tommaso1
-
Numero contenuti
24 -
Iscritto
-
Ultima visita
Obiettivi di tommaso1
")





-
problemi di stampa con PA-CF
tommaso1 ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
allora se intendi impostare i parametri in base al tipo di filamento su bambustudio si, se invece intendi tipo fare tutti vari test di calibrazione tipo quelli del cubo con un muro solo o la temptower no e comunque (quando e se riesce a stampare il pezzo completo) la finitura perfetta quindi bho -
problemi di stampa con PA-CF
tommaso1 ha pubblicato una discussione in Problemi generici o di qualità di stampa
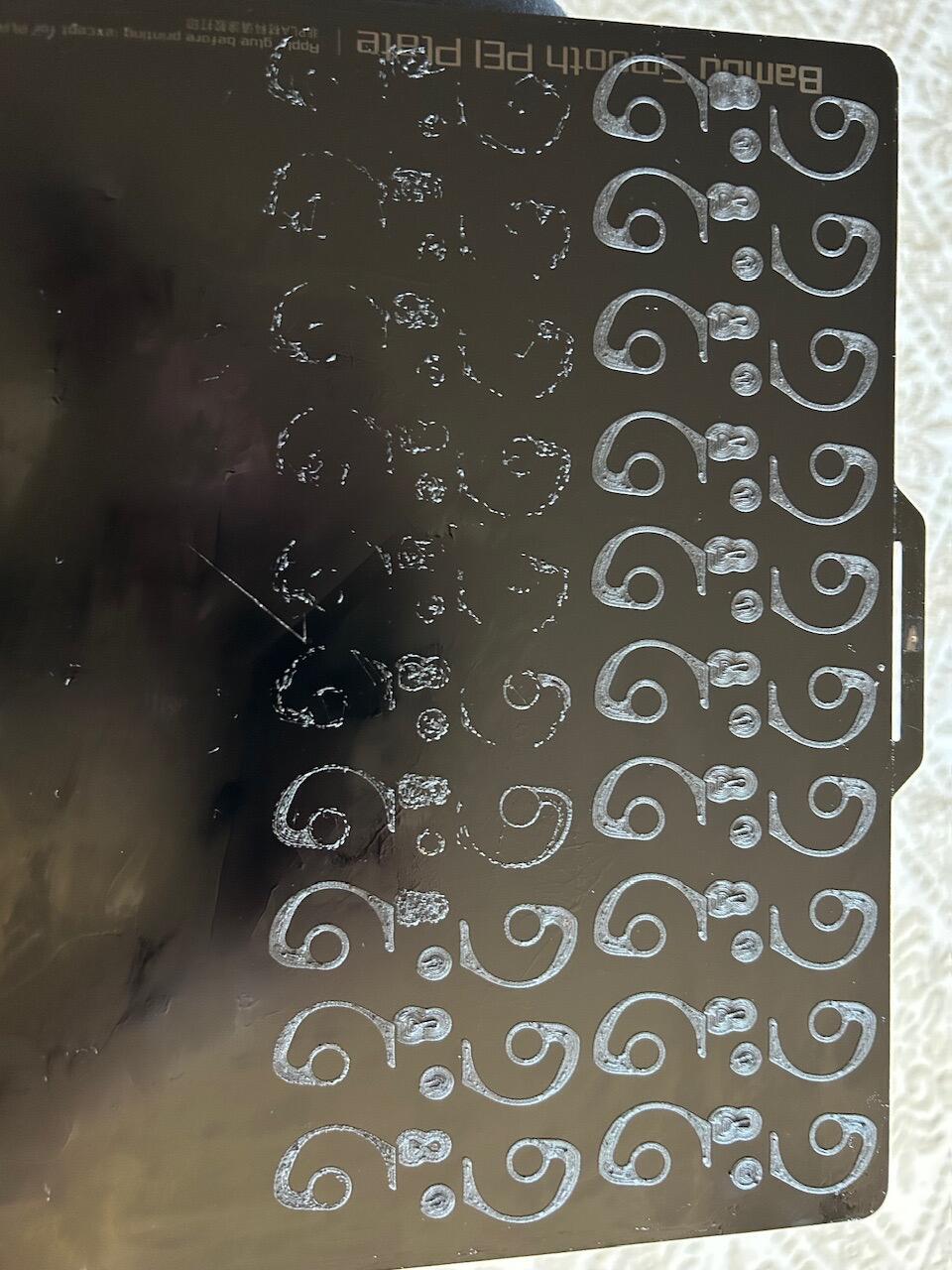
Buongiorno Sto provando questo nuovo materiale PA-CF e ho riscontrato problemi in parecchi momenti. 1) non aderiva al piatto di stampa, probabilmente perché non era il piatto più idoneo per quel materiale ma avevo solo quello e quindi un po’ di colla e ho risolto il problema, però se avete consigli ditemi pure. 2) il materiale dopo un po’ non viene più estruso (vedi foto). fa un po’ di trattini e poi scompare completamente. nella foto è al 1º strato però nella stampa precedente è successo quasi alla fine della stampa. il nozzle è nuovo, prima stampa in assoluto, anche se il problema mi è capitato esattamente uguale con il nozzle precedente. presmessa: ho già stampato materiali più rigidi tipo il PPA-cf, e lì nessun problema, parecchie stampe senza problemi, quindi evidentemente è il tipo di filamento (?) uso un ugello da 0.4 ma ho già ordinato uno da 0.6 nel caso fosse quello il problema, anche se come dimensioni consigliate va bene. potrebbe anche essere che il problema sia il tipo di filamento (?) anche perché non è uno ufficiale bambulab ho anche impostati tutti i parametri consigliati per quel tipo di materiale, velocità, temperatura, piatto. non riesco a venirne a capo, soluzioni? grazie
-
Problemi qualità della superficie legati al cambio di layer
tommaso1 ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
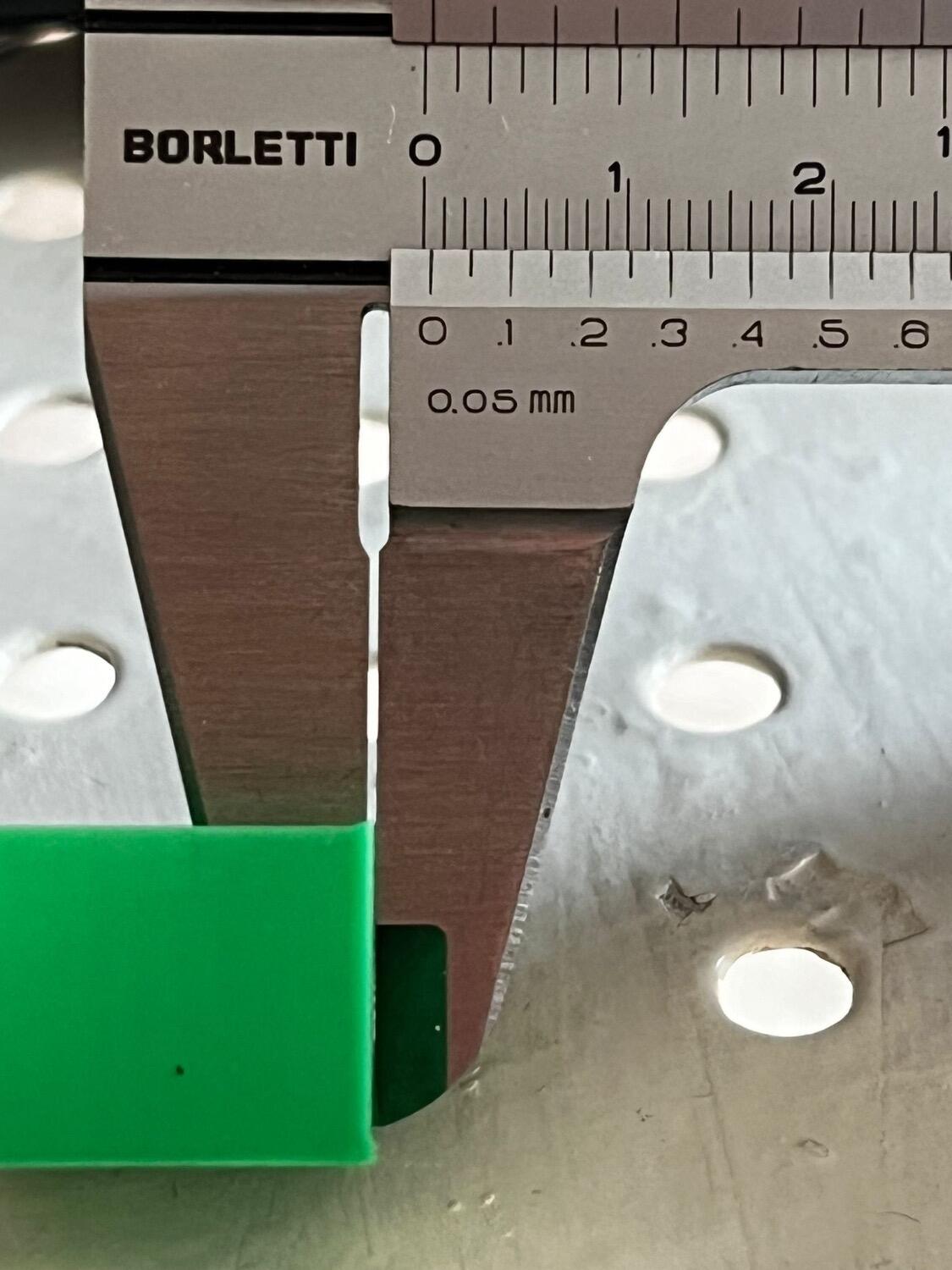
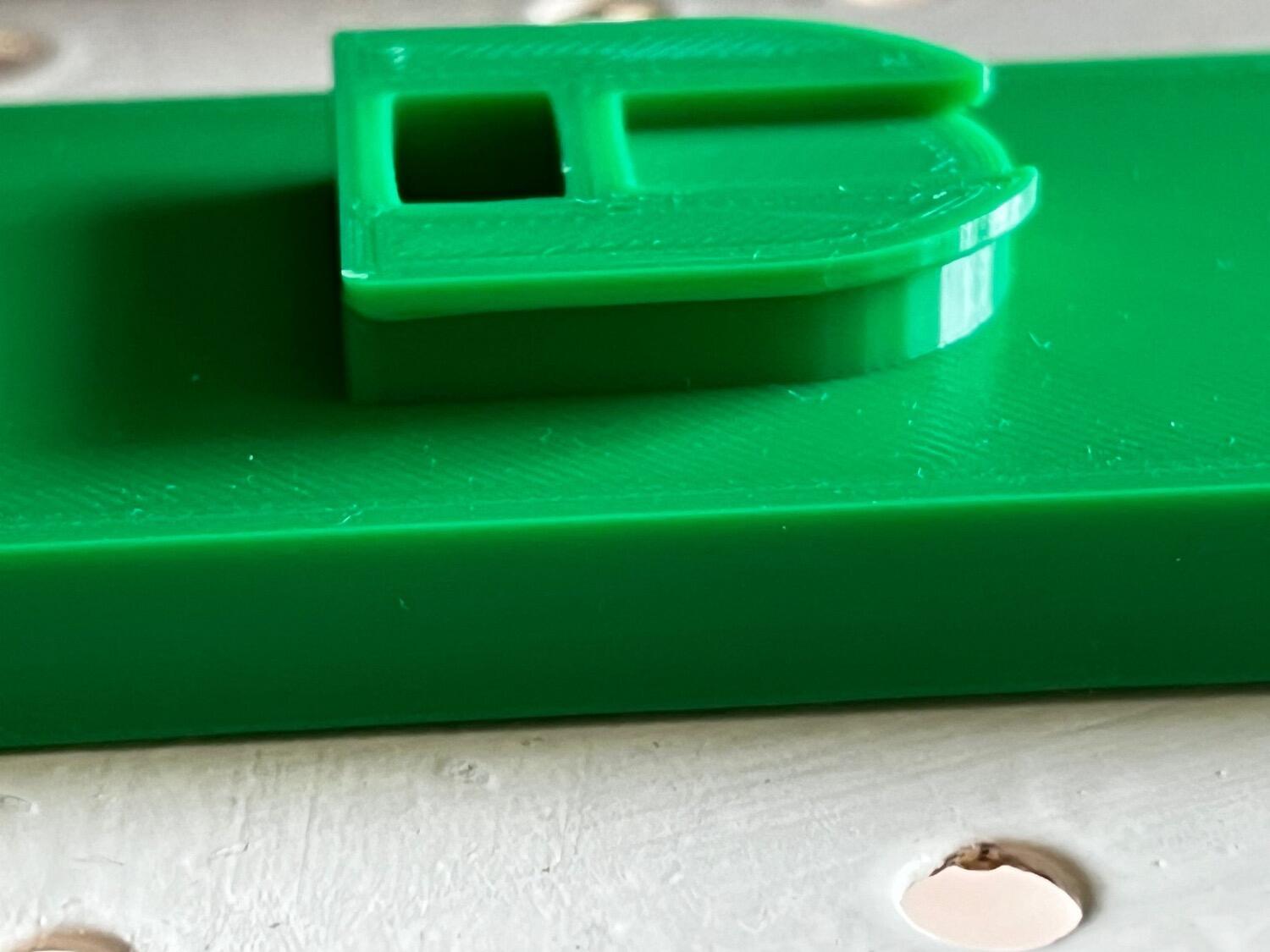
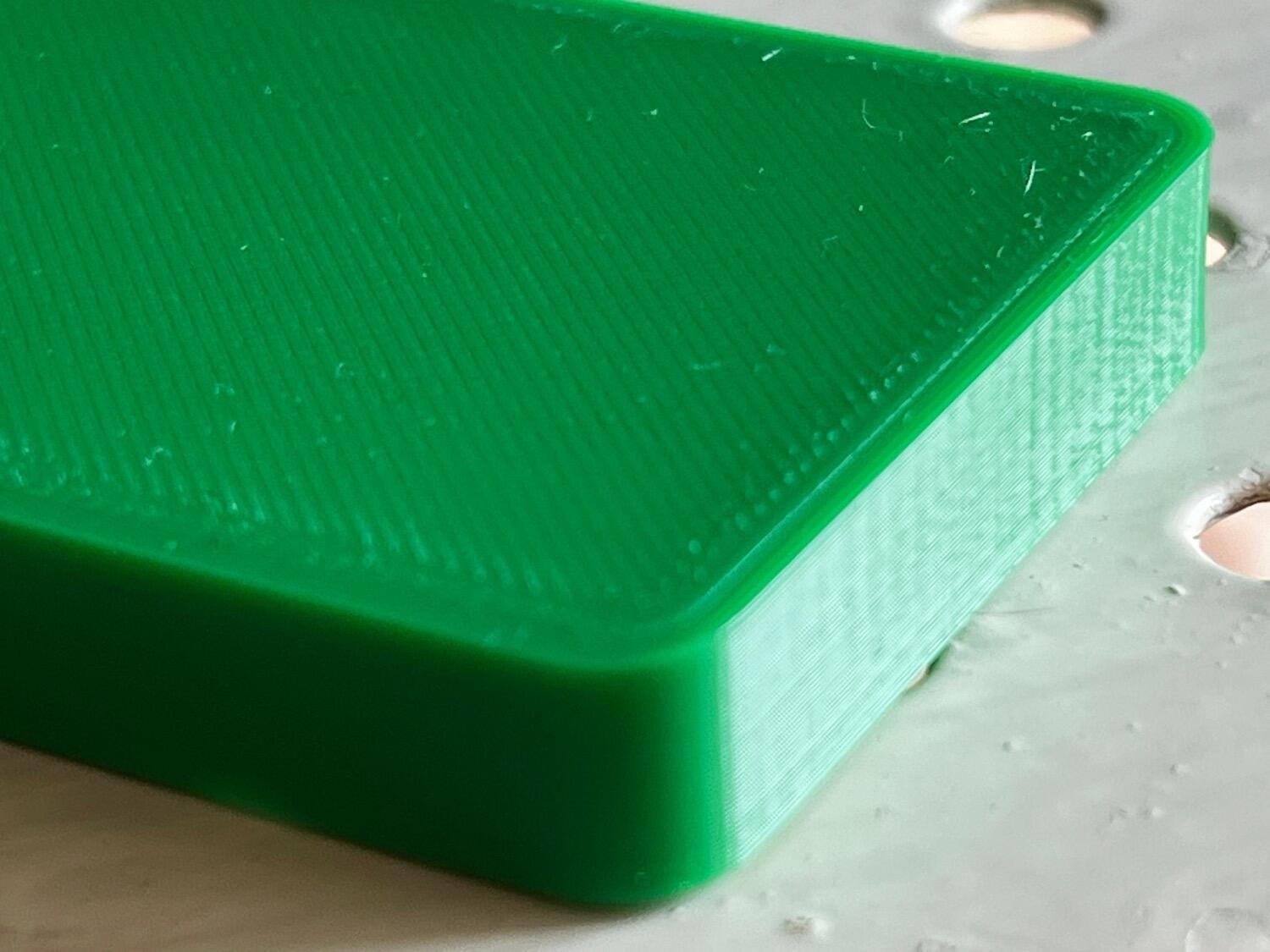
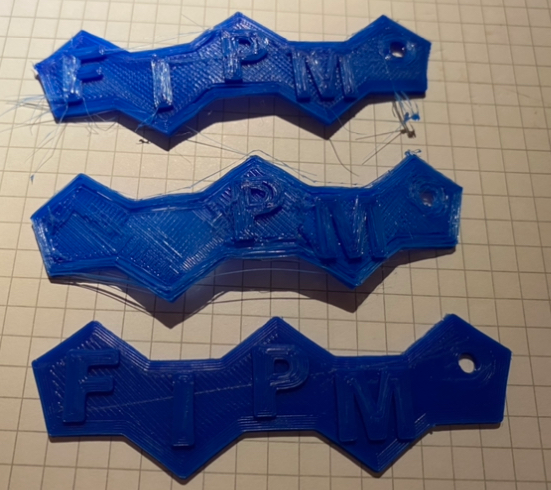
Buongiorno allora ho eseguito vari test però sinceramente mi hanno mandato più in confusione di prima perché i pezzi sono venuti esteticamente belli, o almeno senza quegli effetti di prima. (ho cambiato filamento perché dovevo fare delle cose verdi e anche quelle sono venute ok) allego foto Nel thin-wall la parte te viene super precisa (anche perché avevo già calibrato) mentre l’unico parametro che mi fa storcere il naso sono le “dimensioni totali” che vengono sballate di qualche decimo. Anche l’anello viene (per le misurazioni che sono riuscito a fare) circolare. L’ho fatto più spesso da quando mi avevi detto per evitare si flettesse mentre misuravo. Per quanto riguarda lo z wobble, ho controlla la vite se si muovesse in modo anomalo e non mi pare, anzi mi sembra ben fissata, idem le aste di supporto. Per conferma ho stampato una specie di piedistallo per verificare la perpendicolarità, è venuto leggermente scostato in cima ma credo sia dovuto a motivi di piegamento della plastica calda post stampaggio piu che quel motivo, o no? Infine ho stampato dei pezzi miei e devo dire che (poi ditemi se sbaglio) sono venuti con una finitura molto buona. Grazie, perdonate se ci metto un po’ a rispondere ma ero parecchio impegnato.
-
Problemi qualità della superficie legati al cambio di layer
tommaso1 ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
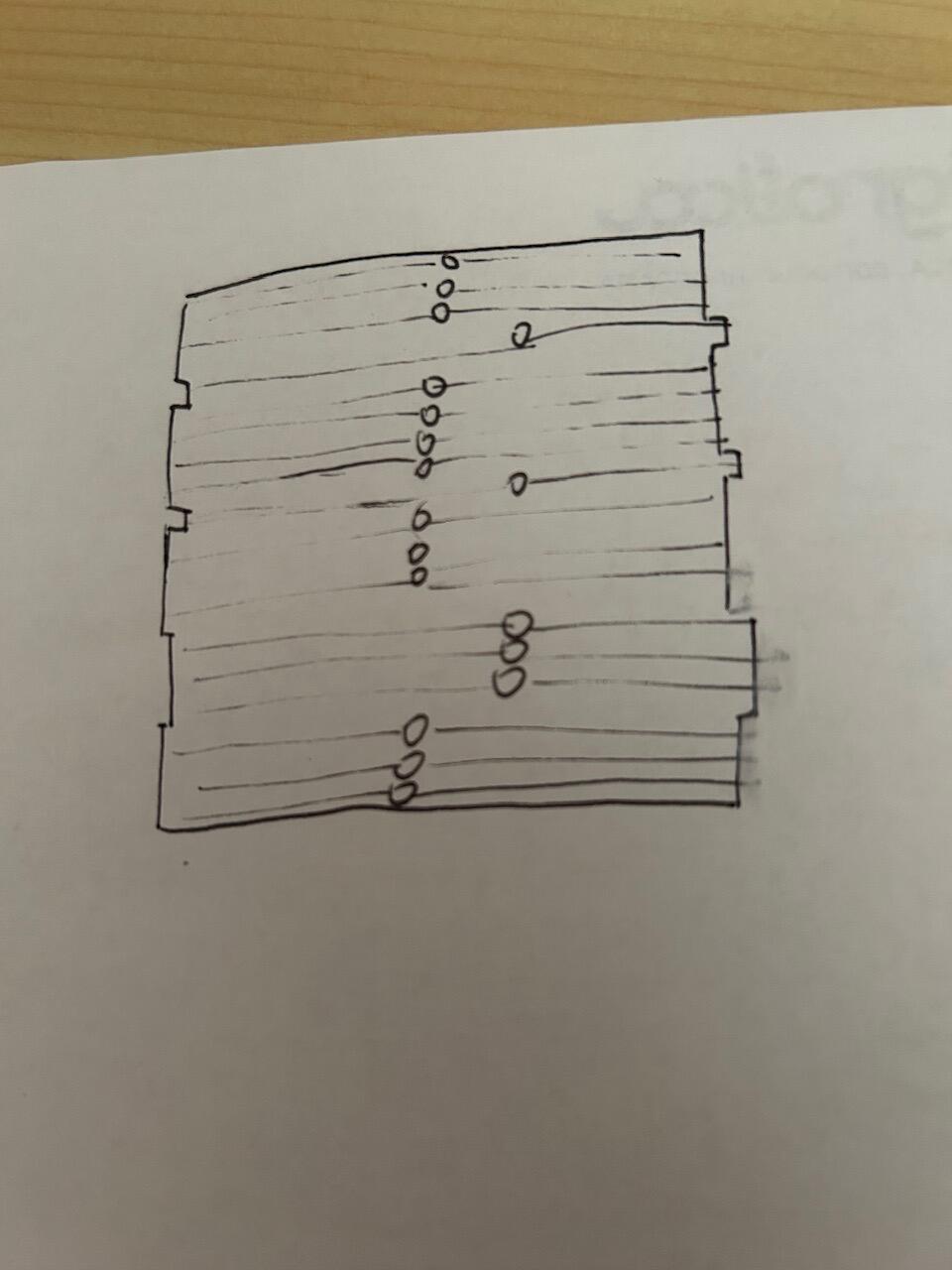
no ti posso assicurare che il problema deriva da proprio quello, o almeno uno dei problemi. cerco di spiegare meglio cosa intendevo con a sisnitra o destra, praticamente quando cambia punto in cui cambia layer è come se il piano di stampa slittasse di qualche centesimo, andando a creare quell’effetto bruttissimo “a grandini”. Mentre se il punto di carminio rimane sempre lo stesso per tot layer, in quella zona la superficie è super liscia, esclusa la “cucitura”. dalle foto che ho caricato non si capisce molto (si possono caricare solo in bassa risoluzione qui) comunque cerco di fare un disegno stilizzato Avevi già eseguito il test del thin-wall e anche regolato il flusso. non so se centra ma ho anche calibrato gli step/mm in modo molto accurato per quanto riguarda l’hot end l’ho cambiato nuovo. grazie. ora comunque faccio l’anello per test
-
Problemi qualità della superficie legati al cambio di layer
tommaso1 ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
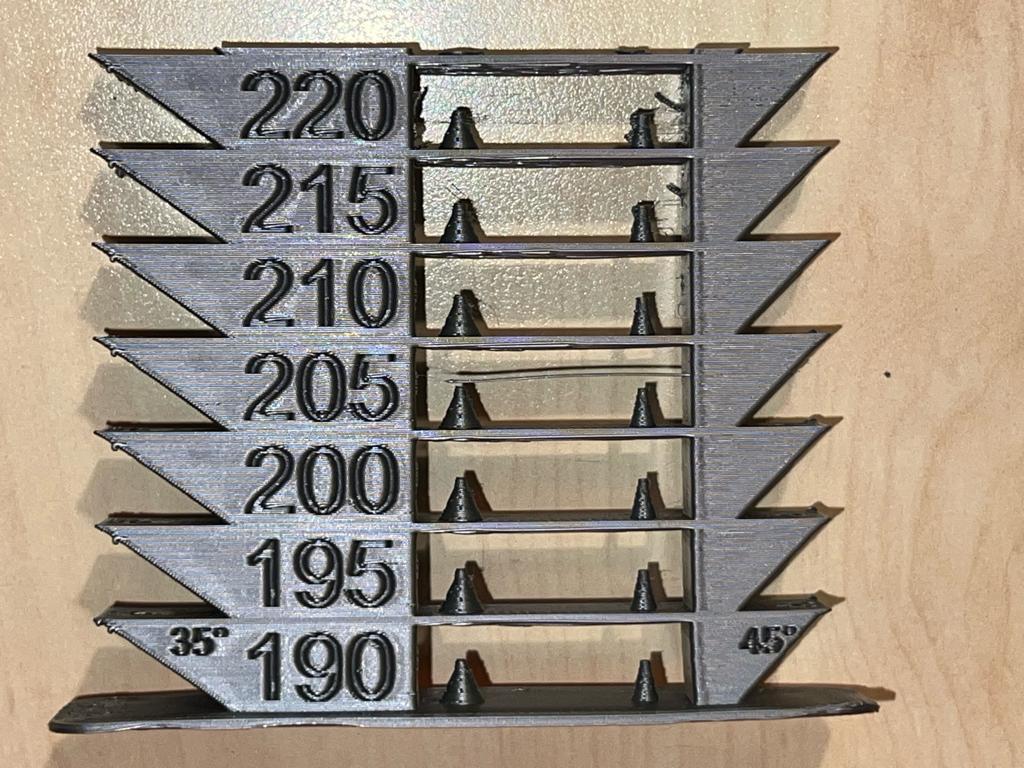
stampante flying bear ghost 5, filamento pla marca sunlu, per la temperatura (trovata ottimale con temp tower) 200, specifico che tutte le calibrazioni più importanti sono state fatte. Si, ho riscontrato problemi simili in passato, però diciamo su pezzi più piccoli erano meno evidenti o assenti. -
Problemi qualità della superficie legati al cambio di layer
tommaso1 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno, Ho riscontro problemi nella qualità di finitura superficiale dei pezzi che stampo. Non so se è normale oppure in impostazione da settare in cura, però la stampante passa al layer successivo in punti diversi, questo crea discontinuità nella superficie esterna. A volte lo fa a destra e altre a sinistra dell’oggetto. Infatti per tot layer in cui il punto di cambio è lo stesso la superficie appare molto liscia. (non so se si riesce a capire dalle foto caricate) In più ogni volta che cambia di layer non solo c’è possibilità che cambia posizione ma in più lascia un “segno” parecchio evidente, quasi come se il nozzle fosse stato fermo per qualche istante a lasciare il segno o che si fosse mosso in moto irregolare in quel punto. Per ultimo, specie in oggetti come questo, con una punta, come posso fare per migliorare la qualità di questa, perché, non so se dovuto per la stampante però la fa veramente male. Grazie
-
Problemi qualità di stampa
tommaso1 ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
potresti spiegare meglio come si chiama questa funzione, che non riesco a trovarla -
Problemi qualità di stampa
tommaso1 ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
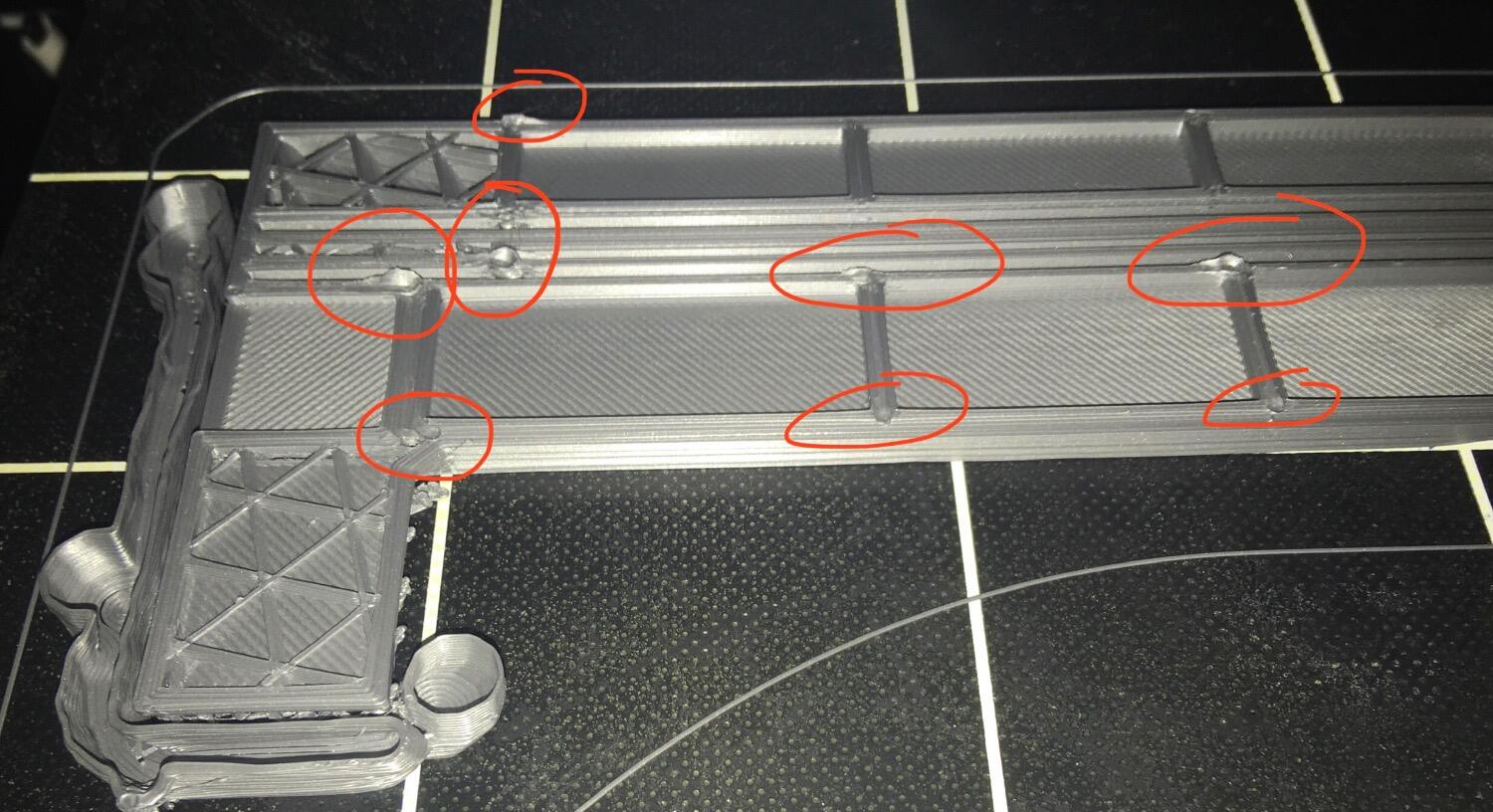
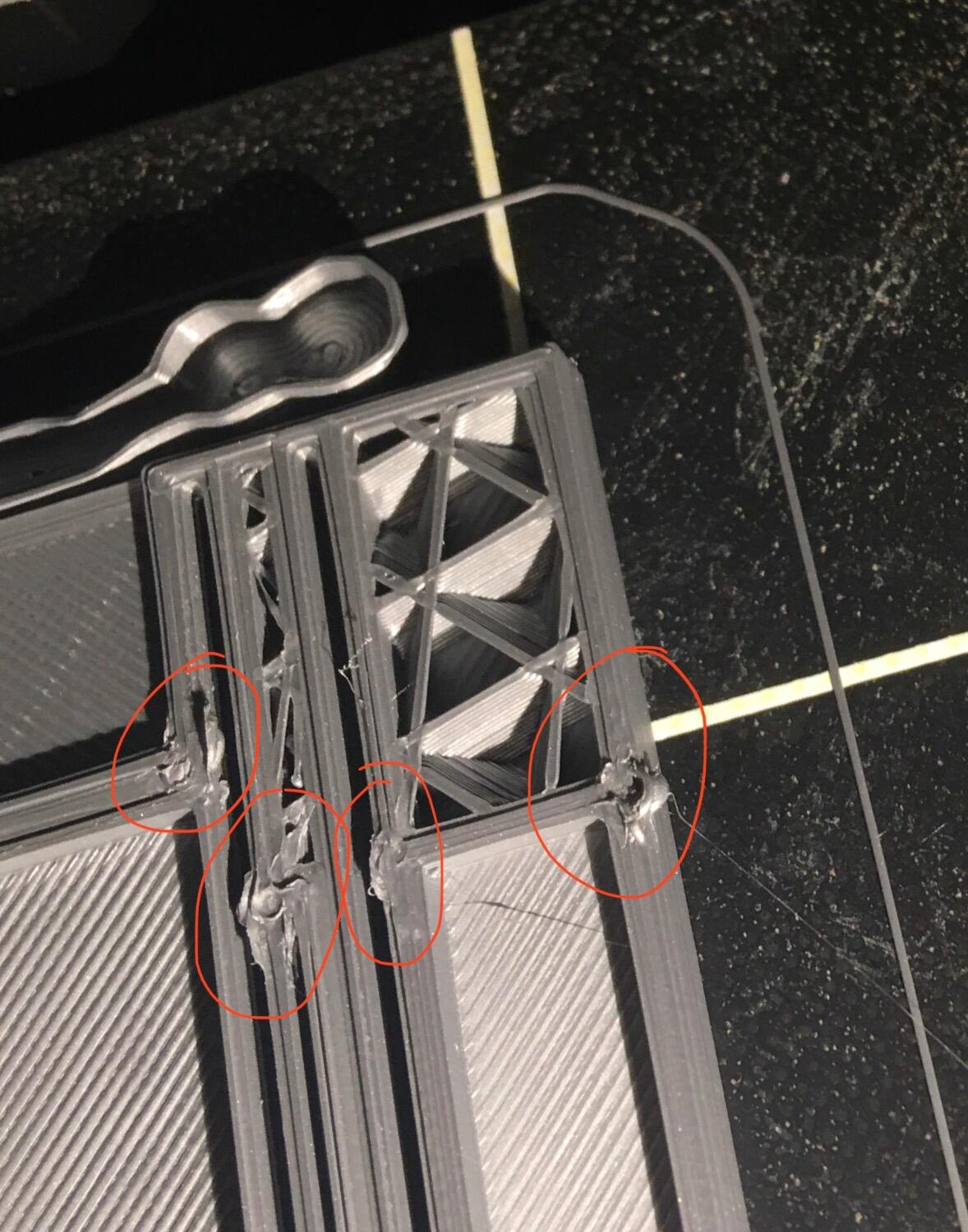
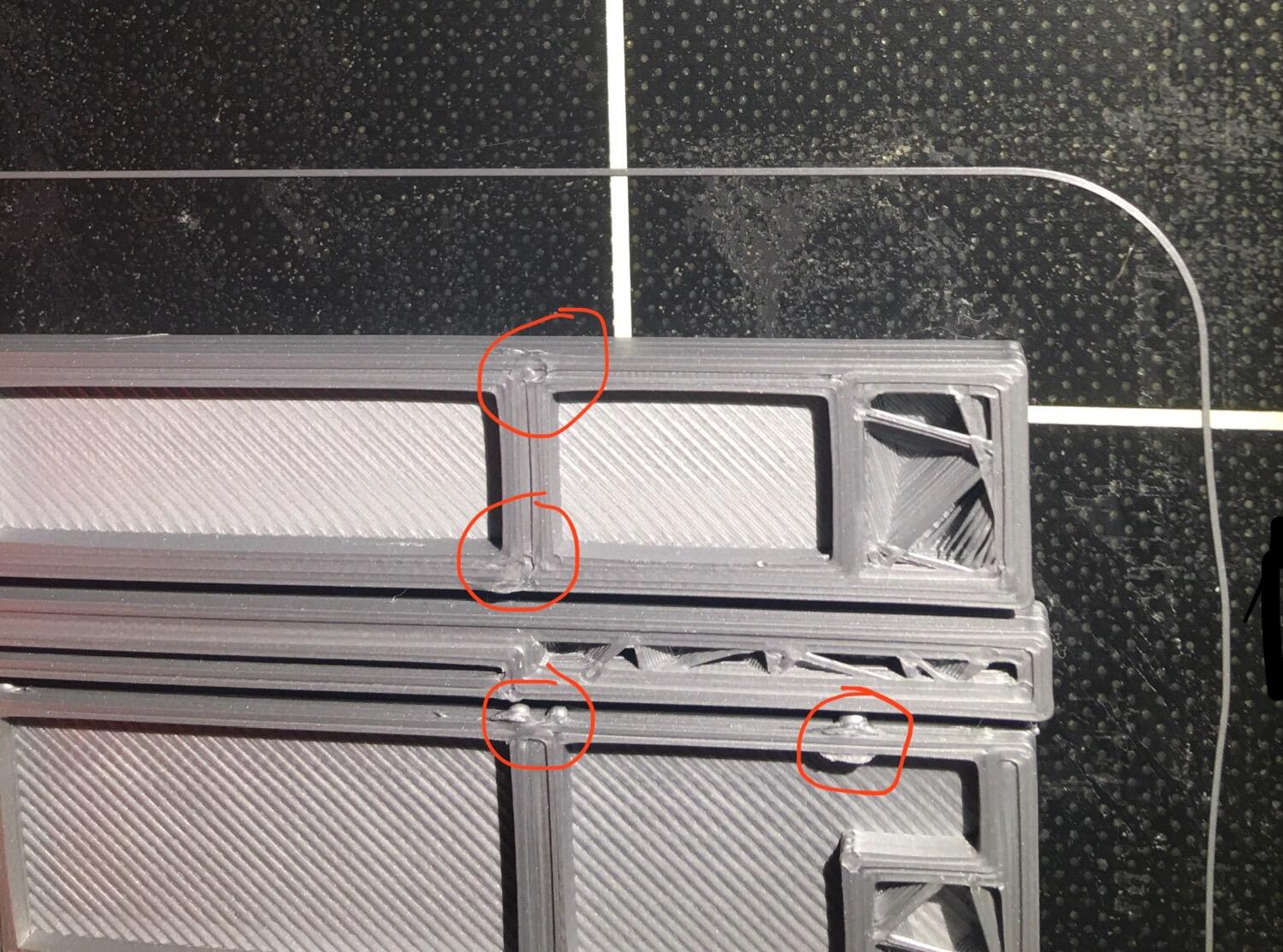
Buongiorno, guardando attentamente una stampa mi sono reso conto che da un certo layer (circa a 1cm) inizia a fare questi errori di stampa che io ho cerchiato in rosso nelle immagini. Quasi è come se si fermasse in quel punto ed estrudesse più materiale del dovuto, per poi continuare il percorso. In più, quando fa gli spostamenti, e ci passa sopra ovviamente il nozzle tocca queste protuberanze e (anche dal rumore che fa) si capisce che ci va a sbattere dentro. Poi strato dopo strato questi eccessi di materiale rimangono dando l’effetto visivo che ho indicato nelle prime foto in questa discussione grazie
-
Problemi qualità di stampa
tommaso1 ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
flying bear ghost 5, e il nozzle l’ho cambiato circa 10 stampe fa. Il filamento non ricordo la marca ma era uno tra i migliori Lo so, per questo ho scritto qui ahaha, se sapessi già cosa modificare lo avrei già fatto. Speravo che qualcuno sapesse dirmi da cosa iniziare -
Problemi qualità di stampa
tommaso1 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno, facendo riferimento ad una discussione di qualche settimana fa, sono riuscito finalmente a trovare il tempo per calibrare alla perfezione la stampante. Posso dire con il 99.9% della sicurezza che tutti i valori sono impostati correttamente (step/mm, flow, temperatura, piano livellato…) e comunque le stampe vengono imperfette. Con imperfezioni intendo quelle piccole sbavature lungo le pareti oppure lo stato iniziale viene leggermente imperfetto Allego alcune foto dei test che ho eseguito. Mi viene il dubbio che siano dovute alla qualità della stampante (forse??) Se sapete risolvermi questo problema vi ringrazio. Saluti
-
Problemi qualità della stampa e supporti
tommaso1 ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
Con calibrazione intendi dalle impostazioni diminuire la percentuale di materiale estruso oppure con il test del cubo di spessore 1 Che impostazioni mi consigli di utilizzare o modificare? -
Problemi qualità della stampa e supporti
tommaso1 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno, Nell’ultima stampa che ho realizzato ho riscontrato problemi con la qualità delle pareti esterne, in determinati punti (che si ripetevano anche sui layer successivi) si verificavano come delle sbordature nel materiale. Probabilmente è un problema di quantità di materiale estruso, ma non sapendo in che modo modificare ho sempre lasciato le impostazioni di default. Inoltre essendo una stampa abbastanza complicata ho dovuto inserire dei supporti, soltanto che Cura mi dava come opzione solamente: “in tutti i punti possibili” e “punti a contatto con il piano”. Il problema è che vorrei scegliere io dove far generare i supporti, perché in detenuti punti sono difficili da rimuovere o sono superflui. Vorrei sapere anche se c’è qualche modo per renderli più facilmente rimovibili. Se sapete come risolvere il problema delle sbordature indesiderate e come impostare solo i supporti voluti vi ringrazio. ps. se avete anche qualche consiglio su come velocizzare la stampa è ben accetto. Grazie -
Problema di qualità del pezzo stampato
tommaso1 ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
in che senso… il nozzle (o ugello) non l’ho mai cambiato, ho sempre mantenuto quello da 0.4 mm -
Problema di qualità del pezzo stampato
tommaso1 ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
ma nel senso che si è otturato l’ugello? perché comunque sono anni che stampo e non mi ha mai fatto così, in più, come ho detto prima, le prime stampe dello stesso progetto venivano perfette, quindi non credo sia un problema di calibrazione, altrimenti ci sarebbe sempre stato, o no? grazie, ora comunque provo anche in questo caso, all’inizio era perfetto. comunque ho impostato la temperatura guardano le info del filamento. -
Problema di qualità del pezzo stampato
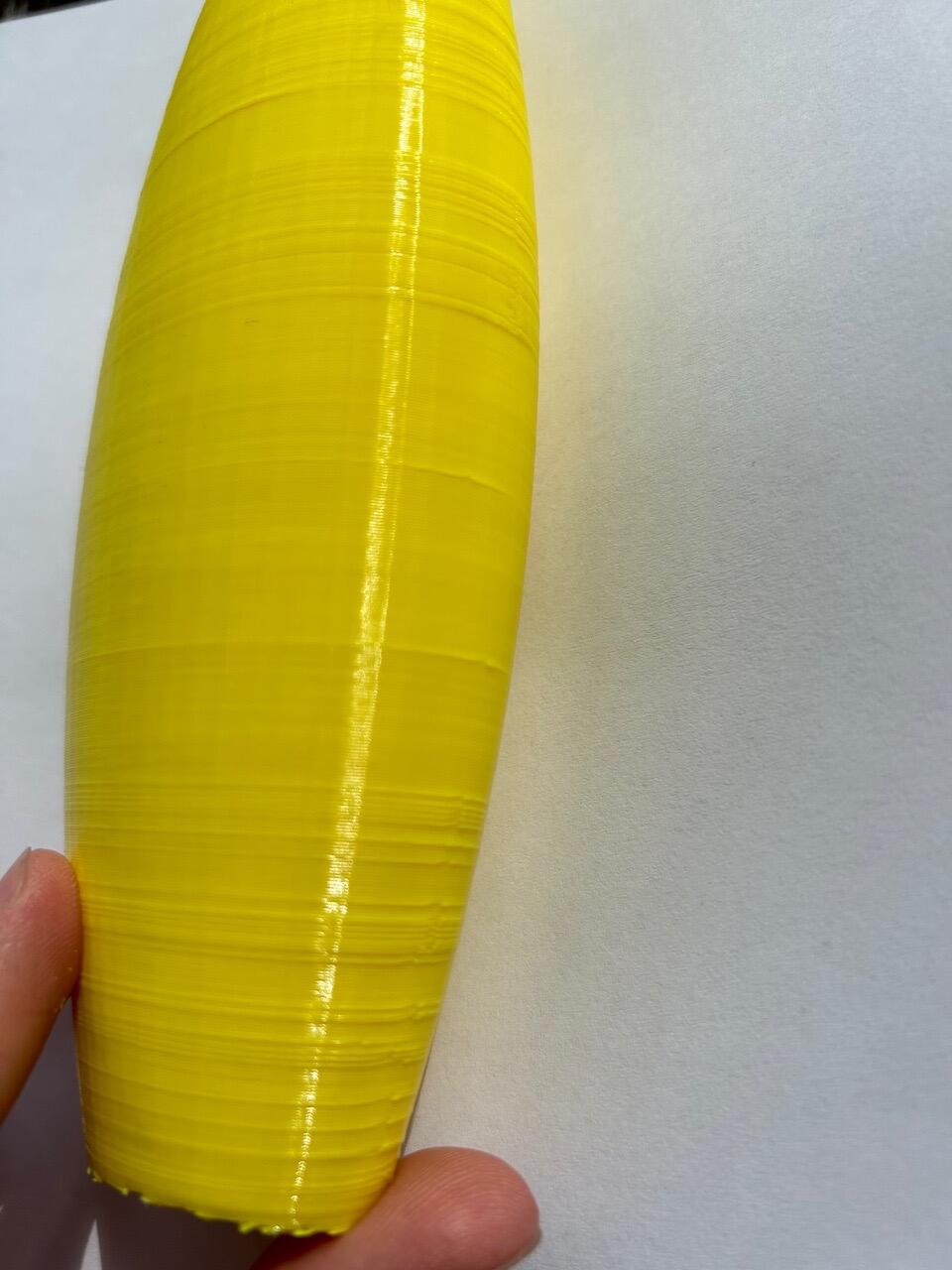
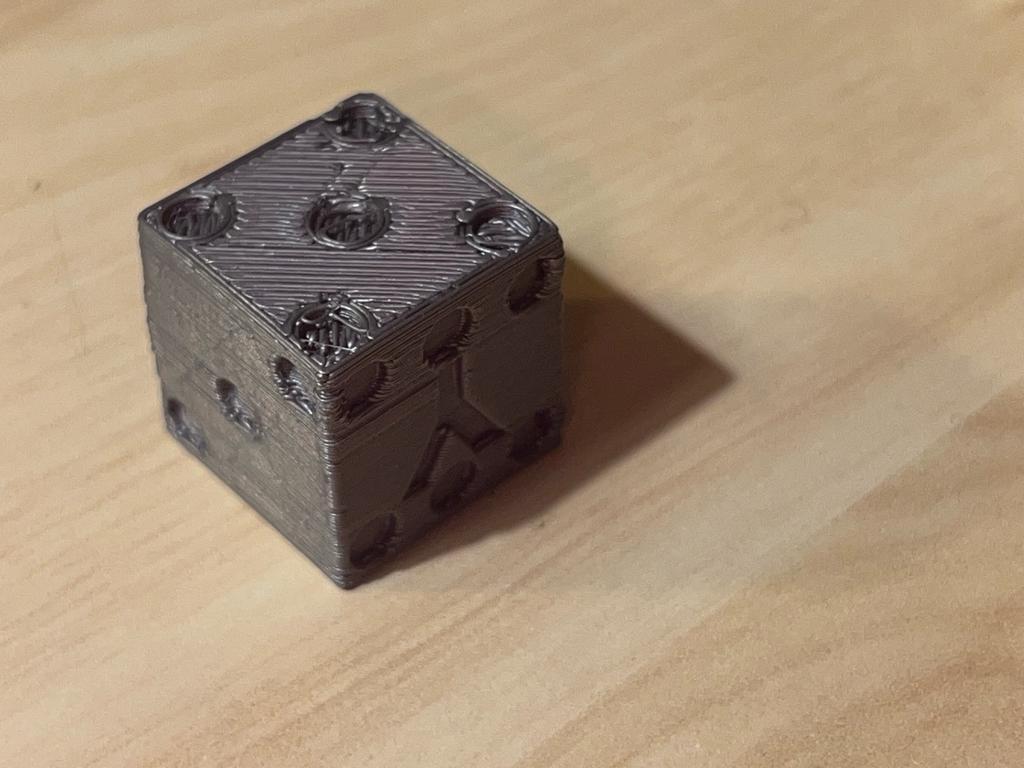
tommaso1 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno. Inizio dicendo che la mia stampante è una flyng bear ghost 5 e il filamento in questione è “SUNLU pla 1.75”. È circa una settimana che sto stampando dei pezzi. All’inizio andava tutto alla perfezione, ma nelle ultime stampe sto riscontrando un problema della qualità del filamento estruso. Se le prime stampe erano ben compatte, solide e anche di bell’aspetto le ultime sono brutte, con molti spazi vuoti , materiale estruso male e si rompono alla minima sollecitazione. Allego foto, il secondo pezzo l’ho aperto per far vedere che anche dentro viene “brutto”. (Perdonate la qualità ma dovevo un po’ comprimere il file). Non è stata cambiata nessuna impostazione della stampante e il progetto è sempre il medesimo. Ho provato a ipotizzare che la causa di questo problema fosse o il filamento (considerando che ho consumato quasi un’intera bobina, che magari la parte più interna di quest’ultima sia più scadente) oppure che stampando per lungo tempo l’ugello si sia rovinato. Ho provato a risolvere il problema aumentano la quantità di materiale estruso del 3-5% ma il problema persiste ancora se in minima parte, e comunque non sarebbe stata cosa normale stampare in quel modo. Se poteste dirmi quale sia il problema secondo voi, se riuscite a capirlo, ve ne sarei grato 🙏🏻.