Geipeg
-
Numero contenuti
115 -
Iscritto
-
Ultima visita
Obiettivi di Geipeg
")





-
errore slicing tinkercad/prusaslicer
Geipeg ha risposto a traffick nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
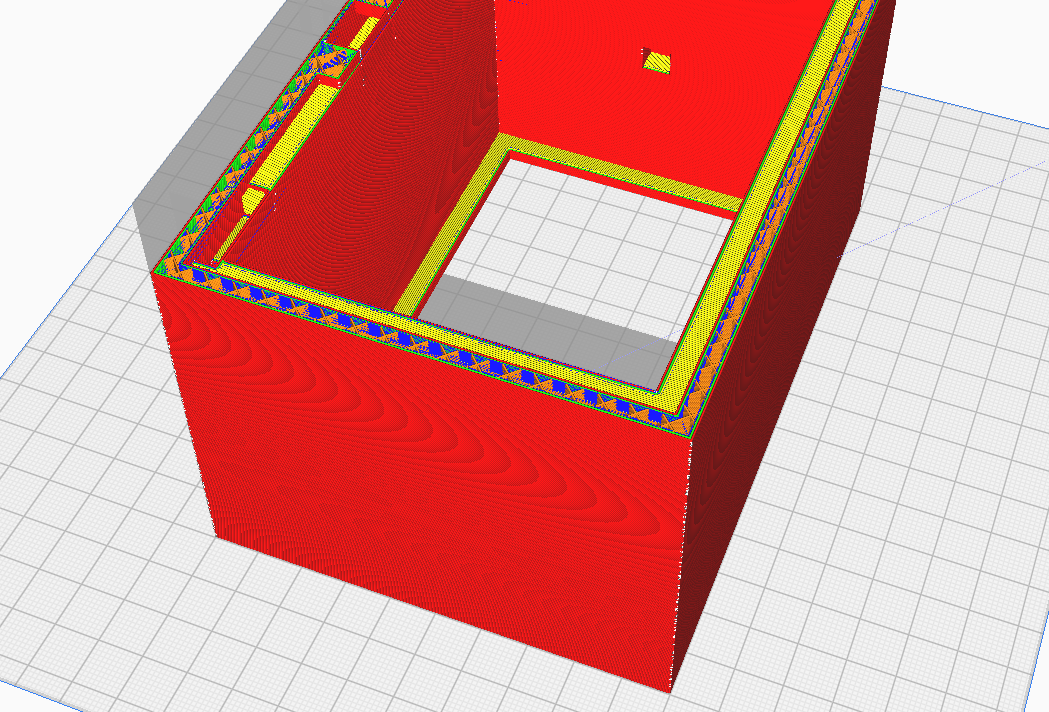
non ho capito... ti serve un tetto? allora lo devi disegnare e stampare sottosopra, la foto era solo l'anteprima ad una altezza x, il tuo disegno non ha tetto... -
errore slicing tinkercad/prusaslicer
Geipeg ha risposto a traffick nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
forse fa casino con i supporti?! hai cose nascoste, se si poi come li togli? -
errore slicing tinkercad/prusaslicer
Geipeg ha risposto a traffick nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
sembra ok! in cura...
-
Impossibile stampare dopo problema meccanico
Geipeg ha risposto a Fabio kobra nella discussione Problemi generici o di qualità di stampa
fatto danni anch'io con sonda, livellamento e klipper..... per regolare bene flusso e altezza ugello ho disegnato un semplice quadrato 60 x 60 x 0,6 mm e al primo strato ti fai gia' una buona idea e lo regoli al volo.. -
Porblema di warping ????
Geipeg ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
quante linee perimetrali hai impostato? -
l'offset x y e' la posizione della sonda rispetto al nozzle, la misuri come puoi e rimane fissa se non sposti la sonda.... praticamente quando farai lo z home, al centro del piatto ci sara' la sonda e non l'ugello. Almeno credo! 😂
-
bisogna stare attenti con gpt, io ho quasi rotto la stampante per un problema hardware che credevo fosse di impostazioni, ho risolto cosi.... Problema: Usando uno Sprite Extruder Pro con un CR-Touch collegato tramite la schedina integrata dell’estrusore, il CR-Touch generava errori ("BLTouch failed to verify sensor state") e si comportava in modo anomalo durante il probing. Soluzione: Collegare il CR-Touch direttamente alla scheda madre (Creality 4.2.2), bypassando la schedina dello Sprite Pro, ha risolto il problema. Conclusione: La schedina dello Sprite Pro potrebbe introdurre interferenze o problemi nel segnale. Consiglio di verificare questa connessione se riscontrate comportamenti anomali del CR-Touch.
-
Impossibile stampare dopo problema meccanico
Geipeg ha risposto a Fabio kobra nella discussione Problemi generici o di qualità di stampa
da quello che vedo la tua stampante ha il livellamento automatico, probabilmente senza pei ha salvato impostazioni di z off set sbagliate. Riprendi il manuale e ricomincia da capo....... geipeg -
[PETG+PVA] PVA per supporti di oggetti in PETG
Geipeg ha risposto a Gae Tano nella discussione Materiali di stampa
sempre "da prendere con le pinze" ....sei alto di ugello, il pet g e' sovraestruso, si vedono i layer sovrapposti nello skirt, il supporto sottoestruso. Il pet io l'ho sempre stampato impostato a 60 gradi, che poi misurati agli infrarossi sono 50 e solo ultimamente con un pet viola particolarmente b... ho impostato 70 che poi sono 60....... quindi abbasserei la temperatura visto anche quel piatto tipo carta vetrata..... 🙂 geipeg -
Vi prego aiutatemi,
Geipeg ha risposto a sebaxtian nella discussione Problemi generici o di qualità di stampa
sembra un particolare molto piccolo, prova ad aumentare il tempo minimo per strato, togliere la retrazione al cambio strato e anche la ventilazione, usala solo per piccoli sbalzi o particolari ancora piu' piccoli con il petg. Comunque difficile da capire con questa foto che problemi hai, e' un materiale che puo' dare grandi soddisfazioni ma a volte puo; metterti in crisi con il solo cambio di colore..... geipeg -
controlla di aver settato l'alimentatore a 220 V. Quando l'accendi a parte le ventole non deve fare assolutamente nulla......
-
PLA per targhetta esterne (?)
Geipeg ha risposto a Simone80 nella discussione Problemi generici o di qualità di stampa
se odi il pet g prendi un campione di abs....😄 Formfutura - Campione di filamento per stampante 3D, in ABS, 1,75 mm, colore: Bianco ghiaccio : Amazon.it: Commercio, Industria e Scienza -
PLA per targhetta esterne (?)
Geipeg ha risposto a Simone80 nella discussione Problemi generici o di qualità di stampa
non andrai in crisi per un kilo di peg-t...... se poi questa targhetta deve durare per un tempo limitato stampa con quello che hai. geipeg -
FreeCad: disegno meccanico parametrico libero e gratuito
Geipeg ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
come va? Vi serve un tavolo da soggiorno???🤣🤣 Geipeg