LorenzoB
-
Numero contenuti
10 -
Iscritto
-
Ultima visita
Obiettivi di LorenzoB
")
Newbie (1/14)
0
Reputazione Forum
-
Inspiegabile problema di asse Z
LorenzoB ha risposto a LorenzoB nella discussione Problemi generici o di qualità di stampa
Aggiunto m420 Z10! Monto cortex 32 bit, LPC1769 Edit: scusa dove lo metto m420? prima di G29? -
Inspiegabile problema di asse Z
LorenzoB ha risposto a LorenzoB nella discussione Problemi generici o di qualità di stampa
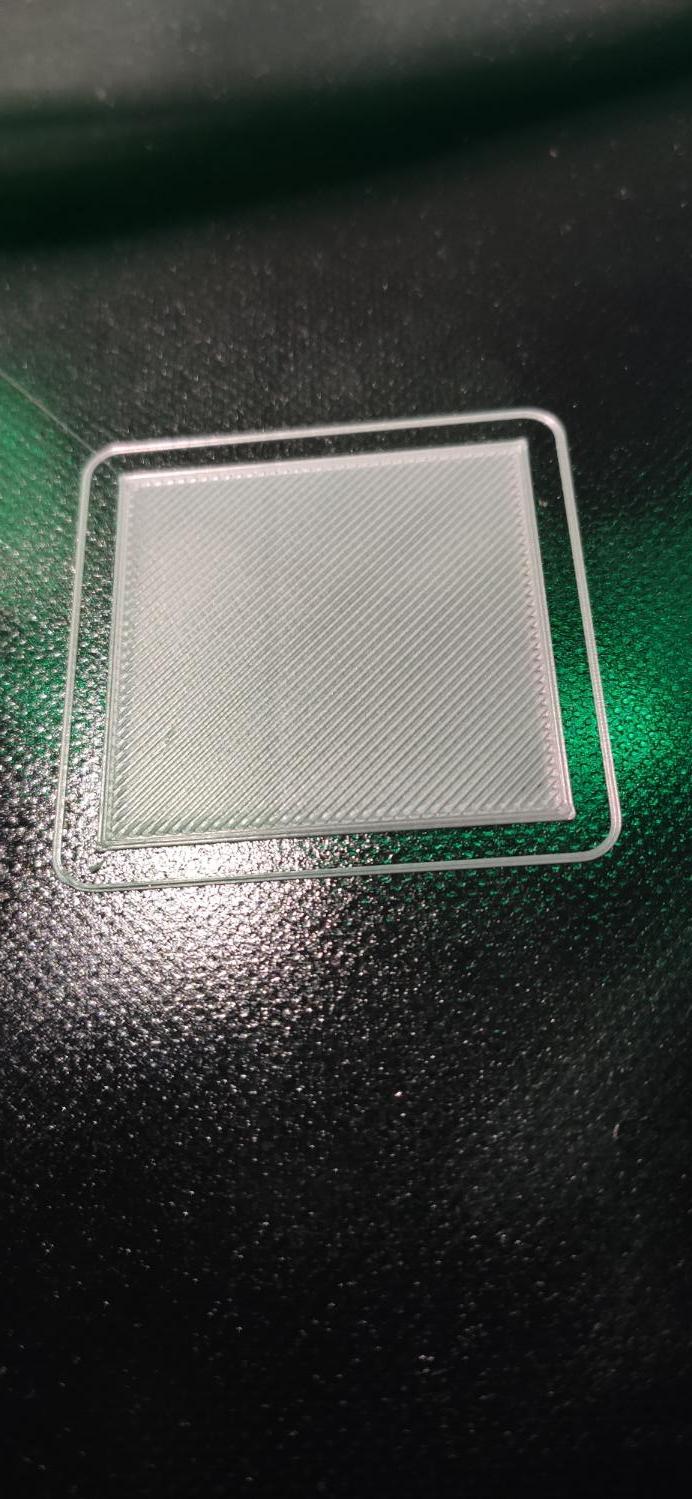
https://marlinfw.org/docs/features/auto_bed_leveling.html Se vai nella sezione Saving and loading, dice che M501 va a rileggere i dati sul bed leveling, probabilmente visto che usi UBL e visto che con UBL puoi memorizzare più slot, allora tu usi giustamente un altro comando in cui indichi l'index di memoria dove hai salvato il tuo piatto. scusami, cos'è la sfumatura della compensazione? Sarebbe il cosiddetto "fade height" che su marlin è settato sempre di default a 10? (l'ho letto per caso sul display della stampante). ora ho eliminato il g34 iniziale, perchè teoricamente con il bed leveling fatto dal BL touch ho gia un buon livellamento anche rispetto alla barra dell'asse X (?). ora ho solo: homing. si posiziona nei 4 angoli per farmi livellare con il pezzetto di carta. fa un bed leveling G29 salva in eeprom, fine questo sarebbe lo sript che lancio una volta ogni tot stampe per livellare il piano. Aggiungo M420 Z10 quindi? Se hai anche altri consigli sarò felice di implementarli. Nello start gcode invece, faccio un homing, recupero i dati da eeprom e attivo il BL. Ho appena fatto delle prove, ristampando il rettangolino di cui ho mandato la foto nell'ultimo post. Anche spegnendo e riaccendendo la stampante, a quanto pare recupera i dati sul piatto correttamente e ristampa al solito modo sempre. Apparentemente missione riuscita.. -
Inspiegabile problema di asse Z
LorenzoB ha risposto a LorenzoB nella discussione Problemi generici o di qualità di stampa
L'ho scritto a inizio thread quali sono le modifiche che ho fatto alla stampante, e tra quelle c'è il secondo motore dell'asse Z. Lo so cosa fa G34, non ho fatto copia e incolla del primo tocco di gcode che ho trovato sul web. comunque ora sembrerebbe che abbia raggiunto l'altezza giusta, ho stampato un foglietto spesso 0.2mm, pare che il problema si sia risolto. Dovrò fare una stampa per verificare che non gratti più
-
Inspiegabile problema di asse Z
LorenzoB ha risposto a LorenzoB nella discussione Problemi generici o di qualità di stampa
L'ho riattivato, ora sto cercando di settare per bene i parametri. Vorrei avere un file gcode sempre fisso sulla sd che uso per settare e memorizzare il piano. Posso memorizzare anche con il bilinear o serve necessariamente UBL? Ora ho attivato il bilinear, e nel file ci ho scritto: 1. G34 (per allineare i due assi Z usando il BL, in automatico) 2. poi inizia a posizionarsi a rotazione nei 4 angoli del letto di stampa da solo, per farmi calibrare le viti del letto e renderlo più in piano possibile. 3. Qua fa il G29 4. Con M500 salva su EEPROM i dati del bed leveling (o serve UBL?) 5. M420 S1 per avere la certezza che il livellamento resti attivo anche dopo che lo script finisce (nello start gcode di ogni stampa lo riattivo, ma qui era solo per ridondare la cosa) questo script io vorrei usarlo una volta ogni tanto per tarare per bene il letto di stampa. nello start gcode di cura ci ho messo: G28 ;Homing (ma disabilita anche il bed leveling) M501 ;recupero i dati sul bed leveling dalla EEPROM M420 S1 ;riattivo il bed leveling pensi che un setup del genere può andare? hai consigli utili? Teoricamente, quando eseguo lo script memorizzo lo stato del letto, poi in futuro ad ogni stampa lo vado a rileggere dalla EEPROM, e a quel punto basta solo un G28 per azzerare.. penso di dover regolare lo z offset perchè nonostante tutto ciò stampa ancora lontanino (ho solo fatto una prova rapidissima). Ora lo regolo -
Inspiegabile problema di asse Z
LorenzoB ha risposto a LorenzoB nella discussione Problemi generici o di qualità di stampa
Scusa volevo scrivere il bilinear, mi sono confuso. Lo usavo, poi per fare un tentativo lo disattivai e non lo riattivai piu, e ora chiedevo se vale davvero la pena usarlo o se puó dare problemi. Certo, cosi si sfrutta il 10% delle potenzialità del tastatore.. Ma, a regola gli step per mm non sono quello che migliaia di possessori di ender 3 usano? Cioé, ho fatto alcune modifiche, si, peró la barra trapezoidale e i motori dell'asse Z sono quelli stock. Dall'ultima versione di Marlin, dopo l'aggiornamento ti chiede lui di resettare la EEPROM. -
Inspiegabile problema di asse Z
LorenzoB ha risposto a LorenzoB nella discussione Problemi generici o di qualità di stampa
È proprio questo il punto. Tutti gli step per mm sono perfetti, se stampo il cubetto di calibrazione e poi lo misuro con il calibro, le 3 misure spaccano il ventesimo di millimetro. infatti è incredibile sto problema anche perchè dal punto di vista motori è tutto ok. p.s. intendevi 0.1 millimetri vero? Eh..infatti sono proprio le immagini che mi ero messo a cercare, e sembra appunto che stampo troppo lontano dal piatto. Quindi consigli di abbassare l'ugello? Io ho disattivato il mesh bed leveling perchè preferivo fare manualmente con il foglietto di carta la calibrazione del piatto, secondo voi è meglio tenerlo attivo? voi lo usate? -
Inspiegabile problema di asse Z
LorenzoB ha risposto a LorenzoB nella discussione Problemi generici o di qualità di stampa
Inoltre rettifico, gratta ancora sulla stampa. È un susseguirsi di contraddizioni, alcune cose fanno sembrare che l'ugello sia troppo vicino al piatto, altre che sia troppo distante. Che strano problema.. -
Inspiegabile problema di asse Z
LorenzoB ha risposto a LorenzoB nella discussione Problemi generici o di qualità di stampa
Io cerco di non stampare con il nozzle schiacciato sul piano, però anche qua, non è chiaro quanta distanza debba esserci per favorire la depositazione di filamento. Come deve apparire durante l'estrusione? -
Inspiegabile problema di asse Z
LorenzoB ha risposto a LorenzoB nella discussione Problemi generici o di qualità di stampa
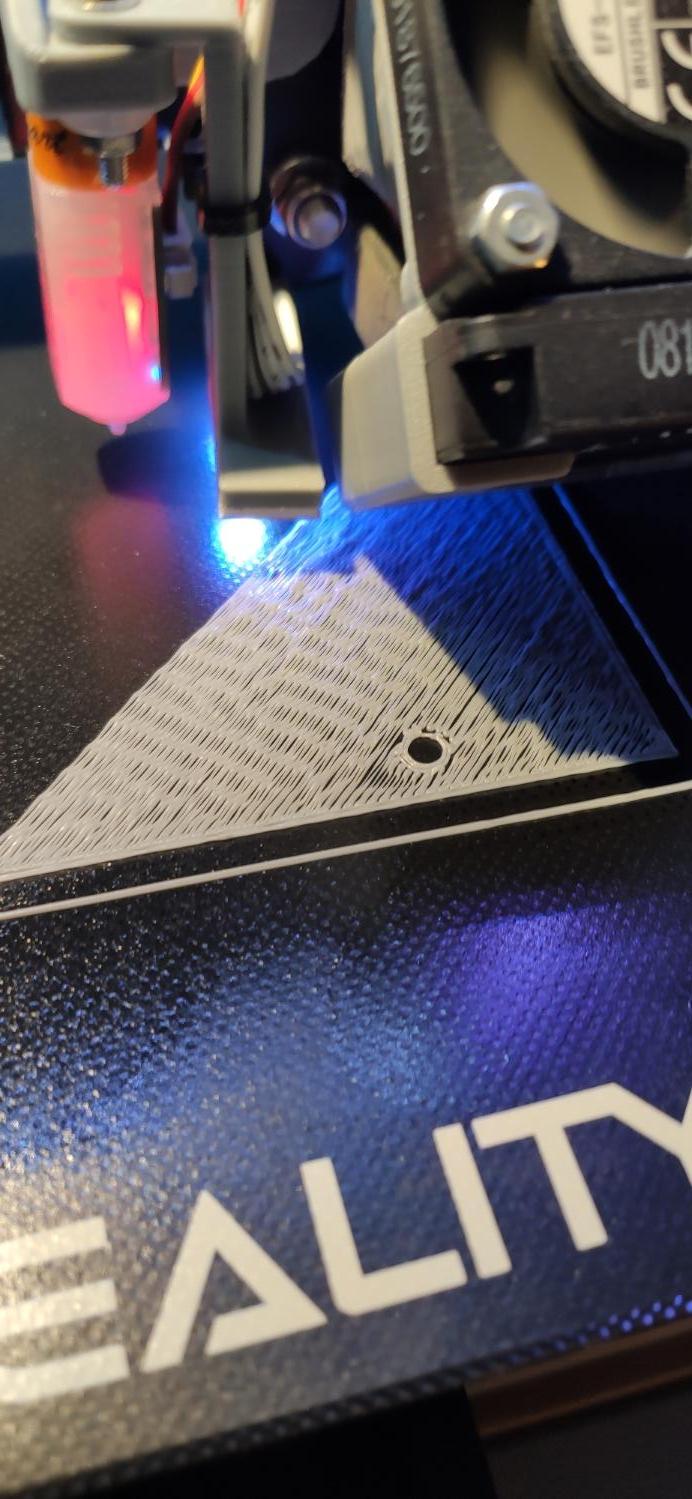
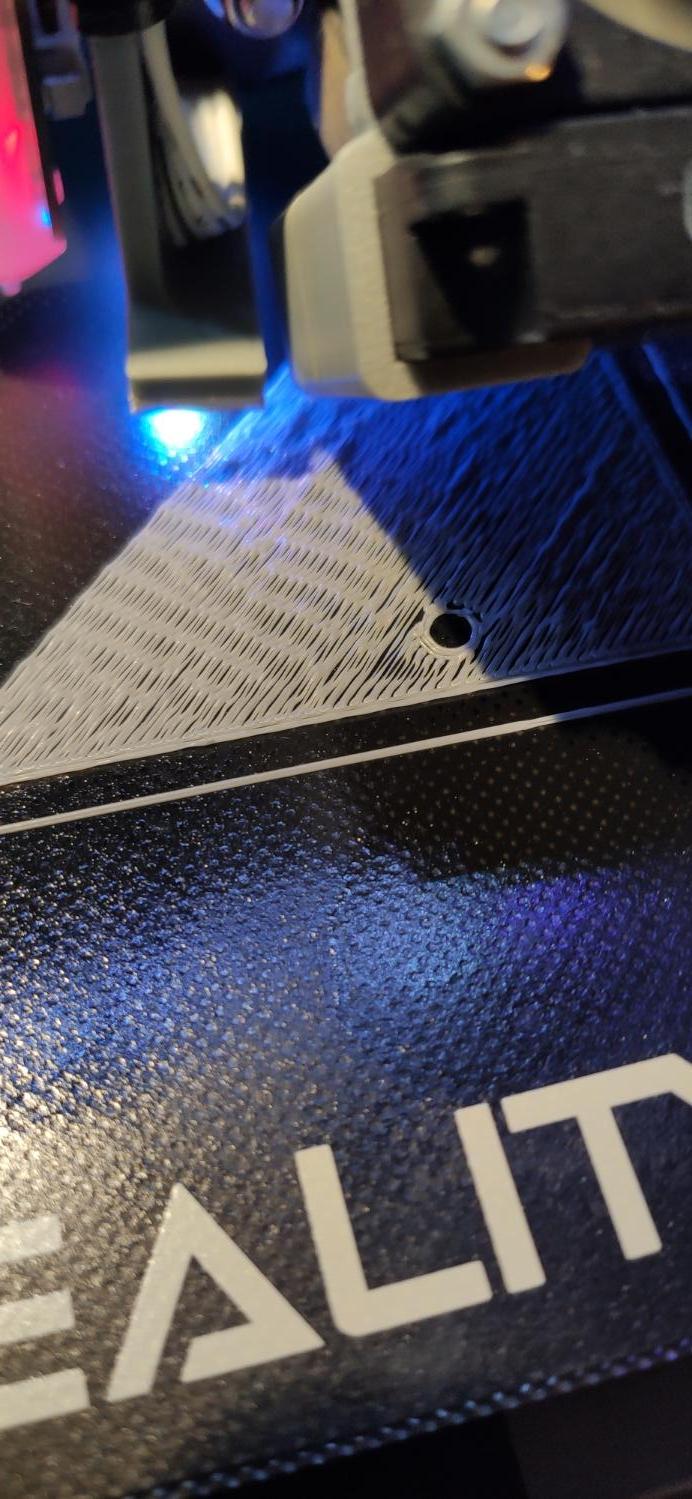
Ciao e grazie. Sono stato ininterrottamente a lavorare sulla stampante da quando ho scritto il post, direi giorno e notte (visto che sono in isolamento) quindi scusa per il ritardo nella mia risposta. Tornando al dunque, si la lacca la uso da quando ho messo il piano in vetro, quindi da diversi mesi ormai, anche se non mi è ben chiaro se la devo far seccare sul piano e poi stampare o se devo necessariamente stampare quando è ancora fresca che attacca tantissimo. ho diminuito di 5 gradi, sembra non inarcarsi più, ma l'inarcamento me lo fa lievemente e con stampe che durano diverse ore, e che raggiungono e superano anche i 200 layers (se stampo il classico cubetto XYZ non da questo problema). Comunque ora con la diminuzione della temperatura del piano vedrò come si comporta.. Ora è sorta un'altra problematica, ed è sparita quella precedente (così sembrerebbe): In questi due giorni ho fatto i seguenti passi: Smontato interamente la stampante, e rimontata controllando ogni minimo gioco, interferenza e tolleranze geometriche. Aggiornato il firmware all'ultima versione di Marlin, e sistemati i settaggi (non ho modificato i valori macchina come step per mm e simili). Per qualche motivo ha iniziato a stampare il primo strato abbastanza distante dal piano, quindi ho regolato l'offset sonda a -1.40mm in modo da avvicinarmi leggermente (prima era -1.36mm). Adesso però, pur non grattando piu sulla stampa (dovrò stampare più cose diverse prima di poterlo confermare ufficialmente), si presenta come una sottoestrusione, come se il filamento che esce non fosse abbastanza. Ho quindi fatto il flow test che si trova su thingiverse, che mi pare fatto bene.. https://www.thingiverse.com/thing:3397997 E il flusso risulta perfetto. Controllati gli step per mm del trascinatore, misurando la lunghezza di filo trascinato, anche qui nessun problema. Ho "sturato" il nozzle con un ago apposito fornito con la stampante, rimosso il filamento e rimesso, anche questo non è servito. cosa potrebbe essere? sono ancora troppo distante dal piano? Allego foto.
-
Inspiegabile problema di asse Z
LorenzoB ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, essendo il mio primo post mi presento, mi chiamo Lorenzo, ho 22 anni e sono in possesso di una Ender 3 Pro da circa 1 anno. Sono un tecnico elettronico, ma ho fatto corsi anche attinenti all'informatica e alla meccanica, i quali mi aiutano parecchio anche nel mondo della stampa 3D. Da parecchi mesi a questa parte la Ender ha deciso di iniziare a stampare di m@#$&. Forse mi sta punendo per averla spostata da un mobile ad un'altro, forse si sentiva più a suo agio dov'era prima... Fattostà che...dopo svariati mesi di upgrade vari, soldi spesi e tanto, tanto tempo buttato, non sono ancora riuscito a capire DOVE sia il problema, e quindi COME risolvere.. Elenco gli upgrade più importanti che ho fatto alla stampante, in ordine cronologico: Sostituzione della scheda originale con una SKR 1.4 Turbo, dotata di 5 driver TMC2209. Montaggio del BL touch. Sostituzione del letto originale con uno in vetro temperato rivestito Aggiunta del secondo motore per l'asse Z in modo da annullare l'inclinazione della barra dell'asse X installazione sistema Bowden di Capricorn. Questi upgrade sono stati fatti con la speranza di eliminare il problema ma ogni volta questo si ripresenta... Ora che mi sono divertito a tenere sulle spine il lettore, arrivo al dunque: IL PROBLEMA In buona sostanza, l'ugello stampa troppo vicino alla plastica gia stampata, e si sente un costante sfregamento. aggiungo che gli step per mm di tutti gli assi sono davvero perfetti, se misuro con il calibro, la misura spacca il ventesimo di millimetro. Inoltre (e questo lo fa solo con le stampe più grandi) gli angoli della stampa si inarcano verso l'alto staccandosi dal letto, spegnere la ventola di raffreddamento pezzo non aiuta. Stampo PLA a 200 gradi di nozzle, 60 di letto. Io non capisco, perchè il primo strato è stampato correttamente (secondo me, ma su richiesta posso mandare alcune foto) e poi come inizia ad arrivare al terzo/quarto strato comincia a grattare. La stampa di per se alla fine non viene neanche uno schifo (se togliamo l'inarcamento degli angoli), però è il COME viene fatta che non mi piace, è evidente che c'è qualche problema. Spero che qualcuno con più esperienza nella stampa 3D possa aiutarmi, è una problematica che non ho trovato da nessuna parte su internet, in un anno di ricerche. Grazie e buona serata a tutti.