
Mino
-
Numero contenuti
634 -
Iscritto
-
Ultima visita
-
Giorni Vinti
5
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Mino
-

Er Colosseo
Mino ha risposto a Mino nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Grazie 😃 -
STAMPA 3D DA GRANULO! Strada percorribile oppure No?
Mino ha risposto a Marco Ardesi nella discussione Club di Fabula 3D's Discussioni
Controllo del flusso approssimativo Retrazione difficilmente controllabile Autonomia teoricamente infinita ma, in pratica, limitatissima e inaffidabile durante le stampe non presidiate. Allo stato attuale la vedo utilizzabile solo per fare paralumi in vase mode. -
“Le Tre Grazie” di Pradier
Mino ha risposto a Mino nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Grazie! 😃 -
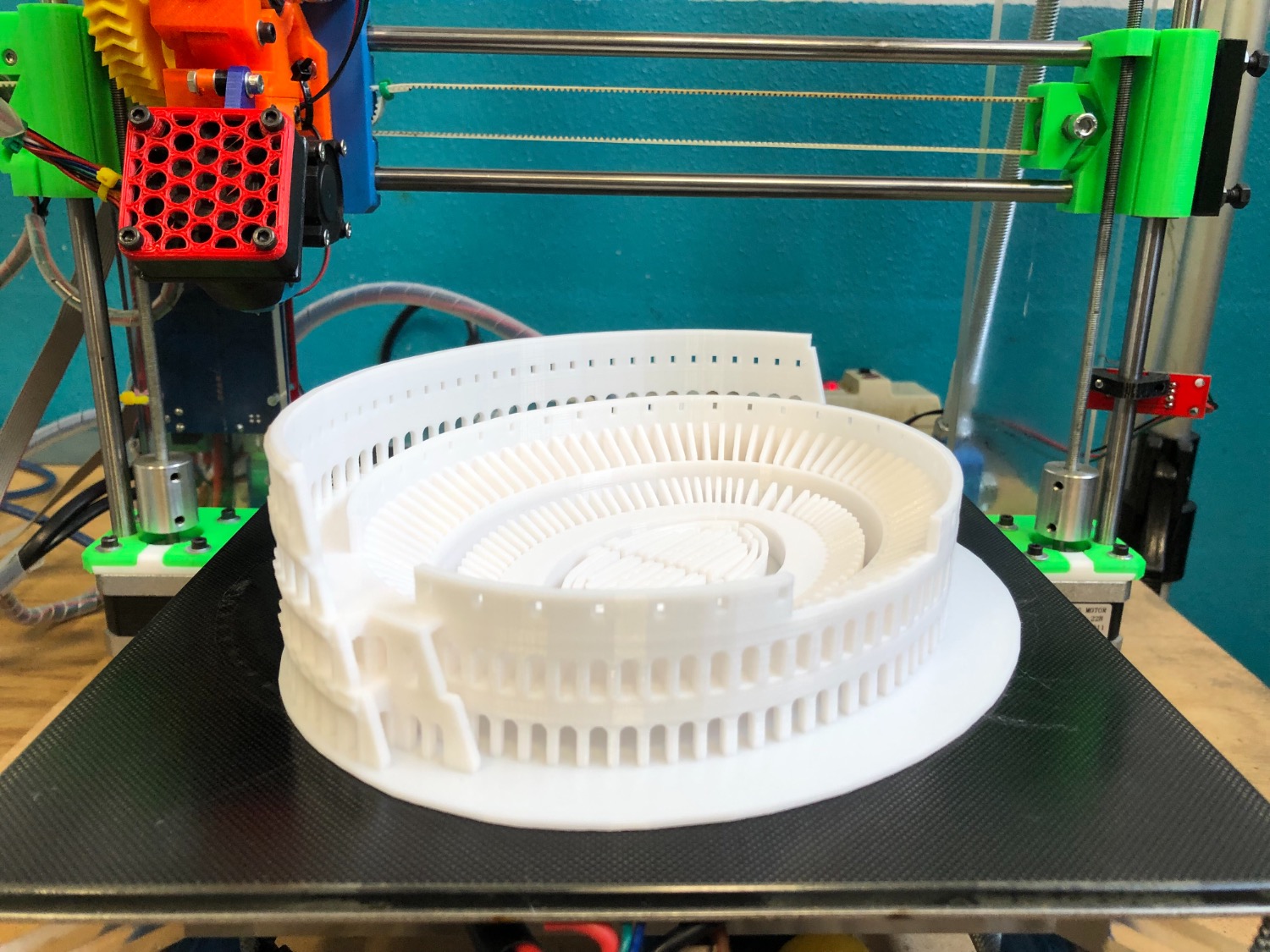
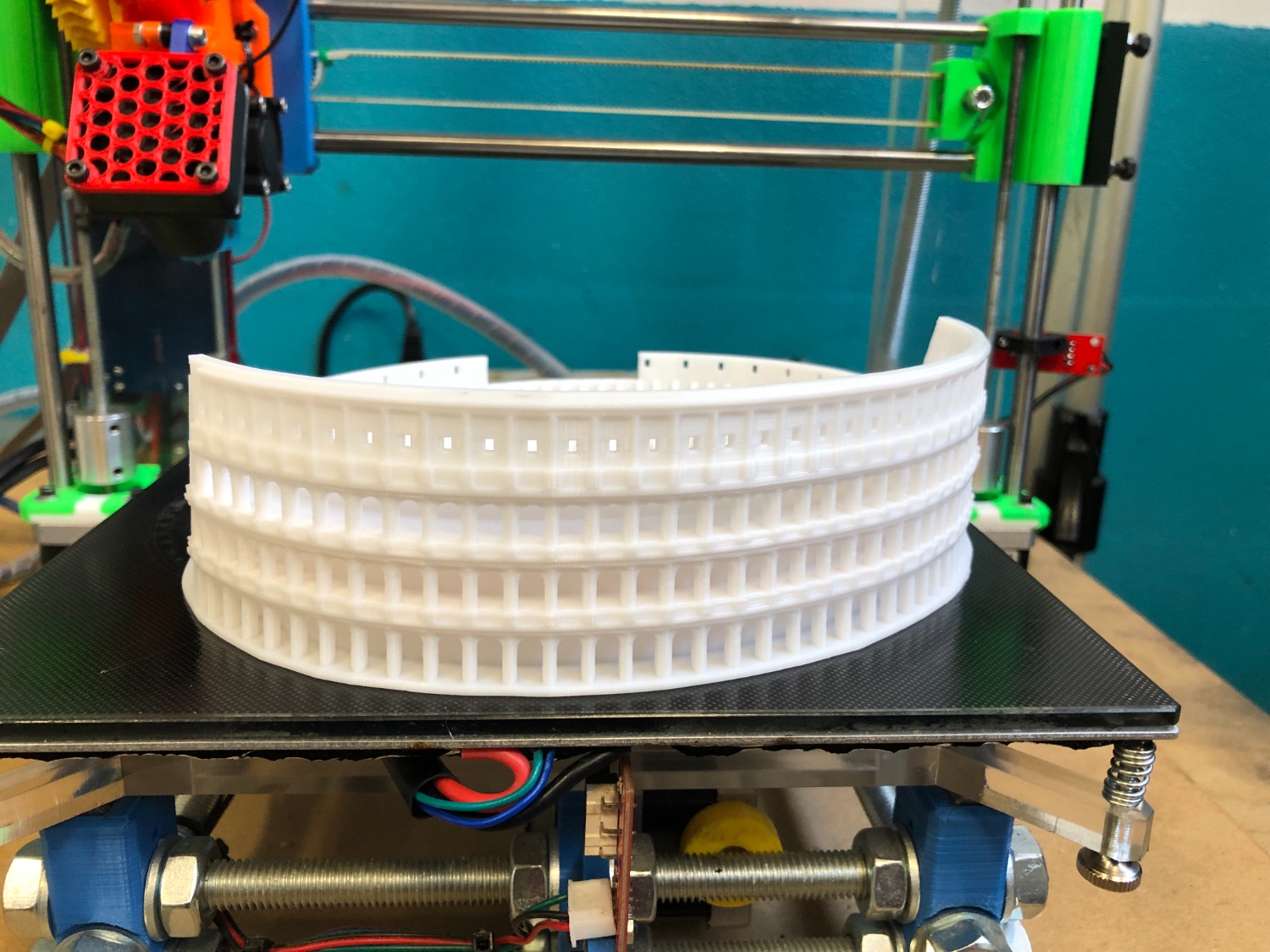
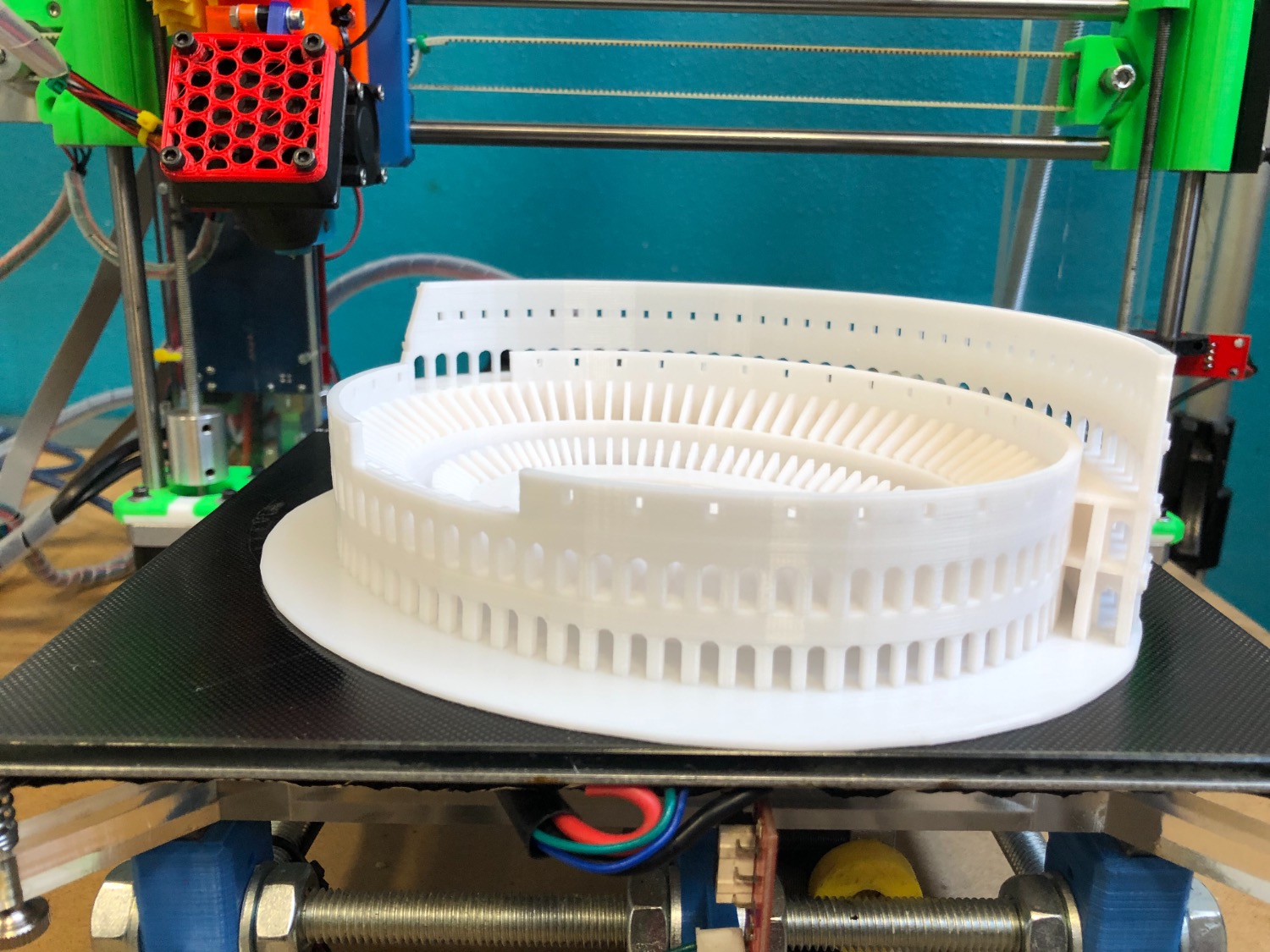
Er Colosseo
Mino ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
Ultima opera: Er Colosseo https://www.myminifactory.com/object/3d-print-colosseum-10646 Prusa i3 “Frankestein” Dimensioni 190X160X50 PLA Sunlu Layer 0.2 PrusaSlicer 23 ore 35 min
-
Adesione al piano con metodo: Brim o Skirt, gli angoli si staccano
Mino ha risposto a FPcomputer nella discussione Problemi generici o di qualità di stampa
Metti 0,25mm come altezza primo layer e 20 mm/s come velocità strato iniziale. E non essere prevenuto sulla lacca, una bella spruzzata, soprattutto quando si hanno problemi di adesione, non guasta mai. -
Le mie competenze in post produzione sono talmente basse, che per me è più che perfetto così. Vorrei essere bravo la metà della metà di te
-
“Le Tre Grazie” di Pradier
Mino ha risposto a Mino nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
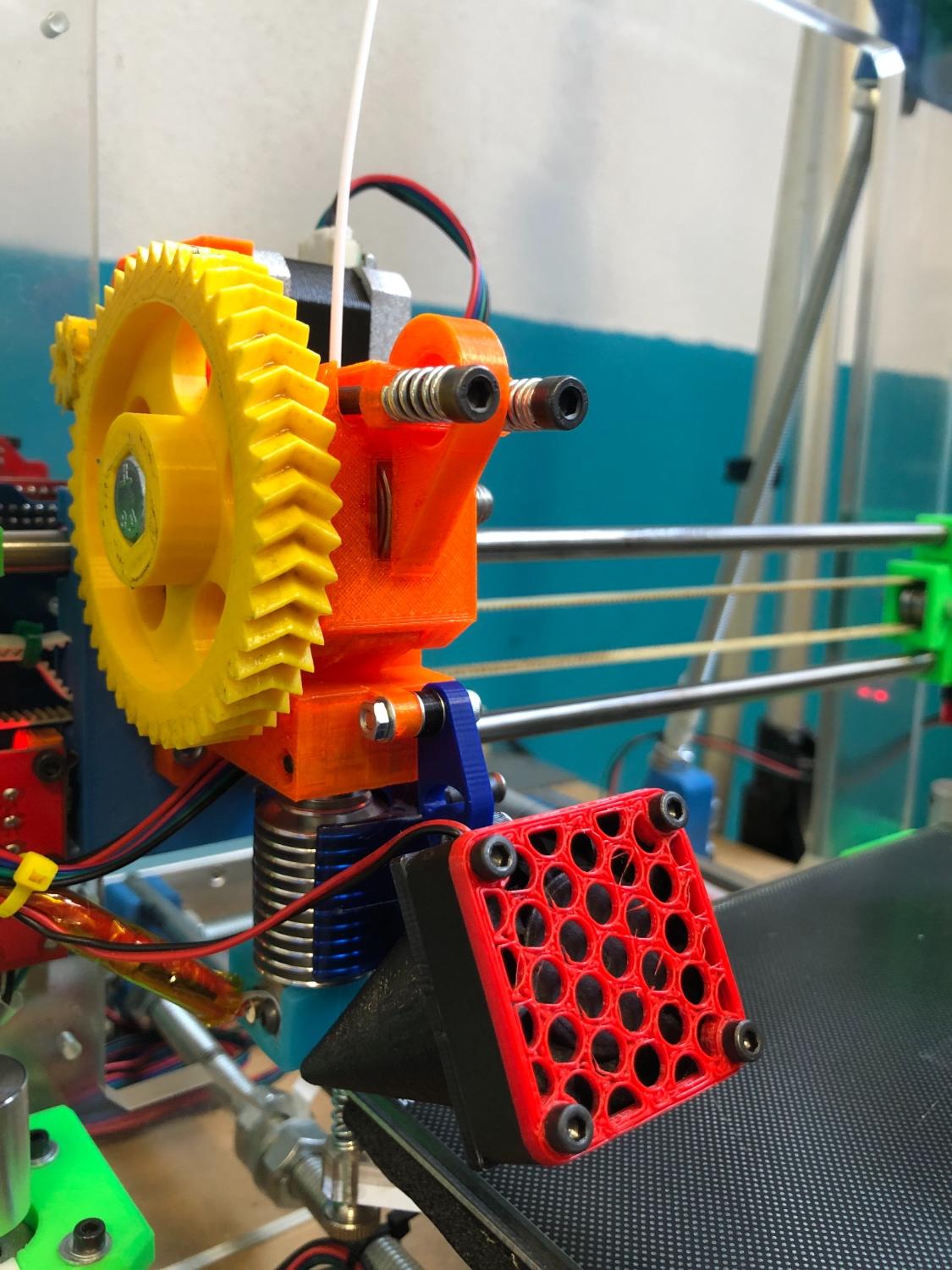
Inizialmente aveva un wade extruder ma mi faceva perdere 20mm in altezza di stampa. -
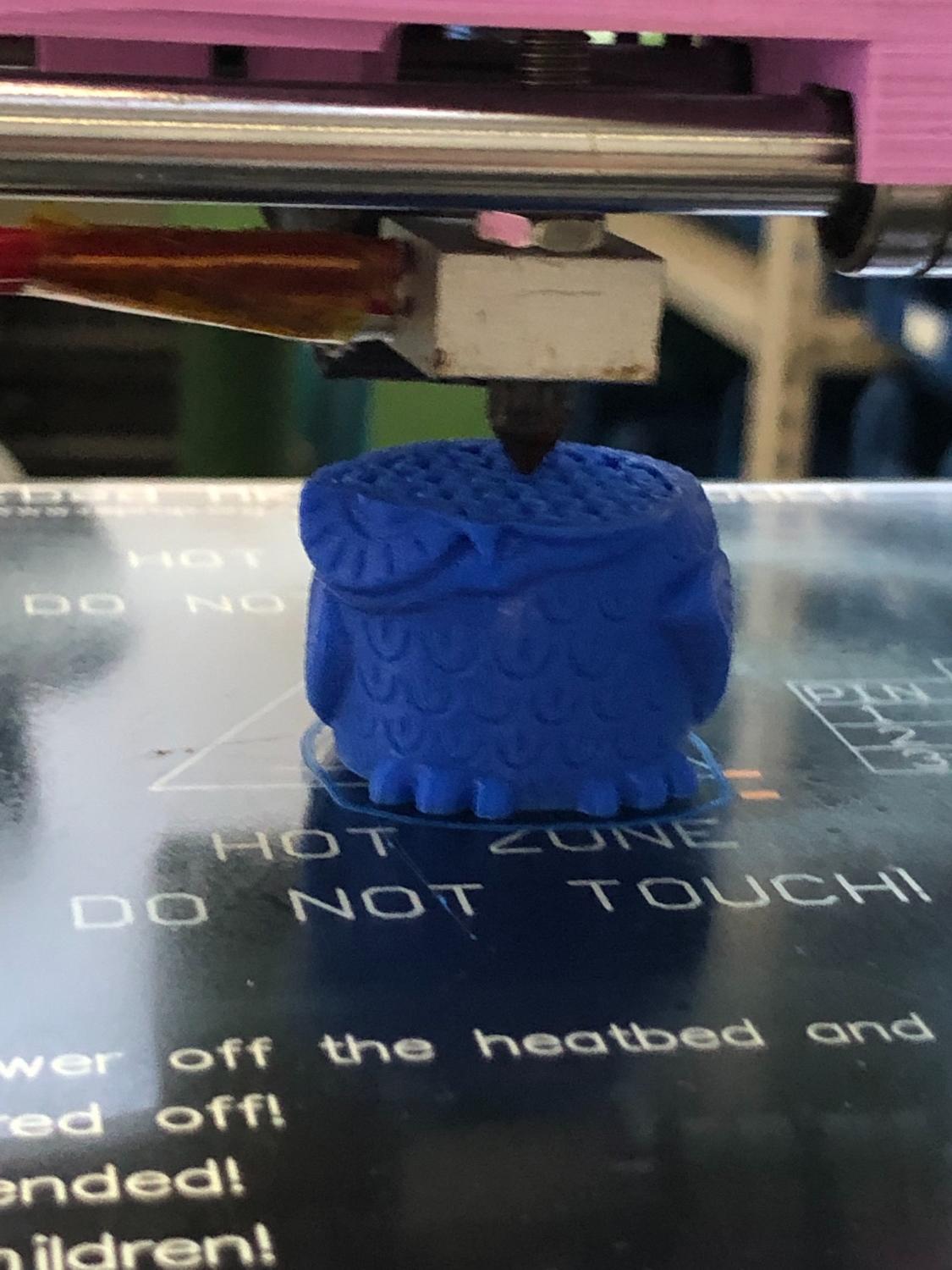
“Le Tre Grazie” di Pradier
Mino ha risposto a Mino nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Le ho fatto stampare un gufetto e niente… lei non mi delude mai! 😄
-
Bellissima! Sembra vera.
-
“Le Tre Grazie” di Pradier
Mino ha risposto a Mino nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Più tardi libero il banco e te le faccio, magari mentre stampa qualcosa che fa più figo 😅 -
“Le Tre Grazie” di Pradier
Mino ha risposto a Mino nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
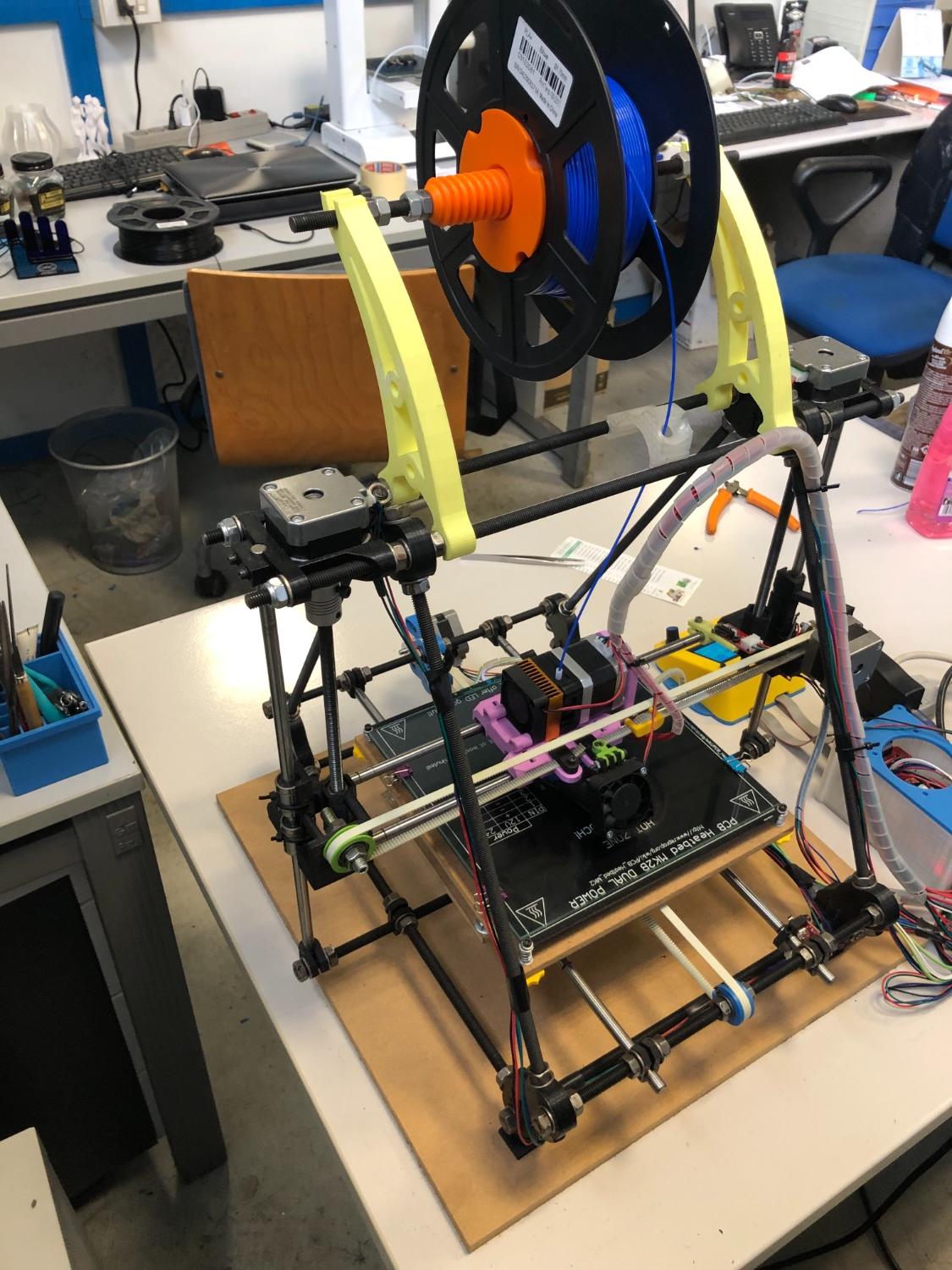
E pensare che io ho iniziato da “babbano”, acquistando questo giocattolino https://uk.rs-online.com/web/p/3d-printers/8286356/ Poi ho scoperto il mondo RepRap e, con il giocattolino, ho costruito la Mendel che, di fatto, è la madre di tutte le altre stampanti che ho costruito successivamente. -
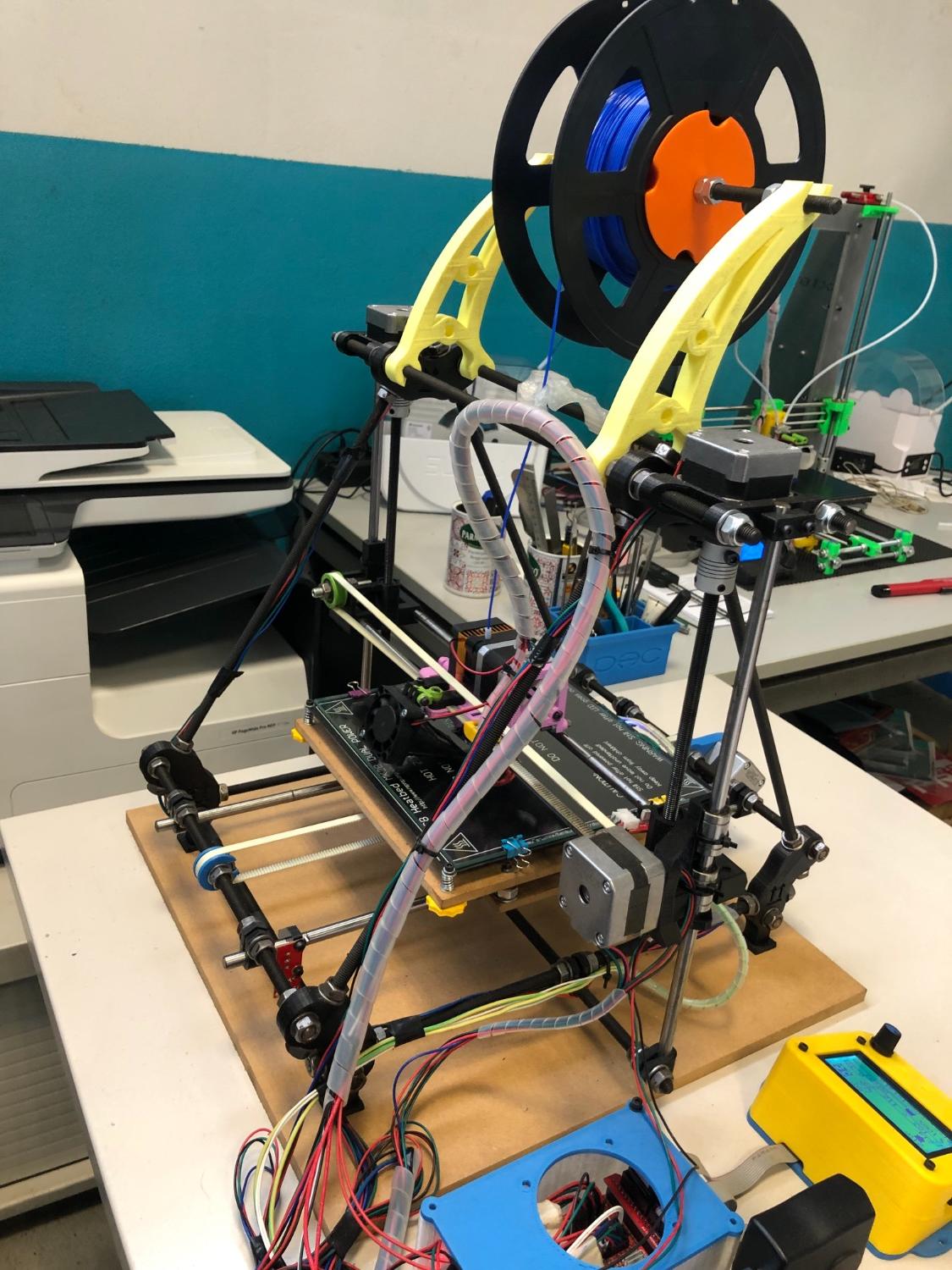
“Le Tre Grazie” di Pradier
Mino ha risposto a Mino nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Ti presento Miss Mendel, la mia prima creatura. La uso poco perché ormai ha i suoi acciacchi ma… come si dice… il primo amore non si scorda mai!
-
“Le Tre Grazie” di Pradier
Mino ha risposto a Mino nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Sì è uno dei primi progetti di Prusa, in rete lo trovi ancora si chiama “Prusa i3 rework”. No mai usato il 3mm, sempre e solo 1,75. Mio figlio frequentava un’università di design e avevano un laboratorio ben attrezzato, così ne ho approfittato e il frame (anzi 2) me lo sono fatto fare da lui. -
“Le Tre Grazie” di Pradier
Mino ha risposto a Mino nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Essendo una single frame, ho dovuto sopperire alle spallette con due tiranti, che tra l’altro sono anche meglio perché ti permettono di intervenire qualora la struttura non fosse in squadra. Ci vuole pazienza sì, senza contare che alla fine spendi più così che a comprarne una bella e fatta, ma il 50% della mia soddisfazione nel coltivare questo hobby sta proprio nel fatto che posso dire: “questa stampante l’ho fatta io”. -
Si chiama “wade extruder” e su Thingiverse ne trovi innumerevoli versioni. Questo è quello che ho io su una Prusa i3.
- 53 risposte
-
- 1
-

-
- stampanti 3d
- elettronica
- (and 1 più)
-
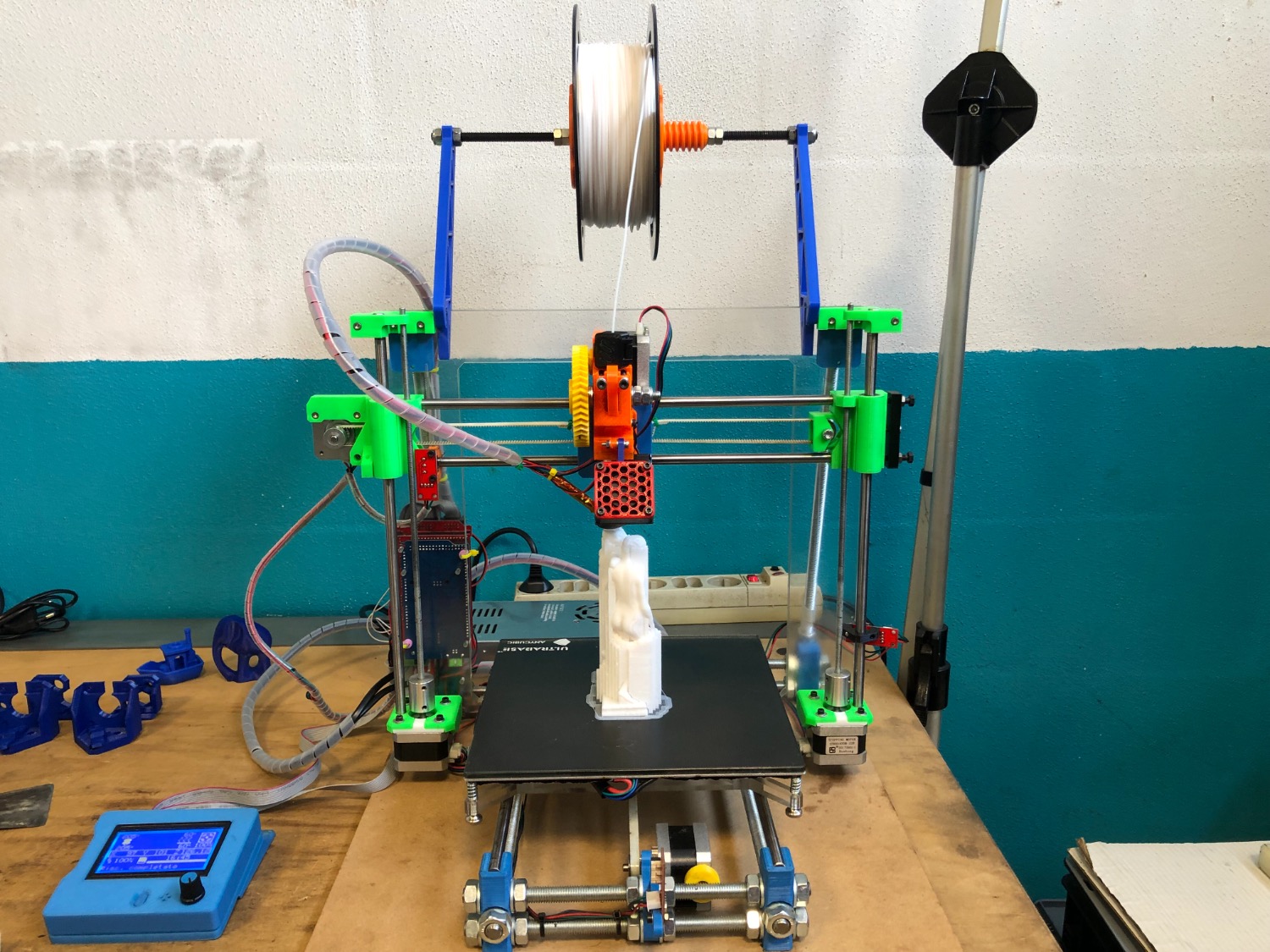
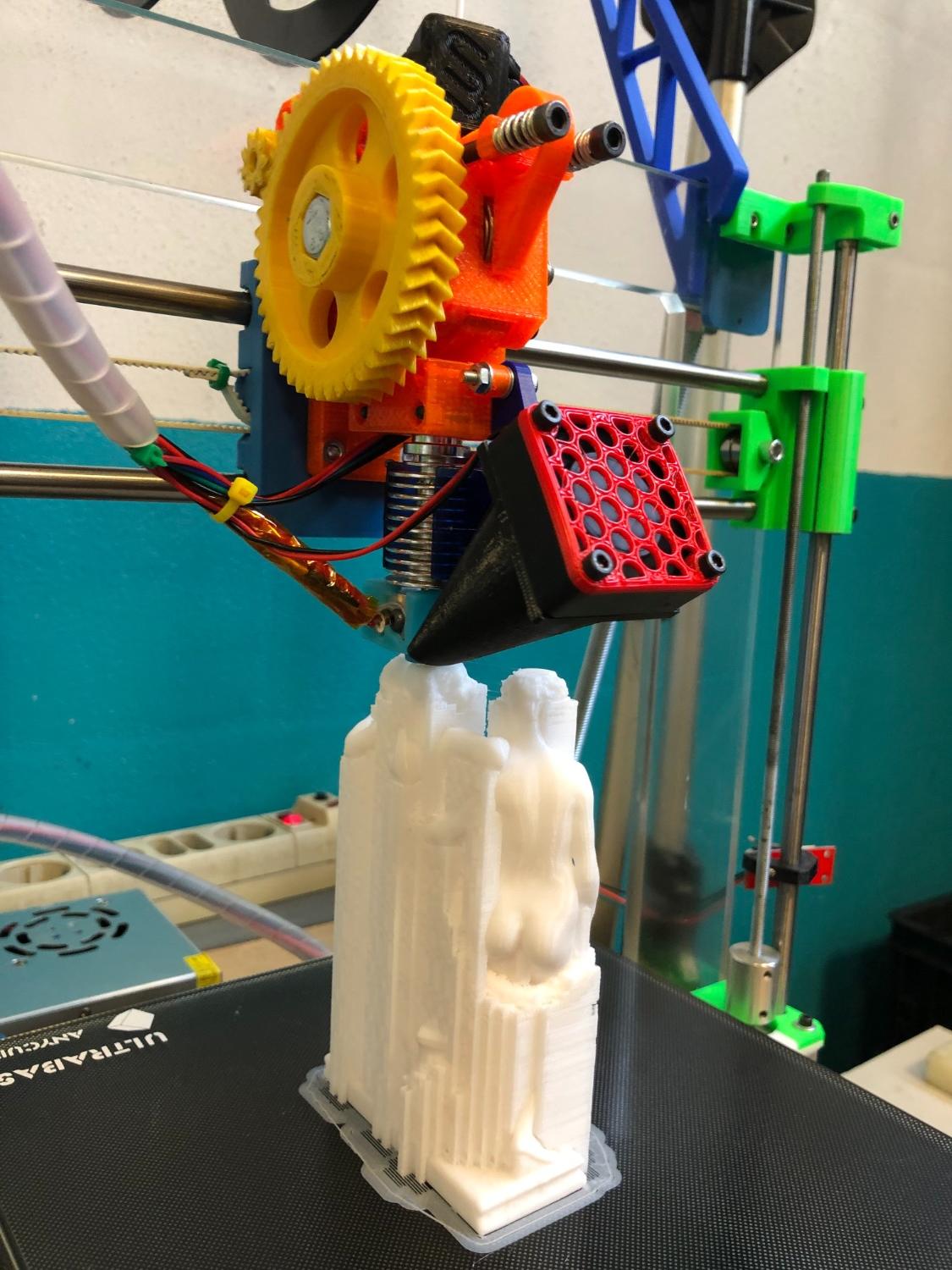
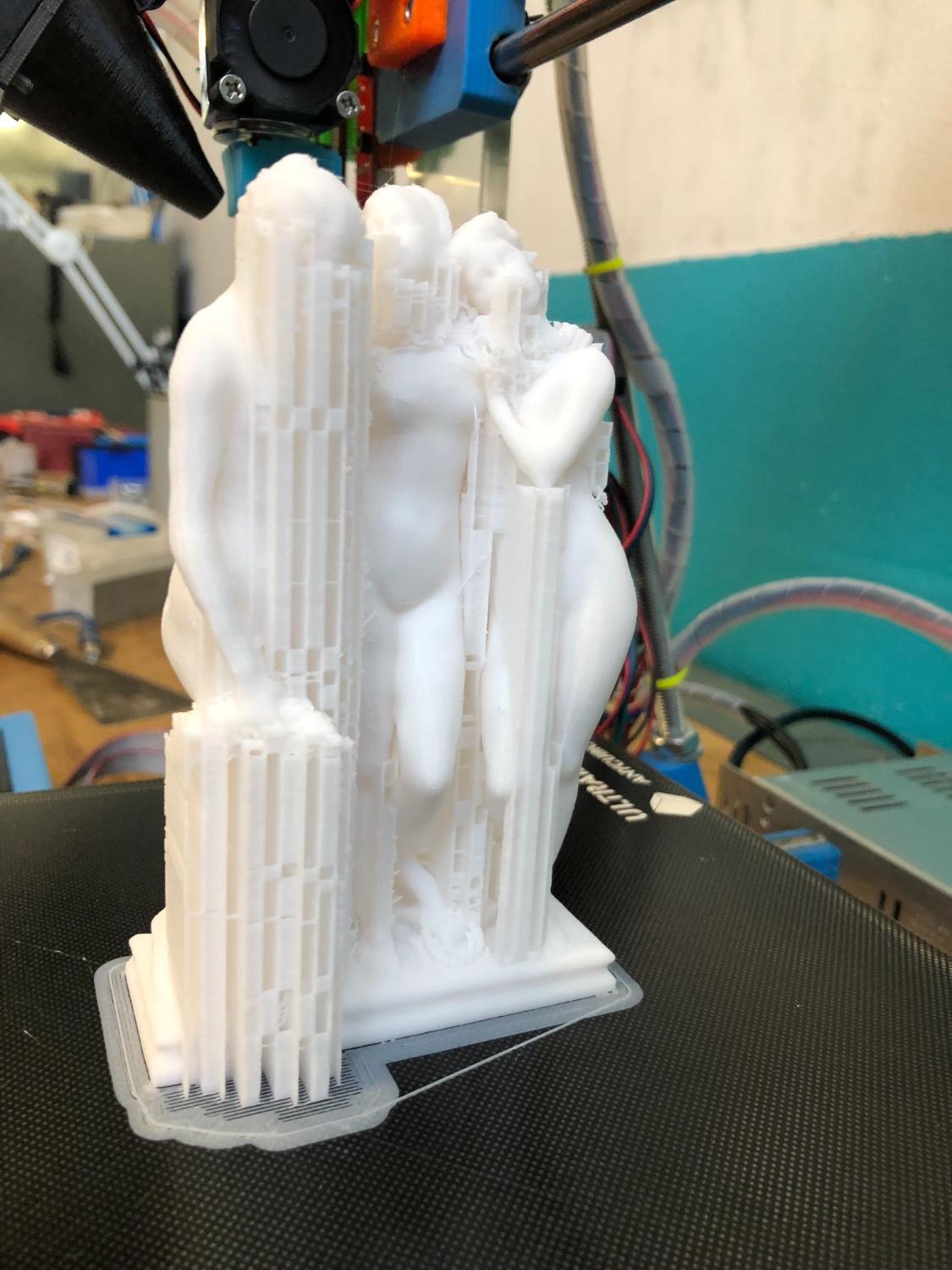
“Le Tre Grazie” di Pradier
Mino ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
Voglio mostrarvi questa stampa, non tanto per il risultato in sé ma per la stampante: una Prusa i3 “Frankestein” auto costruita da progetto RepRap, con frame in acrilico, estrusore Wade e movimentazione asse Z con barre filettate da M5. L’oggetto è alto 130mm, troppo piccolo per i dettagli, le “manine” delle Grazie sono davvero piccine… le dita sono meno di 1mm di diametro. Ho utilizzato un PLA della Sunlu a 205 gradi; altezza layer 0,16 e velocità max di 40mm/s. Slicer Prusa e, ovviamente, supporti. Tempo di stampa 16 ore circa. In pratica è il profilo di stampa “0,16mm OPTIMAL Creality” per Ender3 di PrusaSlicer. Ho solo rimosso sommariamente i supporti per farvi vedere il risultato, più che decoroso credo, se prendiamo in considerazione la stampante utilizzata.
-
Non è identica, è la Prusa.
- 53 risposte
-
- 1
-
-
- stampanti 3d
- elettronica
- (and 1 più)
-
Queste però sono tutte core xy… complessine per iniziare…
-
La pagina che hai linkato tu ne fa vedere solo alcuni. Clicca qua https://reprap.org/wiki/RepRap_Options
-
STAMPA 3D DA GRANULO! Strada percorribile oppure No?
Mino ha risposto a Marco Ardesi nella discussione Club di Fabula 3D's Discussioni
Un’azienda italiana ci aveva provato, un paio di anni fa lo avevo visto in opera al mecspe. In vendita io ho trovato solo questo https://3dprint.me/product/v4-pellet-extruder/ ma costicchia, anche se la voglia di provarlo è tanta e, prima o poi… -
Beh, se prima stampavi bene e d’un tratto è peggiorato, ci sono buone probabilità che l’estrusore sia da guardare. Prima però, se non l’hai già fatto, darei una bella riallineata al piano, magari dopo aver pulito bene il vetro.
-
Sulla base delle informazioni che a suo tempo ho cercato sul web, il petg ha bisogno di un primo layer superiore al PLA. Comunque, se prima stampavi bene il problema sarà altro. In ogni caso tentar non nuoce.
-
Io il primo layer del petg lo stampo a 0,35, velocità 15, 80 gradi minimo di piatto, una bella spruzzata di Splend’or, brim e 245 gradi. Successivamente 240
-
Ideamaker: Come variare altezza layer a diverse altezze di stampa
Mino ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Ma è esattamente la funzione che ti serve. Ora ci di un occhio anch’io per vedere come funziona su ideamaker -
Ideamaker: Come variare altezza layer a diverse altezze di stampa
Mino ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Lascia perdere, se vuoi buoni risultati con l’altezza variabile devi usare l’apposita funzione, che non solo analizza il file sto per decidere l’altezza giusta, ma fa anche in modo che gli aumenti e le riduzioni avvengano gradualmente, altrimenti l’occhio non pagherebbe.