Crys96
-
Numero contenuti
8 -
Iscritto
-
Ultima visita
Obiettivi di Crys96
")
Newbie (1/14)
4
Reputazione Forum
-
Possibile sotto estrusione ABS Anycubic Chiron
Crys96 ha pubblicato una discussione in Problemi generici o di qualità di stampa
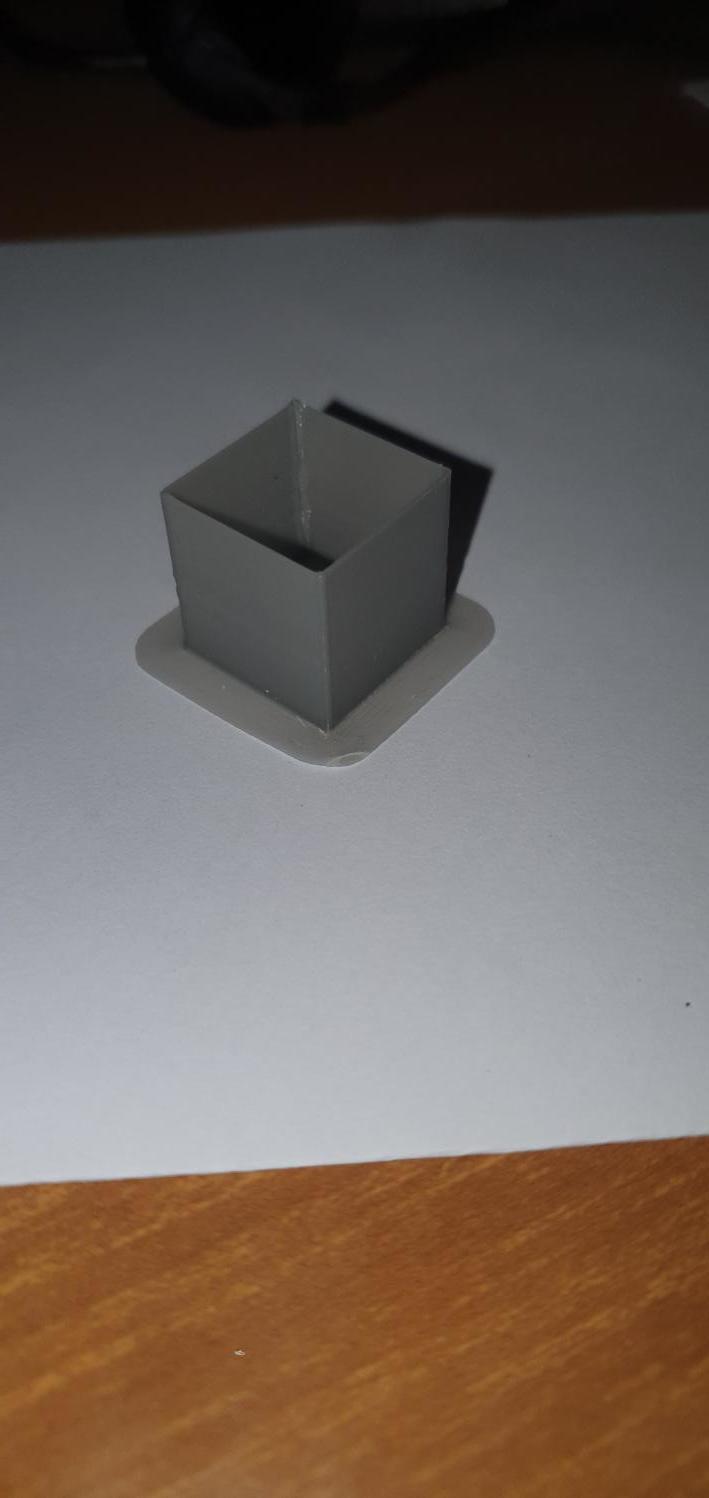
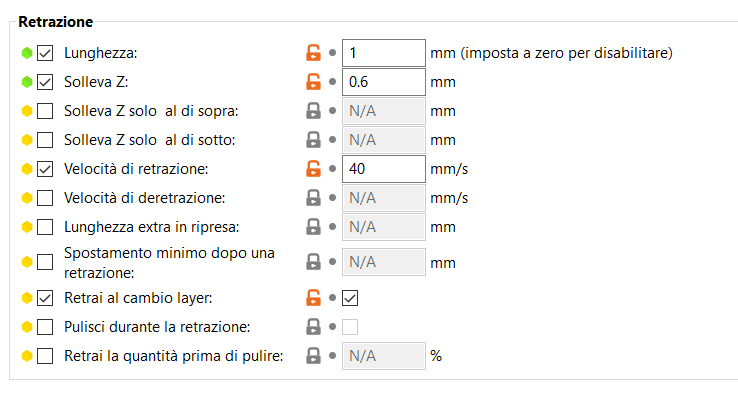
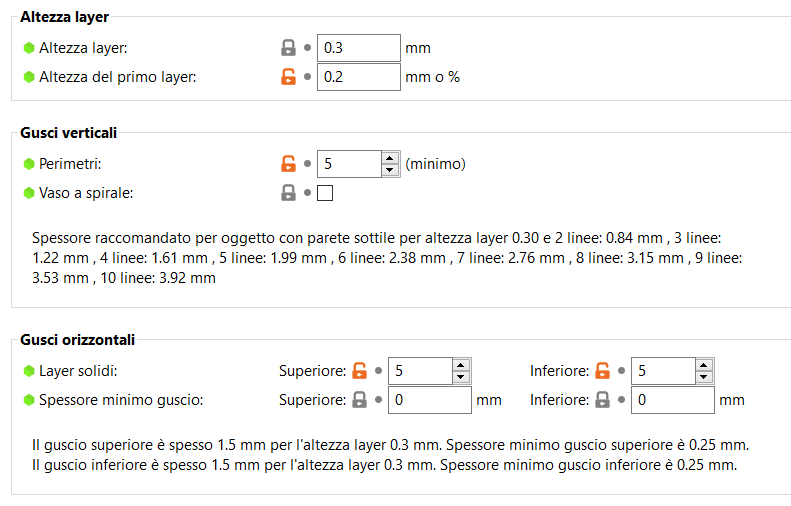
Buonasera, sto impazzendo da un paio di giorni per capire come risolvere questo problema, stampo in box chiuso ma come da foto allegate non riesco a trovarne la causa, il cubo vuoto lo stampa senza problemi mentre con i perimetri e il riempimento iniziano i problemi, ho settato i vari stepp/mm di estrusore e assi, non so più che pesci pigliare, chiedo consiglio a chi è sicuramente più esperto di me. Uso Prusa Slicer.
-
Modificare firmware Anycubic Chiron
Crys96 ha risposto a Crys96 nella discussione Software di slicing, firmware e GCode
Certamente! Con tanta pazienza ho regolato tutti i valori che mi interessavano, grazie mille per la disponibilità, e direi problema risolto. -
Modificare firmware Anycubic Chiron
Crys96 ha risposto a Crys96 nella discussione Software di slicing, firmware e GCode
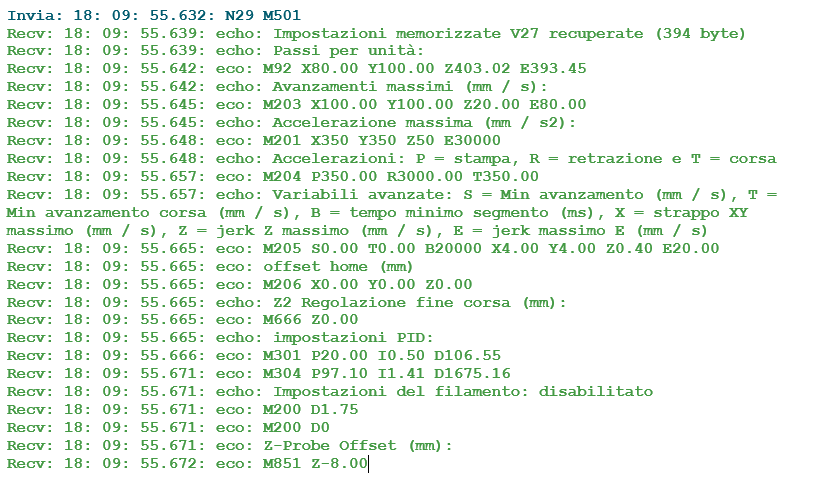
Ho inviato M115 direttamente dalla console del server e mi ha restituito questo: Mesg: 9: 42: 16.964: Dtr: false Rts: false Mesg: 9: 42: 17.000: Dtr: true Rts: true Recv: 9: 42: 17.906: inizio Invia: 9: 42: 17.906: N1 M110 Invia: 9: 42: 17.906: N3 M115; Ottieni funzionalità e informazioni del firmware Invia: 9: 42: 17.906: N4 M220 S100; Moltiplicatore di velocità 100% Invia: 9: 42: 17.906: N5 M221 S100; Moltiplicatore di flusso 100% Invia: 9: 42: 17.906: N6 G92 E0 Invia: 9: 42: 17.906: N7 G90 Invia: 9: 42: 17.906: N8 M82 Recv: 9: 42: 17.922: eco: V1.3.0 Recv: 9: 42: 17.922: 1.1.0-RC8 Recv: 9: 42: 17.922: echo: Ultimo aggiornamento: 06-12-2016 12:00 | Autore: (Jolly, xxxxxxxx.CO.) Recv: 9: 42: 17.922: compilato: 25 ottobre 2018 Recv: 9: 42: 17.922: echo: Memoria libera: 3118 PlannerBufferBytes: 1168 Recv: 9: 42: 17.929: echo: impostazioni memorizzate V27 recuperate (394 byte) Recv: 9: 42: 17.929: echo: Passi per unità: Recv: 9: 42: 17.932: eco: M92 X80.00 Y100.00 Z400.00 E405.00 Recv: 9: 42: 17.932: echo: Velocità di avanzamento massime (mm / s): Recv: 9: 42: 17.935: eco: M203 X100.00 Y100.00 Z20.00 E80.00 Recv: 9: 42: 17.935: echo: Accelerazione massima (mm / s2): Recv: 9: 42: 17.939: eco: M201 X350 Y350 Z50 E30000 Recv: 9: 42: 17.939: echo: Accelerazioni: P = stampa, R = retrazione e T = corsa Recv: 9: 42: 17.948: eco: M204 P350.00 R3000.00 T350.00 Recv: 9: 42: 17.948: echo: Variabili avanzate: S = Min feedrate (mm / s), T = Min feedrate (mm / s), B = minimo segmento time (ms), X = massimo XY jerk (mm / s), Z = jerk Z massimo (mm / s), E = jerk massimo E (mm / s) Recv: 9: 42: 17.956: eco: M205 S0.00 T0.00 B20000 X4.00 Y4.00 Z0.40 E20.00 Recv: 9: 42: 17.956: eco: offset home (mm) Recv: 9: 42: 17.956: eco: M206 X0.00 Y0.00 Z0.00 Recv: 9: 42: 17.956: eco: Z2 Regolazione fine corsa (mm): Recv: 9: 42: 17.956: eco: M666 Z0.00 Recv: 9: 42: 17.956: echo: impostazioni PID: Recv: 9: 42: 17.957: eco: M301 P20.00 I0.50 D106.55 Recv: 9: 42: 17.962: eco: M304 P97.10 I1.41 D1675.16 Recv: 9: 42: 17.962: echo: Impostazioni del filamento: disabilitato Recv: 9: 42: 17.962: eco: M200 D1.75 Recv: 9: 42: 17.962: eco: M200 D0 Recv: 9: 42: 17.962: eco: Z-Probe Offset (mm): Recv: 9: 42: 17.962: eco: M851 Z-17.00 Recv: 9: 42: 23.674: MEANL_L: 85 eco: scheda SD ok Invia: 9: 42: 23.739: N9 G21; Usa mm come unità Invia: 9: 42: 23.740: N10 M114 Invia: 9: 42: 23.740: @getip Recv: 9: 42: 23.750: X: 0.00 Y: 0.00 Z: 0.00 E: 0.00 Conteggio X: 0 Y: 0 Z: 0 (2) Invia: 9: 42: 23.750: M117 192.168.1.103:3344 Recv: 9: 42: 23.909: echo: scheda SD ok Invia: 9: 42: 32.029: @getip Invia: 9: 42: 32.037: M117 192.168.1.103:3344 Invia: 9: 42: 34.157: N23 M115 -
Modificare firmware Anycubic Chiron
Crys96 ha risposto a Crys96 nella discussione Software di slicing, firmware e GCode
Come vedi dallo screen allegato non posso accedere alla modifica del firmware eeprom seppur la stampante è online e gestibile da pc, non capisco dove ho sbagliato, ho provato a rifare la riconfigurazione un paio di volte ma ho lo stesso risultato, me l'ha rilevata automaticamente con la velocità in baund di 250000 però anche provando a rilevare automaticamente il firmware non me lo rileva. Ora provo a seguire la guida che mi hai allegato, ti faccio sapere!
-
Modificare firmware Anycubic Chiron
Crys96 ha pubblicato una discussione in Software di slicing, firmware e GCode
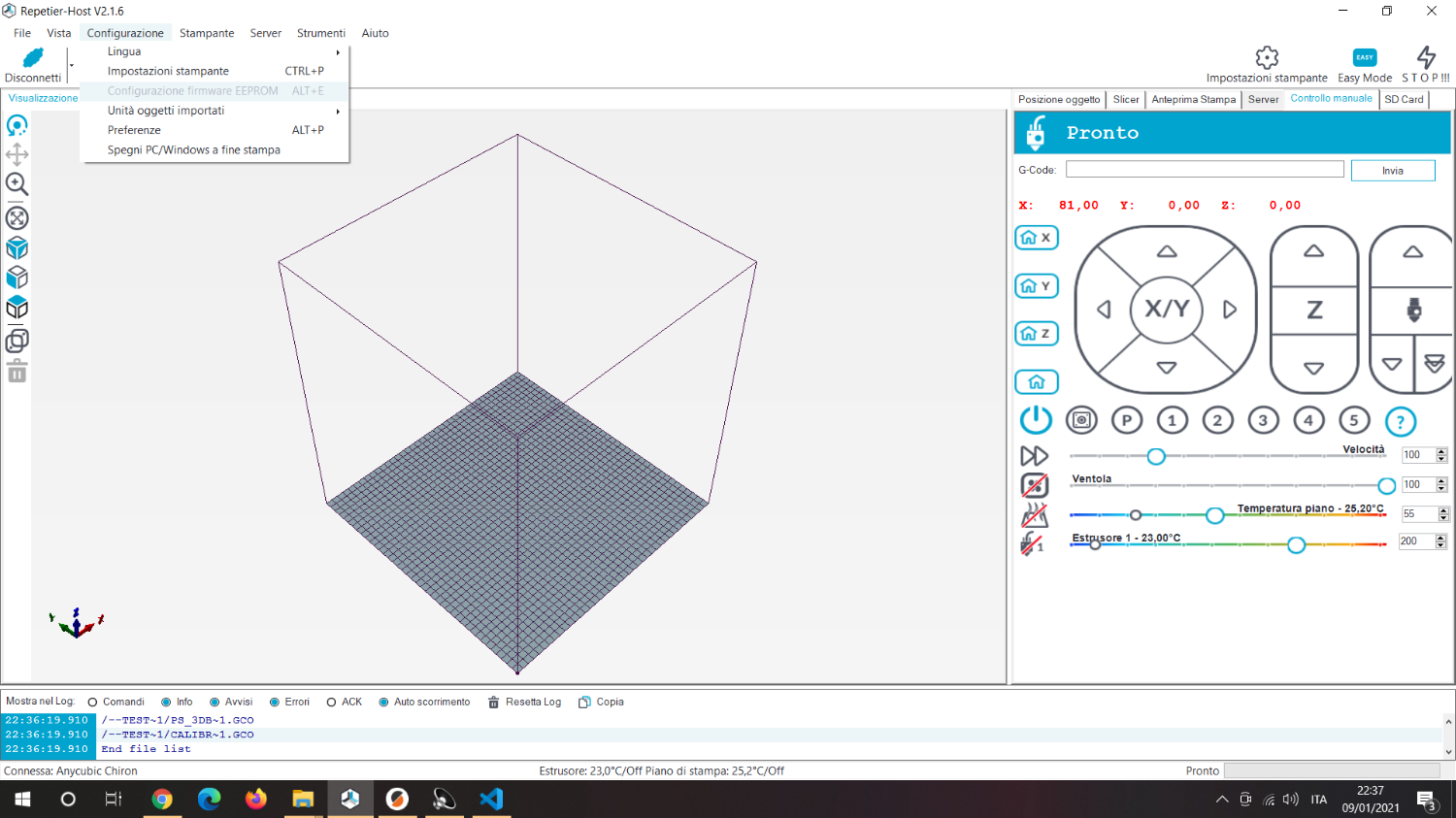
Buonasera, Stavo facendo qualche test per determinare gli step/mm dell'estrusore e dagli assi XYZ ed eventualmente correggere il firmware (1.3.0), solamente che repetier host non mi rileva il firmware eeprom seppur la rilevi correttamente tramite repetier host server e posso controllarla direttamente da pc, l'unico errore che ho riscontrato in fase di configurazione è che non rilevava correttamente il firmware marlin. Non conosco altri modi per correggere velocemente gli step/mm perciò chiedo qui se qualcuno l'ha già fatto o sa come risolvere il problema. -
Tanti problemi con la TRONXY X5SA PRO
Crys96 ha pubblicato una discussione in Problemi generici o di qualità di stampa
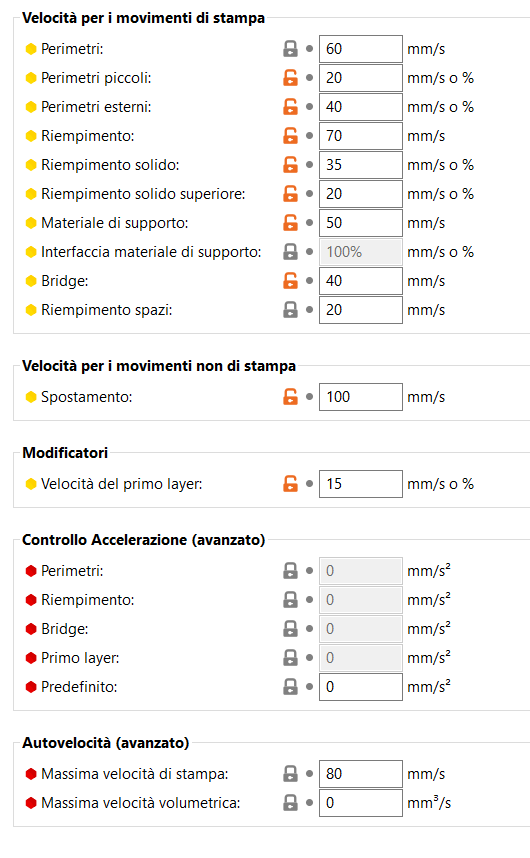
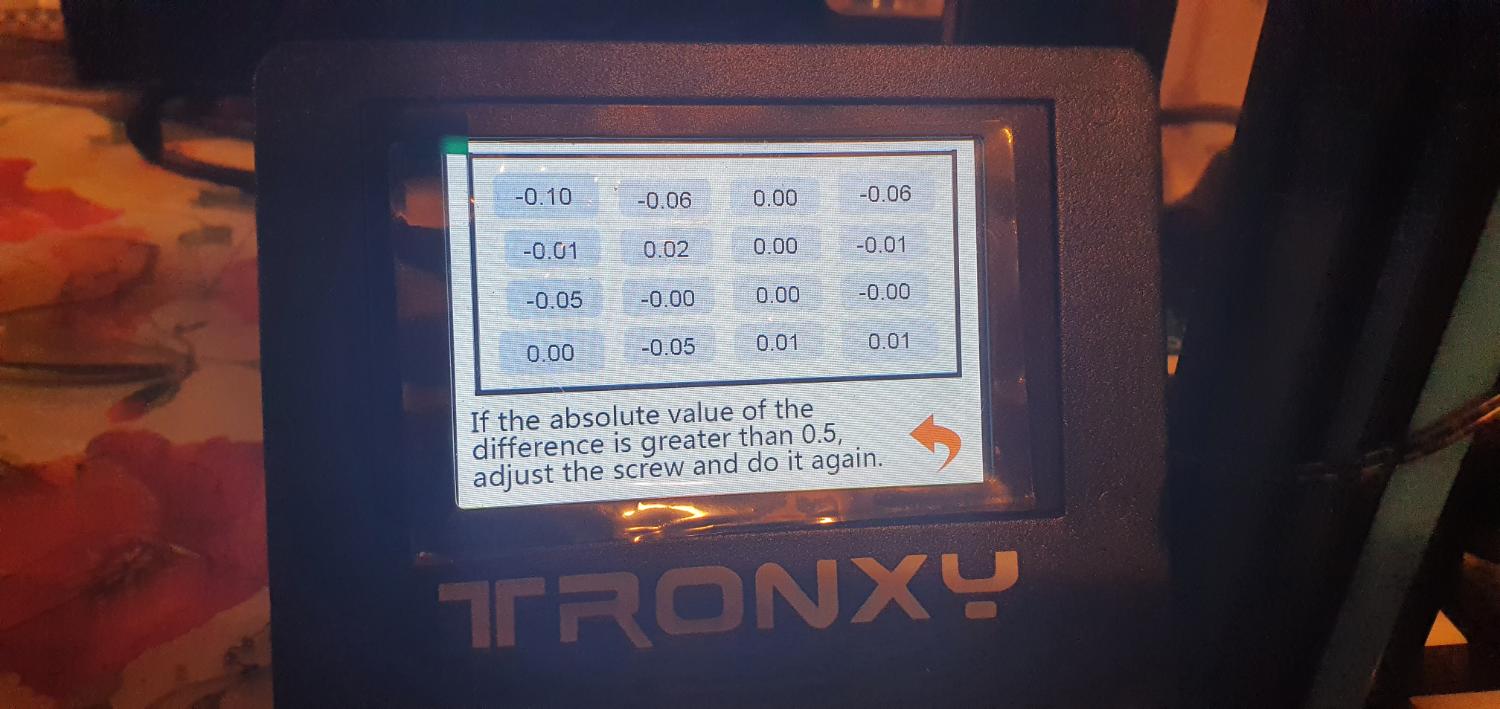
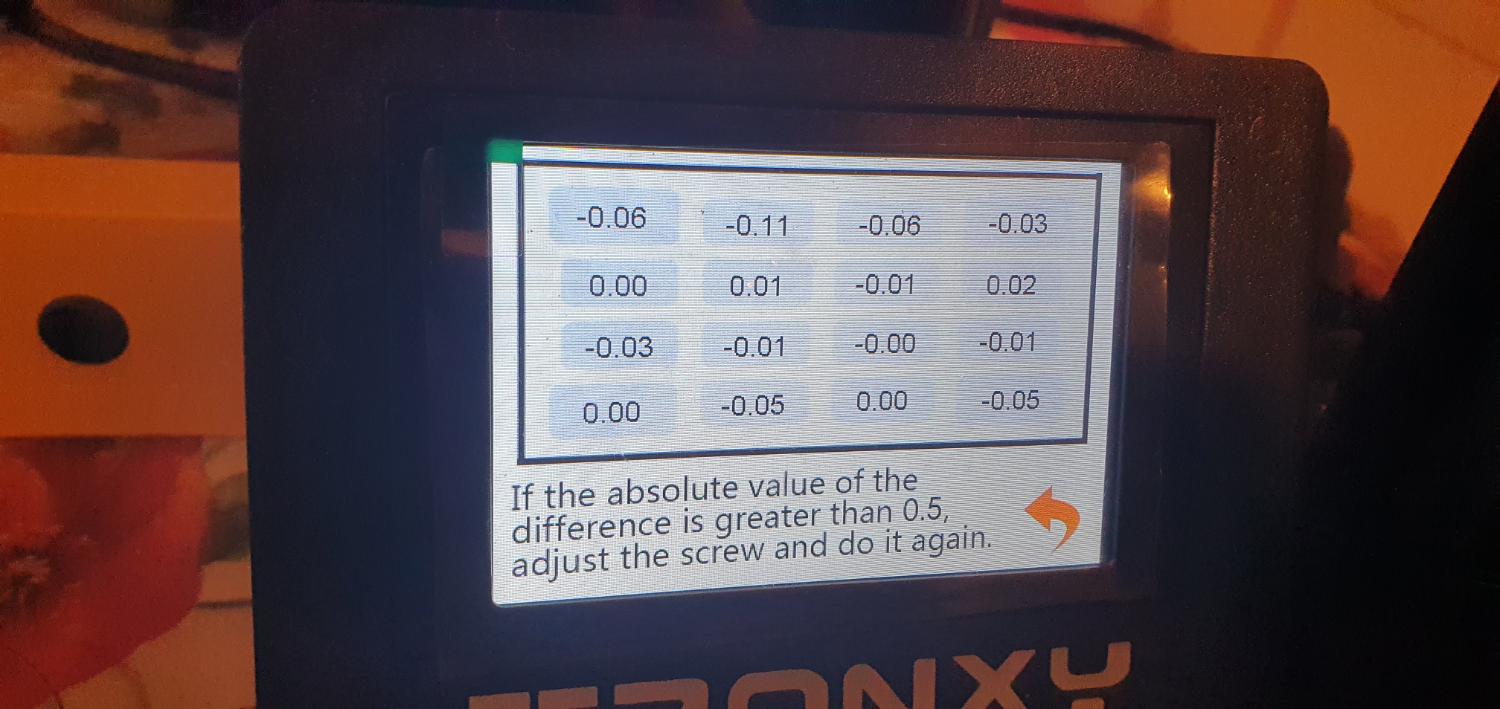
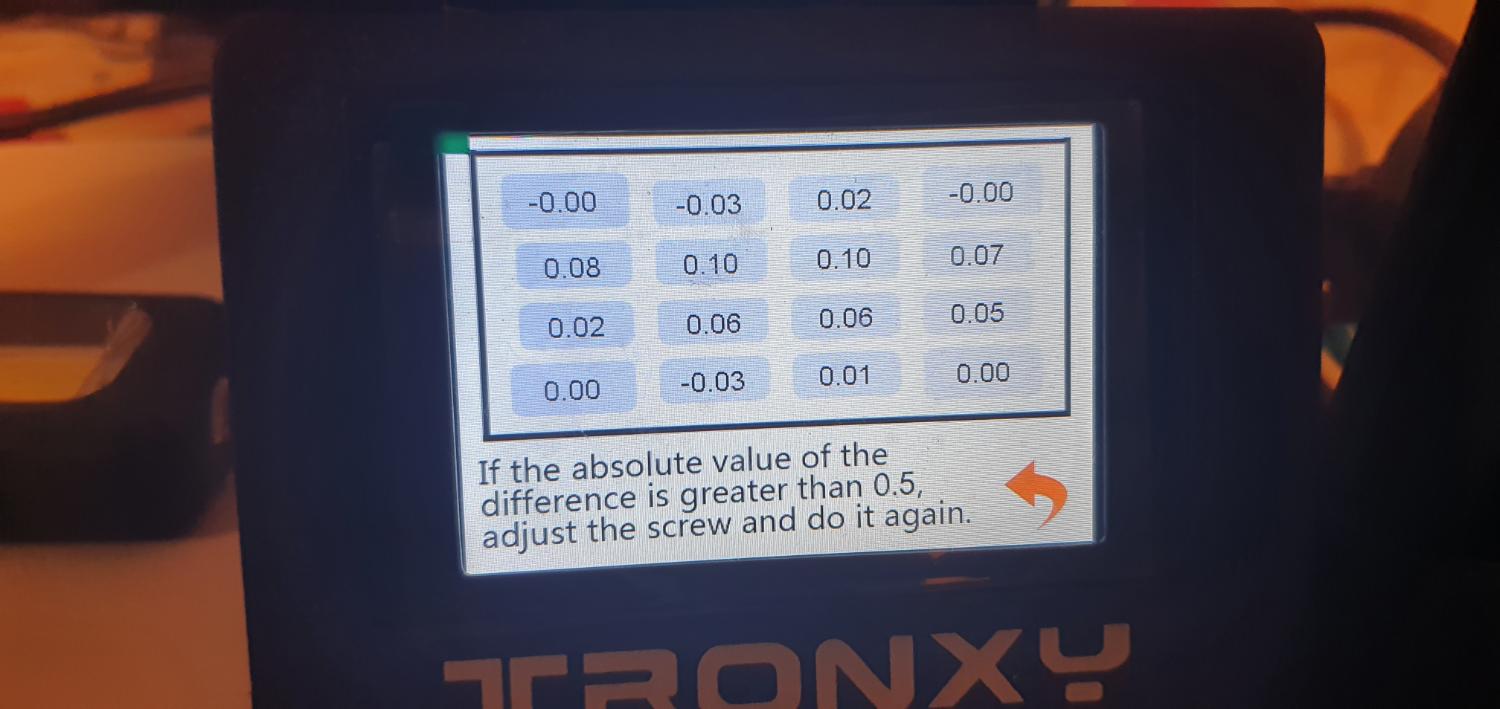
Buonasera, vi chiedo un parere perchè sinceramente questa stampante mi sta facendo parecchio dannare. Comincio con il dire che ne ho acquistate due convito che la prima fosse difettata di fabbrica ma purtroppo ho notato gli stessi problemi anche con la seconda; - Problemi di montaggio - - Nel kit mi sono arrivati i due accoppiamenti (non so come chiamarli) dell'asse Z fra motore e barra filettata forati in modo differente, ovvero uno corretto in cui passava perfettamente sia l'albero del motore che la barra filettata, l'altro forato giusto per il motore e più piccolo per la barra filettata, quindi non bloccabile con i grani, problema risolto effettuando il foro con il tornio. - I rulli dei 2 carrelli dell'asse X con troppo attrito con la guida, risolto regolandoli con le viti apposite - Il cuscinetto troppo alto per la cinghia che scorre sul carrello destro e sul motore X, una volta sul fondo verso il motore la cinghia lavorava piana a destra del motore ma a sinistra era in salita e capitava che perdeva la posizione di stampa perchè scivolavano i denti con i movimenti rapidi nonostante la cinghia fosse tesa correttamente, inoltre con la prima stampante si è addirittura sgabbiato il cuscinetto inferiore, risolto accorciando lo spessore sotto al cuscinetto. - Problemi durante la stampa - - L'asse Z talvolta si inclina maggiormente su un lato, risolto tirando al massimo tutti i grani delle barre filettate e stampando degli spessori per verificarne il corretto livellamento sia in alto che in basso, inoltre sto ancora aspettando il kit con la cinghia che unisce i due motori per maggior sicurezza. - Problemi con la retrazione, tutt'ora non riesco a trovare la giusta regolazione fra velocità e lunghezza di retrazione del filamento in ABS, ho lo Z hop a 0.06 mm con 12mm e 30mm/s di retrazione sull'estrusore (mi sembrano fin troppo esagerati paragonandoli al PLA) e su certi pezzi da stampare sugli spostamenti ho i classici filamenti da retrazione mal settata, eppure stampo a 60mm/s mentre con il primo layer a 30 mm/s e per spostamenti a 100 mm/s con i rallentamenti sui perimetri esterni, e ponti ecc, anche qui confido nel vostro aiuto. - Livellamento quasi impossibile del letto di stampa, parto dal presupposto che è montato correttamente come da manuale con vite rondella molla e dado di regolazione, seppur lo 0, X,Y è corretto legge 16 punti in modo non simmetrico sull'asse Y, ovvero il primo lo legge a filo letto e l'ultimo lo legge a 5 cm dal bordo, mediamente passo un'ora o due a cercare il livellamento perfetto con la tolleranza massima di 0.5 come consigliato mai trovata, a volte capita che faccio due volte di seguito l'auto livellamento senza toccare nulla e mi legge valori completamente diversi, oppure nella maggior parte dei casi sballano o in negativo o in positivo (allego un paio di foto del massimo che ho ottenuto dopo due ore di regolazioni microscopiche), problema ancora non risolto e confido un un vostro parere, come slicer uso Prusa Slicer perchè mi sembra il migliore, stampo ABS con temperature 260/110 0.2 al primo layer e 250/100 0.3 per tutti gli altri, ventole spente e stampante chiusa in un box di plexiglass, ho fatto il test con la temp tower, ho notato che l'adesivo del piatto sopra il letto tende a staccarsi perchè si scioglie la colla fra i due, magari è per la temperatura alta continua nel box chiuso che fa sciogliere la colla creando una deformazione impercettibile a vista ma rilevata dal sensore? volevo provare ad usare un piano in vetro della Geeetech ma sono fermo per il problema successivo. -Problema sensore dell'auto livellamento, in entrambe le stampanti dopo un po' di stampe (fra errori e pezzi grandi/piccoli riusciti abbastanza bene) il sensore non da più segni di vita, morto completo senza un'apparente motivo (anche qui magari la temperatura eccessiva cuoce l'elettronica del sensore?), con la prima stampante (mentre aspettavo la seconda) avevo provato a tagliare il sensore, livellare a mano con il classico foglio A4 ed a dargli io il consenso di stop dell'asse Z tramite pulsante ma con scarsi risultati, o troppo alto o troppo basso, essendo ancora una volta a piedi e visti i tempi biblici dalla Cina leggendo un vostro post ho acquistato il sensore Heschen LJ18A3-8-Z/BX apparentemente compatibile e da adattare, arriverà settimana prossima, nel frattempo vi chiedo un parere su come sia possibile che entrambi i sensori siano morti in così poco tempo e se si possa modificare il gcode del firmware in modo da impostare uno Z0 manuale e escludere il sensore all'avvio della stampa, ho contattato anche l'assistenza Tronxy e attendo loro parere. Questa è tutta la mia pessima esperienza con questa stampante, mi scuso del "papiro" ma sono parecchio perplesso sui miei possibili errori e spero che ci sia qualche buon'anima che mi illumini.
-
Breve post di presentazione prima di chiedervi un consiglio. Mi chiamo Cristian, 24 anni, fin da piccolo appassionato di informatica elettronica e fai da te seppur lavoro come operaio metalmeccanico da 3 anni. Ho iniziato il mio percorso da neofita nella stampa 3D qualche mese fa per ampliare le mie possibilità nel fai da te, a livello di CAD nessun problema essendo abbastanza smanettone, qualche difficoltà con la stampate che ho acquistato (per cui aprirò un post dedicato a breve visto che ho dato un'occhiata a quelli già presenti ma non ho trovato soluzioni utili).
-
- 2
-