Fabiogfabio
-
Numero contenuti
54 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Fabiogfabio
-
petg alcuni layer non perfetti
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
ciao allora ho smontato tutto ricalibrato il piatto misurato tutto e sono riuscito ad ottenere questo https://ibb.co/xCQjm9C https://ibb.co/1R46XLJ https://ibb.co/7NnJmbt https://ibb.co/bN0ssW2 come lo vedete? è accettabile come risultato? facendo lo zoom 20x su "l'ombra" sembra una leggerissima sottoestrusione? https://ibb.co/HgWrpCx -
petg alcuni layer non perfetti
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
ho provato le barre filettate è migliorato leggermente ma ancora esiste https://ibb.co/qkrYYtx https://ibb.co/ZS8V1VC -
petg alcuni layer non perfetti
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
effettivamente ho messo il doppio asse proprio l'altro giorno .. ti dico avevo preso un kit unitak3d e la barra filettata non si adattava al gantry ho quindi cambiato con quello originale che entrava perfetto .. provo a fare come mi hai suggerito -
petg alcuni layer non perfetti
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
allora dopo aver calibrato trovata la temperatura adatta provato a importare un profilo e smanacciare con i setting ho ottenuto questo risultato https://ibb.co/mRYGJBM https://ibb.co/TBVLQdV da un lato l'effetto di sottoestrusione ma molto più netto e sembra a layer cadenziati mentre dall'altro lato sembra come se i layer mancati vengano stampati parallelamente dalle foto si capisce meglio cosa posso fare? -
petg alcuni layer non perfetti
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
no.. come lo calibro? -
petg alcuni layer non perfetti
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
l ugello è originale , la velocità l'ho impostata a 25mms inoltre ho il riscaldatore esun (che non so a quanto possa servire ma lo uso più per far scorrere meglio la bobina). quindi mi consiglieresti di cambiare nozzle? quale dovrei utilizzare? ti metto un'altra foto per il difetto provo a fare la temp tower https://ibb.co/hyrDp2p https://ibb.co/NnhWq60 https://ibb.co/yN35hmM -
petg alcuni layer non perfetti
Fabiogfabio ha pubblicato una discussione in Problemi generici o di qualità di stampa
ciao ho aggiunto due mod alla mia ender 3 pro, il Direct drive è il doppio asse z . riesco a stampare tutti i materiali e in pla i pezzi sono perfetti. in tpu con pezzi non complessi vengono abbastanza bene ma con il petg ho questo problema in foto . sembra come se alcuni layer (da solo un lato ) non si attaccassero bene , ma in realtà è sigillato correttamente . la temperatura è quella riportata dal produttore 245 ° ho diminuito la retraction e provato tutti i setting trovati sul forum e in giro. avete suggerimenti ? grazie!
-
stampa layer superiore degradata
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
io a 0 con lacca effettivamente vengono più lucidi comunque i setting non li ho cambiati ok domani provo a ti posto grazie! -
stampa layer superiore degradata
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
sia petg che pla quest'ultima stampa (pla) ho utilizzato per prova i default di cura per Ender 3 200 gradi / 0 piatto con bltouch , retrazione attiva e zhop -
stampa layer superiore degradata
Fabiogfabio ha pubblicato una discussione in Problemi generici o di qualità di stampa
ciao, da qualche giorno stranamente ho questi risultati ma non capisco proprio da cosa possa dipendere,avete qualche idea? https://i.ibb.co/r2P9d0S/PXL-20210715-200034337-PORTRAIT.jpg https://i.ibb.co/vz2kdPD/PXL-20210715-200030141-PORTRAIT.jpg il layer inferiore perfetto mentre quello superiore non saprei nemmeno descrivere 😄 -
Out temp
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
Risolto ho cambiato la ventola del noozle -
Out temp
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
ho sostituito tutto il blocco estusore completo niente sempre errore e1 -
Out temp
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
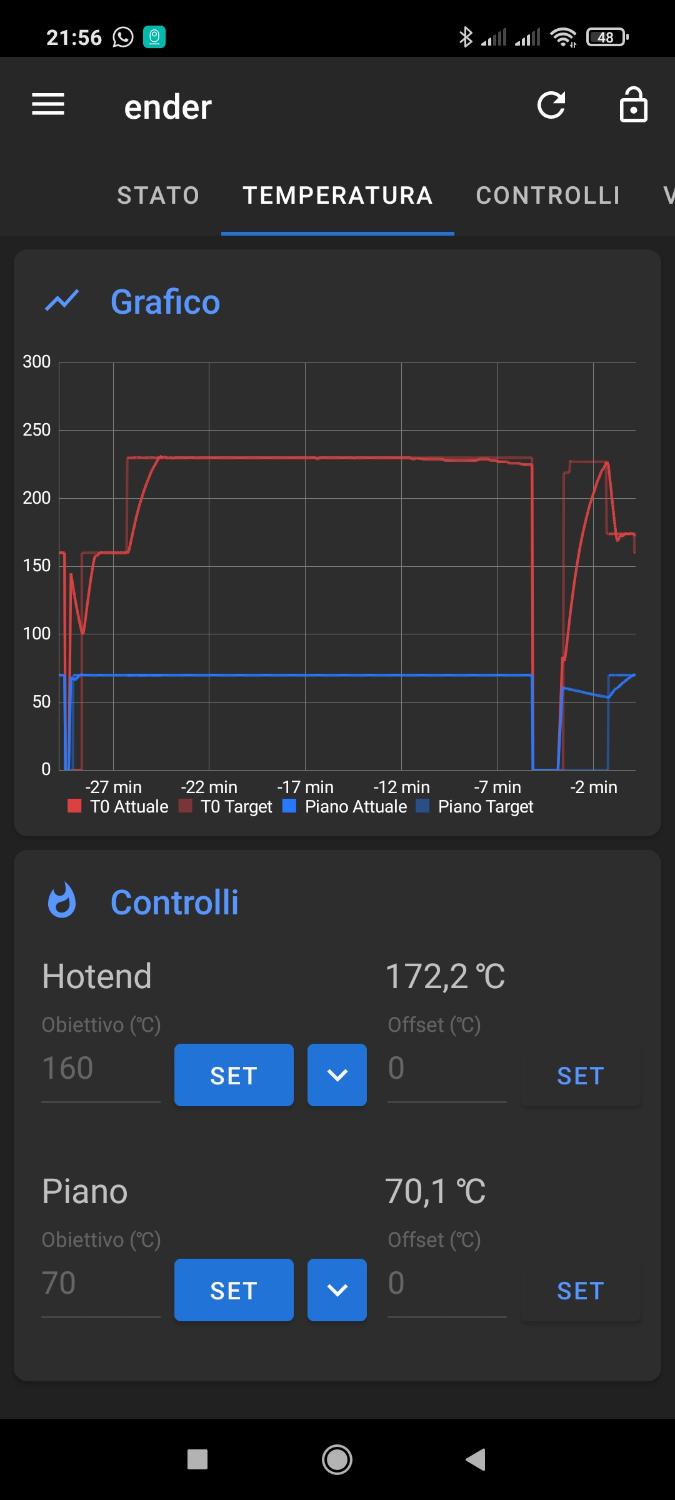
Stampante fischia, maxtemp printer halted -
Ciao, Riscontro un problema quando stampo il petg a 230 gradi La stampa procede senza problemi , all'improvviso, và in protezione per temperature troppo elevate. Ora immagino sia il sensore,ma , da octo nel momento dello stop la temperatura era nel target anche leggermente sotto quindi questa cosa mi porta fuori strada Ender 3 pro Qualcuno ha avuto problemi simili? PS se setto 225 nessun problema
-
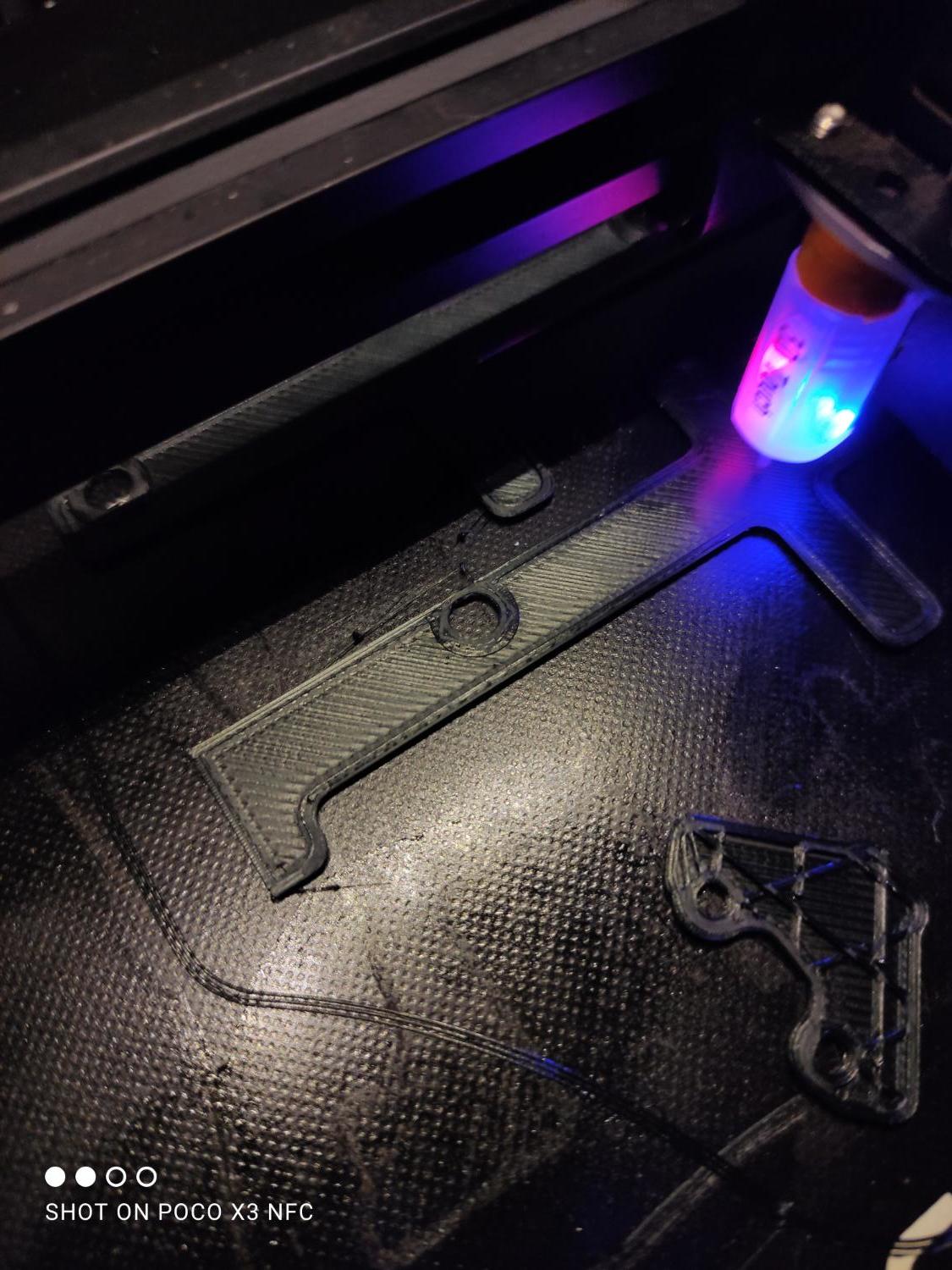
Script stop e cambio setting
Fabiogfabio ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao , Stavo giocando con gli script di cura che semplificano di tanto la vita sul gcode. Volevo chiedervi se c'è un modo da cura o direttamente nel gcode di iniziare la stampa con dei setting esempio nozzle 0.6 con tutto quello che ne consegue come altezza layer etc fare lo stop e nello stop cambiare i setting a un nozzle/ layer 0.1 ovviamente cambiando anche fisicamente il nozzle sto stampando delle targhette per la cassetta della posta ma le scritte, non eccessivamente piccole , presentano queste sbavature e pensavo che magari stampando a 0.01 la scritta o solo magari diminuendo la velocità dopo la pausa potesse migliorare la situazione Grazie!
-
Strano problema improvvisamente
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
Grazie per l'aiuto confermo che le stampe sono tornate ok ! -
Strano problema improvvisamente
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
Ora? Da migliorare ancora? Ora? Da migliorare ancora? Questo il risultato con il tubo capricon
-
Strano problema improvvisamente
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
ho cambiato il tubo , il vecchio era completamente annerito cosa intendi con flusso errato? cmq sto testando una nuova stampa e vedo -
Strano problema improvvisamente
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
Me lo ha rifatto in un'altro punto con un'altro pezzo non capisco più cosa possa essere
-
Strano problema improvvisamente
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
No ho fatto l'unica cosa che non avevo fatto, si era intoppato il tubo nell'hotend gli ho dato una spuntatina tolto il possibile e spinto il filo ha fatto proprio plop . Inoltre mi è appena arrivato il capricon che monto appena finisco questa stampa Io avevo visto questo https://it-m.banggood.com/Wholesale-Warehouse-Creality-3D®-Ender-3-Direct-Extruding-Mechanism-Complete-Extruder-Nozzle-Kit-with-Stepper-Motor-wp-Gwtr-1705315.html?rmmds=search&act_poa=SKUF61671&cur_warehouse=GWTR
-
Strano problema improvvisamente
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
Cmq credo che lntoppo era proprio nel tubo PTFE per essere un nozzle da 0.6 sembra andare bene
-
Strano problema improvvisamente
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
Quale? Ho visto che gira l'originale creality -
Strano problema improvvisamente
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
Forse e dico forse ho risolto mi ha insospettito un odore strano di plastica bruciata ho tolto il tubo dall' estrusore e sembrava esserci residui di plastica indurito ho eliminato la maggior parte della plastica rimontato spinto il filo ed ha fatto un plop é Ronco ! -
Strano problema improvvisamente
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
Il 0 ofsett l'ho lasciato leggermente più alto con il petg lo alzo ancora di più . In piano Z come ti dicevo ha iniziato a fare dei layer come in foto Più che altro se pensi sia un problema hw posso provvedere a cambiare tutto il blocco (eventualmente un direct drive quello della creality monoblocco potrebbe essere una buona idea?)
-
Strano problema improvvisamente
Fabiogfabio ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
Scusa la domanda forse banale come controllo che il materiale estruso sia troppo?