PCBWay, dove i modelli 3D sono caricati in pochi secondi e puoi finire la configurazione dei dettagli di stampa. Torna all'Indice Come creare prodotti in serie con la colata sottovuoto Infine, vorrei spendere qualche riga su un ultimo servizio offerto da PCBWay, che riguarda la realizzazione di prodotti tramite il sistema di colata sottovuoto. Si tratta di un processo conosciuto in certi settori industriali, come quello della gioielleria, ma utilizzabile anche in molti altri ambiti. Il processo prevede la realizzazione di stampi in silicone dove all'interno viene poi inserita una resina che solidifica. Lo stampo in silicone è utilzzabile più volte e, di conseguenza, si presta per la realizzazione di piccole serie di pezzi tutti uguali. PCBWay offre un servizio professionale per la realizzazione di stampi da colata sottovuoto, garantendo elevati standard di qualità. Se invece vuoi fare qualche prova in autonomia, puoi creare il tuo stampo in gomma siliconica direttamente a casa. Ti basterà scegliere il modello 3D che vuoi replicare e usarlo per realizzare lo stampo. Nella guida che lascio di seguito, trovi tutta la procedura da seguire: Questa guida invece ti da tutte le informazioni necessarie per usare le resine da colata. Buon divertimento! Torna all'Indice1 punto -
 Uno dei problemi più comuni nella stampa 3D è il problema di adesione del materiale al piatto di stampa. Si tratta di un problema che si presenta nella stampa 3D FDM e, in genere, basta qualche accortezza per risolverlo. In questo articolo esploreremo le cause di questo problema e forniremo alcune soluzioni per risolverlo. In questa guida: > Cosa caratterizza l'adesione al piano di stampa? > Cause del problema di adesione dei materiali > Soluzioni per risolvere il problema di adesione dei materiali > Consiglio bonus 1: rimuovere umidità dal filamento > Consiglio bonus 2: eliminare il warping > Consiglio bonus 3: test per stampante 3D Cosa caratterizza l'adesione al piano di stampa? L'adesione al piatto di stampa è la capacità della plastica stampata in 3D di "attaccarsi" al piano di costruzione durante la stampa. Quando le stampe 3D non rimangono ferme sulla piano di costruzione, quello che ottieni sono risultati del tutto inaspettati: stampe fuori asse, materiale colato, geometrie deformate. Nel peggiore dei casi, il modello potrebbe staccarsi dal piano durante la sua stessa realizzazione, rischiando di causare dei danni anche alla meccanica della stampante 3D. Sul mercato esistono diversi tipi di superfici comunemente usate per far aderire diversi materiali alla lastra durante la stampa. In genere, quando acquisti una stampante 3D una di queste soluzioni viene fornita direttamente dal produttore della stampante. Le più comuni soluzioni per migliorare l'adesione dei materiali al piatto di stampa prevedono piani in alluminio, acciaio inossidabile, vetro, BuildTak, nastro Kapton, nastro PET, nastro adesivo o pellicola PEI. Ma attenzione, non esiste una superficie di stampa che va bene per qualsiasi tipo di filamento. Per risolvere in modo definitivo i problemi di adesione dei materiali nella stampa 3D è necessario capire quali sono le caratteristiche che influenzano l'adesione al piano. Vediamole di seguito! Facilità di adesione Quando il filamento viene estruso sul piano di stampa, cerca di conformarsi alla superficie di costruzione. Idealmente, la plastica aderirà alla superficie di costruzione "aggrappandosi" in modo meccanico a microfessurazioni o fori, oppure agevolando l'adesione in modo chimico tramite l'uso di colle o superfici di stampa specifiche. Nella stampa di modelli di grandi dimensioni, la superficie a contatto con la piastra di costruzione è assume molta importanza. In genere è buona norma sfruttare il brim o il raft, così da aumentare la superficie di adesione ed evitare fastidiose deformazioni dovute a ritiri sui bordi. Espansione e ritiro termico del materiale L'espansione termica è variazione delle dimensioni di un oggetto in base alla temperatura in cui si trova. Nella stampa 3D siamo in battaglia continua con espansioni e ritiri del materiale, questo perché portiamo le termoplastiche a variare di stato scaldandole e raffreddandole. Le differenze di temperatura tra la parte inferiore di una stampa e la parte superiore possono causare distacchi o fessurazioni sulle superfici del modello, un problema abbastanza comune nella stampa dell ABS. Gli strati di plastica devono raffreddarsi lentamente per poter costruire un oggetto 3D, ma non tanto da causare distacco dei bordi o deformazioni. I ritiri termici possono causare distacchi dal piatto di stampa proprio a causa di variazioni di temperatura della superficie dell'oggetto che sta a contatto col piano. La temperatura del piano e del volume di stampa sono entrambi aspetti importanti dell'adesione al letto. La temperatura del piano di stampa definisce quale sarà la temperatura a cui sono mantenuti gli strati inferiori e la temperatura dell'aria nella stampante definisce l'espansione termica o i ritiri delle superfici del modello. Una temperatura uniforme durante la stampa 3D rende meno probabile la deformazione, oltre che assicurare una migliore adesione. Livellamento e distanza dell'ugello dal piano Per far aderire il filamento al piano, è importante che l'ugello si trovi a una distanza costante e ragionevole dal piano di stampa. Se l'ugello si trova trova troppo vicino al piano, strapperà i materiali precedentemente posizionati o stampati, o rischierà di grattare il piano stesso. E' fondamentale che la distanza tra l'ugello e il piano sia ben impostata, così da evitare collisioni e assicurare accuratezza dimensionale. In secondo luogo, bisogna che il piano sia ben livellato. Stampare su una superficie inclinata può essere un vero incubo. Torna all'Indice Cause del problema di adesione dei materiali Cause del problema di adesione dei materiali: Temperatura troppo bassa del piatto di stampa: la temperatura del piatto di stampa è un fattore importante nell'adesione del materiale. Se la temperatura è troppo bassa, il materiale non si attaccherà correttamente e potrebbe staccarsi durante la stampa. Piatto di stampa troppo sporco o troppo pulito: un piatto di stampa non pulito può impedire al materiale di attaccarsi correttamente a causa di residui che facilitano il distacco. Allo stesso modo, se la superficie del piatto è troppo liscia e pulita, il materiale non riuscirà a fare adesione. Fai molta attenzione allo stato del tuo piano di stampa e assicurati che la superficie sia idonea a una corretta adesione. Uso di materiale inadeguato: alcuni materiali non sono adatti per la stampa 3D e possono avere problemi di adesione. Assicurati di utilizzare materiali consigliati dal produttore della stampante o dal produttore del filmalmento che hai in uso. Alcuni materiali adeiriscono esclusivamente a superfici di stampa specifiche. Calibrazione scorretta del piatto di stampa: una calibrazione scorretta del piatto di stampa può causare problemi di adesione. Assicurati di calibrarlo correttamente prima di ogni stampa. Torna all'Indice Soluzioni per risolvere il problema di adesione dei materiali Soluzioni per risolvere il problema di adesione dei materiali: Regolare la temperatura del piatto di stampa: assicurati che la temperatura del piatto di stampa sia adeguata per il materiale che stai utilizzando. La maggior parte dei produttori di stampanti 3D fornisce le temperature consigliate per ogni materiale. Pulire il piatto di stampa: pulisci il piatto di stampa con un panno umido o un detergente per rimuovere la polvere e le particelle che possono impedire all'adesivo o al materiale di attaccarsi correttamente. Allo stesso modo, non pensare di poter stampare su una superficie perfettamente pulita con sgrassatore: il filamento non aderirà. Usare adesivi: alcuni materiali possono avere bisogno di un adesivo per attaccarsi correttamente al piatto di stampa. Assicurati di utilizzare un adesivo adeguato per il materiale che stai utilizzando. Calibrare correttamente il piatto di stampa: assicurati di calibrare il piatto di stampa correttamente prima di ogni stampa per garantire un'adesione ottimale del materiale. Torna all'Indice Consiglio bonus 1: rimuovere umidità dal filamento Nella stampa 3D ci sono aspetti che spesso non si tengono in considerazione. Uno di questi riguarda la caratteristica capacità dei filamenti di assorbire umidità dall'aria... Si chiama igroscopia ed è una comune caratteristica dei materiali porosi. Se il filamento per stampa 3D utilizzato ha assorbito umidità posso affermare con certezza che ti darà problemi di adesione al piano di stampa. Il motivo è semplice: l'acqua assorbita verrà a sua volta scaldata nella fase di estrusione, causando bolle, fessurazioni e deformazioni non volute. Ho parlato in modo dettagliato di questo problema in una guida dedicata che mi sento di consigliarti se pensi di avere anche tu "problemi di umidità" coi tuoi filamenti. Fortunatamente una soluzione ce l'abbiamo: gli essiccatori per filamenti! Torna all'Indice Consiglio bonus 2: eliminare il warping Se si parla di problemi di adesione al piano di stampa, nel 90% dei casi si fa riferimento al warping. Il warping e una deformazione dei primi strati di stampa e solitamente si presenta sui bordi o negli angoli del modello. E' causata da ritiri del materiale, in genere dovuti a: temperature di stampa e del piatto non idonee; materiale scadente o non correttamente essiccato. Ti lascio di seguito una guida approfondita dove ti spiego anche come affrontare questo fastidioso problema: Torna all'Indice Consiglio bonus 3: test per stampante 3D A volte ci ritroviamo con la curiosità di scoprire fino a che punto possiamo spingerci con le nostre stampanti 3D. Magari hai raggiunto livelli di precisione e qualità molto buoni, ma... senza fare comparazioni non puoi sapere esattamente che livello hai raggiunto! Se hai risolto i tuoi problemi di adesione al piano e ti senti in grado di ottenere il massimo dalla tua stampante, posso consigliarti una serie di test per verificare in modo oggettivo la qialità dei tuoi modelli. Non dovrai fare altro che seguire la mia guida, stampare alcuni modelli del tutto gratuiti scaricabili dalla community e verificarne la qualità. Non dimenticare di mostrarci i tuoi risultati nel forum, mi raccomando! Torna all'Indice1 punto
Uno dei problemi più comuni nella stampa 3D è il problema di adesione del materiale al piatto di stampa. Si tratta di un problema che si presenta nella stampa 3D FDM e, in genere, basta qualche accortezza per risolverlo. In questo articolo esploreremo le cause di questo problema e forniremo alcune soluzioni per risolverlo. In questa guida: > Cosa caratterizza l'adesione al piano di stampa? > Cause del problema di adesione dei materiali > Soluzioni per risolvere il problema di adesione dei materiali > Consiglio bonus 1: rimuovere umidità dal filamento > Consiglio bonus 2: eliminare il warping > Consiglio bonus 3: test per stampante 3D Cosa caratterizza l'adesione al piano di stampa? L'adesione al piatto di stampa è la capacità della plastica stampata in 3D di "attaccarsi" al piano di costruzione durante la stampa. Quando le stampe 3D non rimangono ferme sulla piano di costruzione, quello che ottieni sono risultati del tutto inaspettati: stampe fuori asse, materiale colato, geometrie deformate. Nel peggiore dei casi, il modello potrebbe staccarsi dal piano durante la sua stessa realizzazione, rischiando di causare dei danni anche alla meccanica della stampante 3D. Sul mercato esistono diversi tipi di superfici comunemente usate per far aderire diversi materiali alla lastra durante la stampa. In genere, quando acquisti una stampante 3D una di queste soluzioni viene fornita direttamente dal produttore della stampante. Le più comuni soluzioni per migliorare l'adesione dei materiali al piatto di stampa prevedono piani in alluminio, acciaio inossidabile, vetro, BuildTak, nastro Kapton, nastro PET, nastro adesivo o pellicola PEI. Ma attenzione, non esiste una superficie di stampa che va bene per qualsiasi tipo di filamento. Per risolvere in modo definitivo i problemi di adesione dei materiali nella stampa 3D è necessario capire quali sono le caratteristiche che influenzano l'adesione al piano. Vediamole di seguito! Facilità di adesione Quando il filamento viene estruso sul piano di stampa, cerca di conformarsi alla superficie di costruzione. Idealmente, la plastica aderirà alla superficie di costruzione "aggrappandosi" in modo meccanico a microfessurazioni o fori, oppure agevolando l'adesione in modo chimico tramite l'uso di colle o superfici di stampa specifiche. Nella stampa di modelli di grandi dimensioni, la superficie a contatto con la piastra di costruzione è assume molta importanza. In genere è buona norma sfruttare il brim o il raft, così da aumentare la superficie di adesione ed evitare fastidiose deformazioni dovute a ritiri sui bordi. Espansione e ritiro termico del materiale L'espansione termica è variazione delle dimensioni di un oggetto in base alla temperatura in cui si trova. Nella stampa 3D siamo in battaglia continua con espansioni e ritiri del materiale, questo perché portiamo le termoplastiche a variare di stato scaldandole e raffreddandole. Le differenze di temperatura tra la parte inferiore di una stampa e la parte superiore possono causare distacchi o fessurazioni sulle superfici del modello, un problema abbastanza comune nella stampa dell ABS. Gli strati di plastica devono raffreddarsi lentamente per poter costruire un oggetto 3D, ma non tanto da causare distacco dei bordi o deformazioni. I ritiri termici possono causare distacchi dal piatto di stampa proprio a causa di variazioni di temperatura della superficie dell'oggetto che sta a contatto col piano. La temperatura del piano e del volume di stampa sono entrambi aspetti importanti dell'adesione al letto. La temperatura del piano di stampa definisce quale sarà la temperatura a cui sono mantenuti gli strati inferiori e la temperatura dell'aria nella stampante definisce l'espansione termica o i ritiri delle superfici del modello. Una temperatura uniforme durante la stampa 3D rende meno probabile la deformazione, oltre che assicurare una migliore adesione. Livellamento e distanza dell'ugello dal piano Per far aderire il filamento al piano, è importante che l'ugello si trovi a una distanza costante e ragionevole dal piano di stampa. Se l'ugello si trova trova troppo vicino al piano, strapperà i materiali precedentemente posizionati o stampati, o rischierà di grattare il piano stesso. E' fondamentale che la distanza tra l'ugello e il piano sia ben impostata, così da evitare collisioni e assicurare accuratezza dimensionale. In secondo luogo, bisogna che il piano sia ben livellato. Stampare su una superficie inclinata può essere un vero incubo. Torna all'Indice Cause del problema di adesione dei materiali Cause del problema di adesione dei materiali: Temperatura troppo bassa del piatto di stampa: la temperatura del piatto di stampa è un fattore importante nell'adesione del materiale. Se la temperatura è troppo bassa, il materiale non si attaccherà correttamente e potrebbe staccarsi durante la stampa. Piatto di stampa troppo sporco o troppo pulito: un piatto di stampa non pulito può impedire al materiale di attaccarsi correttamente a causa di residui che facilitano il distacco. Allo stesso modo, se la superficie del piatto è troppo liscia e pulita, il materiale non riuscirà a fare adesione. Fai molta attenzione allo stato del tuo piano di stampa e assicurati che la superficie sia idonea a una corretta adesione. Uso di materiale inadeguato: alcuni materiali non sono adatti per la stampa 3D e possono avere problemi di adesione. Assicurati di utilizzare materiali consigliati dal produttore della stampante o dal produttore del filmalmento che hai in uso. Alcuni materiali adeiriscono esclusivamente a superfici di stampa specifiche. Calibrazione scorretta del piatto di stampa: una calibrazione scorretta del piatto di stampa può causare problemi di adesione. Assicurati di calibrarlo correttamente prima di ogni stampa. Torna all'Indice Soluzioni per risolvere il problema di adesione dei materiali Soluzioni per risolvere il problema di adesione dei materiali: Regolare la temperatura del piatto di stampa: assicurati che la temperatura del piatto di stampa sia adeguata per il materiale che stai utilizzando. La maggior parte dei produttori di stampanti 3D fornisce le temperature consigliate per ogni materiale. Pulire il piatto di stampa: pulisci il piatto di stampa con un panno umido o un detergente per rimuovere la polvere e le particelle che possono impedire all'adesivo o al materiale di attaccarsi correttamente. Allo stesso modo, non pensare di poter stampare su una superficie perfettamente pulita con sgrassatore: il filamento non aderirà. Usare adesivi: alcuni materiali possono avere bisogno di un adesivo per attaccarsi correttamente al piatto di stampa. Assicurati di utilizzare un adesivo adeguato per il materiale che stai utilizzando. Calibrare correttamente il piatto di stampa: assicurati di calibrare il piatto di stampa correttamente prima di ogni stampa per garantire un'adesione ottimale del materiale. Torna all'Indice Consiglio bonus 1: rimuovere umidità dal filamento Nella stampa 3D ci sono aspetti che spesso non si tengono in considerazione. Uno di questi riguarda la caratteristica capacità dei filamenti di assorbire umidità dall'aria... Si chiama igroscopia ed è una comune caratteristica dei materiali porosi. Se il filamento per stampa 3D utilizzato ha assorbito umidità posso affermare con certezza che ti darà problemi di adesione al piano di stampa. Il motivo è semplice: l'acqua assorbita verrà a sua volta scaldata nella fase di estrusione, causando bolle, fessurazioni e deformazioni non volute. Ho parlato in modo dettagliato di questo problema in una guida dedicata che mi sento di consigliarti se pensi di avere anche tu "problemi di umidità" coi tuoi filamenti. Fortunatamente una soluzione ce l'abbiamo: gli essiccatori per filamenti! Torna all'Indice Consiglio bonus 2: eliminare il warping Se si parla di problemi di adesione al piano di stampa, nel 90% dei casi si fa riferimento al warping. Il warping e una deformazione dei primi strati di stampa e solitamente si presenta sui bordi o negli angoli del modello. E' causata da ritiri del materiale, in genere dovuti a: temperature di stampa e del piatto non idonee; materiale scadente o non correttamente essiccato. Ti lascio di seguito una guida approfondita dove ti spiego anche come affrontare questo fastidioso problema: Torna all'Indice Consiglio bonus 3: test per stampante 3D A volte ci ritroviamo con la curiosità di scoprire fino a che punto possiamo spingerci con le nostre stampanti 3D. Magari hai raggiunto livelli di precisione e qualità molto buoni, ma... senza fare comparazioni non puoi sapere esattamente che livello hai raggiunto! Se hai risolto i tuoi problemi di adesione al piano e ti senti in grado di ottenere il massimo dalla tua stampante, posso consigliarti una serie di test per verificare in modo oggettivo la qialità dei tuoi modelli. Non dovrai fare altro che seguire la mia guida, stampare alcuni modelli del tutto gratuiti scaricabili dalla community e verificarne la qualità. Non dimenticare di mostrarci i tuoi risultati nel forum, mi raccomando! Torna all'Indice1 punto -
 Dove si butta il PLA? In questa guida ti do tutte le informazioni che riguardano il riciclo degli scarti in PLA, spiegandoti dove buttarlo e dantoti qualche consiglio per un corretto riciclo. Il PLA è il materiale più utilizzato nella stampa 3D a filamento. Dopotutto è normale, perché il PLA presenta numerosi benefici rispetto agli altri filamenti per stampa 3D . Il PLA si stampa facilmente a basse temperature e non richiede un letto riscaldato. Il PLA ha un costo basso rispetto a materiali più tecnici e si trova disponibile in miscele speciali che permettono di ottenere risultati estetici o finiture davvero singolari. Per tutti questi motivi, ti ritroverai senza dubbio ad avere numerose stampe realizzate in PLA sulla scrivania o sparse in casa. Probabilmente alcune, le migliori, le terrai in bella vista per farle vedere al primo visitatore fortunato... ma come sappiamo, ad ogni stampa 3D ben riuscita spesso corrispondono scarti e stampe malriuscite. Gli scarti possono essere semplici filamenti, rimasugli di brim, skirt o raft. Le stampe malriuscite invece sono veri e propri fallimenti di stampa che forse hai accumulato in uno scatolone a fianco della tua stampante, chiedendoti cosa puoi fartene o come buttarle nella raccolta differenziata. Beh, le buone notizie in questo caso sono due: la prima, è che potresti riciclare tu stesso il PLA, usandolo per altre stampe; la seconda, è che in questa guida trovi utili consigli sul corretto riciclo del PLA. In questa guida: > Che cos'è il PLA > Dove buttare il PLA nella raccolta differenziata > PLA: differenze tra biodegradabile e compostabile > Il PLA è biodegradabile? > Come riutilizzare il PLA per altre stampe > Recuperare stampe fallite con la post-produzione Che cos'è il PLA Il PLA, anche noto come acido polilattico o polilattide, è ottenuto a partire da scarti grezzi che provengono da fonti naturali naturali come il mais. L’amido (glucosio) è estratto dalle piante e convertito in destrosio tramite l’aggiunta di enzimi. Questo viene fatto fermentare da microorganismi in acido lattico, a sua volta trasformato in polilattide. Infine, la polimerizzazione produce lunghe sequenze molecolari le cui proprietà assomigliano a quelle dei polimeri a base di petrolio. A differenza di altri materiali, come l'ABS o il PETG, il PLA presenta caratteristiche interessanti che derivano dai suoi materiali di origine. Torna all'Indice PLA: differenze tra biodegradabile e compostabile I termini “biodegradabile” e “compostabile” e le relative differenze sono di importanza fondamentale e sono spesso fraintesi. Molte persone confondono “biodegradabile” con “compostabile”, il che crea grande confusione perché i due termini indicano due processi molto diversi tra loro. In senso ampio, “biodegradabile” significa che un oggetto può essere suddiviso biologicamente, mentre “compostabile” specifica tipicamente che tale processo darà origine a compost. Un materiale “biodegradabile” può essere decomposto in determinate condizioni anaerobiche o aerobiche. Tuttavia, quasi qualsiasi materiale si decomporrà nel tempo in natura. Quindi occorre definire esplicitamente le condizioni ambientali precise per la biodegradabilità del materiale stesso. Il compostaggio è invece un processo realizzato dall’uomo. Secondo lo standard europeo EN13432, un polimero o packaging è considerato “compostabile” se entro 6 mesi in un impianto di compostaggio industriale almeno il 90% di esso è convertito in emissioni di carbonio da parte di microorganismi e additivi presenti in una percentuale massima pari all’1% della massa iniziale e innocui. Per riassumere potremmo dire che il compostaggio, essendo un processo indotto dall'uomo, comprende la biodegradazione, ma la biodegradazione non è compostaggio. Torna all'Indice Il PLA è biodegradabile o compostabile? Nelle pubblicità o descrizioni del PLA leggiamo spesso “PLA biodegradabile” il che suggerisce che il PLA, proprio come i rifiuti della cucina, si può buttare nell'organico domestico o nella natura. Ma te lo dico subito in modo chiaro: NO, le tue stampe in PLA non sono biodegradabili. Il PLA può essere definito compostabile, e lo è solo ed esclusivamente: in specifiche condizioni di compostaggio industriale; in specifiche condizioni dimensionali dello scarto. Le dimensioni dello scarto infatti incidono tantissimo nel definire la compostabilità o meno del'oggetto stesso. Infatti, anche se sulla carta il PLA risulta biodegradabile e compostabile in determinate condizioni di compostaggio industriale, se l'oggetto presenta spessori di qualche millimetro non è compostabile. Il motivo è semplice: gli impianti di compostaggio industriale sono studiati per rielaborare materiali a base organica come bucce di banana o i sottilissimi sacchetti di plastica biodegradabile che trovi al supermercato. Questi impianti non sono in grado di elaborare elementi con spessori maggiori, perché impiegherebbero troppo tempo per compostare. Ti faccio un esempio semplice: un tronco d'albero è biodegradabile, ma non è compostabile a causa del suo spessore elevato. Torna all'Indice Dove buttare il PLA nella raccolta differenziata In conclusione quindi, dove puoi buttare il PLA nella raccolta differenziata? La risposta è chiara: il PLA va buttato nei contenitori di raccolta indifferenziata, proprio come viene specificato in questa discussione sul forum: Come riportato nella discussione, il PLA: POTREBBE essere conferito come rifiuto organico se conferito in filamenti molto sottili; visto il particolare processo di produzione che noi usiamo con la stampa 3D, dove solitamente gli spessori sono maggiori rispetto a quanto tollerato negli impianti di compostaggio, l'indicazione migliore è quella di conferire il PLA come rifiuto indifferenziato. A sottolineare la situazione si aggiungono anche i coloranti, i pigmenti e le polveri che possono essere contenute nei nostri filamenti da stampa 3D. Questo ci fa affermarmare ulteriormente che il PLA da stampa 3D è un materiale da buttare nella raccolta indifferenziata. Torna all'Indice Come riutilizzare il PLA per altre stampe Lo sapevi che i tuoi scarti potrebbero essere recuperati e usati per stampare nuovamente? Un'ottima occasione per generare meno rifiuti e risparmiare denaro! Le tue stampe fallite o i filamenti di scarto possono essere riciclati in casa, facendoli tornare sotto forma di filamento per stampa 3D pronto per essere stampato direttamente sulla tua scrivania. Produrre filamento per stampanti 3D è un processo semplice che può essere effettuato anche in ambienti di piccole dimensioni. Per farlo devi solamente procuranti un estrusore di filamento e della plastica in pellet. Prima di tutto, per estrudere le proprie stampe 3D e trasformarle in filamento occorre sminuzzarle in piccoli pezzettini: non serve che siano della stessa dimensione, l’importante è che siano abbastanza ridotti da entrare nel serbatoio dell'estrusore di filo e da lì passare nella camera di estrusione. Per fare questa operazione, puoi utilizzare un trituratore o in alternativa anche un normale frullatore da cucina. Se il PLA con cui vuoi lavorare non è fresco di produzione, consiglio vivamente di usare un essiccatore per filamenti per evitare noiosi problemi: il PLA infatti tende ad accumulare umidità, che rovina la qualità dell’estrusione. Per semplificare il processo posso consigliarti di utilizzare sempre una certa quantità di PLA vergine, più facile da trattare. In questo modo, la qualità dell’estrusione aumenterà notevolmente. Sappi però che è possibile creare nuovo filamento utilizzando esclusivamente PLA riciclato. Riciclare il PLA è davvero semplice. Se vuoi saperne di più, di seguito ti lascio il link alla mia guida dedicata: Torna all'Indice Recuperare stampe fallite con la post-produzione Il modo più semplice per ridurre la quantità di plastica da riciclare è di evitare di buttare le stampe fallite. Ti sembrerà banale, però pensaci un attimo: a volte ci ritroviamo a scartare delle stampe perché le superfici piene non si sono chiuse bene, perché si sono presentati difetti di finitura superficiale, oppure perché staccandole dal piatto si sono rovinate. Spesso in questi casi la stampa può essere recuperata, evitando di dover spendere altre ore per realizzarla nuovamente, facendo un po' di post produzione sulle superfici esterne. La post produzione nella stampa 3D FDM consiste in una serie di operazioni che permettono di: riempire buchi, fessure, dislivelli, difetti di stampa in generale; coprire imprecisioni; colorare la stampa a tuo piacimento. Una post produzione ben fatta può davvero dare nuova vita a modelli venuti male, evitando di generare scarti per la raccolta indifferenziata. E ti dirò di più... si tratta di un'attività davvero divertente e creativa! Nella guida che trovi di seguito ti do tutte le informazioni necessarie per fare la post produzione dei tuoi modelli, consigliandoti strumenti, materiali e modalità operative. Insomma, voglio che tu ottenga il miglior risultato possibile. Buona lettura 😄 Torna all'Indice1 punto
Dove si butta il PLA? In questa guida ti do tutte le informazioni che riguardano il riciclo degli scarti in PLA, spiegandoti dove buttarlo e dantoti qualche consiglio per un corretto riciclo. Il PLA è il materiale più utilizzato nella stampa 3D a filamento. Dopotutto è normale, perché il PLA presenta numerosi benefici rispetto agli altri filamenti per stampa 3D . Il PLA si stampa facilmente a basse temperature e non richiede un letto riscaldato. Il PLA ha un costo basso rispetto a materiali più tecnici e si trova disponibile in miscele speciali che permettono di ottenere risultati estetici o finiture davvero singolari. Per tutti questi motivi, ti ritroverai senza dubbio ad avere numerose stampe realizzate in PLA sulla scrivania o sparse in casa. Probabilmente alcune, le migliori, le terrai in bella vista per farle vedere al primo visitatore fortunato... ma come sappiamo, ad ogni stampa 3D ben riuscita spesso corrispondono scarti e stampe malriuscite. Gli scarti possono essere semplici filamenti, rimasugli di brim, skirt o raft. Le stampe malriuscite invece sono veri e propri fallimenti di stampa che forse hai accumulato in uno scatolone a fianco della tua stampante, chiedendoti cosa puoi fartene o come buttarle nella raccolta differenziata. Beh, le buone notizie in questo caso sono due: la prima, è che potresti riciclare tu stesso il PLA, usandolo per altre stampe; la seconda, è che in questa guida trovi utili consigli sul corretto riciclo del PLA. In questa guida: > Che cos'è il PLA > Dove buttare il PLA nella raccolta differenziata > PLA: differenze tra biodegradabile e compostabile > Il PLA è biodegradabile? > Come riutilizzare il PLA per altre stampe > Recuperare stampe fallite con la post-produzione Che cos'è il PLA Il PLA, anche noto come acido polilattico o polilattide, è ottenuto a partire da scarti grezzi che provengono da fonti naturali naturali come il mais. L’amido (glucosio) è estratto dalle piante e convertito in destrosio tramite l’aggiunta di enzimi. Questo viene fatto fermentare da microorganismi in acido lattico, a sua volta trasformato in polilattide. Infine, la polimerizzazione produce lunghe sequenze molecolari le cui proprietà assomigliano a quelle dei polimeri a base di petrolio. A differenza di altri materiali, come l'ABS o il PETG, il PLA presenta caratteristiche interessanti che derivano dai suoi materiali di origine. Torna all'Indice PLA: differenze tra biodegradabile e compostabile I termini “biodegradabile” e “compostabile” e le relative differenze sono di importanza fondamentale e sono spesso fraintesi. Molte persone confondono “biodegradabile” con “compostabile”, il che crea grande confusione perché i due termini indicano due processi molto diversi tra loro. In senso ampio, “biodegradabile” significa che un oggetto può essere suddiviso biologicamente, mentre “compostabile” specifica tipicamente che tale processo darà origine a compost. Un materiale “biodegradabile” può essere decomposto in determinate condizioni anaerobiche o aerobiche. Tuttavia, quasi qualsiasi materiale si decomporrà nel tempo in natura. Quindi occorre definire esplicitamente le condizioni ambientali precise per la biodegradabilità del materiale stesso. Il compostaggio è invece un processo realizzato dall’uomo. Secondo lo standard europeo EN13432, un polimero o packaging è considerato “compostabile” se entro 6 mesi in un impianto di compostaggio industriale almeno il 90% di esso è convertito in emissioni di carbonio da parte di microorganismi e additivi presenti in una percentuale massima pari all’1% della massa iniziale e innocui. Per riassumere potremmo dire che il compostaggio, essendo un processo indotto dall'uomo, comprende la biodegradazione, ma la biodegradazione non è compostaggio. Torna all'Indice Il PLA è biodegradabile o compostabile? Nelle pubblicità o descrizioni del PLA leggiamo spesso “PLA biodegradabile” il che suggerisce che il PLA, proprio come i rifiuti della cucina, si può buttare nell'organico domestico o nella natura. Ma te lo dico subito in modo chiaro: NO, le tue stampe in PLA non sono biodegradabili. Il PLA può essere definito compostabile, e lo è solo ed esclusivamente: in specifiche condizioni di compostaggio industriale; in specifiche condizioni dimensionali dello scarto. Le dimensioni dello scarto infatti incidono tantissimo nel definire la compostabilità o meno del'oggetto stesso. Infatti, anche se sulla carta il PLA risulta biodegradabile e compostabile in determinate condizioni di compostaggio industriale, se l'oggetto presenta spessori di qualche millimetro non è compostabile. Il motivo è semplice: gli impianti di compostaggio industriale sono studiati per rielaborare materiali a base organica come bucce di banana o i sottilissimi sacchetti di plastica biodegradabile che trovi al supermercato. Questi impianti non sono in grado di elaborare elementi con spessori maggiori, perché impiegherebbero troppo tempo per compostare. Ti faccio un esempio semplice: un tronco d'albero è biodegradabile, ma non è compostabile a causa del suo spessore elevato. Torna all'Indice Dove buttare il PLA nella raccolta differenziata In conclusione quindi, dove puoi buttare il PLA nella raccolta differenziata? La risposta è chiara: il PLA va buttato nei contenitori di raccolta indifferenziata, proprio come viene specificato in questa discussione sul forum: Come riportato nella discussione, il PLA: POTREBBE essere conferito come rifiuto organico se conferito in filamenti molto sottili; visto il particolare processo di produzione che noi usiamo con la stampa 3D, dove solitamente gli spessori sono maggiori rispetto a quanto tollerato negli impianti di compostaggio, l'indicazione migliore è quella di conferire il PLA come rifiuto indifferenziato. A sottolineare la situazione si aggiungono anche i coloranti, i pigmenti e le polveri che possono essere contenute nei nostri filamenti da stampa 3D. Questo ci fa affermarmare ulteriormente che il PLA da stampa 3D è un materiale da buttare nella raccolta indifferenziata. Torna all'Indice Come riutilizzare il PLA per altre stampe Lo sapevi che i tuoi scarti potrebbero essere recuperati e usati per stampare nuovamente? Un'ottima occasione per generare meno rifiuti e risparmiare denaro! Le tue stampe fallite o i filamenti di scarto possono essere riciclati in casa, facendoli tornare sotto forma di filamento per stampa 3D pronto per essere stampato direttamente sulla tua scrivania. Produrre filamento per stampanti 3D è un processo semplice che può essere effettuato anche in ambienti di piccole dimensioni. Per farlo devi solamente procuranti un estrusore di filamento e della plastica in pellet. Prima di tutto, per estrudere le proprie stampe 3D e trasformarle in filamento occorre sminuzzarle in piccoli pezzettini: non serve che siano della stessa dimensione, l’importante è che siano abbastanza ridotti da entrare nel serbatoio dell'estrusore di filo e da lì passare nella camera di estrusione. Per fare questa operazione, puoi utilizzare un trituratore o in alternativa anche un normale frullatore da cucina. Se il PLA con cui vuoi lavorare non è fresco di produzione, consiglio vivamente di usare un essiccatore per filamenti per evitare noiosi problemi: il PLA infatti tende ad accumulare umidità, che rovina la qualità dell’estrusione. Per semplificare il processo posso consigliarti di utilizzare sempre una certa quantità di PLA vergine, più facile da trattare. In questo modo, la qualità dell’estrusione aumenterà notevolmente. Sappi però che è possibile creare nuovo filamento utilizzando esclusivamente PLA riciclato. Riciclare il PLA è davvero semplice. Se vuoi saperne di più, di seguito ti lascio il link alla mia guida dedicata: Torna all'Indice Recuperare stampe fallite con la post-produzione Il modo più semplice per ridurre la quantità di plastica da riciclare è di evitare di buttare le stampe fallite. Ti sembrerà banale, però pensaci un attimo: a volte ci ritroviamo a scartare delle stampe perché le superfici piene non si sono chiuse bene, perché si sono presentati difetti di finitura superficiale, oppure perché staccandole dal piatto si sono rovinate. Spesso in questi casi la stampa può essere recuperata, evitando di dover spendere altre ore per realizzarla nuovamente, facendo un po' di post produzione sulle superfici esterne. La post produzione nella stampa 3D FDM consiste in una serie di operazioni che permettono di: riempire buchi, fessure, dislivelli, difetti di stampa in generale; coprire imprecisioni; colorare la stampa a tuo piacimento. Una post produzione ben fatta può davvero dare nuova vita a modelli venuti male, evitando di generare scarti per la raccolta indifferenziata. E ti dirò di più... si tratta di un'attività davvero divertente e creativa! Nella guida che trovi di seguito ti do tutte le informazioni necessarie per fare la post produzione dei tuoi modelli, consigliandoti strumenti, materiali e modalità operative. Insomma, voglio che tu ottenga il miglior risultato possibile. Buona lettura 😄 Torna all'Indice1 punto -
 In questa guida ho selezionato le 5 migliori stampanti 3D a resina, tenendo in considerazione il prezzo e la facilità d'uso. Qui puoi trovare la stampante 3D a resina adatta alle tue esigenze, da usare a casa o in laboratorio. Le stampanti 3D in resina stanno diventando sempre più popolari. La continua riduzione dei costi della tecnologia e delle resine ha reso queste macchine accessibili a chiunque, permettendo di realizzare stampa incredibilmente dettagliate in pochissimo tempo. Sul mercato si trovano ormai numerose stampanti 3D in resina acquistabili con budget limitato e facilissime da usare. Ma quali sono le migliori? Qualche consiglio può dartelo Stampa 3D forum! Ecco le migliori stampanti 3D in resina del momento, selezionate secondo criteri di usabilità, caratteristiche tecniche e prezzo. In questa guida: > Come scegliere una stampante 3D a resina > Elegoo Mars 2 > Creality Halot One > Anycubic Photon Mono 4K > Anycubic Photon Mono X > Elegoo Mars 3 > Altre stampanti 3D a resina economiche e ad alta risoluzione > Stazione di di pulizia e polimerizzazione della resina Come scegliere una stampante 3D a resina A differenza delle stampanti FDM a filamento le stampanti 3D in resina con tecnologia MSLA sono meccanicamente più semplici. Infatti, le stampanti a filamento si muovono su tre assi in contemporanea, depositando il materiale in modo controllato. Le stampanti 3D a resina, invece, presentano un movimento meccanico soltanto sull'asse Z. Dal punto di vista meccanico, praticamente tutte le stampanti a resina funzionano allo stesso modo. Inoltre, molti produttori di stampanti in resina utilizzano le schede di controllo CBD-Tech nelle loro macchine, il che significa che le stampanti funzionano tutte con quasi lo stesso software ed esperienza utente. Una delle caratteristiche più importanti da guardare quando si deve comprare una stampante 3D a resina è la quantità di pixel dello schermo LCD utilizzato. Questo è un aspetto molto importante perché incide direttamente sulla risoluzione di stampa della stampante; un fattore decisivo quando si sceglie una macchina rispetto a un'altra. Attualmente, la tendenza di mercato è quella di proporre stampanti con risoluzioni sempre migliori, facendo una vera e propria battaglia sul prezzo. L'innovazione si limita a queste caratteristiche. Se qualcosa ancora non ti è chiaro, lo sarà a breve: leggendo questa panoramica sulle migliori stampanti 3D a resina toccheremo molti punti che ti faranno scegliere quella che rispecchia al meglio le tue esigenze. Avanti, accendiamo gli LCD e scopriamo quali sono i migliori modelli di stampanti 3D a resina disponibili sul mercato! Torna all'Indice Elegoo Mars 2 Elegoo è uno dei marchi più apprezzati nell'ambito delle stampanti 3D a resina a basso costo. Sarà la facilità d'utilizzo, saranno le macchine ben progettate... Elegoo è altrettanto competitiva dal punto di vista del prezzo. Mentre l'ultima versione prodotta da Elegoo, la Mars 3, offre una risoluzione migliore ad un prezzo molto ragionevole, acquistando la Mars 2 puoi risparmiare un po' di soldi rinunciando a un po' di risoluzione. Diciamolo: nella maggior parte dei casi, la differenza di risoluzione sulle stampe è praticamente impercettibile. Anche se il modello Elegoo Mars 2 risulta più datato, puoi portarti a casa una stampante 3D a resina di buona qualità al costo di circa € 225. Si tratta di un risparmio di circa € 150 rispetto alla Elegoo Mars 3. Elegoo Mars 2 è dotata di uno schermo LCD mono da 6,08 pollici, che lavora su un volume di stampa 129 x 80 x 150 mm. In termini di risoluzione, il pannello "2K" da 2540 x 1620 pixel equivale a una risoluzione di 50 micron. Si tratta di una risoluzione standard per questa categoria di stampanti in resina economiche. Per fare un paragone in termini di qualità di stampa, sappi che la differenza con macchine che montano schermi da 4K sarà visibile in alcuni modelli, ma la risoluzione della Mars 2 è ancora considerata competitiva e a tutti gli effetti più che accettabile. Come tutte le macchine prodotte da Elegoo, Mars 2 è facilissima da usare. Le componenti da "toccare" con mano sono veramente poche e, in caso tu abbia necessità di sostituire un pezzo, la fornitura di componenti di ricambio è davvero semplice tramite Amazon. La macchina è dotata di un'interfaccia estremamente semplice. Lo slicing si effettua tramite software gratuiti come Chitubox o Lychee, i quali esportano i file di stampa in formato .ctb. Per avviare la stampa, non devi fare altro che caricare il file su una chiavetta USB, collegarla alla stampante nella parte frontale (molto comoda!) e interagire tramite lo schermo touch da 3,5 pollici. La vasca di stampa è realizzata in plastica, diversamente da quella in metallo montata sulla Mars 3. Probabilmente questo aiuta a ridurre i costi della stampante, ma a mio avviso non cambia molto a livello di qualità di stampa. Chiaro, la vasca in metallo ha un effetto più premium. Elegoo Mars 2 è una stampante ottima per entrare nel mondo della stampa 3D a resina spendendo pochi soldi. Inoltre, la community online è davvero grande, il che ti aiuterà a reperire profili di stampa o a ricevere consigli sull'utilizzo. Se hai un budget limitato, Elegoo Mars 2 è la stampante a resina che fa per te. Scopri offerta su Amazon Torna all'Indice Creality Halot One In concorrenza diretta con Elegoo troviamo Creality, il secondo grande marchio che offre macchine a basso costo, semplici e ben progettate. Creality si è fatta conoscere prima tramite le stampanti 3D FDM come la Ender V2 e CR-10, diventando un punto di riferimento per la stampa 3D low cost. Ormai da qualche anno Creality commercializza anche stampanti 3D a resina e col modello Halot ha effettivamente fatto ulteriori passi avanti. Halot One è una stampante facile da usare e dal costo molto basso. La trovi su Amazon a circa € 230-260. La dimensione della macchina è di 221 x 221 x 404 mm mentre il volume di stampa ha dimensione 127 x 80 x 160 mm. Il peso totale, 7,1 Kg. Lo schermo frontale è grande e permette di visualizzare molte informazioni sul processo di stampa. Agevola l'uso e ti permette di avere sotto controllo diverse funzionalità. Monta uno schermo LCD 2K monocromatico con sorgente luminosa da 120W, con un specchio performante che, a detta del produttore, assicura un'ottima uniformità della luce su tutta la superficie che solidifica la resina. Precisione e dettaglio sono i punti su cui Creality si è concentrata, cercando ti usare componenti economiche per contenere i costi. La macchina si connette via wifi, il che favorisce la ricezione di file di stampa via rete. Creality ha anche ideato un suo sistema cloud, dove possono essere stoccati i file in coda di stampa. Con Halot One, Creality ha anche lanciato il proprio software di slicing. Un software veramente semplice e perfettamente integrato con la macchina, ti assicura di passare alla stampa in pochi minuti. Se la trovi in offerta, non fartela sfuggire! Scopri offerta su Amazon Torna all'Indice Anycubic Photon Mono 4K La terza grande protagonista di questa guida non piò essere che Anycubic. Un marchio conosciutissimo dagli amanti della stampa 3D a resina, produttore di numerosi modelli molto utilizzati. Il modello Photon Mono 4K è davvero concorrenziale: presenta un volume di stampa di 132 x 80 x 165 mm e monta uno schermo LCD da 6 pollici di dimensione con risoluzione 4K. Stiamo parlando di caratteristiche notevoli per una macchina che costa appena € 240-260. L'uso è similare ai modelli che già ti ho presentato in questa guida. Le componenti sono poche e nel progettate. Insomma, si tratta di una macchina entry-level che può fare gola anche agli utenti più esperti. Lo schermo LCD monocromatico 4K ha una risoluzione di 3840x2400 pixel, il che fa presupporre che la stampante sia in grado di offrire qualche dettaglio in più sulle stampante più delicate. L'alta luminosità dello schermo LCD e l'elevata trasmissione della luce tramite la vasca dovrebbero assicurarti maggiori velocità di stampa e una ridotta tempistica di indurimento della resina. Anycubic fornisce anche diverse tipologie di resina fotosensibile. La resina standard è disponibile in colore grigio, trasparente, bianco, verde, nero e traslucido. Inoltre, è disponibile una resina vegetale, più ecologica e sostenibile. I risultati di stampa tra l'uso di una resina o l'altra non cambiano. Scopri offerta su Amazon Torna all'Indice Anycubic Photon Mono X Tra i modelli offerti da Anycubic, il modello Photon Mono X è uno dei più venduti. Con l'ultimo aggiornamento, sono stati fatti diversi miglioramenti a livello di qualità generale del prodotto. E' evidente che l'obiettivo di Anycubic fosse quello di realizzare un prodotto di alta qualità premium. Rispetto ai modelli visti finora, qui i costi aumentano, ma migliorano anche le caratteristiche tecniche della stampante 3D. Photon Mono X è una macchina aperta all'uso di qualsiasi resina fotosensibile. E' dotata di uno schermo LCD monocromatico ad alta risoluzione 4K con dimensione 8.9 pollici, che rende i dettagli di stampa più precisi. Il fatto che la Photon Mono X monti uno schermo più grande e performante porta benefici anche al volume di stampa: sulla Mono X abbiamo a disposizione 192 x 120 x 250 mm., uno spazio davvero generoso. Il design della stampante si differenzia dal modello Mono 4K, anche se le modalità di utilizzo non cambiano. Le componenti variano in alcuni dettagli, soprattutto in relazione al volume di stampa. Il costo è di € 459 - 499. Se stai cercando una stampante a resina con volume di stampa ampio e dotata di caratteristiche più elevate, probabilmente questa è la tua macchina. Scopri offerta su Amazon Torna all'Indice Elegoo Mars 3 Se hai letto fin qui e stai cercando la giusta via di mezzo tra le macchine super economiche e quelle più costose, allora ho quello che fa per te. La Elegoo Mars 3 è la sesta versione della popolare stampante economica progettata da Elegoo. Si tratta di un modello che presenta alcuni vantaggi a livello di prestazioni, oltre a presentarsi con un design tutto nuovo e elegante. Il volume di stampa di 143 x 90 x 165 mm è concorrenziale e abbastanza grande per contenere pezzi di medie dimensioni. Su questo volume agisce uno schermo LCD da 4098 x 2560 pixel, che puà raggiungere una risoluzione ultra fine di 35 micron. Sebbene non sia la prima stampante economica a offrire una risoluzione di 35 micron, è comunque una delle più grandi a presentare questa caratteristica. Una risoluzione di questo tipo su un volume di stampa come quello della Mars 3 non è comune. La Mars 3 ha una potente sorgente luminosa COB (Chip On Board), composta da 36 LED riposti sotto l'LCD monocromatico che insieme forniscono un'elevata uniformità della luce in tutta l'area di costruzione. Ciò significa tempi di polimerizzazione degli strati rapidi fino a 1,5 secondi per strato. Questa potente fonte di luce emette molto calore, quindi Mars 3 presenta anche un sistema per dissipare il calore nuovo e migliorato. Ciò aiuta a mantenere l'interno della stampante alla temperatura ottimale e aumenta la longevità generale della stampante. Sul fronte si trova un display LCD touchscreen a colori da 3,5 pollici, posizionato a filo con la parte anteriore della macchina. Sia l'ingresso USB che il pulsante di accensione si trovano appena sotto lo schermo, davvero comodi per evitare di muovere la macchina quando è piena di resina. La vasca di metallo è un dettaglio davvero apprezzabile. Le viti di bloccaggio sono comode e facilissime da gestire, mentre i piedini sul fondo della vasca evitano che il FEP entri in contatto con la superficie di lavoro. Elegoo afferma che la pellicola FEP fornita è più sottile, il che migliora l'adesione di stampa se combinata con la superficie sabbiata del piano di stampa. L'asse Z si muove su una barra filettata tramite una guida lineare, che sembrano ben salde e affidabili. Elegoo Mars 3 è la combinazione di tutti gli elementi positivi delle versioni precedenti. Ne preserva la semplicità e l'affidabilità. E' una stampante 3D che fa quello che deve, senza tanti fronzoli. Lo slicing può essere fatto su Chitubox o Lychee slicer. La trovi su Amazon a circa € 365. Se desideri stampe ad alto dettaglio, senza fare molti sforzi e senza spendere troppo, Elegoo Mars 3 dovrebbe essere la tua stampante 3D a resina. Scopri offerta su Amazon Torna all'Indice Altre stampanti 3D a resina economiche e ad alta risoluzione Oltre alla selezione di stampanti 3D a resina che ti ho mostrato, credo che abbia senso fornirti una panoramica anche di altre macchine meno conosciute. Queste sono stampanti di diversa tipologia e prezzo, e presentano caratteristiche diverse. Se nella selezione non hai trovato quello che fa per te, forse potresti trovarlo qui di seguito. Nell'ambito della risoluzione 2K - 50 micron ci sono davvero tantissimi modelli tra cui scegliere. Non voglio girarci tanto attorno... le differenze tra i vari modelli sono praticamente nulle. Se la Mars 2 non ti convince, ci sono alcune alternative a cui vale la pena dare un'occhiata. Se cerchi il massimo risparmio, Voxelab Proxima 6 ha un costo di appena € 159. Ha un volume di stampa di 130 x 82 x 155 mm ed è compatibile con Lychee slicer, ma mette a disposizione un suo slicer proprietario - VoxelPrint. Costa poco ed è paragonabile alla concorrenza. Se davvero vuoi spendere poco e avvicinarti alla stampa 3D a resina senza pretese, potrebbe essere la tua prima scelta. Se il tuo obiettivo è una stampa ultra dettagliata, la Phrozen Sonic Mini 8K è una stampante a resina con risoluzione di 22 micron. Attualmente è l'unica stampante disponibile a basso costo a fornire un dettaglio di questo livello. La macchina non sempre è disponibile online. Al momento in cui sto scrivendo la trovi su Amazon al costo di € 699. Se cerchi una stampante con risoluzione di 35 micron, Phrozen Sonic Mini 4K potrebbe essere una valida scelta. Monta uno schermo mono 4K e può produrre stampe con una precisione di 35 micron, ma, rispetto al Mars 3, ha un volume di costruzione notevolmente inferiore di 135 x 75 x 130 mm. Il prezzo è di € 399, non molto distante da quello della Mars 3, il che la rende una valida alternativa. Se vuoi un po' più di dettaglio e un'esperienza più raffinata, dai un'occhiata a Nova3D Bene4 Mono. Costa € 329, ha un costo più elevato rispetto alle macchine della stessa fascia, ma presenta dettagli che la rendono più piacevole e agevole da usare. Volume di stampa da 130 x 80 x 150 mm, abbastanza voluminoso, compatibilità con Chitubox e Lychee, fonte luminosa di buona qualità, wifi, memoria interna da 8 GB. Insomma, gli optional sono già integrati. Torna all'Indice Stazione di lavaggio e polimerizzazione della resina Se stai acquistando una stampante 3D a resina non puoi fare a meno di una stazione di lavaggio e polimerizzazione della resina. I tuoi modelli infatti, non appena usciti dalla macchina, saranno impregnati di resina liquida che dovrai rimuovere usando specifici strumenti e liquidi. Si tratta di operazioni semplici da svolgere, che richiedono cura e attenzione. Una stazione di lavaggio e polimerizzazione è fondamentale per dare forza e durezza ai tuoi pezzi, evitando che rimangano collosi e si rompano subito. Qui trovi la mia guida approfondita, dove ti spiego cos'è e come funziona questa fase di post-produzione delle tue stampe: Torna all'Indice1 punto
In questa guida ho selezionato le 5 migliori stampanti 3D a resina, tenendo in considerazione il prezzo e la facilità d'uso. Qui puoi trovare la stampante 3D a resina adatta alle tue esigenze, da usare a casa o in laboratorio. Le stampanti 3D in resina stanno diventando sempre più popolari. La continua riduzione dei costi della tecnologia e delle resine ha reso queste macchine accessibili a chiunque, permettendo di realizzare stampa incredibilmente dettagliate in pochissimo tempo. Sul mercato si trovano ormai numerose stampanti 3D in resina acquistabili con budget limitato e facilissime da usare. Ma quali sono le migliori? Qualche consiglio può dartelo Stampa 3D forum! Ecco le migliori stampanti 3D in resina del momento, selezionate secondo criteri di usabilità, caratteristiche tecniche e prezzo. In questa guida: > Come scegliere una stampante 3D a resina > Elegoo Mars 2 > Creality Halot One > Anycubic Photon Mono 4K > Anycubic Photon Mono X > Elegoo Mars 3 > Altre stampanti 3D a resina economiche e ad alta risoluzione > Stazione di di pulizia e polimerizzazione della resina Come scegliere una stampante 3D a resina A differenza delle stampanti FDM a filamento le stampanti 3D in resina con tecnologia MSLA sono meccanicamente più semplici. Infatti, le stampanti a filamento si muovono su tre assi in contemporanea, depositando il materiale in modo controllato. Le stampanti 3D a resina, invece, presentano un movimento meccanico soltanto sull'asse Z. Dal punto di vista meccanico, praticamente tutte le stampanti a resina funzionano allo stesso modo. Inoltre, molti produttori di stampanti in resina utilizzano le schede di controllo CBD-Tech nelle loro macchine, il che significa che le stampanti funzionano tutte con quasi lo stesso software ed esperienza utente. Una delle caratteristiche più importanti da guardare quando si deve comprare una stampante 3D a resina è la quantità di pixel dello schermo LCD utilizzato. Questo è un aspetto molto importante perché incide direttamente sulla risoluzione di stampa della stampante; un fattore decisivo quando si sceglie una macchina rispetto a un'altra. Attualmente, la tendenza di mercato è quella di proporre stampanti con risoluzioni sempre migliori, facendo una vera e propria battaglia sul prezzo. L'innovazione si limita a queste caratteristiche. Se qualcosa ancora non ti è chiaro, lo sarà a breve: leggendo questa panoramica sulle migliori stampanti 3D a resina toccheremo molti punti che ti faranno scegliere quella che rispecchia al meglio le tue esigenze. Avanti, accendiamo gli LCD e scopriamo quali sono i migliori modelli di stampanti 3D a resina disponibili sul mercato! Torna all'Indice Elegoo Mars 2 Elegoo è uno dei marchi più apprezzati nell'ambito delle stampanti 3D a resina a basso costo. Sarà la facilità d'utilizzo, saranno le macchine ben progettate... Elegoo è altrettanto competitiva dal punto di vista del prezzo. Mentre l'ultima versione prodotta da Elegoo, la Mars 3, offre una risoluzione migliore ad un prezzo molto ragionevole, acquistando la Mars 2 puoi risparmiare un po' di soldi rinunciando a un po' di risoluzione. Diciamolo: nella maggior parte dei casi, la differenza di risoluzione sulle stampe è praticamente impercettibile. Anche se il modello Elegoo Mars 2 risulta più datato, puoi portarti a casa una stampante 3D a resina di buona qualità al costo di circa € 225. Si tratta di un risparmio di circa € 150 rispetto alla Elegoo Mars 3. Elegoo Mars 2 è dotata di uno schermo LCD mono da 6,08 pollici, che lavora su un volume di stampa 129 x 80 x 150 mm. In termini di risoluzione, il pannello "2K" da 2540 x 1620 pixel equivale a una risoluzione di 50 micron. Si tratta di una risoluzione standard per questa categoria di stampanti in resina economiche. Per fare un paragone in termini di qualità di stampa, sappi che la differenza con macchine che montano schermi da 4K sarà visibile in alcuni modelli, ma la risoluzione della Mars 2 è ancora considerata competitiva e a tutti gli effetti più che accettabile. Come tutte le macchine prodotte da Elegoo, Mars 2 è facilissima da usare. Le componenti da "toccare" con mano sono veramente poche e, in caso tu abbia necessità di sostituire un pezzo, la fornitura di componenti di ricambio è davvero semplice tramite Amazon. La macchina è dotata di un'interfaccia estremamente semplice. Lo slicing si effettua tramite software gratuiti come Chitubox o Lychee, i quali esportano i file di stampa in formato .ctb. Per avviare la stampa, non devi fare altro che caricare il file su una chiavetta USB, collegarla alla stampante nella parte frontale (molto comoda!) e interagire tramite lo schermo touch da 3,5 pollici. La vasca di stampa è realizzata in plastica, diversamente da quella in metallo montata sulla Mars 3. Probabilmente questo aiuta a ridurre i costi della stampante, ma a mio avviso non cambia molto a livello di qualità di stampa. Chiaro, la vasca in metallo ha un effetto più premium. Elegoo Mars 2 è una stampante ottima per entrare nel mondo della stampa 3D a resina spendendo pochi soldi. Inoltre, la community online è davvero grande, il che ti aiuterà a reperire profili di stampa o a ricevere consigli sull'utilizzo. Se hai un budget limitato, Elegoo Mars 2 è la stampante a resina che fa per te. Scopri offerta su Amazon Torna all'Indice Creality Halot One In concorrenza diretta con Elegoo troviamo Creality, il secondo grande marchio che offre macchine a basso costo, semplici e ben progettate. Creality si è fatta conoscere prima tramite le stampanti 3D FDM come la Ender V2 e CR-10, diventando un punto di riferimento per la stampa 3D low cost. Ormai da qualche anno Creality commercializza anche stampanti 3D a resina e col modello Halot ha effettivamente fatto ulteriori passi avanti. Halot One è una stampante facile da usare e dal costo molto basso. La trovi su Amazon a circa € 230-260. La dimensione della macchina è di 221 x 221 x 404 mm mentre il volume di stampa ha dimensione 127 x 80 x 160 mm. Il peso totale, 7,1 Kg. Lo schermo frontale è grande e permette di visualizzare molte informazioni sul processo di stampa. Agevola l'uso e ti permette di avere sotto controllo diverse funzionalità. Monta uno schermo LCD 2K monocromatico con sorgente luminosa da 120W, con un specchio performante che, a detta del produttore, assicura un'ottima uniformità della luce su tutta la superficie che solidifica la resina. Precisione e dettaglio sono i punti su cui Creality si è concentrata, cercando ti usare componenti economiche per contenere i costi. La macchina si connette via wifi, il che favorisce la ricezione di file di stampa via rete. Creality ha anche ideato un suo sistema cloud, dove possono essere stoccati i file in coda di stampa. Con Halot One, Creality ha anche lanciato il proprio software di slicing. Un software veramente semplice e perfettamente integrato con la macchina, ti assicura di passare alla stampa in pochi minuti. Se la trovi in offerta, non fartela sfuggire! Scopri offerta su Amazon Torna all'Indice Anycubic Photon Mono 4K La terza grande protagonista di questa guida non piò essere che Anycubic. Un marchio conosciutissimo dagli amanti della stampa 3D a resina, produttore di numerosi modelli molto utilizzati. Il modello Photon Mono 4K è davvero concorrenziale: presenta un volume di stampa di 132 x 80 x 165 mm e monta uno schermo LCD da 6 pollici di dimensione con risoluzione 4K. Stiamo parlando di caratteristiche notevoli per una macchina che costa appena € 240-260. L'uso è similare ai modelli che già ti ho presentato in questa guida. Le componenti sono poche e nel progettate. Insomma, si tratta di una macchina entry-level che può fare gola anche agli utenti più esperti. Lo schermo LCD monocromatico 4K ha una risoluzione di 3840x2400 pixel, il che fa presupporre che la stampante sia in grado di offrire qualche dettaglio in più sulle stampante più delicate. L'alta luminosità dello schermo LCD e l'elevata trasmissione della luce tramite la vasca dovrebbero assicurarti maggiori velocità di stampa e una ridotta tempistica di indurimento della resina. Anycubic fornisce anche diverse tipologie di resina fotosensibile. La resina standard è disponibile in colore grigio, trasparente, bianco, verde, nero e traslucido. Inoltre, è disponibile una resina vegetale, più ecologica e sostenibile. I risultati di stampa tra l'uso di una resina o l'altra non cambiano. Scopri offerta su Amazon Torna all'Indice Anycubic Photon Mono X Tra i modelli offerti da Anycubic, il modello Photon Mono X è uno dei più venduti. Con l'ultimo aggiornamento, sono stati fatti diversi miglioramenti a livello di qualità generale del prodotto. E' evidente che l'obiettivo di Anycubic fosse quello di realizzare un prodotto di alta qualità premium. Rispetto ai modelli visti finora, qui i costi aumentano, ma migliorano anche le caratteristiche tecniche della stampante 3D. Photon Mono X è una macchina aperta all'uso di qualsiasi resina fotosensibile. E' dotata di uno schermo LCD monocromatico ad alta risoluzione 4K con dimensione 8.9 pollici, che rende i dettagli di stampa più precisi. Il fatto che la Photon Mono X monti uno schermo più grande e performante porta benefici anche al volume di stampa: sulla Mono X abbiamo a disposizione 192 x 120 x 250 mm., uno spazio davvero generoso. Il design della stampante si differenzia dal modello Mono 4K, anche se le modalità di utilizzo non cambiano. Le componenti variano in alcuni dettagli, soprattutto in relazione al volume di stampa. Il costo è di € 459 - 499. Se stai cercando una stampante a resina con volume di stampa ampio e dotata di caratteristiche più elevate, probabilmente questa è la tua macchina. Scopri offerta su Amazon Torna all'Indice Elegoo Mars 3 Se hai letto fin qui e stai cercando la giusta via di mezzo tra le macchine super economiche e quelle più costose, allora ho quello che fa per te. La Elegoo Mars 3 è la sesta versione della popolare stampante economica progettata da Elegoo. Si tratta di un modello che presenta alcuni vantaggi a livello di prestazioni, oltre a presentarsi con un design tutto nuovo e elegante. Il volume di stampa di 143 x 90 x 165 mm è concorrenziale e abbastanza grande per contenere pezzi di medie dimensioni. Su questo volume agisce uno schermo LCD da 4098 x 2560 pixel, che puà raggiungere una risoluzione ultra fine di 35 micron. Sebbene non sia la prima stampante economica a offrire una risoluzione di 35 micron, è comunque una delle più grandi a presentare questa caratteristica. Una risoluzione di questo tipo su un volume di stampa come quello della Mars 3 non è comune. La Mars 3 ha una potente sorgente luminosa COB (Chip On Board), composta da 36 LED riposti sotto l'LCD monocromatico che insieme forniscono un'elevata uniformità della luce in tutta l'area di costruzione. Ciò significa tempi di polimerizzazione degli strati rapidi fino a 1,5 secondi per strato. Questa potente fonte di luce emette molto calore, quindi Mars 3 presenta anche un sistema per dissipare il calore nuovo e migliorato. Ciò aiuta a mantenere l'interno della stampante alla temperatura ottimale e aumenta la longevità generale della stampante. Sul fronte si trova un display LCD touchscreen a colori da 3,5 pollici, posizionato a filo con la parte anteriore della macchina. Sia l'ingresso USB che il pulsante di accensione si trovano appena sotto lo schermo, davvero comodi per evitare di muovere la macchina quando è piena di resina. La vasca di metallo è un dettaglio davvero apprezzabile. Le viti di bloccaggio sono comode e facilissime da gestire, mentre i piedini sul fondo della vasca evitano che il FEP entri in contatto con la superficie di lavoro. Elegoo afferma che la pellicola FEP fornita è più sottile, il che migliora l'adesione di stampa se combinata con la superficie sabbiata del piano di stampa. L'asse Z si muove su una barra filettata tramite una guida lineare, che sembrano ben salde e affidabili. Elegoo Mars 3 è la combinazione di tutti gli elementi positivi delle versioni precedenti. Ne preserva la semplicità e l'affidabilità. E' una stampante 3D che fa quello che deve, senza tanti fronzoli. Lo slicing può essere fatto su Chitubox o Lychee slicer. La trovi su Amazon a circa € 365. Se desideri stampe ad alto dettaglio, senza fare molti sforzi e senza spendere troppo, Elegoo Mars 3 dovrebbe essere la tua stampante 3D a resina. Scopri offerta su Amazon Torna all'Indice Altre stampanti 3D a resina economiche e ad alta risoluzione Oltre alla selezione di stampanti 3D a resina che ti ho mostrato, credo che abbia senso fornirti una panoramica anche di altre macchine meno conosciute. Queste sono stampanti di diversa tipologia e prezzo, e presentano caratteristiche diverse. Se nella selezione non hai trovato quello che fa per te, forse potresti trovarlo qui di seguito. Nell'ambito della risoluzione 2K - 50 micron ci sono davvero tantissimi modelli tra cui scegliere. Non voglio girarci tanto attorno... le differenze tra i vari modelli sono praticamente nulle. Se la Mars 2 non ti convince, ci sono alcune alternative a cui vale la pena dare un'occhiata. Se cerchi il massimo risparmio, Voxelab Proxima 6 ha un costo di appena € 159. Ha un volume di stampa di 130 x 82 x 155 mm ed è compatibile con Lychee slicer, ma mette a disposizione un suo slicer proprietario - VoxelPrint. Costa poco ed è paragonabile alla concorrenza. Se davvero vuoi spendere poco e avvicinarti alla stampa 3D a resina senza pretese, potrebbe essere la tua prima scelta. Se il tuo obiettivo è una stampa ultra dettagliata, la Phrozen Sonic Mini 8K è una stampante a resina con risoluzione di 22 micron. Attualmente è l'unica stampante disponibile a basso costo a fornire un dettaglio di questo livello. La macchina non sempre è disponibile online. Al momento in cui sto scrivendo la trovi su Amazon al costo di € 699. Se cerchi una stampante con risoluzione di 35 micron, Phrozen Sonic Mini 4K potrebbe essere una valida scelta. Monta uno schermo mono 4K e può produrre stampe con una precisione di 35 micron, ma, rispetto al Mars 3, ha un volume di costruzione notevolmente inferiore di 135 x 75 x 130 mm. Il prezzo è di € 399, non molto distante da quello della Mars 3, il che la rende una valida alternativa. Se vuoi un po' più di dettaglio e un'esperienza più raffinata, dai un'occhiata a Nova3D Bene4 Mono. Costa € 329, ha un costo più elevato rispetto alle macchine della stessa fascia, ma presenta dettagli che la rendono più piacevole e agevole da usare. Volume di stampa da 130 x 80 x 150 mm, abbastanza voluminoso, compatibilità con Chitubox e Lychee, fonte luminosa di buona qualità, wifi, memoria interna da 8 GB. Insomma, gli optional sono già integrati. Torna all'Indice Stazione di lavaggio e polimerizzazione della resina Se stai acquistando una stampante 3D a resina non puoi fare a meno di una stazione di lavaggio e polimerizzazione della resina. I tuoi modelli infatti, non appena usciti dalla macchina, saranno impregnati di resina liquida che dovrai rimuovere usando specifici strumenti e liquidi. Si tratta di operazioni semplici da svolgere, che richiedono cura e attenzione. Una stazione di lavaggio e polimerizzazione è fondamentale per dare forza e durezza ai tuoi pezzi, evitando che rimangano collosi e si rompano subito. Qui trovi la mia guida approfondita, dove ti spiego cos'è e come funziona questa fase di post-produzione delle tue stampe: Torna all'Indice1 punto -
 Amazon fornisce un elenco dei prodotti più venduti per ogni categoria in base alle vendite. Questo dato, se accoppiato con le recensioni degli utenti, può effettivamente dirci quali sono i prodotti più apprezzati dagli acquirenti, fornendo informazioni oggettive e utili per fare i propri acquisti. Spesso le recensioni ci danno vere e proprie conferme, ma anche il numero di vendite è un dato importante per definire se una stampante 3D merita di essere annoverata tra le migliori. Ecco quindi la lista delle 10 stampanti 3D più vendute su Amazon, divise nelle due più comuni tecnologie disponibili: stampanti 3D a filamento e stampanti 3D a resina. In questa guida: > Stampanti 3D a filamento più vendute su Amazon > Stampanti 3D a resina più vendute su Amazon > Le 5 migliori stampanti 3D a resina > Stazioni di lavaggio e polimerizzazione della resina > Le migliori stampanti 3D doppio estrusore > Le migliori stampanti 3D sotto i € 500 Stampanti 3D a filamento più vendute su Amazon Creality Ender 3 V2 Da quando Creality ha rilasciato la prima Ender 3, la serie Ender è stata una delle più popolari nella fascia a basso costo tra le stampanti 3D. Infatti, nell'elenco dei bestseller di sempre di Amazon, l'Ender 3, l'Ender 3 Pro e l'Ender 3 V2 sono tutte sul podio. Tutte le macchine precedenti alla V2 sono macchine eccezionali sotto molti aspetti, economiche e ben fatte, e con la V2 Creality non cambia registro. La seconda generazione è una semplice raccomandazione: si basa sulle stampanti precedenti aggiungendo hardware che semplifica la vita e il lavoro. Che tu sia completamente nuovo nella stampa 3D o un veterano esperto, Ender 3 V2 è una delle migliori opzioni disponibili se desideri stampe pulite senza problemi. Come l'originale Ender 3, la V2 è molto apprezzata per quanto sia facile da configurare e utilizzare, fornendo ottimi risultati anche grazie al piatto di stampa in vetro temperato. La V2 presenta un design migliore rispetto alla stampante che l'ha preceduta, oltre a una scheda madre a 32 bit e driver del motore passo-passo silenziosi. Trovi anche un'area di stampa rispettabile di 220 x 220 x 250 mm con cui lavorare, oltre a un hot end a 250°C e un estrusore Bowden. Uno dei maggiori punti di forza della scelta di questa stampante è la community: la community di Ender 3 è molto diffusa, il che praticamente garantisce che ci sia un forum dove qualcuno può aiutarti a risolvere un problema o migliorare la macchina con add -on e aggiornamenti. L'Ender 3 V2 è una delle prime voci nell'elenco delle stampanti 3D più vendute su Amazon e di questo non c'è da stupirsi. Con un costo accessibile, la trovi a partire da € 250, salendo in base alle configurazioni. Vedi offerta su Amazon Torna all'Indice Creality Ender 3 Pro Ender 3 Pro di Creality è un'altra opzione di alto livello nell'elenco delle stampanti 3D più vendute su Amazon. Creality Ender 3 Pro ha un generoso volume di stampa di 220 x 220 x 250 mm, che ti offre molto spazio per stampare anche i modelli più ingombranti. È dotata di un estrusore a doppio ingranaggio appositamente sviluppato per un'eccellente uniformità di estrusione. L'hot end interamente in metallo può raggiungere temperature fino a 300°C, quindi può stampare un sacco di più materiali, inclusi nylon, PC e ASA. Se si desidera lavorare con filamenti abrasivi, è consigliabile montare un ugello resistente all'abrasione, poiché gli ugelli standard in ottone si consumano nel tempo. Questo è un aggiornamento facile ed economico che renderà la macchina molto più versatile nella stampa di materiali professionali. Creality ha persino rilasciato un kit dissipatore di calore a liquido che può essere adattato per garantire un raffreddamento costante per lavori di stampa ad alta temperatura per un lungo periodo di tempo, anche se questo aggiornamento ti costerà un po' di più. L'Ender 3 Pro è dotata di un "CR Touch", la soluzione di livellamento automatico molto adottato da Creality. Questa sonda metallica colpisce 16 punti sul letto di stampa, creando una rete per tenere conto di eventuali irregolarità. Il piano di stampa stesso è una piastra in acciaio rivestita in PEI che offre un'eccellente adesione e consente di rimuovere le stampe con un po' di flessione. A partire da € 285, si tratta anche in questo caso di una certezza! Vedi offerta su Amazon Torna all'Indice Sovol SV04 La Svolo SV04 è una grande stampante 3D dotata di un blocco estrusore IDEX con un volume di costruzione di 300 x 300 x 400 mm. Le stampanti 3D a doppio estrusore indipendente (IDEX) sono uno spettacolo raro nella stampa 3D di consumo e ancora di più nella fascia di prezzo dell'SV04. Ma l'SV01 ha molto di più da offrire, ad un prezzo molto contenuto. Innanzitutto, gli estrusori sono entrambi direct, il che in genere consente un migliore controllo della retrazione e una gestione più semplice del filamento, in particolare con filamenti flessibili. Il sistema di livellamento automatico del piano di stampa utilizza un sistema che tocca il piano per calcolare la perpendicolarità generale, calcolata dalla scheda madre a 32 bit. Ha anche una superficie di stampa magnetica flessibile rivestita in PC, che consente di rimuoverlo facilmente dalla stampante e fletterlo per staccare le stampe dalla superficie. Ciò che si fa notare sulla Sovol SV04 sono i due blocchi estrusore separati e indipendenti. Con due testine di stampa separate che lavorano insieme, le stampe a due colori e multi-materiale sono alla portata di chiunque, così come la stampa simultanea di due modelli in modalità "Specchio" o "Duplicazione". Ciò consente possibilità apparentemente infinite, nonché una produzione in lotti relativamente rapida. Le recensioni su Amazon sono più che buone e il prezzo... beh, costa appena € 569. Se necessiti di un sistema di estrusione IDEX, non puoi fartela sfuggire. Vedi offerta su Amazon Torna all'Indice Anycubic Kobra Anycubic Kobra è disponibile in numerose versioni. Se le stampe di grandi dimensioni sono per te all'ordine del giorno, getta gli occhi su Anycubic Kobra Max. Con un generoso volume di stampa di 400 x 400 x 450 mm, Kobra Max si distingue anche tra le stampanti 3D di grandi dimensioni della sua fascia di prezzo. Sia che tu voglia stampare pezzi a grandezza naturale in 3D o ingrandire i tuoi modelli preferiti, Kobra Max offre un ampio volume di costruzione per dare libero sfogo alla tua creatività. Kobra Max utilizza un sistema automatico di livellamento del piatto, molto utile soprattutto quando si raggiungono queste dimensioni. Il sistema tocca 25 punti sulla piatto di stampa in vetro temperato per mappare eventuali irregolarità, che il firmware compenserà quindi nelle fasi iniziali di una stampa. L'estrusore può raggiungere i 260°C, il che significa che i filamenti di consumo come PLA, PETG e TPU sono tranquillamente utilizzabili con Kobra Max. L'hot end versione Volcano consente un flusso volumetrico generoso, rendendo in teoria questa stampante adatta per ugelli più grandi, come 0,6 o 08 mm. La stampante ha un telaio rigido, anche grazie a rinforzi strutturali che eliminano l'oscillazione Z indesiderata causata dai movimenti della testa di stampa. Tutto sommato, ritengo che Anycubic abbia prodotto un'ottima stampante 3D che offre prestazioni solide e una serie impressionante di funzionalità per il suo prezzo. Da € 219 a € 599 in base alla componentistica. La scelta sta a te! Vedi offerta su Amazon Torna all'Indice Stampanti 3D a resina più vendute su Amazon Elegoo Saturn 2 Elegoo si è lanciata nella stampa 3D a resina con la serie Mars e ha raccolto una delle più grandi basi di utenti. Le sue serie Mars e Saturn sono le più apprezzate e le più vendute di tutti i tempi. La Saturn 2 è l'ultima versione della sua serie di stampanti 3D in resina di medie dimensioni. Anche se solo di recente è arrivato sul mercato, si è già consolidata nell'elenco dei più venduti su Amazon. E per una buona ragione, potremmo aggiungere. Se stai cercando una buona esperienza di stampa 3D in resina, Saturn 2 offre una delle presentazioni più semplici. Questa è una stampante 3D eccezionalmente piacevole da usare. Oltre al suo aspetto elegante, il volume di costruzione di 219 x 123 x 250 mm è grande per una stampante 3D in resina, con una risoluzione a 28,5 micron. Questo è un livello di dettaglio elevato, notevole su un grande volume di costruzione come questo. In breve, tutto ciò che riguarda Elegoo Saturn 2 sembra premium. La manopola di rilascio della piastra di stampa sovradimensionata è facile da maneggiare quando si indossano i guanti. Il sistema di illuminazione migliorato accoppia una lente di Fresnel con COB, offrendo una maggiore uniformità della luce su tutta la lastra. Saturn 2 prevede anche una protezione per lo schermo LCD di durezza 9H, risparmiandoti da sostituzioni inopportune in caso di errori di utilizzo o pulizia. Saturn 2 non è solo popolare nell'elenco dei venditori di Amazon, ma anche all'interno della comunità della stampa 3D. Per un prezzo ragionevole di € 690, ottieni dettagli eccezionali e un volume di stampa generoso. Imbattibile. Vedi offerta su Amazon Torna all'Indice Elegoo Mars 3 Mars 3 è la sesta iterazione della popolare linea di prodotti per stampanti economiche di Elegoo. Combina tutte le parti migliori delle precedenti stampanti Mars in un pacchetto a tutto tondo, preservando le stesse caratteristiche del cavallo di battaglia che abbiamo sempre apprezzato. Funziona e basta; nessuna confusione. La stampante fa anche alcuni significativi passi avanti in termini di usabilità e prestazioni. Con il suo volume di stampa di 143 x 90 x 165 mm, è abbastanza grande per una stampante 3D in resina più compatta. Su questo volume agisce uno schermo LCD da 4098 x 2560 pixel, che puà raggiungere una risoluzione ultra fine di 35 micron. La Mars 3 ha una potente sorgente luminosa COB (Chip On Board), composta da 36 LED riposti sotto l'LCD monocromatico che insieme forniscono un'elevata uniformità della luce in tutta l'area di costruzione. Ciò significa tempi di polimerizzazione degli strati rapidi fino a 1,5 secondi per strato. Questa potente fonte di luce emette molto calore, quindi Mars 3 presenta anche un sistema per dissipare il calore nuovo e migliorato. Ciò aiuta a mantenere l'interno della stampante alla temperatura ottimale e aumenta la longevità generale della stampante. Mars 3 è ricca di funzionalità piccole e intuitive. Il suo touchscreen a colori da 3,5 pollici si trova elegantemente a filo con la parte anteriore della macchina. La vasca di resina è in metallo con viti pulite per fissarla in posizione e piedini sul fondo per evitare che il delicato FEP entri in contatto con il tuo banco da lavoro. Nel momento in cui sto scrivendo questa guida, il costo è di € 349. Se desideri stampe ad alto dettaglio con poco sforzo e senza spendere una fortuna, Mars 3 dovrebbe essere in cima alla tua lista. Elegoo ha anche recentemente rilasciato Mars 3 Pro, che presenta una lente di Fresnel per un'uniformità della luce ancora maggiore insieme a un filtro a carboni attivi, vetro antigraffio e un'altezza dell'asse Z extra di 10 mm. Non male gli aggiornamenti, la trovi a € 369 in offerta. Vedi offerta su Amazon Torna all'Indice Anycubic Photon M3 Photon M3 di Anycubic è un'altra stampante 3D in resina di dimensioni standard, adatta a chiunque desideri entrare nella stampa 3D in resina senza spendere una fortuna. Con un volume di costruzione di 163 x 102 x 180 mm, è abbastanza grande per la sua classe e offre un po' più spazio per stampare rispetto ai suoi concorrenti, come la Mars 3. Lo schermo LCD monocromatico da 7,6 pollici 4K contiene 4.096 x 2.560 pixel, questo si traduce in una risoluzione di stampa leggermente più granulare di 40 micron. Sulla carta si tratta di una differenza di circa 5 micron rispetto ad alcune delle altre stampanti 3D in resina 4K della sua classe di peso. In pratica, molto probabilmente non sarai in grado di distinguere la differenza. Mettiamolo in prospettiva: un globulo rosso ha una dimensione di circa 8 micron – buona fortuna individuarlo ad occhio nudo! Ciò che puoi ottenere con la Photon M3 è una stampa 3D in resina di successo. Viene fornita con una lastra di stampa texturizzata in stile scacchiera incisa al laser che fornisce una buona adesione delle stampe e un sistema LED 28-UV che fornisce una trasmissione uniforme della luce UV per prestazioni di stampa uniformi su tutto il piano. Il piano è inoltre dotato di protezione antigraffio, che dovrebbe prolungarne la durata. Lo slicer proprietario di Anycubic, Photon Workshop, potrebbe non essere il più versatile e facile da usare, ma quantomeno agevola l'utilizzo della macchina e ti evita di cercare uno slicer gratuito in rete. Simile a Elegoo, Anycubic gode di un'ampia base di utenti che possono aiutarti ad avviarti nella stampa 3D in resina e scambiare esperienze, conoscenze e idee. A parte alcuni piccoli fastidi come la piccola interfaccia utente e la porta USB in una posizione non ottimale, questa è una macchina che non deluderà. Per € 319 ti porti a casa un'ottima stampante 3D a resina con un volume di stampa importante, che produce stampe dettagliate con il minimo sforzo. Vedi offerta su Amazon Torna all'Indice Le 5 migliori stampanti 3D a resina del 2023 Le stampanti 3D in resina stanno diventando sempre più popolari. La continua riduzione dei costi della tecnologia e delle resine ha reso queste macchine accessibili a chiunque, permettendo di realizzare stampa incredibilmente dettagliate in pochissimo tempo. Sul mercato si trovano ormai numerose stampanti 3D in resina acquistabili con budget limitato e facilissime da usare. Ma quali sono le migliori? Qualche consiglio può dartelo Stampa 3D forum! Ecco le migliori stampanti 3D in resina del momento, selezionate secondo criteri di usabilità, caratteristiche tecniche e prezzo. Stazioni di lavaggio e polimerizzazione della resina Le stazioni di lavaggio e cura - washing and curing stations - sono strumenti che ti permettono di effettuare tutte le operazioni di post-produzione sui modelli stampati a resina. E c'è una buona notizia: il processo può essere più veloce, pulito e sicuro rispetto a qualche anno fa, quando l'unica soluzione era l'uso di alcol isopropilico, un liquido infiammabile e pericoloso per la pelle. Di seguito trovi una selezione delle migliori stazioni per lavaggio e polimerizzazione che si trovano sul mercato. Le migliori stampanti 3D doppio estrusore La presenza di due ugelli è utile anche per stampare modelli che presentano grandi sbalzi o superfici orizzontali, in quanto uno dei due ugelli a disposizione può essere usato per estrusore un materiale idrosolubile. Insomma, le stampanti 3D a doppio estrusore trovano davvero molte applicazioni che vanno incontro alle esigenze di tutti. In questa guida ho selezionato le migliori stampanti 3D a doppio estrusore disponibili oggi sul mercato, facendo particolare attenzione alle più economiche e accessibili. Le migliori stampanti 3D sotto i € 500 Le stampanti 3D nella fascia di prezzo tra i 450 e i 550 euro sono macchine abbastanza complete. In genere sono dotate di componenti migliori e di più sensori, agevolandoti il lavoro e evitando noiosi problemi di stampa. Queste sono solo alcune basiari caratteristiche delle stampanti 3D con un costo intorno i 500 euro e, leggendo questa guida, ne scoprirai molte altre.1 punto
Amazon fornisce un elenco dei prodotti più venduti per ogni categoria in base alle vendite. Questo dato, se accoppiato con le recensioni degli utenti, può effettivamente dirci quali sono i prodotti più apprezzati dagli acquirenti, fornendo informazioni oggettive e utili per fare i propri acquisti. Spesso le recensioni ci danno vere e proprie conferme, ma anche il numero di vendite è un dato importante per definire se una stampante 3D merita di essere annoverata tra le migliori. Ecco quindi la lista delle 10 stampanti 3D più vendute su Amazon, divise nelle due più comuni tecnologie disponibili: stampanti 3D a filamento e stampanti 3D a resina. In questa guida: > Stampanti 3D a filamento più vendute su Amazon > Stampanti 3D a resina più vendute su Amazon > Le 5 migliori stampanti 3D a resina > Stazioni di lavaggio e polimerizzazione della resina > Le migliori stampanti 3D doppio estrusore > Le migliori stampanti 3D sotto i € 500 Stampanti 3D a filamento più vendute su Amazon Creality Ender 3 V2 Da quando Creality ha rilasciato la prima Ender 3, la serie Ender è stata una delle più popolari nella fascia a basso costo tra le stampanti 3D. Infatti, nell'elenco dei bestseller di sempre di Amazon, l'Ender 3, l'Ender 3 Pro e l'Ender 3 V2 sono tutte sul podio. Tutte le macchine precedenti alla V2 sono macchine eccezionali sotto molti aspetti, economiche e ben fatte, e con la V2 Creality non cambia registro. La seconda generazione è una semplice raccomandazione: si basa sulle stampanti precedenti aggiungendo hardware che semplifica la vita e il lavoro. Che tu sia completamente nuovo nella stampa 3D o un veterano esperto, Ender 3 V2 è una delle migliori opzioni disponibili se desideri stampe pulite senza problemi. Come l'originale Ender 3, la V2 è molto apprezzata per quanto sia facile da configurare e utilizzare, fornendo ottimi risultati anche grazie al piatto di stampa in vetro temperato. La V2 presenta un design migliore rispetto alla stampante che l'ha preceduta, oltre a una scheda madre a 32 bit e driver del motore passo-passo silenziosi. Trovi anche un'area di stampa rispettabile di 220 x 220 x 250 mm con cui lavorare, oltre a un hot end a 250°C e un estrusore Bowden. Uno dei maggiori punti di forza della scelta di questa stampante è la community: la community di Ender 3 è molto diffusa, il che praticamente garantisce che ci sia un forum dove qualcuno può aiutarti a risolvere un problema o migliorare la macchina con add -on e aggiornamenti. L'Ender 3 V2 è una delle prime voci nell'elenco delle stampanti 3D più vendute su Amazon e di questo non c'è da stupirsi. Con un costo accessibile, la trovi a partire da € 250, salendo in base alle configurazioni. Vedi offerta su Amazon Torna all'Indice Creality Ender 3 Pro Ender 3 Pro di Creality è un'altra opzione di alto livello nell'elenco delle stampanti 3D più vendute su Amazon. Creality Ender 3 Pro ha un generoso volume di stampa di 220 x 220 x 250 mm, che ti offre molto spazio per stampare anche i modelli più ingombranti. È dotata di un estrusore a doppio ingranaggio appositamente sviluppato per un'eccellente uniformità di estrusione. L'hot end interamente in metallo può raggiungere temperature fino a 300°C, quindi può stampare un sacco di più materiali, inclusi nylon, PC e ASA. Se si desidera lavorare con filamenti abrasivi, è consigliabile montare un ugello resistente all'abrasione, poiché gli ugelli standard in ottone si consumano nel tempo. Questo è un aggiornamento facile ed economico che renderà la macchina molto più versatile nella stampa di materiali professionali. Creality ha persino rilasciato un kit dissipatore di calore a liquido che può essere adattato per garantire un raffreddamento costante per lavori di stampa ad alta temperatura per un lungo periodo di tempo, anche se questo aggiornamento ti costerà un po' di più. L'Ender 3 Pro è dotata di un "CR Touch", la soluzione di livellamento automatico molto adottato da Creality. Questa sonda metallica colpisce 16 punti sul letto di stampa, creando una rete per tenere conto di eventuali irregolarità. Il piano di stampa stesso è una piastra in acciaio rivestita in PEI che offre un'eccellente adesione e consente di rimuovere le stampe con un po' di flessione. A partire da € 285, si tratta anche in questo caso di una certezza! Vedi offerta su Amazon Torna all'Indice Sovol SV04 La Svolo SV04 è una grande stampante 3D dotata di un blocco estrusore IDEX con un volume di costruzione di 300 x 300 x 400 mm. Le stampanti 3D a doppio estrusore indipendente (IDEX) sono uno spettacolo raro nella stampa 3D di consumo e ancora di più nella fascia di prezzo dell'SV04. Ma l'SV01 ha molto di più da offrire, ad un prezzo molto contenuto. Innanzitutto, gli estrusori sono entrambi direct, il che in genere consente un migliore controllo della retrazione e una gestione più semplice del filamento, in particolare con filamenti flessibili. Il sistema di livellamento automatico del piano di stampa utilizza un sistema che tocca il piano per calcolare la perpendicolarità generale, calcolata dalla scheda madre a 32 bit. Ha anche una superficie di stampa magnetica flessibile rivestita in PC, che consente di rimuoverlo facilmente dalla stampante e fletterlo per staccare le stampe dalla superficie. Ciò che si fa notare sulla Sovol SV04 sono i due blocchi estrusore separati e indipendenti. Con due testine di stampa separate che lavorano insieme, le stampe a due colori e multi-materiale sono alla portata di chiunque, così come la stampa simultanea di due modelli in modalità "Specchio" o "Duplicazione". Ciò consente possibilità apparentemente infinite, nonché una produzione in lotti relativamente rapida. Le recensioni su Amazon sono più che buone e il prezzo... beh, costa appena € 569. Se necessiti di un sistema di estrusione IDEX, non puoi fartela sfuggire. Vedi offerta su Amazon Torna all'Indice Anycubic Kobra Anycubic Kobra è disponibile in numerose versioni. Se le stampe di grandi dimensioni sono per te all'ordine del giorno, getta gli occhi su Anycubic Kobra Max. Con un generoso volume di stampa di 400 x 400 x 450 mm, Kobra Max si distingue anche tra le stampanti 3D di grandi dimensioni della sua fascia di prezzo. Sia che tu voglia stampare pezzi a grandezza naturale in 3D o ingrandire i tuoi modelli preferiti, Kobra Max offre un ampio volume di costruzione per dare libero sfogo alla tua creatività. Kobra Max utilizza un sistema automatico di livellamento del piatto, molto utile soprattutto quando si raggiungono queste dimensioni. Il sistema tocca 25 punti sulla piatto di stampa in vetro temperato per mappare eventuali irregolarità, che il firmware compenserà quindi nelle fasi iniziali di una stampa. L'estrusore può raggiungere i 260°C, il che significa che i filamenti di consumo come PLA, PETG e TPU sono tranquillamente utilizzabili con Kobra Max. L'hot end versione Volcano consente un flusso volumetrico generoso, rendendo in teoria questa stampante adatta per ugelli più grandi, come 0,6 o 08 mm. La stampante ha un telaio rigido, anche grazie a rinforzi strutturali che eliminano l'oscillazione Z indesiderata causata dai movimenti della testa di stampa. Tutto sommato, ritengo che Anycubic abbia prodotto un'ottima stampante 3D che offre prestazioni solide e una serie impressionante di funzionalità per il suo prezzo. Da € 219 a € 599 in base alla componentistica. La scelta sta a te! Vedi offerta su Amazon Torna all'Indice Stampanti 3D a resina più vendute su Amazon Elegoo Saturn 2 Elegoo si è lanciata nella stampa 3D a resina con la serie Mars e ha raccolto una delle più grandi basi di utenti. Le sue serie Mars e Saturn sono le più apprezzate e le più vendute di tutti i tempi. La Saturn 2 è l'ultima versione della sua serie di stampanti 3D in resina di medie dimensioni. Anche se solo di recente è arrivato sul mercato, si è già consolidata nell'elenco dei più venduti su Amazon. E per una buona ragione, potremmo aggiungere. Se stai cercando una buona esperienza di stampa 3D in resina, Saturn 2 offre una delle presentazioni più semplici. Questa è una stampante 3D eccezionalmente piacevole da usare. Oltre al suo aspetto elegante, il volume di costruzione di 219 x 123 x 250 mm è grande per una stampante 3D in resina, con una risoluzione a 28,5 micron. Questo è un livello di dettaglio elevato, notevole su un grande volume di costruzione come questo. In breve, tutto ciò che riguarda Elegoo Saturn 2 sembra premium. La manopola di rilascio della piastra di stampa sovradimensionata è facile da maneggiare quando si indossano i guanti. Il sistema di illuminazione migliorato accoppia una lente di Fresnel con COB, offrendo una maggiore uniformità della luce su tutta la lastra. Saturn 2 prevede anche una protezione per lo schermo LCD di durezza 9H, risparmiandoti da sostituzioni inopportune in caso di errori di utilizzo o pulizia. Saturn 2 non è solo popolare nell'elenco dei venditori di Amazon, ma anche all'interno della comunità della stampa 3D. Per un prezzo ragionevole di € 690, ottieni dettagli eccezionali e un volume di stampa generoso. Imbattibile. Vedi offerta su Amazon Torna all'Indice Elegoo Mars 3 Mars 3 è la sesta iterazione della popolare linea di prodotti per stampanti economiche di Elegoo. Combina tutte le parti migliori delle precedenti stampanti Mars in un pacchetto a tutto tondo, preservando le stesse caratteristiche del cavallo di battaglia che abbiamo sempre apprezzato. Funziona e basta; nessuna confusione. La stampante fa anche alcuni significativi passi avanti in termini di usabilità e prestazioni. Con il suo volume di stampa di 143 x 90 x 165 mm, è abbastanza grande per una stampante 3D in resina più compatta. Su questo volume agisce uno schermo LCD da 4098 x 2560 pixel, che puà raggiungere una risoluzione ultra fine di 35 micron. La Mars 3 ha una potente sorgente luminosa COB (Chip On Board), composta da 36 LED riposti sotto l'LCD monocromatico che insieme forniscono un'elevata uniformità della luce in tutta l'area di costruzione. Ciò significa tempi di polimerizzazione degli strati rapidi fino a 1,5 secondi per strato. Questa potente fonte di luce emette molto calore, quindi Mars 3 presenta anche un sistema per dissipare il calore nuovo e migliorato. Ciò aiuta a mantenere l'interno della stampante alla temperatura ottimale e aumenta la longevità generale della stampante. Mars 3 è ricca di funzionalità piccole e intuitive. Il suo touchscreen a colori da 3,5 pollici si trova elegantemente a filo con la parte anteriore della macchina. La vasca di resina è in metallo con viti pulite per fissarla in posizione e piedini sul fondo per evitare che il delicato FEP entri in contatto con il tuo banco da lavoro. Nel momento in cui sto scrivendo questa guida, il costo è di € 349. Se desideri stampe ad alto dettaglio con poco sforzo e senza spendere una fortuna, Mars 3 dovrebbe essere in cima alla tua lista. Elegoo ha anche recentemente rilasciato Mars 3 Pro, che presenta una lente di Fresnel per un'uniformità della luce ancora maggiore insieme a un filtro a carboni attivi, vetro antigraffio e un'altezza dell'asse Z extra di 10 mm. Non male gli aggiornamenti, la trovi a € 369 in offerta. Vedi offerta su Amazon Torna all'Indice Anycubic Photon M3 Photon M3 di Anycubic è un'altra stampante 3D in resina di dimensioni standard, adatta a chiunque desideri entrare nella stampa 3D in resina senza spendere una fortuna. Con un volume di costruzione di 163 x 102 x 180 mm, è abbastanza grande per la sua classe e offre un po' più spazio per stampare rispetto ai suoi concorrenti, come la Mars 3. Lo schermo LCD monocromatico da 7,6 pollici 4K contiene 4.096 x 2.560 pixel, questo si traduce in una risoluzione di stampa leggermente più granulare di 40 micron. Sulla carta si tratta di una differenza di circa 5 micron rispetto ad alcune delle altre stampanti 3D in resina 4K della sua classe di peso. In pratica, molto probabilmente non sarai in grado di distinguere la differenza. Mettiamolo in prospettiva: un globulo rosso ha una dimensione di circa 8 micron – buona fortuna individuarlo ad occhio nudo! Ciò che puoi ottenere con la Photon M3 è una stampa 3D in resina di successo. Viene fornita con una lastra di stampa texturizzata in stile scacchiera incisa al laser che fornisce una buona adesione delle stampe e un sistema LED 28-UV che fornisce una trasmissione uniforme della luce UV per prestazioni di stampa uniformi su tutto il piano. Il piano è inoltre dotato di protezione antigraffio, che dovrebbe prolungarne la durata. Lo slicer proprietario di Anycubic, Photon Workshop, potrebbe non essere il più versatile e facile da usare, ma quantomeno agevola l'utilizzo della macchina e ti evita di cercare uno slicer gratuito in rete. Simile a Elegoo, Anycubic gode di un'ampia base di utenti che possono aiutarti ad avviarti nella stampa 3D in resina e scambiare esperienze, conoscenze e idee. A parte alcuni piccoli fastidi come la piccola interfaccia utente e la porta USB in una posizione non ottimale, questa è una macchina che non deluderà. Per € 319 ti porti a casa un'ottima stampante 3D a resina con un volume di stampa importante, che produce stampe dettagliate con il minimo sforzo. Vedi offerta su Amazon Torna all'Indice Le 5 migliori stampanti 3D a resina del 2023 Le stampanti 3D in resina stanno diventando sempre più popolari. La continua riduzione dei costi della tecnologia e delle resine ha reso queste macchine accessibili a chiunque, permettendo di realizzare stampa incredibilmente dettagliate in pochissimo tempo. Sul mercato si trovano ormai numerose stampanti 3D in resina acquistabili con budget limitato e facilissime da usare. Ma quali sono le migliori? Qualche consiglio può dartelo Stampa 3D forum! Ecco le migliori stampanti 3D in resina del momento, selezionate secondo criteri di usabilità, caratteristiche tecniche e prezzo. Stazioni di lavaggio e polimerizzazione della resina Le stazioni di lavaggio e cura - washing and curing stations - sono strumenti che ti permettono di effettuare tutte le operazioni di post-produzione sui modelli stampati a resina. E c'è una buona notizia: il processo può essere più veloce, pulito e sicuro rispetto a qualche anno fa, quando l'unica soluzione era l'uso di alcol isopropilico, un liquido infiammabile e pericoloso per la pelle. Di seguito trovi una selezione delle migliori stazioni per lavaggio e polimerizzazione che si trovano sul mercato. Le migliori stampanti 3D doppio estrusore La presenza di due ugelli è utile anche per stampare modelli che presentano grandi sbalzi o superfici orizzontali, in quanto uno dei due ugelli a disposizione può essere usato per estrusore un materiale idrosolubile. Insomma, le stampanti 3D a doppio estrusore trovano davvero molte applicazioni che vanno incontro alle esigenze di tutti. In questa guida ho selezionato le migliori stampanti 3D a doppio estrusore disponibili oggi sul mercato, facendo particolare attenzione alle più economiche e accessibili. Le migliori stampanti 3D sotto i € 500 Le stampanti 3D nella fascia di prezzo tra i 450 e i 550 euro sono macchine abbastanza complete. In genere sono dotate di componenti migliori e di più sensori, agevolandoti il lavoro e evitando noiosi problemi di stampa. Queste sono solo alcune basiari caratteristiche delle stampanti 3D con un costo intorno i 500 euro e, leggendo questa guida, ne scoprirai molte altre.1 punto -
 Le stampanti 3D in grande formato permettono di stampare 3D modelli di grandi dimensioni senza doverli tagliare e assemblare successivamente. Un secondo vantaggio, è la possibilità di stampare più modelli in una sola sessione di stampa. Il che ti fa risparmiare tempo e denaro. Trovare stampanti 3D a grande formato economiche non è affatto facile, soprattutto se stai cercando una stampante 3D da utilizzare tutti i giorni per i tuoi progetti. In questa guida ho selezionato per te le più economiche stampanti 3D grande formato, focalizzandomi su una serie di caratteristiche che tutti vorremmo avesse la nostra stampate 3D di grandi dimensioni. Ready? Ecco la tua guida! In questa guida: > Considerazioni sulle stampanti 3D grande formato > Creality Ender 5 Plus > Tronxy X5SA-400 PRO > Tronxy X5SA PRO > Tronxy X5SA-500 PRO > Ti serve davvero una stampante 3D a grandi dimensioni? > Quale stampante 3D scegliere? > Le migliori stampanti 3D economiche Considerazioni sulle stampanti 3D grande formato La scelta di queste stampanti 3D a grande formato si è basata sull'analisi di 3 caratteristiche di base: possibilità di utilizzo a casa; affidabilità/caratteristiche tecniche; prezzo. In primo luogo ho privilegiato le stampanti 3D a grande formato che possono essere facilmente utilizzate a casa. Questa scelta potrebbe sembrare banale, ma è tutt'altro che scontata. Quando si parla di stampanti 3D a grandi dimensioni si pensa subito a macchine che raggiungono dimensioni di stampa molto, molto grandi, che raggiungono anche 1 metro di dimensione di stampa. Il problema è che pochi di noi potrebbero permettersi di acquistare macchine di questo tipo. Le stampanti 3D che trovi in questa guida sono stampanti 3D che hanno volume di stampa di circa 40-50 cm di lato. Sono stampanti 3D che tutti possiamo tenere in casa o in garage senza alcun problema. In secondo luogo, ho valutato le caratteristiche tecniche e l'affidabilità. Eh sì, perché più una stampante 3D aumenta di dimensioni, più si rischia di avere fastidiosi problemi con il livellamento del piatto, con la precisione e con il distaccamento dei pezzi durante la stampa. Una stampante 3D di con grande volume di stampa deve essere affidabile, altrimenti rischia di diventare soltanto un complemento d'arredo per le nostre case! Infine ho valutato il prezzo, cercando di presentarti le stampanti 3D a grande formato più economiche in assoluto. Anche per questo motivo non ho potuto inserire in questa guida stampanti che avessero un volume di stampa troppo grande, altrimenti il prezzo sarebbe stato esagerato. Bene, ora che ho finito con le premesse, vediamo quali sono le stampanti 3D a grande formato più economiche! Torna all'Indice Creality Ender 5 Plus Le stampanti 3D Creality sono molto conosciute sul mercato. Si tratta di stampanti 3D comuni, estremamente economiche e tutto sommato ben fatte. Non è un caso se queste hanno riscosso tanto successo negli ultimi anni. Il modello Creality Ender 5 Plus è una stampante 3D desktop con grande volume di stampante e ottime prestazioni. Prende spunto dal modello Ender e lo scala in dimensioni, fornendo quindi una versione maggiorata del modello tanto amato dagli appassionati. Con un volume di stampa di 350 x 350 x 400 mm, Creality Ender 5 Plus offre un volume di costruzione superiore alla media. Tra gli altri elementi interessanti, troviamo il sistema di auto livellamento del piatto BLTouch, il sensore di rilevamento del filamento e una meccanica che prevede un piatto di stampa fermo sul suo piano XY di riferimento Attenzione però a certi dettagli. Si tratta di una stampante 3D molto economica e che prevede l'uso di componenti idonee a strutture più ridotte. I motori passo passo usati per muovere l'asse Z potrebbero spostarsi a lungo andare, inclinando il piatto di stampa. Inoltre, i cavi che stanno attorno alla struttura rischiano di essere d'intralcio. Insomma, su questa macchina c'è da fare attenzione a specifiche regolazioni e a blocchi involontari, magari aggiungendo fascette qua e la. Il prezzo è di circa € 590, davvero molto molto competitiva! Acquista su Amazon Torna all'Indice Tronxy X5SA-400 PRO A pari merito con Creality arriva Tronxy, altro marchio conosciutissimo per le sue stampanti 3D estremamente economiche e comuni. Quando si sale di dimensioni però la scelta deve essere ben ragionata. Eh sì, perché il modello X5SA-400 PRO non è facilissimo da utilizzare, anche se il suo volume di stampa di 400x 400 x 400 mm può fare gola a tanti. Per gli utenti medio-esperti questa stampante 3D può essere davvero un'ottima scelta. Il volume di stampa generoso permette di stampare pezzi grandi, mentre la struttura e le componenti sono conosciutissime e facilmente aggiornabili. La versione base prevede l'estrusore Titan, sensore di filamento e recupero della stampa se salta l'alimentazione: tutto quello che serve per essere operativi al 100%. Il prezzo è di € 649. Mi raccomando, assemblala con cura! Acquista su Amazon Torna all'Indice Tronxy X5SA PRO Tronxy si presenta bene anche con un secondo modello, che riduce il volume di stampa ma che guadagna in prestazioni. Il modello X5SA Pro ha volume 300 x 300 x 400 mm e non varia molto dalla sorella maggiore. Anche in questo caso il kit è da assemblare e prevede tutte le componenti che ci si aspetta da una stampante 3D di questo tipo. Scheda madre silenziosa, autolivellamento del piano di stampa, ecc. Il costo è di € 359 e farà gola a tantissimi! Acquista su Amazon Torna all'Indice Tronxy X5SA-500 PRO Le stampanti della serie X5S di Tronxy non si fermano però ai due modelli che ho presentato in precedenza. La versione X5SA-500 Pro infatti porta il tutto ad un livello di dimensioni ancora maggiore, proponendo un volume di stampa maggiorato e alcune conformazioni tutte particolari. Notiamo subito le barre di irrigidimento laterali, le quali aiutano la struttura essere più solidale e rigida. Queste sono fondamentali se pensiamo che la struttura della stampante è realizzata con profili metallici identici a quelli delle due versioni con volume di stampa più piccolo. Il suo volume di stampa di 500 x 500 x 600 mm risulta molto ampio e sicuramente prestazionale se devi stampare oggetti di grandi dimensioni. Attenzione al piano di stampa, il quale deve essere livellato alla perfezione. Attenzione anche alla struttura, che deve essere montata in modo ottimale per limitare oscillazioni involontarie. Lo schermo LCD è posizionato in alto a sinistra sul fronte stampante, mentre in verticale troviamo le barre filettate che permettono al piano di muoversi in asse z. Le caratteristiche tecniche sono le stesse delle due versioni X5SA più piccole: autolivellamento, salvataggio stampa in caso di mancata energia elettrica, sensore di presenza filamento, ecc. Nel momento in cui sto scrivendo, la trovi su Amazon al prezzo pieno di € 1099. La spedizione prevede almeno 6-10 giorni di preparazione dell'ordine. Acquista su Amazon Torna all'Indice Ti serve davvero una stampante 3D a grandi dimensioni? Anche se le stampanti 3D a grande volume che trovi in questa guida cadono in una fascia di prezzo accessibile, i più esperti avranno notato che caratteristiche tecniche sono molto simili a quelle delle stampanti 3D desktop un po' più piccole. Le componenti come l'hot-end, i sensori, il piatto, l'hardware in generale e anche il software, sono gli stessi - il che può essere un punto di vista positivo, perché sai che dovrai usare queste macchine esattamente come usi quelle più piccole! A parità di componenti, l'unica variabile è il volume di stampa che aumenta e, all'aumentare del volume, il prezzo sale. Questo non significa che una stampante 3D a grande dimensione non preveda soluzioni strutturali ad-hoc, come abbiamo visto nei modelli precedenti. Semplicemente però, a volte, queste sono le uniche vere differenze. Ma ora la domanda è: ti serve davvero una stampante 3D a grandi dimensioni? Se sei un principiante, probabilmente ti direi di no. Il rischio sarebbe quello di bloccarti su problemi di assemblaggio e funzionamento, quando invece con una stampante più piccola puoi ottenere maggiori soddisfazioni sin da subito. Una stampante 3D più piccola - e di conseguenza più economica! - ti permette comunque di realizzare modelli di grandi dimensioni, magari spezzandoli in più pezzi e successivamente assemblandoli con un po' di post-produzione, che può essere un'attività molto divertente da fare! Torna all'Indice Quale stampante 3D scegliere? Prima di comprare la tua stampante 3D chiedi sempre di cosa hai bisogno. Devi stampare modelli di piccole dimensioni e provare materiali diversi? Oppure devi realizzare modelli molto piccoli e precisi? Che budget hai? In base a queste considerazioni potresti scegliere una stampante 3D a resina oppure FDM, oppure altre ancora diverse. Nella guida seguente ti aiuto a scegliere, dacci una letta se stai cercando di fare la scelta migliore! Torna all'Indice Le migliori stampanti 3D economiche Infine, un'ultimo consiglio. Se la curiosità è ancora alta e vuoi cercare al meglio tra i modelli di stampanti 3D più economici in assoluto, ho la guida che fa per te. Non troverai macchine a grandi dimensioni, ma sicuramente potrai risparmiare molti soldi e, magari, con lo stesso budget acquistare due stampanti 3D invece che una 🤩 Questa è la mia guida alle stampanti 3D economiche: buona lettura! Torna all'Indice1 punto
Le stampanti 3D in grande formato permettono di stampare 3D modelli di grandi dimensioni senza doverli tagliare e assemblare successivamente. Un secondo vantaggio, è la possibilità di stampare più modelli in una sola sessione di stampa. Il che ti fa risparmiare tempo e denaro. Trovare stampanti 3D a grande formato economiche non è affatto facile, soprattutto se stai cercando una stampante 3D da utilizzare tutti i giorni per i tuoi progetti. In questa guida ho selezionato per te le più economiche stampanti 3D grande formato, focalizzandomi su una serie di caratteristiche che tutti vorremmo avesse la nostra stampate 3D di grandi dimensioni. Ready? Ecco la tua guida! In questa guida: > Considerazioni sulle stampanti 3D grande formato > Creality Ender 5 Plus > Tronxy X5SA-400 PRO > Tronxy X5SA PRO > Tronxy X5SA-500 PRO > Ti serve davvero una stampante 3D a grandi dimensioni? > Quale stampante 3D scegliere? > Le migliori stampanti 3D economiche Considerazioni sulle stampanti 3D grande formato La scelta di queste stampanti 3D a grande formato si è basata sull'analisi di 3 caratteristiche di base: possibilità di utilizzo a casa; affidabilità/caratteristiche tecniche; prezzo. In primo luogo ho privilegiato le stampanti 3D a grande formato che possono essere facilmente utilizzate a casa. Questa scelta potrebbe sembrare banale, ma è tutt'altro che scontata. Quando si parla di stampanti 3D a grandi dimensioni si pensa subito a macchine che raggiungono dimensioni di stampa molto, molto grandi, che raggiungono anche 1 metro di dimensione di stampa. Il problema è che pochi di noi potrebbero permettersi di acquistare macchine di questo tipo. Le stampanti 3D che trovi in questa guida sono stampanti 3D che hanno volume di stampa di circa 40-50 cm di lato. Sono stampanti 3D che tutti possiamo tenere in casa o in garage senza alcun problema. In secondo luogo, ho valutato le caratteristiche tecniche e l'affidabilità. Eh sì, perché più una stampante 3D aumenta di dimensioni, più si rischia di avere fastidiosi problemi con il livellamento del piatto, con la precisione e con il distaccamento dei pezzi durante la stampa. Una stampante 3D di con grande volume di stampa deve essere affidabile, altrimenti rischia di diventare soltanto un complemento d'arredo per le nostre case! Infine ho valutato il prezzo, cercando di presentarti le stampanti 3D a grande formato più economiche in assoluto. Anche per questo motivo non ho potuto inserire in questa guida stampanti che avessero un volume di stampa troppo grande, altrimenti il prezzo sarebbe stato esagerato. Bene, ora che ho finito con le premesse, vediamo quali sono le stampanti 3D a grande formato più economiche! Torna all'Indice Creality Ender 5 Plus Le stampanti 3D Creality sono molto conosciute sul mercato. Si tratta di stampanti 3D comuni, estremamente economiche e tutto sommato ben fatte. Non è un caso se queste hanno riscosso tanto successo negli ultimi anni. Il modello Creality Ender 5 Plus è una stampante 3D desktop con grande volume di stampante e ottime prestazioni. Prende spunto dal modello Ender e lo scala in dimensioni, fornendo quindi una versione maggiorata del modello tanto amato dagli appassionati. Con un volume di stampa di 350 x 350 x 400 mm, Creality Ender 5 Plus offre un volume di costruzione superiore alla media. Tra gli altri elementi interessanti, troviamo il sistema di auto livellamento del piatto BLTouch, il sensore di rilevamento del filamento e una meccanica che prevede un piatto di stampa fermo sul suo piano XY di riferimento Attenzione però a certi dettagli. Si tratta di una stampante 3D molto economica e che prevede l'uso di componenti idonee a strutture più ridotte. I motori passo passo usati per muovere l'asse Z potrebbero spostarsi a lungo andare, inclinando il piatto di stampa. Inoltre, i cavi che stanno attorno alla struttura rischiano di essere d'intralcio. Insomma, su questa macchina c'è da fare attenzione a specifiche regolazioni e a blocchi involontari, magari aggiungendo fascette qua e la. Il prezzo è di circa € 590, davvero molto molto competitiva! Acquista su Amazon Torna all'Indice Tronxy X5SA-400 PRO A pari merito con Creality arriva Tronxy, altro marchio conosciutissimo per le sue stampanti 3D estremamente economiche e comuni. Quando si sale di dimensioni però la scelta deve essere ben ragionata. Eh sì, perché il modello X5SA-400 PRO non è facilissimo da utilizzare, anche se il suo volume di stampa di 400x 400 x 400 mm può fare gola a tanti. Per gli utenti medio-esperti questa stampante 3D può essere davvero un'ottima scelta. Il volume di stampa generoso permette di stampare pezzi grandi, mentre la struttura e le componenti sono conosciutissime e facilmente aggiornabili. La versione base prevede l'estrusore Titan, sensore di filamento e recupero della stampa se salta l'alimentazione: tutto quello che serve per essere operativi al 100%. Il prezzo è di € 649. Mi raccomando, assemblala con cura! Acquista su Amazon Torna all'Indice Tronxy X5SA PRO Tronxy si presenta bene anche con un secondo modello, che riduce il volume di stampa ma che guadagna in prestazioni. Il modello X5SA Pro ha volume 300 x 300 x 400 mm e non varia molto dalla sorella maggiore. Anche in questo caso il kit è da assemblare e prevede tutte le componenti che ci si aspetta da una stampante 3D di questo tipo. Scheda madre silenziosa, autolivellamento del piano di stampa, ecc. Il costo è di € 359 e farà gola a tantissimi! Acquista su Amazon Torna all'Indice Tronxy X5SA-500 PRO Le stampanti della serie X5S di Tronxy non si fermano però ai due modelli che ho presentato in precedenza. La versione X5SA-500 Pro infatti porta il tutto ad un livello di dimensioni ancora maggiore, proponendo un volume di stampa maggiorato e alcune conformazioni tutte particolari. Notiamo subito le barre di irrigidimento laterali, le quali aiutano la struttura essere più solidale e rigida. Queste sono fondamentali se pensiamo che la struttura della stampante è realizzata con profili metallici identici a quelli delle due versioni con volume di stampa più piccolo. Il suo volume di stampa di 500 x 500 x 600 mm risulta molto ampio e sicuramente prestazionale se devi stampare oggetti di grandi dimensioni. Attenzione al piano di stampa, il quale deve essere livellato alla perfezione. Attenzione anche alla struttura, che deve essere montata in modo ottimale per limitare oscillazioni involontarie. Lo schermo LCD è posizionato in alto a sinistra sul fronte stampante, mentre in verticale troviamo le barre filettate che permettono al piano di muoversi in asse z. Le caratteristiche tecniche sono le stesse delle due versioni X5SA più piccole: autolivellamento, salvataggio stampa in caso di mancata energia elettrica, sensore di presenza filamento, ecc. Nel momento in cui sto scrivendo, la trovi su Amazon al prezzo pieno di € 1099. La spedizione prevede almeno 6-10 giorni di preparazione dell'ordine. Acquista su Amazon Torna all'Indice Ti serve davvero una stampante 3D a grandi dimensioni? Anche se le stampanti 3D a grande volume che trovi in questa guida cadono in una fascia di prezzo accessibile, i più esperti avranno notato che caratteristiche tecniche sono molto simili a quelle delle stampanti 3D desktop un po' più piccole. Le componenti come l'hot-end, i sensori, il piatto, l'hardware in generale e anche il software, sono gli stessi - il che può essere un punto di vista positivo, perché sai che dovrai usare queste macchine esattamente come usi quelle più piccole! A parità di componenti, l'unica variabile è il volume di stampa che aumenta e, all'aumentare del volume, il prezzo sale. Questo non significa che una stampante 3D a grande dimensione non preveda soluzioni strutturali ad-hoc, come abbiamo visto nei modelli precedenti. Semplicemente però, a volte, queste sono le uniche vere differenze. Ma ora la domanda è: ti serve davvero una stampante 3D a grandi dimensioni? Se sei un principiante, probabilmente ti direi di no. Il rischio sarebbe quello di bloccarti su problemi di assemblaggio e funzionamento, quando invece con una stampante più piccola puoi ottenere maggiori soddisfazioni sin da subito. Una stampante 3D più piccola - e di conseguenza più economica! - ti permette comunque di realizzare modelli di grandi dimensioni, magari spezzandoli in più pezzi e successivamente assemblandoli con un po' di post-produzione, che può essere un'attività molto divertente da fare! Torna all'Indice Quale stampante 3D scegliere? Prima di comprare la tua stampante 3D chiedi sempre di cosa hai bisogno. Devi stampare modelli di piccole dimensioni e provare materiali diversi? Oppure devi realizzare modelli molto piccoli e precisi? Che budget hai? In base a queste considerazioni potresti scegliere una stampante 3D a resina oppure FDM, oppure altre ancora diverse. Nella guida seguente ti aiuto a scegliere, dacci una letta se stai cercando di fare la scelta migliore! Torna all'Indice Le migliori stampanti 3D economiche Infine, un'ultimo consiglio. Se la curiosità è ancora alta e vuoi cercare al meglio tra i modelli di stampanti 3D più economici in assoluto, ho la guida che fa per te. Non troverai macchine a grandi dimensioni, ma sicuramente potrai risparmiare molti soldi e, magari, con lo stesso budget acquistare due stampanti 3D invece che una 🤩 Questa è la mia guida alle stampanti 3D economiche: buona lettura! Torna all'Indice1 punto -
 Questa è una guida completa alla stampa 3D, destinata a chi vuole capire come funzionano le stampanti 3D, conoscere i materiali, i filamenti, le resine, i software 3D, ricevere consigli e soluzioni a problemi di stampa. Se stai leggendo questa pagina, probabilmente sei alla ricerca delle informazioni di base o avanzate sulla stampa 3D. Qui trovi tutto quello che ti serve per iniziare a stampare in 3D, compresi consigli all'acquisto e soluzioni ai problemi più comuni. Non aspettarti solamente un’infarinatura generale, questa guida affronta anche tematiche specifiche, al punto da essere utile anche ai più esperti. In questa guida: > Guida alla stampa 3D, come usarla > Guida introduttiva alla stampa 3D > Materiali di stampa 3D > Stampanti 3D > Guide e soluzioni ai problemi di stampa 3D > Altri contenuti utili Guida completa alla stampa 3D, come usarla La guida completa alla stampa 3D è suddivisa in più sezioni che approfondiscono specifici argomenti. Infatti, per usare una stampante 3D, è necessario avere diverse conoscenze sulla modellazione 3D, sui materiali, sui software, sulle diverse tecnologie esistenti e molto altro. Questo non significa che per stampare in 3D sia necessario studiare chissà quanti argomenti, ma sicuramente è importante non essere completamente all’oscuro di informazioni che, a lungo andare, potrebbero solamente darti dei problemi. Per questo motivo, la nostra guida alla stampa 3D rimarrà online a lungo termine, in modo che tu possa usufruirne tutte le volte che ne sentirai la necessità. Non avrai bisogno di studiare a memoria i contenuti di queste pagine, potrai consultarli tutte le volte che lo riterrai opportuno accedendo a Stampa 3D forum. All'interno di ogni sezione trovi link a contenuti specifici che risponderanno alle tue domande. Attenzione: questa guida è un lavoro Work In Progress. Come potrai immaginare, la quantità di informazioni da condividere sono tante, richiedono continui aggiornamenti e tanto tempo per essere pubblicate. Per questo motivo all'interno di questa guida potresti trovare qualche link non ancora attivo. In tal caso, ti chiedo di avere un po' di pazienza, tutti i contenuti sono aggiornati nel minor tempo possibile! Guida introduttiva alla stampa 3D Questi sono gli argomenti introduttivi alla stampa 3D. Se ti stai avvicinando ora a questo mondo, ti consiglio di partire da qui. In queste guide vedremo insieme come funzionano le stampanti 3D, quali sono le tecnologie più utilizzate, tutti i materiali e i software da utilizzare. I modelli 3D La modellazione 3D La scansione 3D e il reverse engineering Stampanti 3D: guida all’acquisto Come funziona una stampante 3D Tecnologie di stampa 3D - Guida completa e aggiornata Materiali per la stampa 3D Tutti i software indispensabili per la stampa 3D Cosa possiamo stampare in 3D 5 idee per guadagnare con la stampa 3D Stampanti 3D: il volume di stampa Torna all'Indice Materiali di stampa 3D I 5 filamenti più economici per la stampa 3D Filamento PETG stampa 3D: le migliori marche - Guida all'acquisto Filamento PLA stampa 3D: le marche migliori - Guida all'acquisto Come produrre filamento per stampanti 3D Torna all'Indice Stampanti 3D Le 3 migliori stampanti 3D per principianti Le 10 migliori stampanti 3D economiche del 2022 Le 5 migliori stampanti 3D a resina del 2022 - Guida all'acquisto Stazione di lavaggio e polimerizzazione della resina – Guida all'acquisto Stampanti 3D grande formato - Le più economiche Torna all'Indice Guide e soluzioni ai problemi di stampa 3D 3 regole fondamentali di modellazione 3D Regolazione step/mm - Guida operativa alla calibrazione assi X Y Z della stampante 3D Flusso di stampa: guida alla calibrazione ottimale Test stampante 3D: come valutare in modo oggettivo le tue stampanti 3D Differenze estrusori bowden e direct 5 consigli per una stampa 3D perfetta Come eliminare il wobble, problema di stampa 3D ruvida e ondeggiata Extrusion width: cos'è e come si imposta la larghezza di estrusione Come stampare in 3D una litofania Skirt, brim o raft? Cosa sono e come usarli per migliorare l'adesione al piano di stampa Come migliorare la qualità delle superfici inclinate nella stampa 3D FDM Top layer perfetti con la funzione Z hop Differenze tra stampanti 3D cartesiane, delta, polari Post produzione di oggetti stampati in 3D - Guida completa passo passo Torna all'Indice Altri contenuti utili Database materiali stampa 3D, una risorsa collaborativa La nuova Galleria fotografica di Stampa 3D forum Test di riciclo plastica per la stampa 3D I 10 migliori libri sulla stampa 3D del 2022 Torna all'Indice1 punto
Questa è una guida completa alla stampa 3D, destinata a chi vuole capire come funzionano le stampanti 3D, conoscere i materiali, i filamenti, le resine, i software 3D, ricevere consigli e soluzioni a problemi di stampa. Se stai leggendo questa pagina, probabilmente sei alla ricerca delle informazioni di base o avanzate sulla stampa 3D. Qui trovi tutto quello che ti serve per iniziare a stampare in 3D, compresi consigli all'acquisto e soluzioni ai problemi più comuni. Non aspettarti solamente un’infarinatura generale, questa guida affronta anche tematiche specifiche, al punto da essere utile anche ai più esperti. In questa guida: > Guida alla stampa 3D, come usarla > Guida introduttiva alla stampa 3D > Materiali di stampa 3D > Stampanti 3D > Guide e soluzioni ai problemi di stampa 3D > Altri contenuti utili Guida completa alla stampa 3D, come usarla La guida completa alla stampa 3D è suddivisa in più sezioni che approfondiscono specifici argomenti. Infatti, per usare una stampante 3D, è necessario avere diverse conoscenze sulla modellazione 3D, sui materiali, sui software, sulle diverse tecnologie esistenti e molto altro. Questo non significa che per stampare in 3D sia necessario studiare chissà quanti argomenti, ma sicuramente è importante non essere completamente all’oscuro di informazioni che, a lungo andare, potrebbero solamente darti dei problemi. Per questo motivo, la nostra guida alla stampa 3D rimarrà online a lungo termine, in modo che tu possa usufruirne tutte le volte che ne sentirai la necessità. Non avrai bisogno di studiare a memoria i contenuti di queste pagine, potrai consultarli tutte le volte che lo riterrai opportuno accedendo a Stampa 3D forum. All'interno di ogni sezione trovi link a contenuti specifici che risponderanno alle tue domande. Attenzione: questa guida è un lavoro Work In Progress. Come potrai immaginare, la quantità di informazioni da condividere sono tante, richiedono continui aggiornamenti e tanto tempo per essere pubblicate. Per questo motivo all'interno di questa guida potresti trovare qualche link non ancora attivo. In tal caso, ti chiedo di avere un po' di pazienza, tutti i contenuti sono aggiornati nel minor tempo possibile! Guida introduttiva alla stampa 3D Questi sono gli argomenti introduttivi alla stampa 3D. Se ti stai avvicinando ora a questo mondo, ti consiglio di partire da qui. In queste guide vedremo insieme come funzionano le stampanti 3D, quali sono le tecnologie più utilizzate, tutti i materiali e i software da utilizzare. I modelli 3D La modellazione 3D La scansione 3D e il reverse engineering Stampanti 3D: guida all’acquisto Come funziona una stampante 3D Tecnologie di stampa 3D - Guida completa e aggiornata Materiali per la stampa 3D Tutti i software indispensabili per la stampa 3D Cosa possiamo stampare in 3D 5 idee per guadagnare con la stampa 3D Stampanti 3D: il volume di stampa Torna all'Indice Materiali di stampa 3D I 5 filamenti più economici per la stampa 3D Filamento PETG stampa 3D: le migliori marche - Guida all'acquisto Filamento PLA stampa 3D: le marche migliori - Guida all'acquisto Come produrre filamento per stampanti 3D Torna all'Indice Stampanti 3D Le 3 migliori stampanti 3D per principianti Le 10 migliori stampanti 3D economiche del 2022 Le 5 migliori stampanti 3D a resina del 2022 - Guida all'acquisto Stazione di lavaggio e polimerizzazione della resina – Guida all'acquisto Stampanti 3D grande formato - Le più economiche Torna all'Indice Guide e soluzioni ai problemi di stampa 3D 3 regole fondamentali di modellazione 3D Regolazione step/mm - Guida operativa alla calibrazione assi X Y Z della stampante 3D Flusso di stampa: guida alla calibrazione ottimale Test stampante 3D: come valutare in modo oggettivo le tue stampanti 3D Differenze estrusori bowden e direct 5 consigli per una stampa 3D perfetta Come eliminare il wobble, problema di stampa 3D ruvida e ondeggiata Extrusion width: cos'è e come si imposta la larghezza di estrusione Come stampare in 3D una litofania Skirt, brim o raft? Cosa sono e come usarli per migliorare l'adesione al piano di stampa Come migliorare la qualità delle superfici inclinate nella stampa 3D FDM Top layer perfetti con la funzione Z hop Differenze tra stampanti 3D cartesiane, delta, polari Post produzione di oggetti stampati in 3D - Guida completa passo passo Torna all'Indice Altri contenuti utili Database materiali stampa 3D, una risorsa collaborativa La nuova Galleria fotografica di Stampa 3D forum Test di riciclo plastica per la stampa 3D I 10 migliori libri sulla stampa 3D del 2022 Torna all'Indice1 punto -
 Alla domanda "Che materiali usano le stampanti 3D?" si può rispondere solo in un modo: "dipende". Dipende da molte cose, effettivamente. Innanzitutto dalla tipologia di stampante utilizzata e per "tipologia", ovviamente, non si intende la stampante della ditta X o della ditta Y ma proprio dalla tecnologia che vi sta alla base. Le stampanti 3D FDM (Fused Deposition Modeling) si sono imposte sempre di più sul mercato, principalmente perché riescono a garantire una discreta qualità di stampa, pur avendo un prezzo abbordabile. In questo articolo ci occuperemo dei materiali più comuni usati con stampanti di questo tipo: PLA e ABS. Si tratta di due materiali molto diffusi, ma è bene ricordare che con le stampanti 3D FDM è possibile stampare anche altri materiali tra cui nylon, PETG, HIPS, filamenti a base di legno o che simulano la matericità del metallo. Se vuoi conoscere tutti i materiali per la stampa 3D FDM ti consiglio da dare un'occhiata alla mia guida dedicata: Ma non dilunghiamoci oltre e andiamo a scoprire nel dettaglio cosa sono il PLA e l'ABS, evidenziandone le differenze e decretando qual è il migliore materiale per la stampa 3D FDM tra i due. Let's go! In questa guida: PLA e ABS: cosa sono ABS PLA PLA vs ABS, esiste un vincitore? PLA e ABS: cosa sono Dal ounto di vista chimico, l'ABS che il PLA sono polimeri termoplastici, ovvero polimeri formati da catene per lo più lineari, non legate le une alle altre, quindi non reticolate. Per questo, rispondono ad un aumento di temperatura con una diminuizione di viscosità e quindi con una maggiore propensione alla formatura. Entro certi limiti, il ciclo riscaldamento-flusso-raffreddamento può essere ripetuto più volte in quanto la transizione tra lo stato plastico e quello vetroso è di carattere fisico e non chimico, quindi reversibile. Questo aspetto è molto importante perché ci fa capire che in realtà il polimero non deve essere lavorato allo stato fuso ma allo stato di transizione vetrosa, garantendo la permanenza delle proprietà meccaniche originarie del materiale una volta indurito. Sia il PLA che l'ABS sono facilmente reperibili sul mercato sotto forma di filamenti colorati o neutri e dal diametro variabile (in genere 3mm o 1.75mm), oppure sotto forma di pellet. Stampare in 3D partendo da materiali in pellet può essere una buona strategia per risparmiare denaro. E' risaputo infatti che in generale il pellet costa meno dei materiali in filamento, proprio perché i produttori non devono effettuare la procedura di trafilazione. Torna all'Indice ABS L'acrilonitrile-butadiene-stirene o ABS è un termopolimero molto apprezzato grazie alla sua leggerezza e rigidità, ma anche al fatto che può essere sia estruso che stampato ad iniezione. Si tratta di un materiale molto comune e utilizzato per produrre oggetti di qualsiasi tipo. Per esempio, lo si ritrova nei LEGO, in alcuni strumenti musicali a fiato, in tubi idraulici e negli inserti in plastica delle automobili. Possiede buone proprietà meccaniche e per questo motivo lo usa nella realizzazione di oggetti che devono garantire una certa rigidezza e durabilità. Rispetto al PLA, è un materiale meno friabile, sopporta temperature più alte e possiede un coefficiente di attrito inferiore (questo lo rende estrudibile in maniera più agevole). Tra gli aspetti negativi possiamo annoverare il fatto che, rispetto al PLA, deve essere estruso a temperature superiori, circa 240-280 °C. Presenta la catastrofica propensione a ritirarsi e deformarsi, soprattutto negli angoli, se il materiale si raffredda troppo in fretta. Per questo motivo si consiglia sempre di stampare su un piatto riscaldato quando si usa l'ABS. Quando è estruso, l'ABS genera delle emissioni che possono essere dannose per gli esseri umani. E' bene evitare di inalare questi fumi tossici e di prevedere una buona areazione della stanza in cui si stampa. Molte stampanti vengono già dotate di filtri EPA o comunque di sistemi che possano limitare la dispersione di questi gas. Per quanto riguarda la solubilità, il solvente dell'ABS è l'acetone. Filamento ABS - Vedi i migliori prezzi su Amazon Torna all'Indice PLA L'acido polilattico o PLA è un termopolimero generato dalla fermentazione del mais. Si tratta di un materiale molto comune, utilizzato soprattutto per realizzare contenitori o sacchetti biodegradabili e gettabili nella raccolta dell'umido. E' idrosolubile temperature superiori a 70-80°C, quindi può essere facilmente estruso, stampato ad iniezione e a soffiatura. A livello chimico il PLA ha la caratteristicha di essere biodegradabile. Devo però specificare che il PLA utilizzato per la stampa 3D non è da considerarsi biodegradabile come i sacchetti della spesa. La motivazione è molto semplice. L'acido polilattico è un polimero che degrada se trasportato insieme ad altro materiale organico in apposite stazioni di degrado. Si tratta di veri e propri forni dove il materiale organico fermenta e si trasforma in utile concime per giardinaggio. Questo processo di degrado del materiale avviene solo e soltanto se le parti hanno spessore molto ridotto, nell'ordine dei decimi di millimetro. Ne consegue che il filamento in PLA raccolto nelle bobine di stampa 3D non presenta questa caratteristica fondamentale per garantirne la degradabilità. Ricorda: non buttare mai il PLA per stampa 3D nella raccolta differenziata dell'umido! Considerato che gli oggetti che stampiamo solitamente hanno spessori di 1 o più millimetri, il PLA va smaltito nella raccolta indifferenziata. Per dettagli, ti consiglio di leggere le linee guida del tuo specifico comune di residenza. Rispetto all'ABS, il PLA è più pesante e meno resistente. I vantaggi del PLA rispetto all'ABS sono che è estrudibile a temperature inferiori, da 180-210 °C, e non emette sostanze tossiche se estruso alle giuste temperature. Non necessita del piano riscaldato e ha un indice di retrazione e deformazione del 2-3%. Per questo motivo, nel caso in cui si voglia stampare oggetti grandi e piuttosto lineari, è preferibile rispetto all'ABS. A livello estetico, il PLA risulta appena più lucente rispetto all'ABS. Per quanto riguarda la solubilità, il solvente dell'PLA è la soda caustica. Filamento PLA - Vedi i migliori prezzi su Amazon Torna all'Indice PLA vs ABS, esiste un vincitore? In conclusione, tra l'ABS e il PLA non ci sono vincitori e vinti. Un risultato prevedibile? Beh, credo proprio di sì! Come dico sempre, la soluzione migliore va cercata tenendo a mente i propri obiettivi e i risultati che si voglono ottenere. PLA e ABS sono due materiali che, pur essendo molto simili, hanno caratteristiche e potenzialità diverse. Bisogna conoscerli e sceglierli di volta in volta in base all'oggetto che si vuole ottenere e in base alle caratteristiche della propria stampante. In sostanza, mi sbilancio: Vuoi stampare in modo facile, veloce e limitando imprevisti? Ti consiglio il PLA. Vuoi stampare un materiale resistente, con una bella finitura e sei dotato di una nuona stampante 3D? Ti consiglio l'ABS. Buone stampe! Torna all'Indice1 punto
Alla domanda "Che materiali usano le stampanti 3D?" si può rispondere solo in un modo: "dipende". Dipende da molte cose, effettivamente. Innanzitutto dalla tipologia di stampante utilizzata e per "tipologia", ovviamente, non si intende la stampante della ditta X o della ditta Y ma proprio dalla tecnologia che vi sta alla base. Le stampanti 3D FDM (Fused Deposition Modeling) si sono imposte sempre di più sul mercato, principalmente perché riescono a garantire una discreta qualità di stampa, pur avendo un prezzo abbordabile. In questo articolo ci occuperemo dei materiali più comuni usati con stampanti di questo tipo: PLA e ABS. Si tratta di due materiali molto diffusi, ma è bene ricordare che con le stampanti 3D FDM è possibile stampare anche altri materiali tra cui nylon, PETG, HIPS, filamenti a base di legno o che simulano la matericità del metallo. Se vuoi conoscere tutti i materiali per la stampa 3D FDM ti consiglio da dare un'occhiata alla mia guida dedicata: Ma non dilunghiamoci oltre e andiamo a scoprire nel dettaglio cosa sono il PLA e l'ABS, evidenziandone le differenze e decretando qual è il migliore materiale per la stampa 3D FDM tra i due. Let's go! In questa guida: PLA e ABS: cosa sono ABS PLA PLA vs ABS, esiste un vincitore? PLA e ABS: cosa sono Dal ounto di vista chimico, l'ABS che il PLA sono polimeri termoplastici, ovvero polimeri formati da catene per lo più lineari, non legate le une alle altre, quindi non reticolate. Per questo, rispondono ad un aumento di temperatura con una diminuizione di viscosità e quindi con una maggiore propensione alla formatura. Entro certi limiti, il ciclo riscaldamento-flusso-raffreddamento può essere ripetuto più volte in quanto la transizione tra lo stato plastico e quello vetroso è di carattere fisico e non chimico, quindi reversibile. Questo aspetto è molto importante perché ci fa capire che in realtà il polimero non deve essere lavorato allo stato fuso ma allo stato di transizione vetrosa, garantendo la permanenza delle proprietà meccaniche originarie del materiale una volta indurito. Sia il PLA che l'ABS sono facilmente reperibili sul mercato sotto forma di filamenti colorati o neutri e dal diametro variabile (in genere 3mm o 1.75mm), oppure sotto forma di pellet. Stampare in 3D partendo da materiali in pellet può essere una buona strategia per risparmiare denaro. E' risaputo infatti che in generale il pellet costa meno dei materiali in filamento, proprio perché i produttori non devono effettuare la procedura di trafilazione. Torna all'Indice ABS L'acrilonitrile-butadiene-stirene o ABS è un termopolimero molto apprezzato grazie alla sua leggerezza e rigidità, ma anche al fatto che può essere sia estruso che stampato ad iniezione. Si tratta di un materiale molto comune e utilizzato per produrre oggetti di qualsiasi tipo. Per esempio, lo si ritrova nei LEGO, in alcuni strumenti musicali a fiato, in tubi idraulici e negli inserti in plastica delle automobili. Possiede buone proprietà meccaniche e per questo motivo lo usa nella realizzazione di oggetti che devono garantire una certa rigidezza e durabilità. Rispetto al PLA, è un materiale meno friabile, sopporta temperature più alte e possiede un coefficiente di attrito inferiore (questo lo rende estrudibile in maniera più agevole). Tra gli aspetti negativi possiamo annoverare il fatto che, rispetto al PLA, deve essere estruso a temperature superiori, circa 240-280 °C. Presenta la catastrofica propensione a ritirarsi e deformarsi, soprattutto negli angoli, se il materiale si raffredda troppo in fretta. Per questo motivo si consiglia sempre di stampare su un piatto riscaldato quando si usa l'ABS. Quando è estruso, l'ABS genera delle emissioni che possono essere dannose per gli esseri umani. E' bene evitare di inalare questi fumi tossici e di prevedere una buona areazione della stanza in cui si stampa. Molte stampanti vengono già dotate di filtri EPA o comunque di sistemi che possano limitare la dispersione di questi gas. Per quanto riguarda la solubilità, il solvente dell'ABS è l'acetone. Filamento ABS - Vedi i migliori prezzi su Amazon Torna all'Indice PLA L'acido polilattico o PLA è un termopolimero generato dalla fermentazione del mais. Si tratta di un materiale molto comune, utilizzato soprattutto per realizzare contenitori o sacchetti biodegradabili e gettabili nella raccolta dell'umido. E' idrosolubile temperature superiori a 70-80°C, quindi può essere facilmente estruso, stampato ad iniezione e a soffiatura. A livello chimico il PLA ha la caratteristicha di essere biodegradabile. Devo però specificare che il PLA utilizzato per la stampa 3D non è da considerarsi biodegradabile come i sacchetti della spesa. La motivazione è molto semplice. L'acido polilattico è un polimero che degrada se trasportato insieme ad altro materiale organico in apposite stazioni di degrado. Si tratta di veri e propri forni dove il materiale organico fermenta e si trasforma in utile concime per giardinaggio. Questo processo di degrado del materiale avviene solo e soltanto se le parti hanno spessore molto ridotto, nell'ordine dei decimi di millimetro. Ne consegue che il filamento in PLA raccolto nelle bobine di stampa 3D non presenta questa caratteristica fondamentale per garantirne la degradabilità. Ricorda: non buttare mai il PLA per stampa 3D nella raccolta differenziata dell'umido! Considerato che gli oggetti che stampiamo solitamente hanno spessori di 1 o più millimetri, il PLA va smaltito nella raccolta indifferenziata. Per dettagli, ti consiglio di leggere le linee guida del tuo specifico comune di residenza. Rispetto all'ABS, il PLA è più pesante e meno resistente. I vantaggi del PLA rispetto all'ABS sono che è estrudibile a temperature inferiori, da 180-210 °C, e non emette sostanze tossiche se estruso alle giuste temperature. Non necessita del piano riscaldato e ha un indice di retrazione e deformazione del 2-3%. Per questo motivo, nel caso in cui si voglia stampare oggetti grandi e piuttosto lineari, è preferibile rispetto all'ABS. A livello estetico, il PLA risulta appena più lucente rispetto all'ABS. Per quanto riguarda la solubilità, il solvente dell'PLA è la soda caustica. Filamento PLA - Vedi i migliori prezzi su Amazon Torna all'Indice PLA vs ABS, esiste un vincitore? In conclusione, tra l'ABS e il PLA non ci sono vincitori e vinti. Un risultato prevedibile? Beh, credo proprio di sì! Come dico sempre, la soluzione migliore va cercata tenendo a mente i propri obiettivi e i risultati che si voglono ottenere. PLA e ABS sono due materiali che, pur essendo molto simili, hanno caratteristiche e potenzialità diverse. Bisogna conoscerli e sceglierli di volta in volta in base all'oggetto che si vuole ottenere e in base alle caratteristiche della propria stampante. In sostanza, mi sbilancio: Vuoi stampare in modo facile, veloce e limitando imprevisti? Ti consiglio il PLA. Vuoi stampare un materiale resistente, con una bella finitura e sei dotato di una nuona stampante 3D? Ti consiglio l'ABS. Buone stampe! Torna all'Indice1 punto -
 Le 10 migliori stampanti 3D economiche del 2023, selezionate in una sola guida! Stampanti 3D FDM e a resina: consulta la guida all'acquisto per trovare la migliore stampante 3D per le tue realizzazioni. Hai dubbi sul tuo acquisto? Leggi i consigli che ho raccolto in fondo a questa guida, ti aiuteranno a capire quale stampante 3D risponde meglio alle tue esigenze. In questa guida: > Introduzione > Creality Ender 3 > Voxelab 3D Aquila > FLSUN Q5 > Geeetech Prusa I3 Pro B > ELEGOO Mars 2 > Creality Cr-10 V2 > Anycubic Vyper > Anycubic Photon Mono X > Elegoo Mars 3 > Longer LK5 > Elegoo Saturn > Aggiornamenti alla guida > Quale stampante è meglio per te? Introduzione La stampa 3D non è mai stata così economica come nel 2023. Dico per davvero, il costo delle stampanti 3D è stato abbattuto nel corso degli anni, rendendo queste macchine estremamente accessibili a chiunque. Per aiutarti nella tua ricerca all’affare, in questo articolo ho selezionato per te le 10 migliori stampanti 3D economiche del 2023. Si tratta di stampanti 3D semplici nella loro fattura quanto semplici da usare, capaci di dare grandi soddisfazioni anche agli utenti più esigenti. Nella lista trovi sia stampanti 3D a filamento (FDM) sia stampanti 3D a resina. Sei pronto a scoprirle? Allora scalda gli estrusori e preparati a essere tentato dalle 10 migliori stampanti 3D economiche disponibili sul mercato! Creality Ender 3 Un modello conosciutissimo e probabilmente il più venduto nella storia della stampa 3D desktop. Costi ridotti, semplicità e versatilità: la Ender 3 è la stampante 3D economica per eccellenza. Questo modello ha visto numerosi aggiornamenti. Quello in vendita oggi prevede la funzione di ripresa della stampa a seguito di interruzioni accidentali della corrente. Le componenti dell’estrusore sono state aggiornate così da limitare i problemi di ostruzione che si sono riscontrati in alcune delle versioni precedenti. Il volume di stampa è generoso - 220x220x250 mm - e il piatto di stampa è riscaldato così da permettere la migliore adesione possibile. Un evergreen al costo di circa € 200. Scopri offerta su Amazon Voxelab 3D Aquila Con un volume di stampa pari a 220x220x250 mm, la Voxelab Aquila riprende le migliori caratteristiche della Ender 3 mischiandole con quelle di altri modelli, dando come risultato una macchina curata sotto ogni punto di vista. Il corpo della stampante è interamente in metallo, l’alimentatore è nascosto all’interno della struttura così da renderla più sicura anche nel montaggio. L’interfaccia utente è perfezionata e gestibile dallo schermo LCD posto frontalmente. Tutte le funzioni principali sono a portata di un click. Le componenti sono silenziose, è dotata di sistema di ripresa della stampa e il piatto di stampa garantisce ottima adesione. Vedi offerta su Amazon FLSUN Q5 Se stai cercando qualcosa di diverso, la FLSUN Q5 è una macchina che rappresenta ancora una novità. Sarà anche una novità, ma è anche una delle macchine più apprezzate ultimamente. Sarà per la sua meccanica di tipo delta o per le velocità che riesce a raggiungere, la Q5 viaggia tra i 60 e 150 mm/s. Il livellamento del piano di stampa è automatico e il volume di stampa ha dimensioni di 200x200 mm. Presenta uno schermo touchscreen nella parte frontale tramite il quale si accede ai comandi di base. Il kit è piacevole da montare e, lascia che te lo dica, vederla in movimento è veramente piacevole. Il costo? 269 €, veramente ridotto! Vedi offerta su Amazon Geeetech Prusa I3 Pro B Al pari della Ender 3, un pilastro della stampa 3D. Geeetech realizza da sempre alcuni dei modelli più conosciuti ed economici. Tra questi, il modello Prusa I3 Pro B spicca per longevità e quantità di vendite. Costa solo 169 €. Una caratteristica che la distingue dalle altre concorrenti è che è rimasta una delle poche ad essere venduta in kit da assemblare. E questo è il motivo per cui il costo è così ridotto. Si tratta di una macchina adatta a chi fa i primi passi nella stampa 3D e, soprattutto, a chi piace mettere mano alle componenti per modificarle e migliorarle. Con un volume di stampa pari a 200x200x180 mm e una risoluzione di 0.1-0.3 mm, è una stampante 3D economica in grado di soddisfare i più. In più, è dotata di un piatto riscaldato e temperatura massima dell’estrusore di 240°. Vedi offerta su Amazon ELEGOO Mars 2 Parlando di stampanti 3D si rischia spesso di focalizzarsi solamente sulle macchine a filamento FDM. Eppure sono gli utilizzatori di stampanti 3D a resina ed è giusto non dimenticare che anche in questa categoria esistono delle stampanti 3D estremamente economiche. In questo caso ti segnalo la ELEGOO Mars 2, una stampante 3D che utilizza delle resine sensibili ai raggi UV per realizzare modelli precisi e complessi. Spesso in offerta lampo a 195 €, il prezzo solitamente oscilla tra i 230 e i 245 €. Si tratta di una stampante 3D LCD veramente economica e con un volume di stampa di 129x80x160 mm. La precisione sull’asse Z arriva a 0,00125 mm e lo spessore dei layer può variare da 0.01 a 0.2 mm. Il software consigliato per ‘utilizzo è Chitubox, un software slicer gratuito e utilizzato ormai da tanti anni nell’ambito della stampa 3D a resina. Lo schermo LCD che polimerizza la resina è uno schermo ad alta definizione 2K con sorgente LED COB UV, mentre la struttura della macchina è in alluminio lavorato CNC. Vedi offerta su Amazon Creality CR-10 V2 La Creality CR-10 V2 deriva dal noto modello CR-10. Una stampante dotata di un volume di stampa molto accomodante da 300 x 300 x 400 mm, migliorata tramite l'implementazione delle barre oblique che limitano le oscillazioni nelle stampe che si sviluppano in altezza. In questa versione la trovi a 480 €, dotata di sensore di presenza filo, estrusore interamente in metallo, scheda madre rinnovata, nuovo firmware, nuovo sistema di raffreddamento dell'hot-end. Vedi offerta su Amazon Anycubic Vyper Se cerchi una stampante 3D tecnologicamente avanzata, la Anycubic Vyper è quello che fa per te. Dotata di livellamento automatico del piatto, ti aiuta nel realizzare i migliori modelli con grande precisione. Il volume di stampa misura 245 x 260 x 260 mm, una dimensione non molto importate ma in linea con gli standard di mercato. L'estrusore a doppio ingranaggio si dice essere preciso e funzionare, mentre il touchscreen a colori aiuta nell'uso della macchina e nell'impostazione dei settaggi. Il costo di 459 € giustifica la qualità delle componenti. Vedi offerta su Amazon Anycubic Photon Mono X Al costo di € 699 è una stampante 3D a resina di ottima qualità. La Anycubic Photon Mono X incorpora uno schermo LCD UV da 8,9'' con risoluzione 4K. Il volume di stampa è di 192 x 120 x 250 mm, favorisce la realizzazione di pezzi abbastanza voluminosi con buona qualità di stampa. L'asse Z a doppia guida lineare migliora la stabilità e la precisione, mentre il piatto in alluminio spazzolato garantisce una buona tenuta dei pezzi durante la stampa. Vedi offerta su Amazon Elegoo Mars 3 Elegoo Mars 3 è una stampante 3D a resina dotata di ottime caratteristiche, disponibile oggi a 365 €. Mars 3 è la sesta versione della popolare stampante economica di Elegoo. Oltre ad essere probabilmente la più elegante, la stampante offre anche alcuni vantaggi in termini di prestazioni. Vantaggi come il volume di stampa sorprendentemente grande - 143 x 90 x 165 mm - per una "piccola" stampante 3D in resina - e l'LCD 4K che consente di stampare con una risoluzione ultra fine di 35 micron per voxel nella X/Y- assi. Vedi offerta su Amazon Longer LK5 Una soluzione preassemblata, ideale per chi vuole mettersi subito a stampare. Il modello Longer LK5 presenta dimensioni di stampa notevoli, 300 x 300 x 400 mm. Al costo di circa € 379 avrai tra le mani una stampante silenziosa e dotata di tutte le funzioni fondamentali. Il piatto di stampa presenta una superficie microporosa che assicura una buona tenuta anche dei pezzi più grandi. VEDI OFFERTA ELEGOO Saturn Al costo di € 550, si tratta di una stampante MSLA con volume di stampa da 192 x 120 x 200 mm. Schermo 4K con risoluzione di 3440x2400 pixel da 8.9 pollici a visualizzazione monocromatica, risoluzione xy di 5um, tempo di stampa pari a circa 1,5-2s per layer. La sorgente luminosa promette stampe veloci e precise. Elegoo fornisce assistenza di 1 anno su tutte le componenti della macchina: LCD 4K, pellicola FEP e kit di strumenti inclusi. I pezzi sono spediti da magazzini europei per garantire velocità nella fornitura dei pezzi. VEDI OFFERTA Aggiornamenti alla lista Questo articolo viene aggiornato continuamente, così da proporti i migliori prodotti al miglior prezzo. Inoltre, essendo il mondo della stampa 3D in continua evoluzione, nuovi prodotti entrano sul mercato migliorando gli standard delle macchine. Ogni volta che ci imbattiamo in una stampante 3D che merita di essere conosciuta e che presenta caratteristiche interessanti, la inseriamo in questo articolo. Questo articolo è una selezione delle 10 migliori stampanti 3D sul mercato. Solo perché una stampante esce da questo elenco non significa che sia un pessimo acquisto. Semplicemente, i prodotti cambiano e i più nuovi solitamente riscuotono maggiore interesse. Solitamente, i nuovi prodotti sono anche migliori dal punto di vista tecnologico. Nostra premura è quella di selezionare prodotti che, per davvero, hanno caratteristiche interessanti per chi è alla ricerca di una stampante 3D da acquistare. Tieni in considerazione che non ci è possibile provare tutti i prodotti presenti nella lista. Quale stampante è meglio per te? Se sei indeciso e non sai quale direzione prendere nel tuo acquisto, rischierai di acquistare un prodotto che non risponde alle tue esigenze. Per aiutarti ho riassunto per te una serie di consigli che sono sempre validi per chi è alla ricerca di una stampante 3D. Dopotutto è vero, è facile perdersi tra la grande quantità di prodotti disponibili sul mercato. Stampanti 3D per principianti Molte stampanti sono definite per principianti, ma spesso presentano dei limiti di utilizzo. Se ti stai avvicinando al tuo primo acquisto e non hai mai stampato prima, ti consiglio di definire un budget che ritieni di poter spendere. In base al budget, potrai effettuare la scelta che meglio si presta alla tua preparazione e a quello che dovrai stampare. Se vuoi qualche dritta per il tuo primo acquisto, leggi la mia guida alle 3 migliori stampanti 3D per principianti, sarà molto utile per farti un'idea della direzione da prendere. Seguendo la mia guida risparmierai un po' di soldi e tempo. Inoltre, avrai l'opportunità di imparare sperimentando con una macchina economica. E per qualsiasi necessità, non dimenticare che la nostra community è pronta ad aiutarti a risolvere qualsiasi problema. Se acquisti una stampante economica, acquista un prodotto conosciuto Mentre la qualità generale delle stampanti 3D economiche è notevolmente migliorata negli ultimi anni, a volte il livello di controllo della qualità delle componenti può essere carente. I produttori con basi di utenti più grandi (come Creality e Anycubic) si stanno adattando per soddisfare le richieste dei loro nuovi fan, includendo anche un migliore supporto clienti. Se hai intenzione di acquistare una stampante 3D economica, ti consiglio di andare su uno dei modelli più venduti. In questo modo sarai certo di trovare consigli online per risolvere qualsiasi problema. Inoltre, potrai facilmente recuperare pezzi di ricambio a basso costo. Sappi esattamente cosa vuoi stampare Prima di procedere col tuo acquisto, assicurati di avere le idee chiare su cosa vorrai stampare. Questo definisce se la tua stampante 3D deve essere a filo o a resina, oppure se il piatto di stampa deve avere grandi dimensioni. Le caratteristiche definiscono il costo della stampante 3D e i costi vivi che dovrai sostenere per mantenerla (materiali, manutenzione, ecc). Quando hai le idee chiare, acquista la stampante che più ti aiuta nel raggiungere i tuoi obiettivi La stragrande maggioranza delle stampanti 3D desktop sono macchine di stampa a deposizione fusa a estrusione singola, ovvero potrai stampare un singolo materiale attraverso un singolo ugello. Abbastanza versatili per un ampio numero di applicazioni grazie alla compatibilità dei materiali, si tratta di una soluzione predefinita sicura con cui iniziare. Ma se sai che devi stampare oggetti con geometrie impegnative, è probabile che una stampante a doppia estrusione renderebbe la tua stampa molto più semplice. Allo stesso modo, gli oggetti che devono essere realizzati con più materiali potrai ottenerli solo con una macchina a doppio ugello. Per miniature ad alto dettaglio, una stampante in resina sarà la strada da percorrere. Sostanzialmente, prima di acquistare la stampante 3D assicurati di conoscere le tecnologie e i materiali, risparmierai soldi e tempo.1 punto
Le 10 migliori stampanti 3D economiche del 2023, selezionate in una sola guida! Stampanti 3D FDM e a resina: consulta la guida all'acquisto per trovare la migliore stampante 3D per le tue realizzazioni. Hai dubbi sul tuo acquisto? Leggi i consigli che ho raccolto in fondo a questa guida, ti aiuteranno a capire quale stampante 3D risponde meglio alle tue esigenze. In questa guida: > Introduzione > Creality Ender 3 > Voxelab 3D Aquila > FLSUN Q5 > Geeetech Prusa I3 Pro B > ELEGOO Mars 2 > Creality Cr-10 V2 > Anycubic Vyper > Anycubic Photon Mono X > Elegoo Mars 3 > Longer LK5 > Elegoo Saturn > Aggiornamenti alla guida > Quale stampante è meglio per te? Introduzione La stampa 3D non è mai stata così economica come nel 2023. Dico per davvero, il costo delle stampanti 3D è stato abbattuto nel corso degli anni, rendendo queste macchine estremamente accessibili a chiunque. Per aiutarti nella tua ricerca all’affare, in questo articolo ho selezionato per te le 10 migliori stampanti 3D economiche del 2023. Si tratta di stampanti 3D semplici nella loro fattura quanto semplici da usare, capaci di dare grandi soddisfazioni anche agli utenti più esigenti. Nella lista trovi sia stampanti 3D a filamento (FDM) sia stampanti 3D a resina. Sei pronto a scoprirle? Allora scalda gli estrusori e preparati a essere tentato dalle 10 migliori stampanti 3D economiche disponibili sul mercato! Creality Ender 3 Un modello conosciutissimo e probabilmente il più venduto nella storia della stampa 3D desktop. Costi ridotti, semplicità e versatilità: la Ender 3 è la stampante 3D economica per eccellenza. Questo modello ha visto numerosi aggiornamenti. Quello in vendita oggi prevede la funzione di ripresa della stampa a seguito di interruzioni accidentali della corrente. Le componenti dell’estrusore sono state aggiornate così da limitare i problemi di ostruzione che si sono riscontrati in alcune delle versioni precedenti. Il volume di stampa è generoso - 220x220x250 mm - e il piatto di stampa è riscaldato così da permettere la migliore adesione possibile. Un evergreen al costo di circa € 200. Scopri offerta su Amazon Voxelab 3D Aquila Con un volume di stampa pari a 220x220x250 mm, la Voxelab Aquila riprende le migliori caratteristiche della Ender 3 mischiandole con quelle di altri modelli, dando come risultato una macchina curata sotto ogni punto di vista. Il corpo della stampante è interamente in metallo, l’alimentatore è nascosto all’interno della struttura così da renderla più sicura anche nel montaggio. L’interfaccia utente è perfezionata e gestibile dallo schermo LCD posto frontalmente. Tutte le funzioni principali sono a portata di un click. Le componenti sono silenziose, è dotata di sistema di ripresa della stampa e il piatto di stampa garantisce ottima adesione. Vedi offerta su Amazon FLSUN Q5 Se stai cercando qualcosa di diverso, la FLSUN Q5 è una macchina che rappresenta ancora una novità. Sarà anche una novità, ma è anche una delle macchine più apprezzate ultimamente. Sarà per la sua meccanica di tipo delta o per le velocità che riesce a raggiungere, la Q5 viaggia tra i 60 e 150 mm/s. Il livellamento del piano di stampa è automatico e il volume di stampa ha dimensioni di 200x200 mm. Presenta uno schermo touchscreen nella parte frontale tramite il quale si accede ai comandi di base. Il kit è piacevole da montare e, lascia che te lo dica, vederla in movimento è veramente piacevole. Il costo? 269 €, veramente ridotto! Vedi offerta su Amazon Geeetech Prusa I3 Pro B Al pari della Ender 3, un pilastro della stampa 3D. Geeetech realizza da sempre alcuni dei modelli più conosciuti ed economici. Tra questi, il modello Prusa I3 Pro B spicca per longevità e quantità di vendite. Costa solo 169 €. Una caratteristica che la distingue dalle altre concorrenti è che è rimasta una delle poche ad essere venduta in kit da assemblare. E questo è il motivo per cui il costo è così ridotto. Si tratta di una macchina adatta a chi fa i primi passi nella stampa 3D e, soprattutto, a chi piace mettere mano alle componenti per modificarle e migliorarle. Con un volume di stampa pari a 200x200x180 mm e una risoluzione di 0.1-0.3 mm, è una stampante 3D economica in grado di soddisfare i più. In più, è dotata di un piatto riscaldato e temperatura massima dell’estrusore di 240°. Vedi offerta su Amazon ELEGOO Mars 2 Parlando di stampanti 3D si rischia spesso di focalizzarsi solamente sulle macchine a filamento FDM. Eppure sono gli utilizzatori di stampanti 3D a resina ed è giusto non dimenticare che anche in questa categoria esistono delle stampanti 3D estremamente economiche. In questo caso ti segnalo la ELEGOO Mars 2, una stampante 3D che utilizza delle resine sensibili ai raggi UV per realizzare modelli precisi e complessi. Spesso in offerta lampo a 195 €, il prezzo solitamente oscilla tra i 230 e i 245 €. Si tratta di una stampante 3D LCD veramente economica e con un volume di stampa di 129x80x160 mm. La precisione sull’asse Z arriva a 0,00125 mm e lo spessore dei layer può variare da 0.01 a 0.2 mm. Il software consigliato per ‘utilizzo è Chitubox, un software slicer gratuito e utilizzato ormai da tanti anni nell’ambito della stampa 3D a resina. Lo schermo LCD che polimerizza la resina è uno schermo ad alta definizione 2K con sorgente LED COB UV, mentre la struttura della macchina è in alluminio lavorato CNC. Vedi offerta su Amazon Creality CR-10 V2 La Creality CR-10 V2 deriva dal noto modello CR-10. Una stampante dotata di un volume di stampa molto accomodante da 300 x 300 x 400 mm, migliorata tramite l'implementazione delle barre oblique che limitano le oscillazioni nelle stampe che si sviluppano in altezza. In questa versione la trovi a 480 €, dotata di sensore di presenza filo, estrusore interamente in metallo, scheda madre rinnovata, nuovo firmware, nuovo sistema di raffreddamento dell'hot-end. Vedi offerta su Amazon Anycubic Vyper Se cerchi una stampante 3D tecnologicamente avanzata, la Anycubic Vyper è quello che fa per te. Dotata di livellamento automatico del piatto, ti aiuta nel realizzare i migliori modelli con grande precisione. Il volume di stampa misura 245 x 260 x 260 mm, una dimensione non molto importate ma in linea con gli standard di mercato. L'estrusore a doppio ingranaggio si dice essere preciso e funzionare, mentre il touchscreen a colori aiuta nell'uso della macchina e nell'impostazione dei settaggi. Il costo di 459 € giustifica la qualità delle componenti. Vedi offerta su Amazon Anycubic Photon Mono X Al costo di € 699 è una stampante 3D a resina di ottima qualità. La Anycubic Photon Mono X incorpora uno schermo LCD UV da 8,9'' con risoluzione 4K. Il volume di stampa è di 192 x 120 x 250 mm, favorisce la realizzazione di pezzi abbastanza voluminosi con buona qualità di stampa. L'asse Z a doppia guida lineare migliora la stabilità e la precisione, mentre il piatto in alluminio spazzolato garantisce una buona tenuta dei pezzi durante la stampa. Vedi offerta su Amazon Elegoo Mars 3 Elegoo Mars 3 è una stampante 3D a resina dotata di ottime caratteristiche, disponibile oggi a 365 €. Mars 3 è la sesta versione della popolare stampante economica di Elegoo. Oltre ad essere probabilmente la più elegante, la stampante offre anche alcuni vantaggi in termini di prestazioni. Vantaggi come il volume di stampa sorprendentemente grande - 143 x 90 x 165 mm - per una "piccola" stampante 3D in resina - e l'LCD 4K che consente di stampare con una risoluzione ultra fine di 35 micron per voxel nella X/Y- assi. Vedi offerta su Amazon Longer LK5 Una soluzione preassemblata, ideale per chi vuole mettersi subito a stampare. Il modello Longer LK5 presenta dimensioni di stampa notevoli, 300 x 300 x 400 mm. Al costo di circa € 379 avrai tra le mani una stampante silenziosa e dotata di tutte le funzioni fondamentali. Il piatto di stampa presenta una superficie microporosa che assicura una buona tenuta anche dei pezzi più grandi. VEDI OFFERTA ELEGOO Saturn Al costo di € 550, si tratta di una stampante MSLA con volume di stampa da 192 x 120 x 200 mm. Schermo 4K con risoluzione di 3440x2400 pixel da 8.9 pollici a visualizzazione monocromatica, risoluzione xy di 5um, tempo di stampa pari a circa 1,5-2s per layer. La sorgente luminosa promette stampe veloci e precise. Elegoo fornisce assistenza di 1 anno su tutte le componenti della macchina: LCD 4K, pellicola FEP e kit di strumenti inclusi. I pezzi sono spediti da magazzini europei per garantire velocità nella fornitura dei pezzi. VEDI OFFERTA Aggiornamenti alla lista Questo articolo viene aggiornato continuamente, così da proporti i migliori prodotti al miglior prezzo. Inoltre, essendo il mondo della stampa 3D in continua evoluzione, nuovi prodotti entrano sul mercato migliorando gli standard delle macchine. Ogni volta che ci imbattiamo in una stampante 3D che merita di essere conosciuta e che presenta caratteristiche interessanti, la inseriamo in questo articolo. Questo articolo è una selezione delle 10 migliori stampanti 3D sul mercato. Solo perché una stampante esce da questo elenco non significa che sia un pessimo acquisto. Semplicemente, i prodotti cambiano e i più nuovi solitamente riscuotono maggiore interesse. Solitamente, i nuovi prodotti sono anche migliori dal punto di vista tecnologico. Nostra premura è quella di selezionare prodotti che, per davvero, hanno caratteristiche interessanti per chi è alla ricerca di una stampante 3D da acquistare. Tieni in considerazione che non ci è possibile provare tutti i prodotti presenti nella lista. Quale stampante è meglio per te? Se sei indeciso e non sai quale direzione prendere nel tuo acquisto, rischierai di acquistare un prodotto che non risponde alle tue esigenze. Per aiutarti ho riassunto per te una serie di consigli che sono sempre validi per chi è alla ricerca di una stampante 3D. Dopotutto è vero, è facile perdersi tra la grande quantità di prodotti disponibili sul mercato. Stampanti 3D per principianti Molte stampanti sono definite per principianti, ma spesso presentano dei limiti di utilizzo. Se ti stai avvicinando al tuo primo acquisto e non hai mai stampato prima, ti consiglio di definire un budget che ritieni di poter spendere. In base al budget, potrai effettuare la scelta che meglio si presta alla tua preparazione e a quello che dovrai stampare. Se vuoi qualche dritta per il tuo primo acquisto, leggi la mia guida alle 3 migliori stampanti 3D per principianti, sarà molto utile per farti un'idea della direzione da prendere. Seguendo la mia guida risparmierai un po' di soldi e tempo. Inoltre, avrai l'opportunità di imparare sperimentando con una macchina economica. E per qualsiasi necessità, non dimenticare che la nostra community è pronta ad aiutarti a risolvere qualsiasi problema. Se acquisti una stampante economica, acquista un prodotto conosciuto Mentre la qualità generale delle stampanti 3D economiche è notevolmente migliorata negli ultimi anni, a volte il livello di controllo della qualità delle componenti può essere carente. I produttori con basi di utenti più grandi (come Creality e Anycubic) si stanno adattando per soddisfare le richieste dei loro nuovi fan, includendo anche un migliore supporto clienti. Se hai intenzione di acquistare una stampante 3D economica, ti consiglio di andare su uno dei modelli più venduti. In questo modo sarai certo di trovare consigli online per risolvere qualsiasi problema. Inoltre, potrai facilmente recuperare pezzi di ricambio a basso costo. Sappi esattamente cosa vuoi stampare Prima di procedere col tuo acquisto, assicurati di avere le idee chiare su cosa vorrai stampare. Questo definisce se la tua stampante 3D deve essere a filo o a resina, oppure se il piatto di stampa deve avere grandi dimensioni. Le caratteristiche definiscono il costo della stampante 3D e i costi vivi che dovrai sostenere per mantenerla (materiali, manutenzione, ecc). Quando hai le idee chiare, acquista la stampante che più ti aiuta nel raggiungere i tuoi obiettivi La stragrande maggioranza delle stampanti 3D desktop sono macchine di stampa a deposizione fusa a estrusione singola, ovvero potrai stampare un singolo materiale attraverso un singolo ugello. Abbastanza versatili per un ampio numero di applicazioni grazie alla compatibilità dei materiali, si tratta di una soluzione predefinita sicura con cui iniziare. Ma se sai che devi stampare oggetti con geometrie impegnative, è probabile che una stampante a doppia estrusione renderebbe la tua stampa molto più semplice. Allo stesso modo, gli oggetti che devono essere realizzati con più materiali potrai ottenerli solo con una macchina a doppio ugello. Per miniature ad alto dettaglio, una stampante in resina sarà la strada da percorrere. Sostanzialmente, prima di acquistare la stampante 3D assicurati di conoscere le tecnologie e i materiali, risparmierai soldi e tempo.1 punto -
 Se hai letto le mie precedenti guide, sicuramente avrai scoperto come migliorare le prestazioni della tua stampante 3D FDM. Attraverso piccoli controlli e accorgimenti avrai eliminato tutti quei difetti che fino a prima ti avevano fatto impazzire. Ora però è arrivato il momento di valutare i tuoi risultati... ma come possiamo valutare in modo oggettivo le tue stampanti 3D? Quali sono i parametri e gli aspetti di cui tenere conto per dare un voto alle tue stampe? Certamente puoi basarti su un controllo visivo, ma per avere un riscontro più affidabile è necessario adottare un approccio oggettivo. In questa guida: > Come valurate la tua stampante 3D: i test da fare > Prima di eseguire i test segui questi consigli > I test da eseguire > Sommiamo i risultati: che punteggio hai ottenuto? Ora avanti tutta, entriamo nel merito delle prove che la tua stampante 3D dovrà superare. Come valutare la tua stampante 3D: i test da fare Per valutare la tua stampante 3D è necessario fare dei test oggettivi che siano comparabili tra loro. Quello che ho fatto è stato raggruppare in questo articolo i test di stampa 3D più conosciuti, prendendo anche spunto dal noto sito Make:. Il test si basa sulla realizzazione di più oggetti, a cui va assegnato un punteggio in base ai risultati ottenuti. In questo modo, sommando i punti, potrai avere un risultato comparabile e avrai una base su cui lavorare per eventuali miglioramenti. Attenzione però, non farti fregare: in questo test anche la tua bravura sarà messa alla prova! Proprio così, le tue abilità di "stampatore" saranno fondamentali per ottenere i migliori risultati. Pensaci... meglio imposterai i parametri di stampa del tuo slicer, migliori saranno le tue stampe. Prima di eseguire i test segui questi consigli Premessa importante: è necessario utilizzare lo stesso filamento per tutti i test, magari uno che conosci già. Ti consiglio di usare un filamento di qualità e facile da stampare come il PLA, così eviterai di complicarti la vita con le difficoltà che sorgono nell'usare materiali più tecnici. Se ti serve qualche dritta sul materiale giusto da usare, ti segnalo la guida ai 5 materiali più economici per la stampa 3D. Al suo interno trovi una selezione che tiene conto del prezzo e della qualità del materiale stesso. Penso sia di grande aiuto se sei indeciso sul filamento da usare con la tua stampante 3D. Se non lo hai ancora fatto, dai un'occhiata ai miei 5 consigli su come ottenere una stampa 3D perfetta. Prima di iniziare coi test è bene che la tua stampate 3D sia pronta a essere messa sotto stress. Seguendo questi accorgimenti, non potrai sbagliare! 🚀 Infine, dovrai assicurarti di avere a disposizione uno strumento fondamentale: un calibro digitale. Potrà sembrarti banale, ma misurare in modo preciso i pezzi che realizzerai sarà importantissimo per valutarli correttamente. Questo è il calibro che uso io, è disponibile su Amazon e solitamente si trova in offerta. Vedi offerta su Amazon Bene, penso che sia il momento di iniziare. I test da eseguire per valutare la tua stampante 3D Usa l'indice che trovi di seguito per saltare velocemente alle sezioni dei vari test. All'interno di ogni sezione troverai anche il relativo modello 3D da scaricare direttamente dalla sezione Download della community. Non ti resta che proseguire nella lettura e, mi raccomando, non dimenticare di mostrarci i tuoi risultati nella galleria immagini! I test da eseguire: > Test stampante 3D n.1: Accuratezza dimensionale > Test stampante 3D n.2: Bridging (ponti e sbalzi) > Test stampante 3D n.3: Massimo angolo di sbalzo > Test stampante 3D n.4: Ritrazione > Test stampante 3D n.5: Tolleranza negativa > Test stampante 3D n.6: Vibrazioni sugli assi X e Y > Test stampante 3D n.7: Wobble Ready? Go! Test stampante 3D n.1 - Accuratezza dimensionale Come primo oggetto abbiamo un solido di rotazione che aiuterà a verificare se la tua stampante è ben calibrata. Una volta stampato l’oggetto, puoi utilizzare il tuo calibro digitale e controllare se e quanto le misure dell'oggetto stampato si discostano dal modello digitale. Per darti un riferimento: la base circolare del modello 3D ha diametro che misura esattamente 20 mm. Segna con un pennarello sul modello gli assi X e Y per essere sicuro di non invertirli anche quando lo avrai staccato dal piatto di stampa. Assegna poi un punteggio a seconda di quanto differiscono le misure di X e Y: 1 punto se la differenza della misura tra X e Y è maggiore di 0,4 mm; 2 punti se la differenza della misura tra X e Y è tra 0,3 e 0,4 mm; 3 punti se la differenza della misura tra X e Y è tra 0,2 e 0,3 mm; 4 punti se la differenza della misura tra X e Y è tra 0,1 e 0,2 mm; 5 punti se la differenza della misura tra X e Y è minore di 0,1 mm. Scarica qui il modello 3D per eseguire il test: Per questo test puoi anche usare il modello del cubo XYZ, che puoi trovare al a seguente link. Solitamente questo modello è usato per fare la calibrazione step/mm delle stampanti 3D. Se nella misurazione scopri che ci sono degli scostamenti dimensionali, puoi correggere queste imperfezioni seguendo la mia guida alla regolazione step/mm. Test stampante 3D n.2: Bridging (ponti e sbalzi) In questo test entrano in gioco due fattori: stampante e, soprattutto, impostazioni di slicing. Assicurati quindi di settare al meglio lo slicer: ogni stampante si comporta in modo diverso ma, in generale, posso dirti che è bene diminuire la quantità di estrusione, tenere leggermente più bassa la temperatura dell’ugello e andare molto piano con la velocità di stampa. Una volta finita la produzione dell'oggetto potrai verificare il punteggio: 1 punto se tutti i ponti risultano collassati; 2 punti se solo i 2 più lunghi risultano collassati; 3 punti se tutti i ponti sono stabili ma hanno dei dei fili cadenti; 4 punti se nessun ponte risulta collassato e i 2 più piccoli non hanno fili cadenti; 5 punti se nessun ponte risulta collassato e tutti e 5 i ponti non hanno fili cadenti.(lo spanciamento di un filo fino a 2 mm è accettabile). Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.3: Massimo angolo di sbalzo Nel caso della prova degli sbalzi, più l’angolo aumenta e meno superficie di appoggio sarà disponibile per il filamento del layer superiore. Perciò solitamente i difetti crescono con l’alzarsi della stampa. Le valutazioni vanno date in questo modo: 1 punto se la stampante non è riuscita a terminare nessuna sporgenza; 2 punti se la stampante è riuscita a terminare le sporgenze 30 e 45 gradi ma non i 60 e 70; 3 punti se la stampante ha lasciato cadere alcuni fili sulla sporgenza da 70 gradi; 4 punti se la stampante non ha lasciato cadere i perimetri sottostanti e la superficie del 60 e 70 gradi è solo leggermente diversa dalla superficie degli sbalzi di 30 e 45 gradi; 5 punti se c’è poca o nulla differenza nella struttura superficiale tra i quattro angoli di sbalzo. Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.4: Ritrazione Sarai in grado di gestire al meglio la ritrazione su un modello come questo? Qui la storia si fa dura! 🤯 Anche qua entrano in gioco le impostazioni dello slicer. Una volta stampato il tuo file verifica ancora una volta quanti punti merita il tuo risultato: 1 punto se le punte non sono finite a causa di un inceppamento dell’estrusore o mancanza di flusso di materiale; 2 punti se le punte sono stampate ma sono piene di fili che le collegano l’un l’altra; 3 punti se le punte sono stampate e ci sono alcuni fili di collegamento. Ma gli errori sulla geometria sono dovuti a problemi di flusso (sotto o sovraestrusione); 4 punti se le punte sono presenti, non ci sono fili di collegamento, ma ci sono problemi di flusso, per cui le stesse non risultano quadrate ma hanno mancanze o abbondanza di materiale e sembrano di forma conica; 5 punti se le punte sono state stampate, non ci sono fili di collegamento e non vi sono scalini o rigature a causa di problemi di flusso del volume. Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.5: Tolleranza negativa Nel file corrispondente a questo test i cilindri aumentano di diametro, diminuendo quindi la distanza dalle pareti. Sarà quindi mano a mano più possibile che il cilindro faccia aderenza al resto del pezzo. Non dovrai preoccuparti se la tua estrusione è settata in modo super preciso. Questi sono i punteggi: 0 punti se non è possibile rimuovere alcun cilindro; 1 punto se è possibile rimuovere il cilindro di tolleranza radiale da 0.6 mm; 2 punti se è possibile rimuovere i cilindri di tolleranza radiale da 0.6 mm e 0.5 mm; 3 punti se è possibile rimuovere i cilindri di tolleranza radiale da 0.6, 0.5 e 0.4 mm; 4 punti se è possibile rimuovere i cilindri 0.6, 0.5, 0.4 e 0.3mm; 5 punti se tutti i cilindri possono essere rimossi. Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.6: Vibrazioni sugli assi X e Y Questo test valuta sia la risonanza meccanica degli assi X e Y, che il controllo della deposizione durante le estrusioni lineari. Infatti, le pareti formate da un solo guscio ti permettono di verificare se lo spessore dell’estrusione sia uguale a quella impostata nello slicer. Poiché la risonanza è difficile da misurare quantitativamente, il risultato sarà solamente di tipo fallito/superato. Se c’è qualche increspatura agli angoli o nel punto medio della parete di stampa con l’inserto, il test è fallito. Assegna quindi alla stampa un valore di 0 punti. Se non ci sono increspature invece il test è superato e puoi assegnare alla stampa un valore di 2 punti. Per quanto riguarda il controllo della deposizione invece, se misurando lo spessore della parete, trovi che la misura si discosta di massimo 0,1 millimetri dal valore di "extrusion width" dello slicer allora assegna 1 punto. Con ogni altro valore il test non è passato, e quindi vale 0 punti. In questo caso ti metto a disposizione due modelli 3D. Questi si differenziano per lo spessore delle pareti verticali: nel primo hanno spessore 0.5mm, nel secondo hanno spessore 1mm. In base all'ugello che monta la tua stampante 3D dovrai scegliere il modello che più ha senso! Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.7: Wobble Con il modello della torre sarai in grado anche di valutare il cosiddetto "wobble". Questo difetto riguarda l’asse Z. Per la valutazione si deve illuminare dall’alto la stampa e valutare, se c’è una notevole perdita degli strati nella metà superiore della stampa. Se vedi più di 6/7 ombre molto marcate, sintomo che hai spessori più grandi o più piccoli, allora la stampa è fallita e dovrai assegnare 0 punti. Se non c’è differenza tra i layer, oppure si presenta in pochi punti, il test è passato e puoi assegnare alla stampa un valore di “2”. Scarica qui il modello 3D per eseguire il test: Se riscontri problemi di wobble, puoi correggerli seguendo le indicazioni di questa guida: Sommiamo i risultati: che punteggio hai ottenuto? Terminati tutti i test potrai ottenere un punteggio complessivo della tua stampante e saprai anche quali sono i punti più carenti su cui mettere mano. Che punteggio hai ottenuto? Faccelo sapere commentando questo post e non dimenticare di caricare le foto dei tuoi risultati nella galleria immagini!1 punto
Se hai letto le mie precedenti guide, sicuramente avrai scoperto come migliorare le prestazioni della tua stampante 3D FDM. Attraverso piccoli controlli e accorgimenti avrai eliminato tutti quei difetti che fino a prima ti avevano fatto impazzire. Ora però è arrivato il momento di valutare i tuoi risultati... ma come possiamo valutare in modo oggettivo le tue stampanti 3D? Quali sono i parametri e gli aspetti di cui tenere conto per dare un voto alle tue stampe? Certamente puoi basarti su un controllo visivo, ma per avere un riscontro più affidabile è necessario adottare un approccio oggettivo. In questa guida: > Come valurate la tua stampante 3D: i test da fare > Prima di eseguire i test segui questi consigli > I test da eseguire > Sommiamo i risultati: che punteggio hai ottenuto? Ora avanti tutta, entriamo nel merito delle prove che la tua stampante 3D dovrà superare. Come valutare la tua stampante 3D: i test da fare Per valutare la tua stampante 3D è necessario fare dei test oggettivi che siano comparabili tra loro. Quello che ho fatto è stato raggruppare in questo articolo i test di stampa 3D più conosciuti, prendendo anche spunto dal noto sito Make:. Il test si basa sulla realizzazione di più oggetti, a cui va assegnato un punteggio in base ai risultati ottenuti. In questo modo, sommando i punti, potrai avere un risultato comparabile e avrai una base su cui lavorare per eventuali miglioramenti. Attenzione però, non farti fregare: in questo test anche la tua bravura sarà messa alla prova! Proprio così, le tue abilità di "stampatore" saranno fondamentali per ottenere i migliori risultati. Pensaci... meglio imposterai i parametri di stampa del tuo slicer, migliori saranno le tue stampe. Prima di eseguire i test segui questi consigli Premessa importante: è necessario utilizzare lo stesso filamento per tutti i test, magari uno che conosci già. Ti consiglio di usare un filamento di qualità e facile da stampare come il PLA, così eviterai di complicarti la vita con le difficoltà che sorgono nell'usare materiali più tecnici. Se ti serve qualche dritta sul materiale giusto da usare, ti segnalo la guida ai 5 materiali più economici per la stampa 3D. Al suo interno trovi una selezione che tiene conto del prezzo e della qualità del materiale stesso. Penso sia di grande aiuto se sei indeciso sul filamento da usare con la tua stampante 3D. Se non lo hai ancora fatto, dai un'occhiata ai miei 5 consigli su come ottenere una stampa 3D perfetta. Prima di iniziare coi test è bene che la tua stampate 3D sia pronta a essere messa sotto stress. Seguendo questi accorgimenti, non potrai sbagliare! 🚀 Infine, dovrai assicurarti di avere a disposizione uno strumento fondamentale: un calibro digitale. Potrà sembrarti banale, ma misurare in modo preciso i pezzi che realizzerai sarà importantissimo per valutarli correttamente. Questo è il calibro che uso io, è disponibile su Amazon e solitamente si trova in offerta. Vedi offerta su Amazon Bene, penso che sia il momento di iniziare. I test da eseguire per valutare la tua stampante 3D Usa l'indice che trovi di seguito per saltare velocemente alle sezioni dei vari test. All'interno di ogni sezione troverai anche il relativo modello 3D da scaricare direttamente dalla sezione Download della community. Non ti resta che proseguire nella lettura e, mi raccomando, non dimenticare di mostrarci i tuoi risultati nella galleria immagini! I test da eseguire: > Test stampante 3D n.1: Accuratezza dimensionale > Test stampante 3D n.2: Bridging (ponti e sbalzi) > Test stampante 3D n.3: Massimo angolo di sbalzo > Test stampante 3D n.4: Ritrazione > Test stampante 3D n.5: Tolleranza negativa > Test stampante 3D n.6: Vibrazioni sugli assi X e Y > Test stampante 3D n.7: Wobble Ready? Go! Test stampante 3D n.1 - Accuratezza dimensionale Come primo oggetto abbiamo un solido di rotazione che aiuterà a verificare se la tua stampante è ben calibrata. Una volta stampato l’oggetto, puoi utilizzare il tuo calibro digitale e controllare se e quanto le misure dell'oggetto stampato si discostano dal modello digitale. Per darti un riferimento: la base circolare del modello 3D ha diametro che misura esattamente 20 mm. Segna con un pennarello sul modello gli assi X e Y per essere sicuro di non invertirli anche quando lo avrai staccato dal piatto di stampa. Assegna poi un punteggio a seconda di quanto differiscono le misure di X e Y: 1 punto se la differenza della misura tra X e Y è maggiore di 0,4 mm; 2 punti se la differenza della misura tra X e Y è tra 0,3 e 0,4 mm; 3 punti se la differenza della misura tra X e Y è tra 0,2 e 0,3 mm; 4 punti se la differenza della misura tra X e Y è tra 0,1 e 0,2 mm; 5 punti se la differenza della misura tra X e Y è minore di 0,1 mm. Scarica qui il modello 3D per eseguire il test: Per questo test puoi anche usare il modello del cubo XYZ, che puoi trovare al a seguente link. Solitamente questo modello è usato per fare la calibrazione step/mm delle stampanti 3D. Se nella misurazione scopri che ci sono degli scostamenti dimensionali, puoi correggere queste imperfezioni seguendo la mia guida alla regolazione step/mm. Test stampante 3D n.2: Bridging (ponti e sbalzi) In questo test entrano in gioco due fattori: stampante e, soprattutto, impostazioni di slicing. Assicurati quindi di settare al meglio lo slicer: ogni stampante si comporta in modo diverso ma, in generale, posso dirti che è bene diminuire la quantità di estrusione, tenere leggermente più bassa la temperatura dell’ugello e andare molto piano con la velocità di stampa. Una volta finita la produzione dell'oggetto potrai verificare il punteggio: 1 punto se tutti i ponti risultano collassati; 2 punti se solo i 2 più lunghi risultano collassati; 3 punti se tutti i ponti sono stabili ma hanno dei dei fili cadenti; 4 punti se nessun ponte risulta collassato e i 2 più piccoli non hanno fili cadenti; 5 punti se nessun ponte risulta collassato e tutti e 5 i ponti non hanno fili cadenti.(lo spanciamento di un filo fino a 2 mm è accettabile). Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.3: Massimo angolo di sbalzo Nel caso della prova degli sbalzi, più l’angolo aumenta e meno superficie di appoggio sarà disponibile per il filamento del layer superiore. Perciò solitamente i difetti crescono con l’alzarsi della stampa. Le valutazioni vanno date in questo modo: 1 punto se la stampante non è riuscita a terminare nessuna sporgenza; 2 punti se la stampante è riuscita a terminare le sporgenze 30 e 45 gradi ma non i 60 e 70; 3 punti se la stampante ha lasciato cadere alcuni fili sulla sporgenza da 70 gradi; 4 punti se la stampante non ha lasciato cadere i perimetri sottostanti e la superficie del 60 e 70 gradi è solo leggermente diversa dalla superficie degli sbalzi di 30 e 45 gradi; 5 punti se c’è poca o nulla differenza nella struttura superficiale tra i quattro angoli di sbalzo. Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.4: Ritrazione Sarai in grado di gestire al meglio la ritrazione su un modello come questo? Qui la storia si fa dura! 🤯 Anche qua entrano in gioco le impostazioni dello slicer. Una volta stampato il tuo file verifica ancora una volta quanti punti merita il tuo risultato: 1 punto se le punte non sono finite a causa di un inceppamento dell’estrusore o mancanza di flusso di materiale; 2 punti se le punte sono stampate ma sono piene di fili che le collegano l’un l’altra; 3 punti se le punte sono stampate e ci sono alcuni fili di collegamento. Ma gli errori sulla geometria sono dovuti a problemi di flusso (sotto o sovraestrusione); 4 punti se le punte sono presenti, non ci sono fili di collegamento, ma ci sono problemi di flusso, per cui le stesse non risultano quadrate ma hanno mancanze o abbondanza di materiale e sembrano di forma conica; 5 punti se le punte sono state stampate, non ci sono fili di collegamento e non vi sono scalini o rigature a causa di problemi di flusso del volume. Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.5: Tolleranza negativa Nel file corrispondente a questo test i cilindri aumentano di diametro, diminuendo quindi la distanza dalle pareti. Sarà quindi mano a mano più possibile che il cilindro faccia aderenza al resto del pezzo. Non dovrai preoccuparti se la tua estrusione è settata in modo super preciso. Questi sono i punteggi: 0 punti se non è possibile rimuovere alcun cilindro; 1 punto se è possibile rimuovere il cilindro di tolleranza radiale da 0.6 mm; 2 punti se è possibile rimuovere i cilindri di tolleranza radiale da 0.6 mm e 0.5 mm; 3 punti se è possibile rimuovere i cilindri di tolleranza radiale da 0.6, 0.5 e 0.4 mm; 4 punti se è possibile rimuovere i cilindri 0.6, 0.5, 0.4 e 0.3mm; 5 punti se tutti i cilindri possono essere rimossi. Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.6: Vibrazioni sugli assi X e Y Questo test valuta sia la risonanza meccanica degli assi X e Y, che il controllo della deposizione durante le estrusioni lineari. Infatti, le pareti formate da un solo guscio ti permettono di verificare se lo spessore dell’estrusione sia uguale a quella impostata nello slicer. Poiché la risonanza è difficile da misurare quantitativamente, il risultato sarà solamente di tipo fallito/superato. Se c’è qualche increspatura agli angoli o nel punto medio della parete di stampa con l’inserto, il test è fallito. Assegna quindi alla stampa un valore di 0 punti. Se non ci sono increspature invece il test è superato e puoi assegnare alla stampa un valore di 2 punti. Per quanto riguarda il controllo della deposizione invece, se misurando lo spessore della parete, trovi che la misura si discosta di massimo 0,1 millimetri dal valore di "extrusion width" dello slicer allora assegna 1 punto. Con ogni altro valore il test non è passato, e quindi vale 0 punti. In questo caso ti metto a disposizione due modelli 3D. Questi si differenziano per lo spessore delle pareti verticali: nel primo hanno spessore 0.5mm, nel secondo hanno spessore 1mm. In base all'ugello che monta la tua stampante 3D dovrai scegliere il modello che più ha senso! Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.7: Wobble Con il modello della torre sarai in grado anche di valutare il cosiddetto "wobble". Questo difetto riguarda l’asse Z. Per la valutazione si deve illuminare dall’alto la stampa e valutare, se c’è una notevole perdita degli strati nella metà superiore della stampa. Se vedi più di 6/7 ombre molto marcate, sintomo che hai spessori più grandi o più piccoli, allora la stampa è fallita e dovrai assegnare 0 punti. Se non c’è differenza tra i layer, oppure si presenta in pochi punti, il test è passato e puoi assegnare alla stampa un valore di “2”. Scarica qui il modello 3D per eseguire il test: Se riscontri problemi di wobble, puoi correggerli seguendo le indicazioni di questa guida: Sommiamo i risultati: che punteggio hai ottenuto? Terminati tutti i test potrai ottenere un punteggio complessivo della tua stampante e saprai anche quali sono i punti più carenti su cui mettere mano. Che punteggio hai ottenuto? Faccelo sapere commentando questo post e non dimenticare di caricare le foto dei tuoi risultati nella galleria immagini!1 punto -
 Uno degli obiettivi della nostra Community è quello di rendere la stampa 3D accessibile a più persone possibili. Le difficoltà non sono mai poche, soprattutto nell'uso dei materiali per la stampa 3D. Tutti ci siamo passati: a volte otteniamo buoni risultati, altre volte invece proprio non siamo soddisfatti. "Mi consigli i parametri per stampare questo materiale?" "Ma tu come lo stampi?" "Vorrei iniziare a stampare questo materiale, secondo voi ce la faccio?" Le domande che arrivano sono davvero tante. Per dare una risposta univoca abbiamo realizzato un Database di materiali per la stampa 3D. In cosa consiste? Te lo racconto nelle prossime righe. In questa guida: > Database materiali stampa 3D, una nuova risorsa a disposizione della community > Un Database collaborativo > Attenzione: le Schede materiale non sono legge! Database materiali stampa 3D, una nuova risorsa a disposizione della community Il Database materiali - che puoi raggiungere a questo link - è composto da due categorie: la prima, attualmente funzionante, è per i filamenti per la stampa 3D FDM; la seconda, ancora in fase di costruzione, sarà dedicata alle resine per la stampa 3D DLP/SLA. Dentro alla categoria Filamenti trovi già diverse "Schede materiale". Una Scheda materiale funziona come un vero e proprio documento che riporta i parametri di stampa che sono stati utilizzati per stampare quello specifico materiale. Questi parametri possono essere utilizzati da chiunque si trova a stampare per la prima volta un determinato materiale, avendo così una guida sui parametri da impostare. Se provi ad aprire una nuova Scheda materiale, infatti, ti verrà chiesto di inserire il nome del materiale usato e una serie di "parametri base". Alcuni campi sono da riempire obbligatoriamente, altri no. Questo perché ci sono parametri di stampa che sono fondamentali per completare lo slicing. Altri invece potrebbero essere parametri facoltativi, che non è detto influiscano sul buon risultato della stampa. Un Database collaborativo Il nostro Database di materiali per la stampa 3D è "collaborativo". Ti spiego come funziona. Ogni "Scheda materiale" è composta da una serie di campi da riempire. Questi campi possono essere modificati dalla community, così da riportare sempre i parametri che forniscono i migliori risultati possibili. Attenzione: le Schede materiale non sono legge! Mi raccomando, tieni sempre in considerazione che le Schede materiale potrebbero non rispecchiare i parametri di stampa ottimali per la tua stampante 3D. Le variabili che determinano la buona riuscita di una stampa sono tante: il modello della tua stampante 3D; la qualità delle tue componenti meccaniche; lo slicer; le condizioni del materiale utilizzato; la temperatura della stanza e altre condizioni ambientali; molte altre. Per questo motivo ci tengo assolutamente a precisare che i parametri che trovi nel Database non sono una regola. Inoltre, i parametri riportati non tengono rigorosamente conto delle specifiche indicate dai produttori. Devi vedere questi parametri come una valida guida da cui puoi partire per fare le tue prove di stampa. Da qui potrai migliorare il tuo processo di produzione trovare le condizioni che ti permetteranno di ottenere i migliori risultati! E con questo è tutto. Prenditi la libertà di partecipare e di aggiungere i tuoi materiali preferiti! Visita il Database materiali1 punto
Uno degli obiettivi della nostra Community è quello di rendere la stampa 3D accessibile a più persone possibili. Le difficoltà non sono mai poche, soprattutto nell'uso dei materiali per la stampa 3D. Tutti ci siamo passati: a volte otteniamo buoni risultati, altre volte invece proprio non siamo soddisfatti. "Mi consigli i parametri per stampare questo materiale?" "Ma tu come lo stampi?" "Vorrei iniziare a stampare questo materiale, secondo voi ce la faccio?" Le domande che arrivano sono davvero tante. Per dare una risposta univoca abbiamo realizzato un Database di materiali per la stampa 3D. In cosa consiste? Te lo racconto nelle prossime righe. In questa guida: > Database materiali stampa 3D, una nuova risorsa a disposizione della community > Un Database collaborativo > Attenzione: le Schede materiale non sono legge! Database materiali stampa 3D, una nuova risorsa a disposizione della community Il Database materiali - che puoi raggiungere a questo link - è composto da due categorie: la prima, attualmente funzionante, è per i filamenti per la stampa 3D FDM; la seconda, ancora in fase di costruzione, sarà dedicata alle resine per la stampa 3D DLP/SLA. Dentro alla categoria Filamenti trovi già diverse "Schede materiale". Una Scheda materiale funziona come un vero e proprio documento che riporta i parametri di stampa che sono stati utilizzati per stampare quello specifico materiale. Questi parametri possono essere utilizzati da chiunque si trova a stampare per la prima volta un determinato materiale, avendo così una guida sui parametri da impostare. Se provi ad aprire una nuova Scheda materiale, infatti, ti verrà chiesto di inserire il nome del materiale usato e una serie di "parametri base". Alcuni campi sono da riempire obbligatoriamente, altri no. Questo perché ci sono parametri di stampa che sono fondamentali per completare lo slicing. Altri invece potrebbero essere parametri facoltativi, che non è detto influiscano sul buon risultato della stampa. Un Database collaborativo Il nostro Database di materiali per la stampa 3D è "collaborativo". Ti spiego come funziona. Ogni "Scheda materiale" è composta da una serie di campi da riempire. Questi campi possono essere modificati dalla community, così da riportare sempre i parametri che forniscono i migliori risultati possibili. Attenzione: le Schede materiale non sono legge! Mi raccomando, tieni sempre in considerazione che le Schede materiale potrebbero non rispecchiare i parametri di stampa ottimali per la tua stampante 3D. Le variabili che determinano la buona riuscita di una stampa sono tante: il modello della tua stampante 3D; la qualità delle tue componenti meccaniche; lo slicer; le condizioni del materiale utilizzato; la temperatura della stanza e altre condizioni ambientali; molte altre. Per questo motivo ci tengo assolutamente a precisare che i parametri che trovi nel Database non sono una regola. Inoltre, i parametri riportati non tengono rigorosamente conto delle specifiche indicate dai produttori. Devi vedere questi parametri come una valida guida da cui puoi partire per fare le tue prove di stampa. Da qui potrai migliorare il tuo processo di produzione trovare le condizioni che ti permetteranno di ottenere i migliori risultati! E con questo è tutto. Prenditi la libertà di partecipare e di aggiungere i tuoi materiali preferiti! Visita il Database materiali1 punto -
 Ciao community! Oggi voglio darvi una comunicazione che credo sarà di vostro gradimento: abbiamo messo a disposizione un numero limitato di 10 codici sconto all'interno della nuova area Ecommerce del sito web. Cosa significa tutto questo? Molto semplice! Andando nell'apposita area dell'Ecommerce, puoi acquistare uno dei 10 coupon attualmente disponibili e ottenere un buono sconto del 20% sul tuo prossimo acquisto nello store di Fabula 3D. Il coupon ti da diritto a: sconto del 20% su un ordine minimo di n.2 bobine da 700g o 1Kg (risparmi circa 4€ a bobina!); spedizione gratuita su una spesa minima di 39€ (risparmi 7€!). Il coupon è valido per l'acquisto dei seguenti prodotti: PLA FeelColor PLA FiloAlfa PETG FiloAlfa Questa offerta è riservata alla community di Stampa 3D forum e pensata insieme a Fabula 3D, una realtà tutta italiana, che seleziona i consumabili tra i migliori produttori presenti sul mercato. Al momento sono disponibili soltanto 10 codici sconto, fino a esaurimento scorte. CLICCA QUI e approfitta dell'occasione!1 punto
Ciao community! Oggi voglio darvi una comunicazione che credo sarà di vostro gradimento: abbiamo messo a disposizione un numero limitato di 10 codici sconto all'interno della nuova area Ecommerce del sito web. Cosa significa tutto questo? Molto semplice! Andando nell'apposita area dell'Ecommerce, puoi acquistare uno dei 10 coupon attualmente disponibili e ottenere un buono sconto del 20% sul tuo prossimo acquisto nello store di Fabula 3D. Il coupon ti da diritto a: sconto del 20% su un ordine minimo di n.2 bobine da 700g o 1Kg (risparmi circa 4€ a bobina!); spedizione gratuita su una spesa minima di 39€ (risparmi 7€!). Il coupon è valido per l'acquisto dei seguenti prodotti: PLA FeelColor PLA FiloAlfa PETG FiloAlfa Questa offerta è riservata alla community di Stampa 3D forum e pensata insieme a Fabula 3D, una realtà tutta italiana, che seleziona i consumabili tra i migliori produttori presenti sul mercato. Al momento sono disponibili soltanto 10 codici sconto, fino a esaurimento scorte. CLICCA QUI e approfitta dell'occasione!1 punto -
 Dopo aver creato lo stampo in gomma vediamo ora come utilizzare le resine da riproduzione per realizzare le copie del nostro oggetto stampato 3D. Se per caso hai perso di vista la mia guida alla realizzazione degli stampi in gomma, ti lascio qui di seguito il link alla guida 😉 Le resine usate per le riproduzioni (dette anche "resine da colata") si dividono principalmente in due famiglie: le resine poliuretaniche e le resine epossidiche. In questa guida: > Resine poliuretaniche opache > Resine poliuretaniche trasparenti > Gomme poliuretaniche > Resine epossidiche > Gli additivi Resine poliuretaniche opache Le resine poliuretaniche opache sono prodotti bi-componenti formati da una resina ed un catalizzatore. Sono molto utilizzate per la riproduzione degli oggetti da stampi in gomma perché sono relativamente economiche e semplici da utilizzare. Le resine più comuni, quelle reperibili nei negozi di articoli di belle arti o di modellismo, si presentano come due liquidi (componente A e B) di solito uno di colore bianco e l'altro bruno/trasparente che una volta uniti catalizzano a temperatura ambiente. Questo tipo di resine da colata sono prodotti che vanno mixati in rapporto 1:1 in peso o in volume e il fatto di poterli misurare per volume rende molto semplice il processo, in quanto basta prendere due contenitori qualunque (due bicchierini di plastica) e versare la stessa quantità di ogni componente. Una volta uniti, i due componenti vanno mescolati accuratamente, per almeno 30 secondi, raschiando più volte i bordi e il fondo del contenitore. I componenti vanno mischiati usando un bastoncino o uno stecco piatto, asciutti e puliti, facendo attenzione a non incorporare troppa aria, per evitare che sulla superficie del pezzo replicato compaiano delle bolle. Dopo averla miscelata la resina va versata lentamente nello stampo, se serve ruotandolo per far scendere la resina anche nei recessi. Volendo si può anche schiacciare o scuotere leggermente lo stampo, sempre per favorire la distribuzione della resina e la fuoriuscita di eventuali bolle d'aria. Tutte le operazioni vanno svolte con calma ma senza indugiare, perché queste resine hanno un "pot life", il tempo entro il quale possono essere versate nello stampo, di pochi minuti. Il "demold time" invece, ovvero il tempo dopo il quale si può estrarre il pezzo dallo stampo, è di circa 30 minuti. Queste resine sono disponibili in numerose versioni. Su Amazon trovi una vastissima scelta e soluzioni da tutti i prezzi. Vedi offerta su Amazon Torna all'Indice Resine poliuretaniche trasparenti Le resine poliuretaniche esistono anche in versione trasparente. In questo caso ci sono diverse formulazioni, che funzionano al meglio in base al tipo di lavorazione. Ci sono versioni ottimizzate per pezzi con spessori molto sottili e per pezzi con volumi elevati, quindi è importante scegliere il prodotto giusto per la corretta applicazione. Anche le resine trasparenti sono formate da due componenti, ma a differenza di quelle opache di solito non si possono mixare in rapporto 1:1, visto che le quantità variano da prodotto a prodotto e di solito è necessario pesare entrambi i componenti con una bilancia di precisione. Per il resto il procedimento è identico. A differenza di quelle opache, in cui le eventuali bolle d'aria interne rimangono invisibili, in quelle trasparenti tutta l'aria inglobata durante la miscelazione apparirà in trasparenza, quindi a meno di poter utilizzare un sistema di degasaggio sotto vuoto, la copia ottenuta conterrà sempre qualche micro bolla al suo interno. Le resine poliuretaniche trasparenti sono prodotti molto comuni. Puoi scegliere tra prezzi e quantità di tutti i tipi. Le trovi sia online che in negozio, come una mesticheria o una ferramenta. Vedi offerta su Amazon Torna all'Indice Gomme poliuretaniche Le "gomme" poliuretaniche sono delle resine che una volta catalizzate hanno durezza e consistenza simili a quelle della gomma. Per queste gomme la durezza va da molto dura (tipo un pneumatico o la suola di una scarpa) fino a molto morbide (una gomma da cancellare o più morbide ancora). La procedura di preparazione è sempre la stessa e anche in questo caso i due componenti invece di essere mixabili in volume potrebbero dover essere pesati. A differenza delle resine rigide, le gomme hanno di solito pot life e demold time molto più lunghi, che possono arrivare fino a 24h per ottenere un pezzo finito e manipolabile. Durezza e tempi di lavorazione dipendono dal prodotto scelto, diventa quindi importante leggere attentamente le istruzioni fornite dal produttore. Se pensi che questo sia il prodotto che fa per te, puoi cercare la migliore soluzione tra i numerosi prodotti disponibili su Amazon. Vedi offerta su Amazon Torna all'Indice Resine epossidiche Le resine epossidiche o epoxy sono prodotti generalmente più costosi delle resine poliuretaniche, ma con caratteristiche meccaniche solitamente migliori. Le resine epossidiche sono la base dei manufatti generalmente detti "compositi" come quelli realizzati con fibre di vetro o di carbonio, ma possono essere usate anche come resine da colata negli stampi in silicone. Le resine epossidiche sono sempre bicomponenti, formate da due componenti trasparenti e non sono quasi mai miscelabili in rapporto 1:1, ma con rapporti in peso o volume estremamente variabili in base al prodotto scelto. Le resine epossidiche sono molto sensibili ai parametri di temperatura e potrebbero faticare a catalizzare o non catalizzare affatto con temperature basse, il che ne rende particolarmente problematico l'utilizzo in inverno. Per quanto riguarda la preparazione, le resine epossidiche sono simili a quelle poliuretaniche, una volta misurate le corrette quantità i due componenti vanno uniti e mescolati accuratamente. In genere i composti epossidici sono meno tolleranti in caso di errori di misura, quindi bisogna mettere la massima attenzione nel calcolo dei quantitativi. Il pot life e il demold time sono generalmente medio-lunghi, dalle 2 alle 24 ore e possono essere accorciati aumentando la temperatura del composto. In ogni caso è fondamentale leggere accuratamente le istruzioni del produttore che riguardano i rapporti di miscelazione, i tempi di catalisi e le temperature di lavorazione. Come le resine poliuretaniche anche le epossidiche possono essere colorate o caricate con prodotti che ne modificano le caratteristiche fisiche e meccaniche. In questo esempio vediamo una provetta realizzata in resina epossidica trasparente, in cui il processo di degasaggio sotto vuoto ha permesso di rimuovere l'aria in eccesso ed evitare la presenza di bolle. Gli additivi Oltre ad essere usate pure, alle resine da colata possono essere aggiunti tutta una serie di prodotti per modificarne le caratteristiche fisiche o estetiche, come pigmenti, polveri metalliche, fibre strutturali, cariche cave, etc. I pigmenti I pigmenti sono i prodotti utilizzati per modificare il colore delle resine. Esistono moltissimi prodotti utilizzabili, sia specifici che generici. Vedi offerta su Amazon Tra i prodotti più utilizzati ci sono i pigmenti liquidi, molto semplici da utilizzare e le aniline ai grassi. Entrambi i prodotti non sono particolarmente economici, ma in genere ne vengono usate quantità minime. In alternativa è possibile utilizzare i classici pigmenti in polvere da colorificio, molto più economici, anche se non essendo pensati per essere solubili nelle resine, l'effetto in genere è meno intenso e si possono presentare punti in cui la colorazione si presenta poco omogenea (potrebbe essere comunque un effetto interessante). Le polveri metalliche Un altro additivo molto utilizzato, soprattutto con le resine poliuretaniche opache, sono le polveri metalliche, usate per simulare manufatti in metallo. Vedi offerta su Amazon La tecnica, chiamata "cold casting" permette, variando il tipo di polvere, di rappresentare oggetti in rame, alluminio, bronzo, oro e argento. Nel caso di polveri di metalli preziosi o comunque particolarmente costosi, in genere si procede con una prima applicazione di resina caricata con la polvere di metallo, facendola scorrere in modo da ricoprire con uno strato sottile l'interno dello stampo. Una volta catalizzato questa sorta di "guscio" si riempie il resto con della resina non caricata. Oltre alle polveri metalliche possono essere usate anche polveri minerali e di marmo, per replicare effetti pietra e marmorizzati. Additivi tecnici Oltre ai pigmenti, che modificano l'aspetto degli oggetti in resina, esistono anche additivi che ne modificano le caratteristiche fisiche e meccaniche. Tra questi i più diffusi sono le microcariche cave, microscopiche sfere di vetro che aggiunte alla resina diminuiscono il peso dell'oggetto, le fibre di vetro, che aumentano la resistenza degli oggetti diminuendone il peso e gli addensanti, che rendono la resina meno liquida e permettono l'applicazione in stampi aperti o su superfici verticali. Torna all'Indice1 punto
Dopo aver creato lo stampo in gomma vediamo ora come utilizzare le resine da riproduzione per realizzare le copie del nostro oggetto stampato 3D. Se per caso hai perso di vista la mia guida alla realizzazione degli stampi in gomma, ti lascio qui di seguito il link alla guida 😉 Le resine usate per le riproduzioni (dette anche "resine da colata") si dividono principalmente in due famiglie: le resine poliuretaniche e le resine epossidiche. In questa guida: > Resine poliuretaniche opache > Resine poliuretaniche trasparenti > Gomme poliuretaniche > Resine epossidiche > Gli additivi Resine poliuretaniche opache Le resine poliuretaniche opache sono prodotti bi-componenti formati da una resina ed un catalizzatore. Sono molto utilizzate per la riproduzione degli oggetti da stampi in gomma perché sono relativamente economiche e semplici da utilizzare. Le resine più comuni, quelle reperibili nei negozi di articoli di belle arti o di modellismo, si presentano come due liquidi (componente A e B) di solito uno di colore bianco e l'altro bruno/trasparente che una volta uniti catalizzano a temperatura ambiente. Questo tipo di resine da colata sono prodotti che vanno mixati in rapporto 1:1 in peso o in volume e il fatto di poterli misurare per volume rende molto semplice il processo, in quanto basta prendere due contenitori qualunque (due bicchierini di plastica) e versare la stessa quantità di ogni componente. Una volta uniti, i due componenti vanno mescolati accuratamente, per almeno 30 secondi, raschiando più volte i bordi e il fondo del contenitore. I componenti vanno mischiati usando un bastoncino o uno stecco piatto, asciutti e puliti, facendo attenzione a non incorporare troppa aria, per evitare che sulla superficie del pezzo replicato compaiano delle bolle. Dopo averla miscelata la resina va versata lentamente nello stampo, se serve ruotandolo per far scendere la resina anche nei recessi. Volendo si può anche schiacciare o scuotere leggermente lo stampo, sempre per favorire la distribuzione della resina e la fuoriuscita di eventuali bolle d'aria. Tutte le operazioni vanno svolte con calma ma senza indugiare, perché queste resine hanno un "pot life", il tempo entro il quale possono essere versate nello stampo, di pochi minuti. Il "demold time" invece, ovvero il tempo dopo il quale si può estrarre il pezzo dallo stampo, è di circa 30 minuti. Queste resine sono disponibili in numerose versioni. Su Amazon trovi una vastissima scelta e soluzioni da tutti i prezzi. Vedi offerta su Amazon Torna all'Indice Resine poliuretaniche trasparenti Le resine poliuretaniche esistono anche in versione trasparente. In questo caso ci sono diverse formulazioni, che funzionano al meglio in base al tipo di lavorazione. Ci sono versioni ottimizzate per pezzi con spessori molto sottili e per pezzi con volumi elevati, quindi è importante scegliere il prodotto giusto per la corretta applicazione. Anche le resine trasparenti sono formate da due componenti, ma a differenza di quelle opache di solito non si possono mixare in rapporto 1:1, visto che le quantità variano da prodotto a prodotto e di solito è necessario pesare entrambi i componenti con una bilancia di precisione. Per il resto il procedimento è identico. A differenza di quelle opache, in cui le eventuali bolle d'aria interne rimangono invisibili, in quelle trasparenti tutta l'aria inglobata durante la miscelazione apparirà in trasparenza, quindi a meno di poter utilizzare un sistema di degasaggio sotto vuoto, la copia ottenuta conterrà sempre qualche micro bolla al suo interno. Le resine poliuretaniche trasparenti sono prodotti molto comuni. Puoi scegliere tra prezzi e quantità di tutti i tipi. Le trovi sia online che in negozio, come una mesticheria o una ferramenta. Vedi offerta su Amazon Torna all'Indice Gomme poliuretaniche Le "gomme" poliuretaniche sono delle resine che una volta catalizzate hanno durezza e consistenza simili a quelle della gomma. Per queste gomme la durezza va da molto dura (tipo un pneumatico o la suola di una scarpa) fino a molto morbide (una gomma da cancellare o più morbide ancora). La procedura di preparazione è sempre la stessa e anche in questo caso i due componenti invece di essere mixabili in volume potrebbero dover essere pesati. A differenza delle resine rigide, le gomme hanno di solito pot life e demold time molto più lunghi, che possono arrivare fino a 24h per ottenere un pezzo finito e manipolabile. Durezza e tempi di lavorazione dipendono dal prodotto scelto, diventa quindi importante leggere attentamente le istruzioni fornite dal produttore. Se pensi che questo sia il prodotto che fa per te, puoi cercare la migliore soluzione tra i numerosi prodotti disponibili su Amazon. Vedi offerta su Amazon Torna all'Indice Resine epossidiche Le resine epossidiche o epoxy sono prodotti generalmente più costosi delle resine poliuretaniche, ma con caratteristiche meccaniche solitamente migliori. Le resine epossidiche sono la base dei manufatti generalmente detti "compositi" come quelli realizzati con fibre di vetro o di carbonio, ma possono essere usate anche come resine da colata negli stampi in silicone. Le resine epossidiche sono sempre bicomponenti, formate da due componenti trasparenti e non sono quasi mai miscelabili in rapporto 1:1, ma con rapporti in peso o volume estremamente variabili in base al prodotto scelto. Le resine epossidiche sono molto sensibili ai parametri di temperatura e potrebbero faticare a catalizzare o non catalizzare affatto con temperature basse, il che ne rende particolarmente problematico l'utilizzo in inverno. Per quanto riguarda la preparazione, le resine epossidiche sono simili a quelle poliuretaniche, una volta misurate le corrette quantità i due componenti vanno uniti e mescolati accuratamente. In genere i composti epossidici sono meno tolleranti in caso di errori di misura, quindi bisogna mettere la massima attenzione nel calcolo dei quantitativi. Il pot life e il demold time sono generalmente medio-lunghi, dalle 2 alle 24 ore e possono essere accorciati aumentando la temperatura del composto. In ogni caso è fondamentale leggere accuratamente le istruzioni del produttore che riguardano i rapporti di miscelazione, i tempi di catalisi e le temperature di lavorazione. Come le resine poliuretaniche anche le epossidiche possono essere colorate o caricate con prodotti che ne modificano le caratteristiche fisiche e meccaniche. In questo esempio vediamo una provetta realizzata in resina epossidica trasparente, in cui il processo di degasaggio sotto vuoto ha permesso di rimuovere l'aria in eccesso ed evitare la presenza di bolle. Gli additivi Oltre ad essere usate pure, alle resine da colata possono essere aggiunti tutta una serie di prodotti per modificarne le caratteristiche fisiche o estetiche, come pigmenti, polveri metalliche, fibre strutturali, cariche cave, etc. I pigmenti I pigmenti sono i prodotti utilizzati per modificare il colore delle resine. Esistono moltissimi prodotti utilizzabili, sia specifici che generici. Vedi offerta su Amazon Tra i prodotti più utilizzati ci sono i pigmenti liquidi, molto semplici da utilizzare e le aniline ai grassi. Entrambi i prodotti non sono particolarmente economici, ma in genere ne vengono usate quantità minime. In alternativa è possibile utilizzare i classici pigmenti in polvere da colorificio, molto più economici, anche se non essendo pensati per essere solubili nelle resine, l'effetto in genere è meno intenso e si possono presentare punti in cui la colorazione si presenta poco omogenea (potrebbe essere comunque un effetto interessante). Le polveri metalliche Un altro additivo molto utilizzato, soprattutto con le resine poliuretaniche opache, sono le polveri metalliche, usate per simulare manufatti in metallo. Vedi offerta su Amazon La tecnica, chiamata "cold casting" permette, variando il tipo di polvere, di rappresentare oggetti in rame, alluminio, bronzo, oro e argento. Nel caso di polveri di metalli preziosi o comunque particolarmente costosi, in genere si procede con una prima applicazione di resina caricata con la polvere di metallo, facendola scorrere in modo da ricoprire con uno strato sottile l'interno dello stampo. Una volta catalizzato questa sorta di "guscio" si riempie il resto con della resina non caricata. Oltre alle polveri metalliche possono essere usate anche polveri minerali e di marmo, per replicare effetti pietra e marmorizzati. Additivi tecnici Oltre ai pigmenti, che modificano l'aspetto degli oggetti in resina, esistono anche additivi che ne modificano le caratteristiche fisiche e meccaniche. Tra questi i più diffusi sono le microcariche cave, microscopiche sfere di vetro che aggiunte alla resina diminuiscono il peso dell'oggetto, le fibre di vetro, che aumentano la resistenza degli oggetti diminuendone il peso e gli addensanti, che rendono la resina meno liquida e permettono l'applicazione in stampi aperti o su superfici verticali. Torna all'Indice1 punto -
 Per chi lavora nell'ambito della modellistica, spesso l'oggetto stampato in 3D non è mai il prodotto finito. La stampa 3D è solo solo una delle fasi che il progetto attraversa, partendo dal disegno iniziale, fino al pezzo completo. Una delle operazioni che si svolgono più spesso è la replica di un oggetto stampato in 3D, utilizzando uno stampo realizzato in gomma siliconica. Questo tipo di stampi si può realizzare in maniera semplice anche in casa e non richiede attrezzature particolari. Con qualche accortezza e con un paio di trucchi il risultato sarà perfetto. In questa guida: > Perchè fare la replica di un oggetto stampato 3D? > I prodotti per realizzare gli stampi > Come realizzare uno stampo > Guida alla duplicazione di oggetti stampati in 3D Perchè fare la replica di un oggetto stampato 3D? Prima di tutto quali sono i motivi che possono spingere a replicare un oggetto stampato in 3D, quando potresti semplicemente stamparne un altro? Vediamoli di seguito. Tempo: replicare un oggetto in resina richiede solitamente meno tempo rispetto ad una stampa 3D. Le resine utilizzate richiedono 20/30 minuti per essere pronte da estrarre dallo stampo. Qualità: in genere un oggetto uscito dal processo di stampa 3D presenta alcuni difetti che vanno rimossi, oppure va trattato per ottenere una superficie migliore (link all'articolo sulla rifinitura). Questo lavoro andrebbe rifatto su ogni pezzo, mentre facendo lo stampo di un oggetto rifinito, le copie avranno tutte la stessa qualità. Scelta dei materiali: indipendentemente dal materiale usato per la stampa 3D, le repliche verranno poi realizzate usando resine da colata. Di queste resine ne esistono di moltissimi tipi, con caratteristiche del tutto diverse (opache, trasparenti, colorabili, dure, morbide, elastiche, ignifughe, etc...). Quindi, essere in grado di replicare l'oggetto mi permette di sfruttare le potenzialità della stampa 3D per ottenere un pezzo da usare come "master" da replicare con costi e tempi minori o qualità dei materiali migliore. Torna all'Indice I prodotti per realizzare gli stampi Per realizzare questo tipo di stampi vengono utilizzati dei prodotti chiamati Gomme Siliconiche RTV (room temperature vulcanization), cioè che catalizzano a temperatura ambiente. Queste gomme esistono in diverse gradazioni di durezza e di resistenza alla rottura, in base al tipo di stampo che si dovrà andare a realizzare e con costi variabili (dai 10€ al kg in su). Per stampi piccoli in genere si usano gomme più morbide, mentre per stampi di dimensioni maggiori gomme via via più dure. In ogni caso, le gomme si dividono principalmente in due famiglie: gomme per policondensazione e gomme per poliaddizione. Le gomme per policondensazione si presentano sotto forma di un componente liquido della consistenza di un frullato (la gomma) e di un catalizzatore (un liquido). Il catalizzatore va aggiunto in percentuale di circa il 5% rispetto al peso della gomma (la percentuale esatta dipende dal prodotto). Queste gomme sono in genere più economiche, hanno caratteristiche di durata medie, tempi di catalisi che vanno dai 60 minuti alle 24 ore. Hanno il vantaggio di poter essere utilizzate con svariati materiali, avendo meno problemi di catalisi, quindi sono quelle ideali per i primi esperimenti. Per contro il fatto di dover usare un catalizzatore da misurare in peso richiede di doversi attrezzare con una bilancia digitale. Le gomme per poliaddizione (o gomme al platino) sono invece un prodotto più pregiato, possono essere usate anche per stampi che vanno a contatto con prodotti alimentari, hanno caratteristiche di resistenza e durata generalmente migliori e catalizzano in tempi che vanno dalle 2 alle 6 ore. Si presentano sotto forma di due componenti entrambi con la consistenza di un frullato e i due componenti vanno mischiati in rapporto di volume uno a uno, quindi in pratica, basta mischiare la stessa quantità di entrambi i componenti. Sono un prodotto dalle prestazioni migliori, che garantisce una durata maggiore e relativamente più semplici da dosare di quelle per policondensazione. Per contro sono più costose e possono presentare problemi di catalisi (quindi non indurirsi) se durante il processo vengono a contatto con alcuni materiali (pvc, lattice, plastilina con zolfo, etc). Torna all'Indice Come realizzare uno stampo Per il nostro esempio utilizzerò una gomma siliconica al platino (poliaddizione) di durezza media. Per prima cosa bisogna preparare il pezzo. In questo caso sto usando un pezzo stampato e non rifinito, quindi la cosa principale da verificare è che non ci siano fori o fessure, dove la gomma si infilerebbe, impedendo poi di estrarre il pezzo dallo stampo. Per chiudere i fori ho usato della plastilina, facendo attenzione ad utilizzarne una compatibile con le gomme per stampi (quando la comprate c'è scritto e comunque dev'essere plastilina senza zolfo). Per stampare questo pezzo farò il più semplice degli stampi in gomma, quello a pozzo aperto, in pratica il pezzo verrà fissato per la base e ricoperto di gomma. Come base sto usando del polistirolo espanso e per fissare il pezzo uso del nastro biadesivo. Una volta fissato il pezzo bisogna costruire un recinto attorno, che funga da contenitore per la gomma. Anche per questo ho usato del polistirolo, ma si può usare in alternativa del cartone, della plastica o in maniera più creativa altre cose, come mattoncini lego, contenitori a cui viene rimosso il fondo, etc. L'importante è che quando si usa un materiale nuovo si faccia una verifica di compatibilità con la gomma (la gomma deve catalizzare a contatto di quel materiale) Le gomme per stampi, per loro natura, sono in grado di inserirsi e scorrere anche nelle fessure più microscopiche. Questa caratteristica è quella che permette di ottenere stampi estremamente fedeli, ma per contro richiede che il recinto che la conterrà sia a tenuta stagna. Per garantire maggiore sicurezza in genere sigillo i bordi con del biadesivo e poi ripasso con un cordone di colla a caldo. Come dicevamo prima la gomma per poliaddizione si presenta come due componenti della stessa densità. Misurare la quantità necessaria è semplice, basta riempire due contenitori allo stesso livello. Una volta misurati i due componenti vanno uniti e mescolati per garantire una buona riuscita degli stampi in gomma. La diversa colorazione dei due componenti aiuta a capire quando sono ben mescolati. Per mescolarli consiglio di usare un bastoncino e di raschiare bene e a lungo bordi e fondo del contenitore. Per essere sicuri che i componenti siano ben mescolati si possono travasare alcune volte da uno dei contenitori all'altro. Quando il composto avrà un colore omogeneo e non ci saranno striature la gomma è pronta. Noterete che si formeranno parecchie bolle d'aria che salgono in superficie. Queste bolle dipendono dall'aria che viene naturalmente inglobata in fase di mescolatura. Lasciate riposare un po' il composto, per fare in modo che le bolle più grosse escano. Un composto con troppe bolle potrebbe portare ad uno stampo di scarsa qualità e che si rompe facilmente. pro tip: in genere, in ambito professionale, prima di essere usata la gomma viene "degassata" ovvero inserita in una macchina che produce il vuoto e rimuove l'aria in eccesso. Benchè questo procedimento aumenti di molto la qualità degli stampi, richiede macchinari specifici e per stampi semplici può essere evitato con alcuni accorgimenti. Una volta che il composto ha degassato un po' è pronto per essere versato. Per garantire il miglior risultato e la minore quantità di aria inglobata possibile conviene versare il contenuto molto lentamente e lasciandolo cadere sotto forma di un filo sottile. Non versate la gomma sull'oggetto ma scegliete un angolo libero della scatola e fatela scendere li. Abbiate pazienza e lasciate cadere lentamente la gomma, fino a quando l'oggetto sarà completamente ricoperto. pro tip: siccome durante tutto il processo l'aria intrappolata continua a salire verso la superficie del contenitore, la gomma sul fondo è quella meglio degassata. Per poterla utilizzare il trucco è di forare il fondo del bicchiere e lasciare che cada da li. In questo modo la gomma con più aria arriverà alla fine e si depositerà nella parte alta dello stampo, dove sarà più facile che venga eliminata. A questo punto basta aspettare il tempo indicato di catalisi (per questa gomma 8 ore) e poi si può procedere all'apertura del contenitore. Se vi è avanzata un po' di gomma nel bicchiere durante il processo potete testare su quella lo stato di catalisi. Una volta aperto il contenitore si può procedere all'estrazione del pezzo master. Nel caso l'estrazione fosse molto difficoltosa o impossibile potete incidere i bordi dello stampo usando un bisturi o una lama molto affilata. Torna all'Indice Guida alla duplicazione di oggetti stampati in 3D Ora che sai come si realizza uno stampo hai tutte le informazioni necessarie per iniziare a duplicare in modo efficiente e veloce i tuoi modelli stampati in 3D! Nella prossima guida vedremo come usare questi stampi in gomma per replicare gli oggetti. Eccola: Torna all'Indice1 punto
Per chi lavora nell'ambito della modellistica, spesso l'oggetto stampato in 3D non è mai il prodotto finito. La stampa 3D è solo solo una delle fasi che il progetto attraversa, partendo dal disegno iniziale, fino al pezzo completo. Una delle operazioni che si svolgono più spesso è la replica di un oggetto stampato in 3D, utilizzando uno stampo realizzato in gomma siliconica. Questo tipo di stampi si può realizzare in maniera semplice anche in casa e non richiede attrezzature particolari. Con qualche accortezza e con un paio di trucchi il risultato sarà perfetto. In questa guida: > Perchè fare la replica di un oggetto stampato 3D? > I prodotti per realizzare gli stampi > Come realizzare uno stampo > Guida alla duplicazione di oggetti stampati in 3D Perchè fare la replica di un oggetto stampato 3D? Prima di tutto quali sono i motivi che possono spingere a replicare un oggetto stampato in 3D, quando potresti semplicemente stamparne un altro? Vediamoli di seguito. Tempo: replicare un oggetto in resina richiede solitamente meno tempo rispetto ad una stampa 3D. Le resine utilizzate richiedono 20/30 minuti per essere pronte da estrarre dallo stampo. Qualità: in genere un oggetto uscito dal processo di stampa 3D presenta alcuni difetti che vanno rimossi, oppure va trattato per ottenere una superficie migliore (link all'articolo sulla rifinitura). Questo lavoro andrebbe rifatto su ogni pezzo, mentre facendo lo stampo di un oggetto rifinito, le copie avranno tutte la stessa qualità. Scelta dei materiali: indipendentemente dal materiale usato per la stampa 3D, le repliche verranno poi realizzate usando resine da colata. Di queste resine ne esistono di moltissimi tipi, con caratteristiche del tutto diverse (opache, trasparenti, colorabili, dure, morbide, elastiche, ignifughe, etc...). Quindi, essere in grado di replicare l'oggetto mi permette di sfruttare le potenzialità della stampa 3D per ottenere un pezzo da usare come "master" da replicare con costi e tempi minori o qualità dei materiali migliore. Torna all'Indice I prodotti per realizzare gli stampi Per realizzare questo tipo di stampi vengono utilizzati dei prodotti chiamati Gomme Siliconiche RTV (room temperature vulcanization), cioè che catalizzano a temperatura ambiente. Queste gomme esistono in diverse gradazioni di durezza e di resistenza alla rottura, in base al tipo di stampo che si dovrà andare a realizzare e con costi variabili (dai 10€ al kg in su). Per stampi piccoli in genere si usano gomme più morbide, mentre per stampi di dimensioni maggiori gomme via via più dure. In ogni caso, le gomme si dividono principalmente in due famiglie: gomme per policondensazione e gomme per poliaddizione. Le gomme per policondensazione si presentano sotto forma di un componente liquido della consistenza di un frullato (la gomma) e di un catalizzatore (un liquido). Il catalizzatore va aggiunto in percentuale di circa il 5% rispetto al peso della gomma (la percentuale esatta dipende dal prodotto). Queste gomme sono in genere più economiche, hanno caratteristiche di durata medie, tempi di catalisi che vanno dai 60 minuti alle 24 ore. Hanno il vantaggio di poter essere utilizzate con svariati materiali, avendo meno problemi di catalisi, quindi sono quelle ideali per i primi esperimenti. Per contro il fatto di dover usare un catalizzatore da misurare in peso richiede di doversi attrezzare con una bilancia digitale. Le gomme per poliaddizione (o gomme al platino) sono invece un prodotto più pregiato, possono essere usate anche per stampi che vanno a contatto con prodotti alimentari, hanno caratteristiche di resistenza e durata generalmente migliori e catalizzano in tempi che vanno dalle 2 alle 6 ore. Si presentano sotto forma di due componenti entrambi con la consistenza di un frullato e i due componenti vanno mischiati in rapporto di volume uno a uno, quindi in pratica, basta mischiare la stessa quantità di entrambi i componenti. Sono un prodotto dalle prestazioni migliori, che garantisce una durata maggiore e relativamente più semplici da dosare di quelle per policondensazione. Per contro sono più costose e possono presentare problemi di catalisi (quindi non indurirsi) se durante il processo vengono a contatto con alcuni materiali (pvc, lattice, plastilina con zolfo, etc). Torna all'Indice Come realizzare uno stampo Per il nostro esempio utilizzerò una gomma siliconica al platino (poliaddizione) di durezza media. Per prima cosa bisogna preparare il pezzo. In questo caso sto usando un pezzo stampato e non rifinito, quindi la cosa principale da verificare è che non ci siano fori o fessure, dove la gomma si infilerebbe, impedendo poi di estrarre il pezzo dallo stampo. Per chiudere i fori ho usato della plastilina, facendo attenzione ad utilizzarne una compatibile con le gomme per stampi (quando la comprate c'è scritto e comunque dev'essere plastilina senza zolfo). Per stampare questo pezzo farò il più semplice degli stampi in gomma, quello a pozzo aperto, in pratica il pezzo verrà fissato per la base e ricoperto di gomma. Come base sto usando del polistirolo espanso e per fissare il pezzo uso del nastro biadesivo. Una volta fissato il pezzo bisogna costruire un recinto attorno, che funga da contenitore per la gomma. Anche per questo ho usato del polistirolo, ma si può usare in alternativa del cartone, della plastica o in maniera più creativa altre cose, come mattoncini lego, contenitori a cui viene rimosso il fondo, etc. L'importante è che quando si usa un materiale nuovo si faccia una verifica di compatibilità con la gomma (la gomma deve catalizzare a contatto di quel materiale) Le gomme per stampi, per loro natura, sono in grado di inserirsi e scorrere anche nelle fessure più microscopiche. Questa caratteristica è quella che permette di ottenere stampi estremamente fedeli, ma per contro richiede che il recinto che la conterrà sia a tenuta stagna. Per garantire maggiore sicurezza in genere sigillo i bordi con del biadesivo e poi ripasso con un cordone di colla a caldo. Come dicevamo prima la gomma per poliaddizione si presenta come due componenti della stessa densità. Misurare la quantità necessaria è semplice, basta riempire due contenitori allo stesso livello. Una volta misurati i due componenti vanno uniti e mescolati per garantire una buona riuscita degli stampi in gomma. La diversa colorazione dei due componenti aiuta a capire quando sono ben mescolati. Per mescolarli consiglio di usare un bastoncino e di raschiare bene e a lungo bordi e fondo del contenitore. Per essere sicuri che i componenti siano ben mescolati si possono travasare alcune volte da uno dei contenitori all'altro. Quando il composto avrà un colore omogeneo e non ci saranno striature la gomma è pronta. Noterete che si formeranno parecchie bolle d'aria che salgono in superficie. Queste bolle dipendono dall'aria che viene naturalmente inglobata in fase di mescolatura. Lasciate riposare un po' il composto, per fare in modo che le bolle più grosse escano. Un composto con troppe bolle potrebbe portare ad uno stampo di scarsa qualità e che si rompe facilmente. pro tip: in genere, in ambito professionale, prima di essere usata la gomma viene "degassata" ovvero inserita in una macchina che produce il vuoto e rimuove l'aria in eccesso. Benchè questo procedimento aumenti di molto la qualità degli stampi, richiede macchinari specifici e per stampi semplici può essere evitato con alcuni accorgimenti. Una volta che il composto ha degassato un po' è pronto per essere versato. Per garantire il miglior risultato e la minore quantità di aria inglobata possibile conviene versare il contenuto molto lentamente e lasciandolo cadere sotto forma di un filo sottile. Non versate la gomma sull'oggetto ma scegliete un angolo libero della scatola e fatela scendere li. Abbiate pazienza e lasciate cadere lentamente la gomma, fino a quando l'oggetto sarà completamente ricoperto. pro tip: siccome durante tutto il processo l'aria intrappolata continua a salire verso la superficie del contenitore, la gomma sul fondo è quella meglio degassata. Per poterla utilizzare il trucco è di forare il fondo del bicchiere e lasciare che cada da li. In questo modo la gomma con più aria arriverà alla fine e si depositerà nella parte alta dello stampo, dove sarà più facile che venga eliminata. A questo punto basta aspettare il tempo indicato di catalisi (per questa gomma 8 ore) e poi si può procedere all'apertura del contenitore. Se vi è avanzata un po' di gomma nel bicchiere durante il processo potete testare su quella lo stato di catalisi. Una volta aperto il contenitore si può procedere all'estrazione del pezzo master. Nel caso l'estrazione fosse molto difficoltosa o impossibile potete incidere i bordi dello stampo usando un bisturi o una lama molto affilata. Torna all'Indice Guida alla duplicazione di oggetti stampati in 3D Ora che sai come si realizza uno stampo hai tutte le informazioni necessarie per iniziare a duplicare in modo efficiente e veloce i tuoi modelli stampati in 3D! Nella prossima guida vedremo come usare questi stampi in gomma per replicare gli oggetti. Eccola: Torna all'Indice1 punto -
 Non si può parlare di completa applicazione della stampa 3D senza unirla ad un altro strumento: lo scanner 3D. La qualità delle stampanti 3D di poter produrre pezzi unici e su misura, può avere senso solo se preceduta dal rilievo di un oggetto complesso. I sistemi di scansione 3D sono strumenti meravigliosi, perché ci permettono di riprodurre in modo preciso qualcosa che già esiste, che ci serve o che semplicemente desideriamo, come il pezzo di ricambio di un oggetto che si è rotto, il ritratto di un amico, un'opera d'arte che ci piace particolarmente. Eseguire un rilievo 3D di un oggetto significa ricrearne una perfetta copia digitale, cioè creare un modello 3D metricamente corretto. Le principali tecniche che abbiamo a disposizione si possono classificare in: tecniche basate su sensori passivi (image-based); tecniche basate su sensori attivi (range-based). Abbiamo già parlato delle tecniche image-based, le quali, come dice il nome stesso, si basano sull'elaborazione automatica o semi-automatica di immagini digitali per estrarre informazioni di carattere tridimensionale. Abbiamo visto che esistono numerose soluzioni open source e low-cost che permettono di ottenere rilievi 3D di qualità elevata utilizzando normali fotocamere, addirittura smartphone, e computer di medio livello. Le tecniche range-based si basano su strumenti che emettono un segnale che viene registrato dallo strumento stesso al fine di calcolare una misura di distanza: appartengono a questa categoria gli scanner, le stazioni totali, i GPS e i radar. In particolare, gli scanner 3D laser e a luce strutturata sono gli strumenti più noti e che hanno riscontrato il maggior successo, rendendo relativamente semplice acquisire in 3D oggetti di qualsiasi dimensione. La diffusione di questi strumenti è però ancora ostacolata da un costo elevato, spesso insostenibile per un semplice appassionato o anche per il piccolo professionista, per questo motivo ci soffermeremo sui principali scanner 3D di fascia medio-bassa, in grado di riunire prestazioni interessanti a un costo ragionevole. Esistono numerosi modelli e non risulta facile orientarsi tra prodotti che appaiono spesso molto simili tra di loro. La condizione ideale è sempre quella di poter sperimentare in prima persona lo scanner, in modo tale da rendersi conto della facilità d'uso e del risultato finale. Poiché spesso questo non è possibile, diventa fondamentale analizzare bene la scheda tecnica per capire come lo strumento lavora e ipotizzare i risultati che produrrà. Ci sono infatti alcuni fattori che determinano il grado di qualità di uno scanner 3D (e quindi della scansione) e di conseguenza ne determinano il prezzo. Inoltre, è opportuno individuare lo scanner più adeguato alle proprie esigenze: come per qualsiasi altro strumento, non esiste lo scanner universale, cioè adatto a ogni tipo di situazione, ma ogni prodotto dà il meglio di sé in certe situazioni e non in altre. Quindi, quali sono le caratteristiche che dobbiamo considerare nella scelta di uno scanner? Accuratezza: indica il grado di precisione dello scanner; ad esempio un'accuratezza di 0,1 mm indica che ogni punto della nostra scansione potrebbe in realtà avere un errore di posizione di 0,1 mm; Risoluzione: indica la dimensione minima che lo scanner è in grado di rilevare; ad esempio un'accuratezza di 1 mm indica che se l'oggetto da rilevare ha piccoli particolari di dimensione inferiori, questi non compariranno nella scansione (1 mm sembra un buon valore, ma in realtà basti pensare che la filettatura di una vite non verrebbe rilevata); Volume: indica la dimensione massima di un oggetto che può essere rilevato in un'unica scansione; se scegliamo uno scanner portatile sarà sempre possibile rilevare un oggetto in più scansioni e riunirle alla fine; Output: tutti gli scanner esportano in almeno uno dei formati standard, come STL, PLY o OBJ, ma ciò che non tutti fanno è acquisire a colori o esportare una texture; è un elemento importante da considerare se il rilievo ci serve per la stampa a colori o per altri impieghi in cui la resa del colore è importante, ad esempio in computer grafica; Compatibilità: non tutti gli scanner sono multipiattaforma (Windows, MacOS e Linux), è bene quindi prestare attenzione a questo aspetto; Condizioni ambientali: ci sono scanner che lavorano molto bene anche al buio e scanner che lavorano molto male alla luce solare, non è sempre indicato nelle schede tecniche ma in generale i sistemi laser non presentano grossi problemi in quasi tutte le condizioni, mentre i sistemi basati su fotometria possono essere influenzati negativamente dalle condizioni di luce; Velocità: raramente è dichiarata, ma in generale i sistemi a luce strutturata sono molto più veloci dei sistemi laser; se dobbiamo rilevare un oggetto la velocità non è un grosso problema, ma se dobbiamo rilevare una persona allora diventa un aspetto non trascurabile; Prezzo: naturalmente il prezzo sarà influenzato da tutti questi parametri, a migliori performance corrisponde sempre un prezzo maggiore; ciò significa che non è possibile aspettarsi grandi prestazioni da uno scanner a bassissimo costo. Sulla base di questi parametri proviamo ora a valutare i principali scanner di fascia di prezzo medio-bassa suddividendoli in due categorie: scanner portatili; scanner desktop. Scanner portatili Tra gli scanner portatili il più noto è il Sense prodotto da Cubify, disponibile sia come scanner da collegare al PC, sia nella versione per iPad, con caratteristiche tecniche molto simili. Il prezzo è molto competitivo, ma la risoluzione non è particolarmente elevata e non permette scansioni di precisione; si tratta di una soluzione ottimale per chi deve fare scansioni di oggetti di medie/grandi dimensioni che non presentano particolari troppo minuti. Certamente più preciso è lo Scanify della Fuel 3D, che promette una risoluzione spaziale di gran lunga minore e che permette, cosa non trascurabile, di esportare una texture insieme al modello. Le scansioni si prestano quindi non solo alla stampa 3D tradizionale, ma anche a quella a colori, nonché ad applicazioni legate alla computer-grafica. Scanner desktop Tra gli scanner desktop spiccano quelli prodotti da Next Engine e David, laser il primo, a luce strutturata il secondo. La fascia di prezzo è piuttosto alta, ma le prestazioni sono di tutto rispetto: garantiscono accuratezza e risoluzione molto elevata, una buona gestione della texture; unico neo è la compatibilità solamente con sistemi Windows. Entrambi sono corredati da software che consentono facilmente di unire più nuvole di punti, quindi di acquisire anche oggetti di grandi dimensioni. Per quanto riguarda il primo, da segnalare l'integrazione con SolidWorks. Ci sono poi una serie di prodotti di fascia di prezzo decisamente inferiore, dai 1.000 euro in giù, che presentano comunque caratteristiche interessanti: Rubicon (Rubitech), Digitizer (Makerbot), Matter and Form 3D Scanner, EinScan-S (Shining 3D) e Cubik (CadScan). Sono tutti basati su piattaforme fisse rotanti, motivo per cui i volumi di scansione sono piuttosto contenuti, fa eccezione solo EinScan-S che presenta anche una modalità di scansione a mano libera. In base al rapporto qualità/prezzo Rubicon è quello più interessante in quanto ha un'accuratezza molto elevata e gestisce il colore tramite texture fino a 5 MP di risoluzione. Tra tutti questi l'unico che ho avuto la possibilità di testare personalmente è il Sense di Cubify. Qualcuno ha avuto modo di utilizzare qualcuno degli altri e vuole dirci cosa ne pensa?1 punto
Non si può parlare di completa applicazione della stampa 3D senza unirla ad un altro strumento: lo scanner 3D. La qualità delle stampanti 3D di poter produrre pezzi unici e su misura, può avere senso solo se preceduta dal rilievo di un oggetto complesso. I sistemi di scansione 3D sono strumenti meravigliosi, perché ci permettono di riprodurre in modo preciso qualcosa che già esiste, che ci serve o che semplicemente desideriamo, come il pezzo di ricambio di un oggetto che si è rotto, il ritratto di un amico, un'opera d'arte che ci piace particolarmente. Eseguire un rilievo 3D di un oggetto significa ricrearne una perfetta copia digitale, cioè creare un modello 3D metricamente corretto. Le principali tecniche che abbiamo a disposizione si possono classificare in: tecniche basate su sensori passivi (image-based); tecniche basate su sensori attivi (range-based). Abbiamo già parlato delle tecniche image-based, le quali, come dice il nome stesso, si basano sull'elaborazione automatica o semi-automatica di immagini digitali per estrarre informazioni di carattere tridimensionale. Abbiamo visto che esistono numerose soluzioni open source e low-cost che permettono di ottenere rilievi 3D di qualità elevata utilizzando normali fotocamere, addirittura smartphone, e computer di medio livello. Le tecniche range-based si basano su strumenti che emettono un segnale che viene registrato dallo strumento stesso al fine di calcolare una misura di distanza: appartengono a questa categoria gli scanner, le stazioni totali, i GPS e i radar. In particolare, gli scanner 3D laser e a luce strutturata sono gli strumenti più noti e che hanno riscontrato il maggior successo, rendendo relativamente semplice acquisire in 3D oggetti di qualsiasi dimensione. La diffusione di questi strumenti è però ancora ostacolata da un costo elevato, spesso insostenibile per un semplice appassionato o anche per il piccolo professionista, per questo motivo ci soffermeremo sui principali scanner 3D di fascia medio-bassa, in grado di riunire prestazioni interessanti a un costo ragionevole. Esistono numerosi modelli e non risulta facile orientarsi tra prodotti che appaiono spesso molto simili tra di loro. La condizione ideale è sempre quella di poter sperimentare in prima persona lo scanner, in modo tale da rendersi conto della facilità d'uso e del risultato finale. Poiché spesso questo non è possibile, diventa fondamentale analizzare bene la scheda tecnica per capire come lo strumento lavora e ipotizzare i risultati che produrrà. Ci sono infatti alcuni fattori che determinano il grado di qualità di uno scanner 3D (e quindi della scansione) e di conseguenza ne determinano il prezzo. Inoltre, è opportuno individuare lo scanner più adeguato alle proprie esigenze: come per qualsiasi altro strumento, non esiste lo scanner universale, cioè adatto a ogni tipo di situazione, ma ogni prodotto dà il meglio di sé in certe situazioni e non in altre. Quindi, quali sono le caratteristiche che dobbiamo considerare nella scelta di uno scanner? Accuratezza: indica il grado di precisione dello scanner; ad esempio un'accuratezza di 0,1 mm indica che ogni punto della nostra scansione potrebbe in realtà avere un errore di posizione di 0,1 mm; Risoluzione: indica la dimensione minima che lo scanner è in grado di rilevare; ad esempio un'accuratezza di 1 mm indica che se l'oggetto da rilevare ha piccoli particolari di dimensione inferiori, questi non compariranno nella scansione (1 mm sembra un buon valore, ma in realtà basti pensare che la filettatura di una vite non verrebbe rilevata); Volume: indica la dimensione massima di un oggetto che può essere rilevato in un'unica scansione; se scegliamo uno scanner portatile sarà sempre possibile rilevare un oggetto in più scansioni e riunirle alla fine; Output: tutti gli scanner esportano in almeno uno dei formati standard, come STL, PLY o OBJ, ma ciò che non tutti fanno è acquisire a colori o esportare una texture; è un elemento importante da considerare se il rilievo ci serve per la stampa a colori o per altri impieghi in cui la resa del colore è importante, ad esempio in computer grafica; Compatibilità: non tutti gli scanner sono multipiattaforma (Windows, MacOS e Linux), è bene quindi prestare attenzione a questo aspetto; Condizioni ambientali: ci sono scanner che lavorano molto bene anche al buio e scanner che lavorano molto male alla luce solare, non è sempre indicato nelle schede tecniche ma in generale i sistemi laser non presentano grossi problemi in quasi tutte le condizioni, mentre i sistemi basati su fotometria possono essere influenzati negativamente dalle condizioni di luce; Velocità: raramente è dichiarata, ma in generale i sistemi a luce strutturata sono molto più veloci dei sistemi laser; se dobbiamo rilevare un oggetto la velocità non è un grosso problema, ma se dobbiamo rilevare una persona allora diventa un aspetto non trascurabile; Prezzo: naturalmente il prezzo sarà influenzato da tutti questi parametri, a migliori performance corrisponde sempre un prezzo maggiore; ciò significa che non è possibile aspettarsi grandi prestazioni da uno scanner a bassissimo costo. Sulla base di questi parametri proviamo ora a valutare i principali scanner di fascia di prezzo medio-bassa suddividendoli in due categorie: scanner portatili; scanner desktop. Scanner portatili Tra gli scanner portatili il più noto è il Sense prodotto da Cubify, disponibile sia come scanner da collegare al PC, sia nella versione per iPad, con caratteristiche tecniche molto simili. Il prezzo è molto competitivo, ma la risoluzione non è particolarmente elevata e non permette scansioni di precisione; si tratta di una soluzione ottimale per chi deve fare scansioni di oggetti di medie/grandi dimensioni che non presentano particolari troppo minuti. Certamente più preciso è lo Scanify della Fuel 3D, che promette una risoluzione spaziale di gran lunga minore e che permette, cosa non trascurabile, di esportare una texture insieme al modello. Le scansioni si prestano quindi non solo alla stampa 3D tradizionale, ma anche a quella a colori, nonché ad applicazioni legate alla computer-grafica. Scanner desktop Tra gli scanner desktop spiccano quelli prodotti da Next Engine e David, laser il primo, a luce strutturata il secondo. La fascia di prezzo è piuttosto alta, ma le prestazioni sono di tutto rispetto: garantiscono accuratezza e risoluzione molto elevata, una buona gestione della texture; unico neo è la compatibilità solamente con sistemi Windows. Entrambi sono corredati da software che consentono facilmente di unire più nuvole di punti, quindi di acquisire anche oggetti di grandi dimensioni. Per quanto riguarda il primo, da segnalare l'integrazione con SolidWorks. Ci sono poi una serie di prodotti di fascia di prezzo decisamente inferiore, dai 1.000 euro in giù, che presentano comunque caratteristiche interessanti: Rubicon (Rubitech), Digitizer (Makerbot), Matter and Form 3D Scanner, EinScan-S (Shining 3D) e Cubik (CadScan). Sono tutti basati su piattaforme fisse rotanti, motivo per cui i volumi di scansione sono piuttosto contenuti, fa eccezione solo EinScan-S che presenta anche una modalità di scansione a mano libera. In base al rapporto qualità/prezzo Rubicon è quello più interessante in quanto ha un'accuratezza molto elevata e gestisce il colore tramite texture fino a 5 MP di risoluzione. Tra tutti questi l'unico che ho avuto la possibilità di testare personalmente è il Sense di Cubify. Qualcuno ha avuto modo di utilizzare qualcuno degli altri e vuole dirci cosa ne pensa?1 punto