Ziki00
-
Numero contenuti
309 -
Iscritto
-
Ultima visita
-
Giorni Vinti
5
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Ziki00
-
Modificare area di stampa
Ziki00 ha risposto a Ziki00 nella discussione Software di slicing, firmware e GCode
Smanettando su cura nelle impostazioni macchina ho trovato oltre all'area di stampa la posizione di offset dell'ugello che si può impostare direttamente da cura e salvarlo. La Ender 3 ha fortunatamente movimenti X e Y più grandi del piatto e piano piano sto centrando l'ugello con questi parametri. Piano piano perché non riesco a capire quali sono i riferimenti e quindi modifico e poi lancio una stampa di prova Se può servire a qualcuno si fa così In alto a sinistra si clicca sulla stampante/gestione stampante/impostazioni macchina/extruder1 Poi si inserisce lo scostamento X e Y -
Dico una stupidaggine che però mi ha fatto andare fuori di testa.. un cavo micro USB trovato nello scatolone e la stampante non c'era modo di collegarla (ho la tua stessa scheda) dopo vari santi del calendario ho scoperto che il cavo che usavo era un cavo solo alimentazione e non un cavo dati. Cambiato cavo e ho sentito subito il classico rumore che fa Windows quando colleghi qualcosa e tutto funziona
-
assistenza anycubic come funziona?
Ziki00 ha risposto a FoNzY nella discussione Notizie sulla stampa 3D
Quando ho avuto bisogno dell'assistenza anycubic direttamente dal loro sito hanno voluto il numero di ordine (AliExpress) e il numero di serie della stampante così da verificare l'acquisto poi dopo un po' di mail per spiegare il problema mi hanno spedito il ricambio gratuitamente, c'è voluta qualche settimana e se hai ancora la possibilità farei il reso Amazon e in pochi giorni risolvi. Con questo metodo tramite Amazon che descrivi però non saprei come funziona magari è super veloce -
Modificare area di stampa
Ziki00 ha risposto a Ziki00 nella discussione Software di slicing, firmware e GCode
Ah ok ecco perché non fa nulla! Il bl touch è ancora nel cassetto per adesso -
Makerbase DLC 32 v2 e nema 23
Ziki00 ha risposto a l0v3byte nella discussione Incisione e taglio laser
Potresti non sfruttarli al massimo delle loro potenzialità e il rendimento complessivo sarà basso. Comunque al limite puoi acquistare dei driver separati non costano così tanto -
Modificare area di stampa
Ziki00 ha risposto a Ziki00 nella discussione Software di slicing, firmware e GCode
Sul display della stampante dopo l'aggiornamento del firmware comprare "set home offset" ho provato a portarlo a zero con il piatto come si fa con la fresa e dargli lo zero ma non è cambiato nulla. Mi sa che hai ragione killrob la cosa più semplice è spostare i finecorsa -
Modificare area di stampa
Ziki00 ha risposto a Ziki00 nella discussione Software di slicing, firmware e GCode
Non stampa al centro del piatto perché l'esteusore è cambiato e è più vicino ad esempio al finecorsa di Y quindi stamperà più vicino a quel lato Potrei risolvere meccanicamente spostando i finecorsa ma su Y è un po' più problematico -
Modificare area di stampa
Ziki00 ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti! Ho una Ender 3 pro con scheda v4.2.2 Dopo una modifica all'estrusore l'ugello non rimane più centrato nel piatto, se preparo un oggetto alla stampa con cura e lo posiziono al centro del piatto la stampante non rispetta questa quota a causa dell'estrusore che non è più nella posizione originale perdendo così area di stampa utile. Ho provato a inserire degli offset x e y con repetier ma la cosa sembra non funzionare, come posso procedere? Grazie a tutti e buona domenica! -
La stampante è bloccata di deflaut a 260 gradi ho dovuto scaricare un firmware che mi hanno consigliato dal sito creality
-
Avevo già pensato a un termoregolatore esterno così da usare anche una più affidabile termocoppia però preferirei evitarlo se possibile anche perché non saprei come "comunicargli" la fine della stampa per lo spegnimento automatico.. La mia scheda v4.2.2 sembra avere l'ingresso apposito del bl touch la tramoggia riscaldata è la cosa più semplice e la farò per ultimo quando sarà tutto funzionante e ottimizzato.
-
Aumento temperatura massima Ender 3 pro
Ziki00 ha risposto a Ziki00 nella discussione Problemi generici o di qualità di stampa
Ma mi è venuto un dubbio.. tra un po' dovrei installare anche il bl touch e cambiando di nuovo il firmware perderò la modifica delle temperature massime.. come posso fare? -
Aumento temperatura massima Ender 3 pro
Ziki00 ha risposto a Ziki00 nella discussione Problemi generici o di qualità di stampa
Installato il firmware scaricato dal sito creality già bello pronto ci sono voluti pochi minuti per fare il tutto! Ora arriva fino a 300 gradi e già a 285 per questo ABS (granutalo per iniezione) il tutto lavora meglio! Ho provato con un termometro da cucina e segna 270 gradi ma potrebbe dipendere anche dal fatto che ho solo appoggiato la sonda sulla parete esterna senza coibentare e quindi l'aria ambiente potrebbe raffreddare leggermente la sonda ma comunque poco importa basta che riesco a estrudere tanto non ho riferimenti sulla corretta temperatura da usare e dovrò trovarla per tentativi Grazie a tutti! -
Aumento temperatura massima Ender 3 pro
Ziki00 ha risposto a Ziki00 nella discussione Problemi generici o di qualità di stampa
Grazie per le risposte. La mia scheda è 4.2.2 e l'estrusore è artigianale e tutto in metallo. Già a 260° faccio un po' fatica con ABS e invece il pbt si blocca senza essere estruso. Proverò con quello sul sito della creality poi lo modifichero più avanti per il bl touch -
Aumento temperatura massima Ender 3 pro
Ziki00 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, avrei bisogno di sapere come poter sbloccare il limite di 260 gradi della mia Ender 3 pro. Grazie! -
L'idea è di metterla sopra la stampante per evitare di farle spostare altro peso e fare una tramoggia magari riscaldante. Qualcuno conosce il gcode per sbloccare la temperatura massima della stampante? 260 gradi sono pochi e fa fatica
-
Ciao,. Sei riuscito a cambiare la temperatura massima? Ciao grazie
-
è un filmato un po' così non era pensato da condividere
-
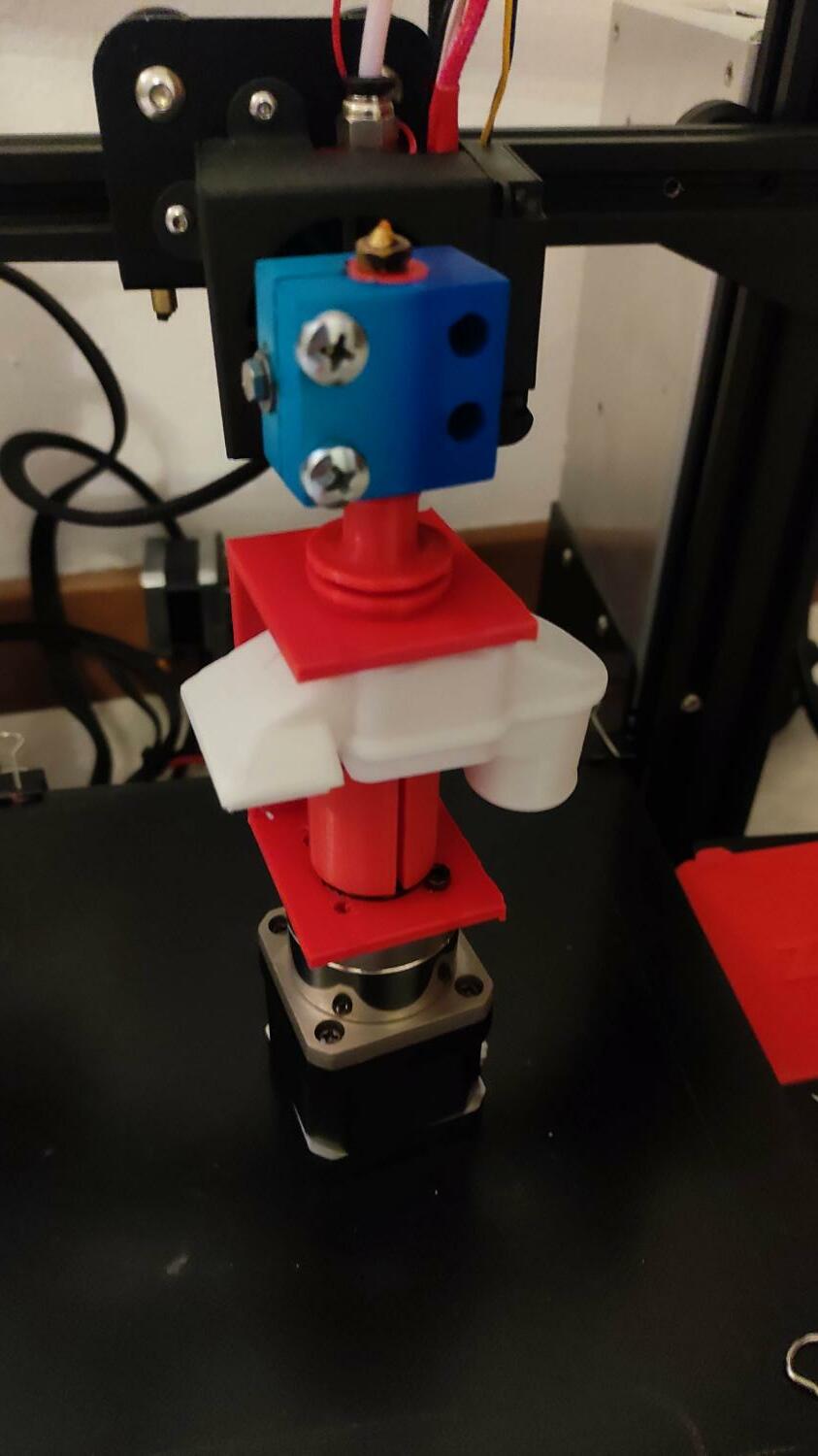
Qualcosa si muove, primissima stampa tutto molto provvisiorio senza tramoggia e tutto il grano che cade in giro 😁 Le prossime operazioni saranno oltre fare una tramoggia -regolazione PID (la temperatura balla di una decina di gradi) - aumento temperatura massima da firmware -montaggio 3d touch La scheda è una 4.2.2 potreste indicarmi delle guide semplici? Sono un po' una sega con i firmware. Grazie!

-
aggiornamento firmware marlin ender 3
Ziki00 ha risposto a Kevin Dresda nella discussione Software di slicing, firmware e GCode
https://www.softpedia.com/get/Others/Miscellaneous/Hex2bin.shtml Spero che possa esserti utile -
Grazie, la parte meccanica sarà quella più divertente invece il lato firmware avrò sicuramente da sbatterci la testa visto che sono totalmente ignorante su quel lato.
-
Per adesso mi sono comprato tutto il materiale, qualcosa è già arrivato e qualcosa è ancora in viaggio. Mi sono preso anche una Ender 3 pro usata per sperimentare l'estrusore a pellet a cui probabilmente dovrò aggiungere anche doppio asse Z e guide lineari a ricircolo per via del peso di tutto il gruppo che sarà di circa 1kg Per il momento ho costruito il blocco riscaldante che ospita due cartucce e un solo termistore Per alimentarlo userò un relè a stato solido perché temo che il MOSFET sulla scheda della Ender non supporti due cartucce riscaldanti Per adesso posso farvi vedere solo un modellino, la tramoggia la ho presa dall'universal pellet extruder
-
Mi scuso per il ritardo nella risposta ma mi ero perso la conversazione. Produrre filamento troppo lavoro in più. Ho comprato i pezzi per costruire un estrusore a vite da montare direttamente su una stampante, chissà cosa uscirà
-
Modulo Incisore Laser Stampante 3D Vinci 1.0 Pro / Pro 3-in-1
Ziki00 ha risposto a Johnnythefic nella discussione In vendita
È solo il modulo laser o tutta la macchina? Se è il modulo potresti dirmi: potenza, quanti pin al connettore, ingombro e prezzo. Ciao grazie -
Ho a disposizione del grano vergine e macinato di diversi materiali per iniezione vorrei provare a fare del filamento o trovare qualcuno che me lo produca (pagando chiaramente) So che ci saranno problemi poi di stampa perché il materiale è ottimizzato per l'iniezione. Ho disponibile ABS, POM, PP, PEHD e LD, MOPLEN, SANTOPRENE, HYTLER, PA, PCTA, PBT, PET, PETG. In diverse gradazioni Come potrei procedere?
-
Tabella per essiccazione filamenti
Ziki00 ha risposto a Killrob nella discussione Materiali di stampa
Non so se vale lo stesso per i materiali da stampa 3D ma il grano per inizione non si deumidifica così ( tutta un altra cosa che riscaldare) l'ABS si riscalda per 3h 80 gradi, Nylon si deumidifica a 80 x 6 ore, PET non si deve superare i 60 gradi petg si può salire un po sempre deumidificato non riscaldato, PP PE santoprene moplen e famiglie non è necessario essiccare ne scaldare, anzi può creare problemi di compattamento in tramoggia. PCTA deumidificato 120x6h POM anche riscaldato 90x3h PBT deumidificato 120X4 h, Per deumidificazione standard con setaccio molecolare oppure con essiccatore a vuoto i tempi si riducono a circa 1/3 Il solo riscaldare su alcuni materiali crea problemi di stampa dai più lievi estetici ai più gravi anche funzionali come bolle soffiature o fragilità. Spero che possa essere utile

.jpg.e268a9eae9fa184477b6647ad4ca904a.jpg)