riemanndiy
-
Numero contenuti
21 -
Iscritto
-
Ultima visita
Obiettivi di riemanndiy
")





-
Problema con importare un file .stl in tinkercad?
riemanndiy ha pubblicato una discussione in Software di slicing, firmware e GCode
Salve a tutti, non riesco ad importare un file di un ingranaggio che ho scaricato da un sito su TinkerCad (credo perché sia molto ricco di dettagli). Riesco ad aprirlo solo su Fusion360 (che è veramente un incubo da utilizzare, per chi come me non ha grosse esigenze). Come posso modificare questo file .stl in modo tale che possa essere letto da TinkerCad, credo che una "diminuzione della risoluzione" con pochi dettagli possa risolvere questo problema. Il file non è danneggiato e riesce ad essere aperto anche dai software di default di windows (print3D). Come posso risolvere? vi allego il file. Grazie NSU3-30J15_On.stl -
Realizzazione oggetto in metallo utilizzando "calco" stampato in 3D?
riemanndiy ha risposto a riemanndiy nella discussione Materiali di stampa
Sono talmente focalizzato sulla stampa 3D che non avevo tenuto in considerazione forse la più semplice delle soluzioni (ammesso di trovare l'ingranaggio delle giuste dimensioni!), 😃. Adesso proverò a dare un occhiata in giro per il web! -
Realizzazione oggetto in metallo utilizzando "calco" stampato in 3D?
riemanndiy ha risposto a riemanndiy nella discussione Materiali di stampa
Questo è il video di cui parlavo.. -
Realizzazione oggetto in metallo utilizzando "calco" stampato in 3D?
riemanndiy ha risposto a riemanndiy nella discussione Materiali di stampa
Non capisco che cosa intendi per adattarci dei componenti prelavorati. Potresti essere più specifico? Non sono molto esperto. Penso che la mia soluzione sia assolutamente quella di realizzare questo oggetto in metallo. Non credo che nessuna plastica sia una soluzione definitiva, per ciò che mi serve. -
Realizzazione oggetto in metallo utilizzando "calco" stampato in 3D?
riemanndiy ha pubblicato una discussione in Materiali di stampa
Salve, ho costruito un piccolo motoriduttore che muove un oggetto abbastanza pesante. Gli ultimi ingranaggi di plastica durano pochi giorni dopo di ché cominciano a spappolarsi i denti dell'ingranaggio. Per questo motivo mi servirebbe realizzare quest'ingranaggio in metallo. La tecnica credo sia quella della cera persa: in pratica ho visto su youtube (non riesco a trovare il video) che viene inserito l'oggetto in plastica dentro un certo contenitore che resiste a temperature altissime, questo contenitore viene riempito di ceramica, con al centro l'oggetto in plastica. Prima che questo contenitore (con dentro l'oggetto in 3D e la ceramica) viene praticato un foro nella parte superiore della ceramica. Si inserisce il contenitore dentro una fornace e la ceramica "si solidifica", mentre la plastica evapora. In questo modo rimane il calco che successivamente verrà riempito di metallo. Vi chiedo chi in Italia potrebbe realizzare un processo simile e quanto potrebbe costare un oggetto del genere in metallo? Allego l'oggetto 3D, grazie Gear 7 (1).stl -
Stampare oggetti Benchmark di precisione (Ender3)
riemanndiy ha risposto a riemanndiy nella discussione Problemi generici o di qualità di stampa
Allora su Cura ho come parametro Layer Height 0.2mm. Di default credo che questo flow percentage sia del 100% giusto? Ho controllato su questo sito e nel customizzare il profilo di stampa aggiungo il parametro flow nella "sezione: Material" e posso dunque settare il flow che voglio (in questo caso setto questo parametro come 93% - 95%?), intendi questo? Altrimenti farei M221 S93 oppure M221 S95. Un'ultima domanda: il gcode lo mando nella schermata di Cura MONITOR (come in questa foto qua sotto)? Se lancio questo comando mi cambia questo parametro per tutte le stampe o solo per una? (mai scritto un g-code)
-
Stampare oggetti Benchmark di precisione (Ender3)
riemanndiy ha risposto a riemanndiy nella discussione Problemi generici o di qualità di stampa
cosa posso fare cambio il nozzle? Ecco le foto con formato normale, non so perché me le ritrovi con questo .heic
-
Stampare oggetti Benchmark di precisione (Ender3)
riemanndiy ha risposto a riemanndiy nella discussione Problemi generici o di qualità di stampa
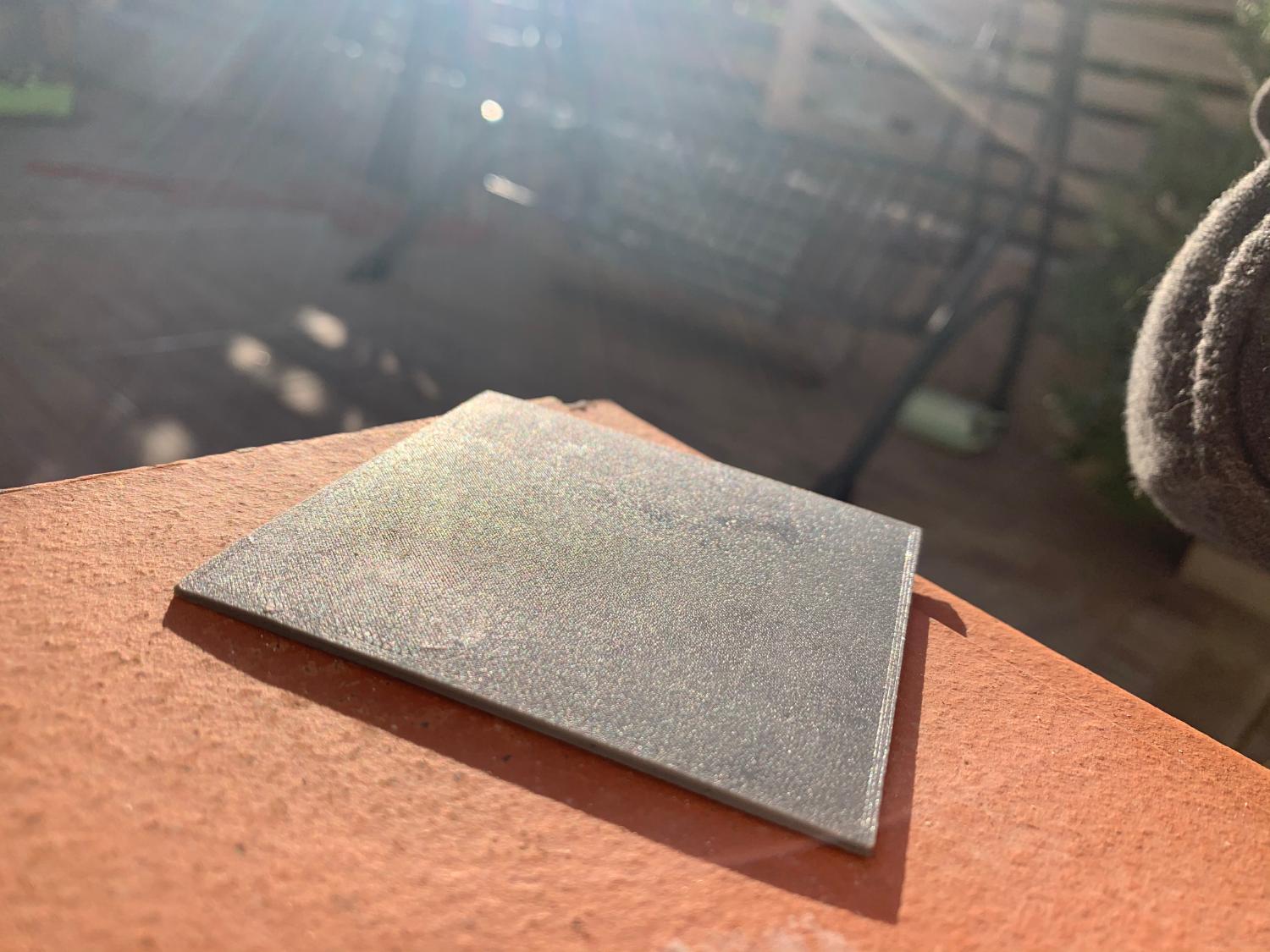
Ho stampato un tassello e un dado che funzionano abbastanza bene e un "cubo" 80x80 di altezza 2mm. Adesione al piatto del "cubo" sembra ok, ma nell'ultimo layer si vede l'imprecisione della stampa: nella parte centrale la plastica è molto ruvida, agli angoli liscia. Quali test posso fare oltre il livello del piatto? IMG_0211.HEIC IMG_0209.HEIC IMG_0208.HEIC -
Stampare oggetti Benchmark di precisione (Ender3)
riemanndiy ha risposto a riemanndiy nella discussione Problemi generici o di qualità di stampa
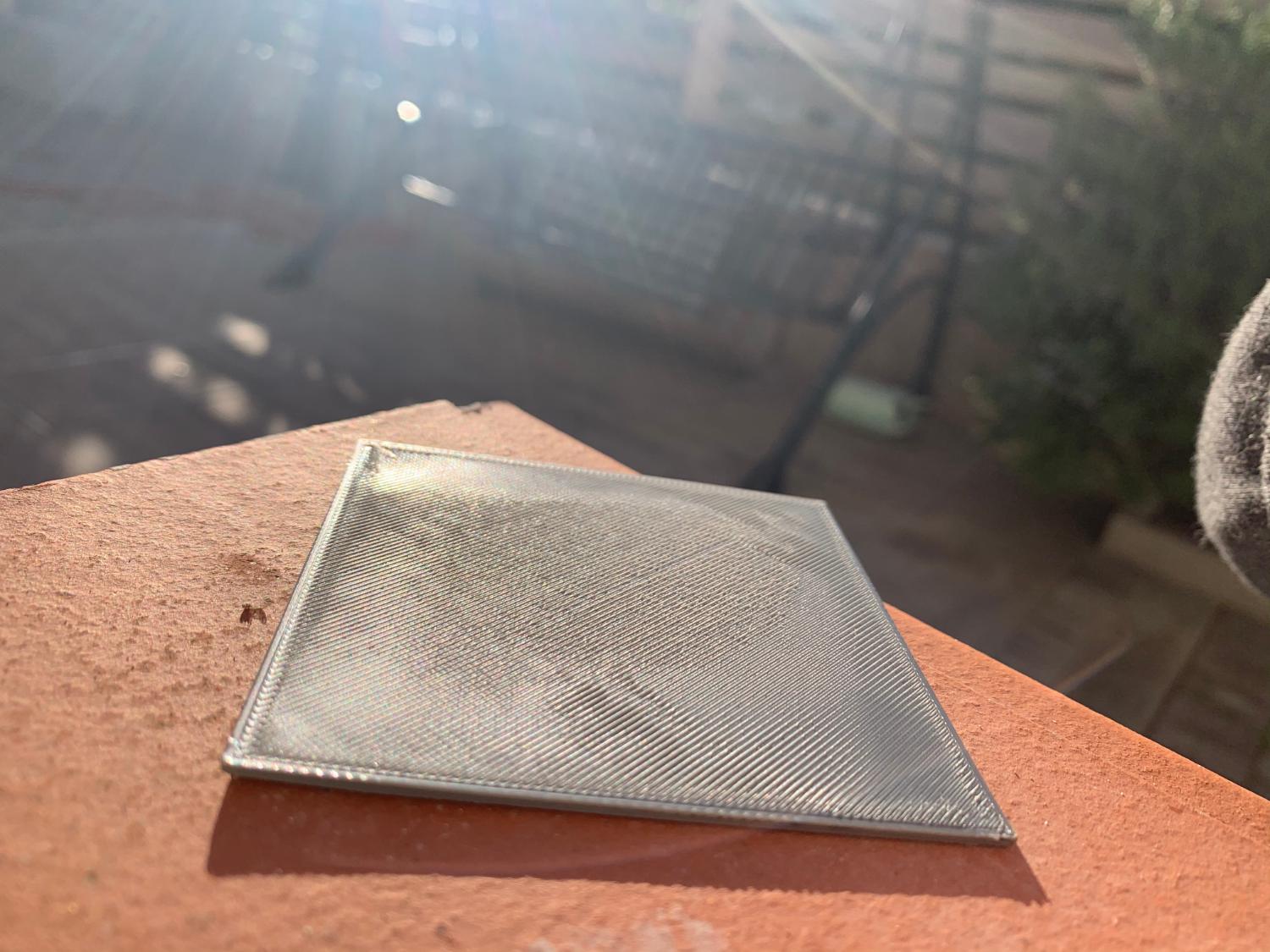
Allora la stampa sembra uscita decente (l'effetto pisello 90enne sembra pertinente lol). Scherzi a parte l'oggetto sembra abbia una qualità accettabile, però si vede l'imprecisione dell'adesione sul piatto(ogni pezzetto è diverso dagli altri, non sono tutti uguali), anche se gli incastri ci sono... però la stampa non credo sia precisa.. Adesso provo a stampare un quadrato ampio (50x50) di altezza 2 mm giusto per "testare" l'adesione lungo tutto il piatto. Poi provo a stampare benchy, qualche dado (l'interno viene malissimo) e tassello. Cosa ne pensate? Altre idee per test?
-
Stampare oggetti Benchmark di precisione (Ender3)
riemanndiy ha risposto a riemanndiy nella discussione Problemi generici o di qualità di stampa
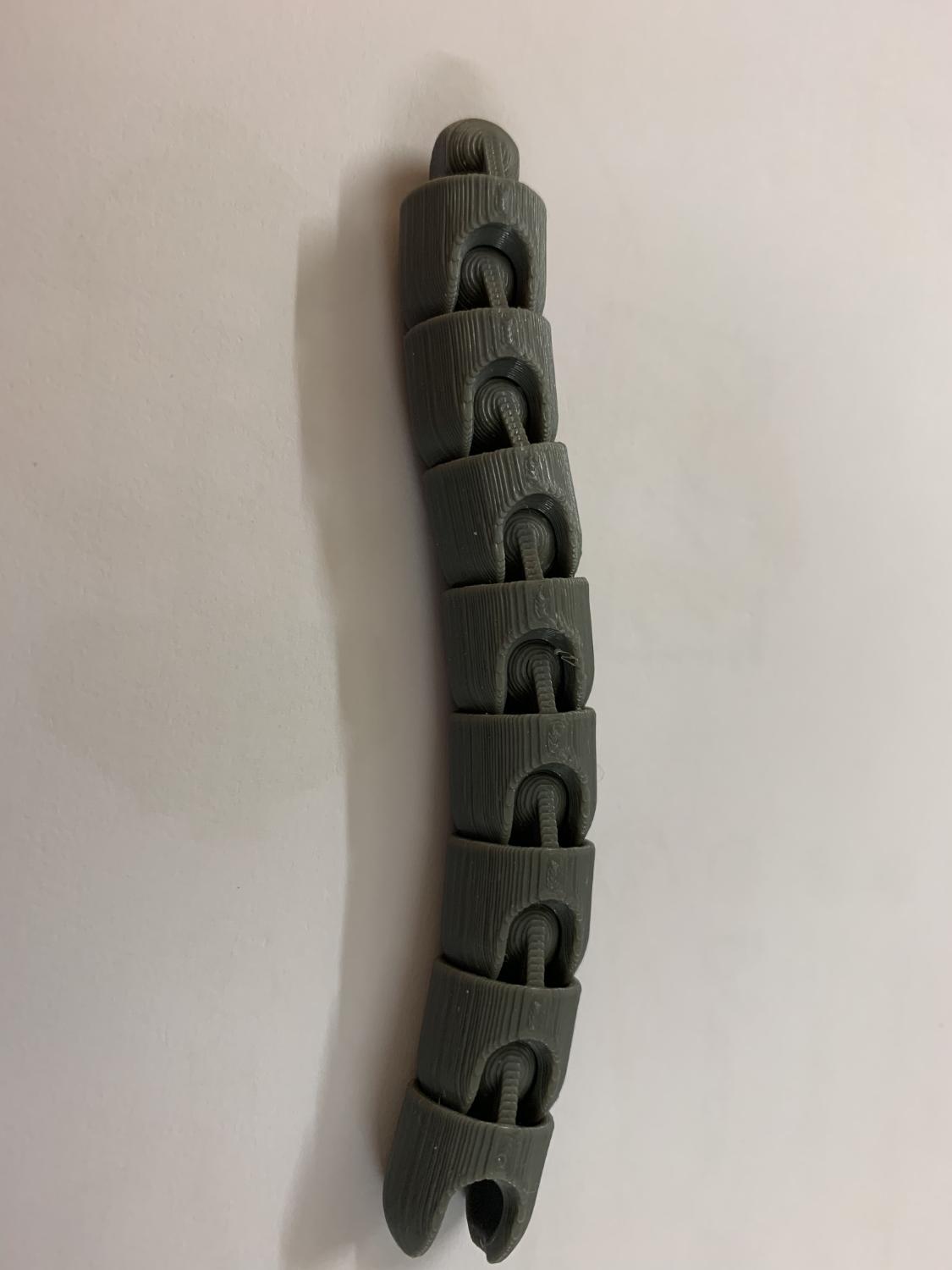
Giusto, posterò anche quegli oggetti Provo a stampare il tentacolo e la barchetta(benchy), il (tripod è troppo dispendioso in termini di tempo e plastica) e vi aggiorno. PS il tentacolo lo stampo con dei supporti? La prima prova la faccio senza... -
Stampare oggetti Benchmark di precisione (Ender3)
riemanndiy ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti, sono possessore di una Ender 3 da circa 2 mesetti. Fino ad ora ho stampato oggetti più o meno semplici con qualità soddisfacente (anche se devo dire non eccelsa) che mi servivano per un progetto specifico. Visto che adesso questo progetto a cui stavo lavorando l'ho terminato, vorrei iniziare ad impegnarmi per migliorare la qualità della stampa e risolvere i difetti della stampante. Vi chiedo quali oggetti benchmark (non la barchetta benchy) posso stampare (preferibilmente oggetti meccanici, ad incastro ecc...) per vedere e sondare l'efficacia/precisione della stampante con oggetti un pò più complessi? Mi potete passare qualche stl o dare qualche suggerimento? Grazie -
Problemi dopo 3-4 giorni di solo utilizzo con la Ender3
riemanndiy ha risposto a riemanndiy nella discussione Creality
Questo è l'unico difetto che non sono riuscito a correggere perché è proprio storta l'asta in alluminio, ho utilizzato una squadra per mobili piazzata tra la base e l'asse Z immobilizzata da due morsetti in modo tale che l'angolo fosse esattamente di 90° ambo i lati con l'asse Z. Ho stretto le viti con la base e l'asse Z esattamente a 90°... risultato? Una volta che molli i morsetti che bloccano la squadra, l'angolo tra l'asse Z e la base non rimane più di 90° e purtroppo qua non ho un grande margine d'azione (per quelle che sono le mie conoscenze: ovvero i videotutorial di youtube)... No è 1 mm di distanza, a 34mm altezza dalla base, se fosse stata perfettamente ad angolo retto. Quindi mettiamo che gli angoli tra la base e l'asse Z saranno (ipotizzo) 90.5° fronte e 89.5° retro. Conosci qualche modo per correggere questo difetto? Non voglio sembrare scortese e mi rendo conto che tu sia esperto e io no, però per favore in futuro evitiamo commenti banali di questo tipo e oggettivamente non utili per alcun utente che legge o leggerà questo post, anche perché la scuola l'ho finita da un pezzo ed i maestrini non mi sono mai piaciuti. Non so cosa sia. Avresti qualche risorsa utile in merito? Ti ringrazio. Oggi alcuni dei problemi che avevo son riuscito parzialmente a risolverli cambiando il filamento di pla che stavo utilizzando con uno nuovo (due le cause possibili dal mio punto di vista: bassa qualità della plastica del primo, oppure umidità). Seconda odifica fondamentale che mi ha letteralmente rivoluzionato la stampa è stato aumentare la tensione della cinghia asse X risolvendo così il problema dei "cerchi ovali" nella Ender3. Domani aggiorno con le foto delle stampe che ho fatto. -
Problemi dopo 3-4 giorni di solo utilizzo con la Ender3
riemanndiy ha pubblicato una discussione in Creality
In questo post cercherò di rendere nella maniera più sintetica e precisa possibile i problemi che sto incontrando con una Ender3 che ho comprato per 150€ su banggood. La stampante arriva e montandola utilizzando una squadra come consigliato in questo video CHEP, noto subito che la barra non è a 90° con la base della stampante, e questo comporta una distanza massima di 1mm a 3/4 dell'altezza della stampante (penso: "vabbè e poca roba.. tanto non ho esigenze di stampare oggetti molto alti"). L'assemblamento della stampante l'ho fatto nella maniera più precisa e scrupolosa possibile, cercando di non trascurare alcun dettaglio (video assemblamento). GIORNO UNO: Prima di stampare faccio: livellamento piatto (video livellamento) e già qui noto che il piatto non è perfetto. Come prima stampa faccio la barchetta benchmark: risultato soddisfacente, nessuna imprecisione particolare e l'oggetto mostra una più che buona resistenza. Comincio a stampare qualche mini oggetto (mini tubi di altezza 10mm): ne stampo 8 non vengono tutti uguali, però la qualità è decente. Utilizzo come softwares: Tinkercad e Cura. GIORNO DUE: Continuo a stampare altri 8 mini tubetti e quando torno vedo che due non avevano aderito al piatto e l'extruder se li portava a spasso. Ho rilivellato il piatto e continuato a fare qualche stampa con una qualità sempre peggiore. Cominciano a palesarsi i primi "errori software" della macchina: quando muovo manualmente gli assi non riconosce la posizione Y: 0.00 e in sostanza da l'input di muovere il piatto anche se siamo a fine corsa. GIORNO TRE: Faccio un mini modello di due tubi uno sopra l'altro uniti da un cilindro: la qualità è sempre peggiore non solo per la forma (il tubo superiore di diametro 10mm) ha una forma ovale. Faccio diverse prove su Tinkercad e Cura per correggere questi difetti (numero lati nella modellizzazione del tubo, spessore parete, dimensioni ecc, nello slicer: percentuale di infill, diversi pattern di riempimento). Niente da fare la stampa non solo ha una forma completamente sbagliata, ma inizia a delinearsi un unione tra layers (uno sopra l'altro) completamente fragile "effetto stella filante di carnevale (anche con un infill 80%, da tenere in considerazione che nel giorno due "l'effetto stella filante non esisteva" ma l'unico problema era la forma sbagliata). GIORNO QUATTRO: Muovendo manualmente l'asse Z con l'hotend a 200°C non ha riconosciuto la posizione Z: 0.00 e ha letteralmente trapanato il piatto che adesso ha un mini buco nel centro. Forse oggi sto notando un nuovo problema all'extruder che mi sembra "si attappi" ogni tanto. Insomma.. un calvario!! Cosa ne pensate? Anche una parola di conforto è molto utile in questa situazione 😂. Sto pensando che probabilmente ho comprato una stampante difettosa su banggood? Oppure questo è il normale cammino masochistico e di espiazione che deve compiere ogni possessore di Ender3? Grazie -
Resistenza al calore dei filamenti, Ender 3
riemanndiy ha risposto a riemanndiy nella discussione Creality
Ho trovato sul web che c'è questo filamento 3dkTOP che ha una HDF (heat deflection temperature) di 230°C. (in questo video su youtube c'è una dimostrazione nei primi minuti di come performa questo filamento) Questo per me sarebbe l'ideale perché non credo che supererò mai i 150°C il mio progetto attuale. Sul sito di questo filamento c'è scritto che: - Il filamento può essere stampato dalla maggior parte delle FDM ed, ciò che è importante, è che raggiunga una temperatura di 240-250°C (suppongo hotend?). - Tutte le stampanti che non raggiungono i 260°C non possono stampare questo filamento La Ender3 ha i requisiti per stampare questo filamento? In caso affermativo. Gli upgrade necessari (da quel che so: cioè poco) sono hotend tutto in metallo (Microswiss?), camera chiusa. Sul sito non c'è scritto molto sul bed e su che temperatura dovrebbe avere durante il processo di stampa. La stampa di questo filamento con la Ender 3 è una strada percorribile? che upgrade dovrei fare eventualmente? Grazie in anticipo -
Resistenza al calore dei filamenti, Ender 3
riemanndiy ha risposto a riemanndiy nella discussione Creality
Ti ringrazio per le info. Avrei un ultima domanda, nel mio caso (devo stampare una circonferenza con altezza di un centimetro, dove al centro fare gli avvolgimenti del motore che potrebbero raggiungere ~100° forse di più) non sarebbe forse meglio stampare a resina? Avrei un materiale resistente alla deformazione dovuta al calore più di PLA/ABS.. che ne pensi?