dnasini
-
Numero contenuti
4.269 -
Iscritto
-
Ultima visita
-
Giorni Vinti
146
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Problema solo con PLA+ sunlu
dnasini ha risposto a spade81 nella discussione Problemi generici o di qualità di stampa
Io ho avuto comportamenti analoghi al tuo (se nn "identici") stampando filamenti caricati tipo wood, PLA fluo, PLA Marble,.... Se stampavo uno di questi filamenti con nozzle 0.4mm dopo un po' l'estrusore saltellava e nn usciva materiale. Se ritornavo al PLA "normale" riprendeva a stampare senza grossi problemi. Se usavo nozzle da 0.6mm stampavo tutto senza prob. Smontando il mio hotend, ho scoperto che con i filamenti caricati, l'estrusore faceva piu' fatica a spingere il filo che si ispessiva nella parte finale tra fine PTFE e nozzle perche' faticava al uscire dal nozzle 0.4mm. Ad ogni retrazione, l'ispessimento trascinava all'indietro il PTFE di quel tanto che bastava a far percolare, alla spinta successiva, il materiale nn nn estruso che finiva dentro la gola. Morale, ogni 2 x 3 mi ritrovavo con l'hotend intasato. Io ho risolto cambiando la gola Bore con una Bi-Metal (va bene anche All-Metal). In questo modo, il tubo PTFE si ferma all'inizio del dissipatore, nn e' cosi' sensibile alle retrazioni, posso stampare a temperature piu' alte e mi sono dimenticato ogni tipo di intasamenti dell'hotend. -
Problema solo con PLA+ sunlu
dnasini ha risposto a spade81 nella discussione Problemi generici o di qualità di stampa
sono un po' confuso, la ruota godronata e' sullo spingifilo, mentre l'hotend e' il componente all'altro capo del tubo PTFE. Hai smontato anche l'hotend e verificato se il tubo PTFE in battuta sul nozzle e' rovinato? Il comportamento che descrivi fa pensare ad un ostruzione dell'hotend, quindi io lo smonterei x verificare che nn ci siano sversamenti di materiale nella gola -
Vari problemi di stampa in resina
dnasini ha risposto a riccardo92 nella discussione Problemi generici o di qualità di stampa
e' tutto il layer che fa effetto ventosa e spesso le parti con suferfici meno ampie riportano i difetti piu' evidenti. Anceh i supporti possono influire ma qui farei solo supposizioni nn sapendo come li hai impostati o distribuiti. -
Problema solo con PLA+ sunlu
dnasini ha risposto a spade81 nella discussione Problemi generici o di qualità di stampa
Quando dici "pulisco tutto" cosa intendi di preciso? pulisci lo spingifilo o verifichi anche l'hotend? Sei in bowden o in direct? -
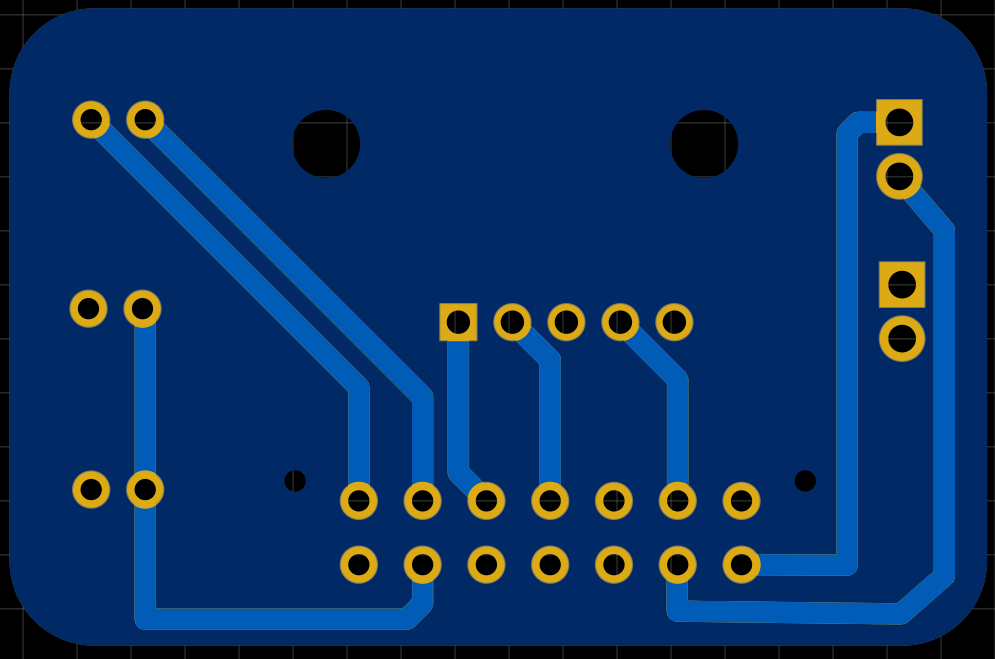
Grazie per tutti i vostri feedback. Io, nel dubbio, ho preferito riportare 1:1 le connessioni della MB sulla Piggyback. Qui di seguito il mio ultimo design su due Layer con piste da 1mm x Vcc e Gnd e 0.5 per tutto il resto: Ho cercato di mettere tutte le Vcc e Gnd sul layer 2 (ad eccezione di una) ed i rimanenti sul layer 1 Cosa ne pensate? dovrei modificare qualche altra cosa prima di farla produrre?

-
Saturn 2 8K problemi di stampa
dnasini ha risposto a Mimmomarra nella discussione Problemi generici o di qualità di stampa
Hai fatto correttamente la home del piatto prima di cominciare a stampare? -
stampa si deteriora poco oltre il 50% del tempo di stampa
dnasini ha risposto a 6dp nella discussione Problemi generici o di qualità di stampa
Hai provato a stampare direttamente da SD (se ce l'hai)? -
Vari problemi di stampa in resina
dnasini ha risposto a riccardo92 nella discussione Problemi generici o di qualità di stampa
Sembra tu abbia avuto uno shift della stampa in quel punto. Lo noti anche perche' anche il ginocchio li accando sembra aver avuto problemi. Cosi' ad intuito, secondo me e' dovuto al fatto che lo hai stampato pieno, senza svuotarlo. In questi casi, quando la stampa sale in altezza, una superficie piena tende a fare effetto ventosa quando si stacca dal FEP. Questo puo' causare deformazione dello stesso o una esposizione superiore che crea una deformazione dello strato questo puo' dipendere dai tempi di cura che utilizzi e dalla dimensione dei pezzi. La resina di per se tende a "restringersi" durante il processo di cura. Un tempo prolungato puo' aumentare questo effetto -
Problema solo con PLA+ sunlu
dnasini ha risposto a spade81 nella discussione Problemi generici o di qualità di stampa
Perdona la franchezza, non e' che puoi "indovinare" i parametri di stampa del filamento facendo le prove come in teatro. Esistono metodi precisi per misurare questi parametri. Per la temperatura di estrusione devi stamparti un temp tower all'interno dei range specificati dal produttore. Una volta stampata, analizzi i vari strati stampati alle varie temperature ed individui quello stampato meglio. Per il diametro del filamento, utilizza un calibro digitale e misura in 4 o 5 punti diversi su un metro/metro e nezzo di filamento srotolato. Prendi le misurazioni e fanne una media cosi' da avere un diametro filamento medio attendibile. Hai poi calibrato il flusso per il filamento SUNLU? se usi le stesse impostazione che hai per il filamento che funzione, nn e' detto che tutto vada come ti aspetti. Ogni marca di filamento richiede una calibrazione di tutti i parametri ex-novo. Addirittura, anche cambiando colore all'interno della stessa marca lo richiederebbe -
Problema solo con PLA+ sunlu
dnasini ha risposto a spade81 nella discussione Problemi generici o di qualità di stampa
Anceh io stampo SUNLU PLA+ senza prob a 215C. tu a che temperatura stampi i 2 PLA che hai provato? -
Problema stampa di qualsiasi materiale
dnasini ha risposto a Rede nella discussione Problemi generici o di qualità di stampa
Secondo me hai "cambiato" troppe cose ed ora nn hai una base di partenza con cui confrontare i risultati di ogni singola prova. Da quello che ho capito hai fatto le calibranzioni di base su entrambe, corretto? Se si, io sceglierei una delle due stampanti, il piatto con cui ti senti piu' confidente, come materiale il PLA (e' il meno rognoso) e comincerei a fare le prime prove. Con i risultati ottenuti, se nn sai come procedere, apri un post specifico e modifichi UNA sola cosa per volta facendo un test per capire come si comporta. L'obiettivo e' trovare dei punti fermi che ti permettono di concentrarti solo sui nuovi problemi. Procedendo ad-minkiam le cose piu' disparate, ne esci solo frustrato e senza risultati confrontabili -
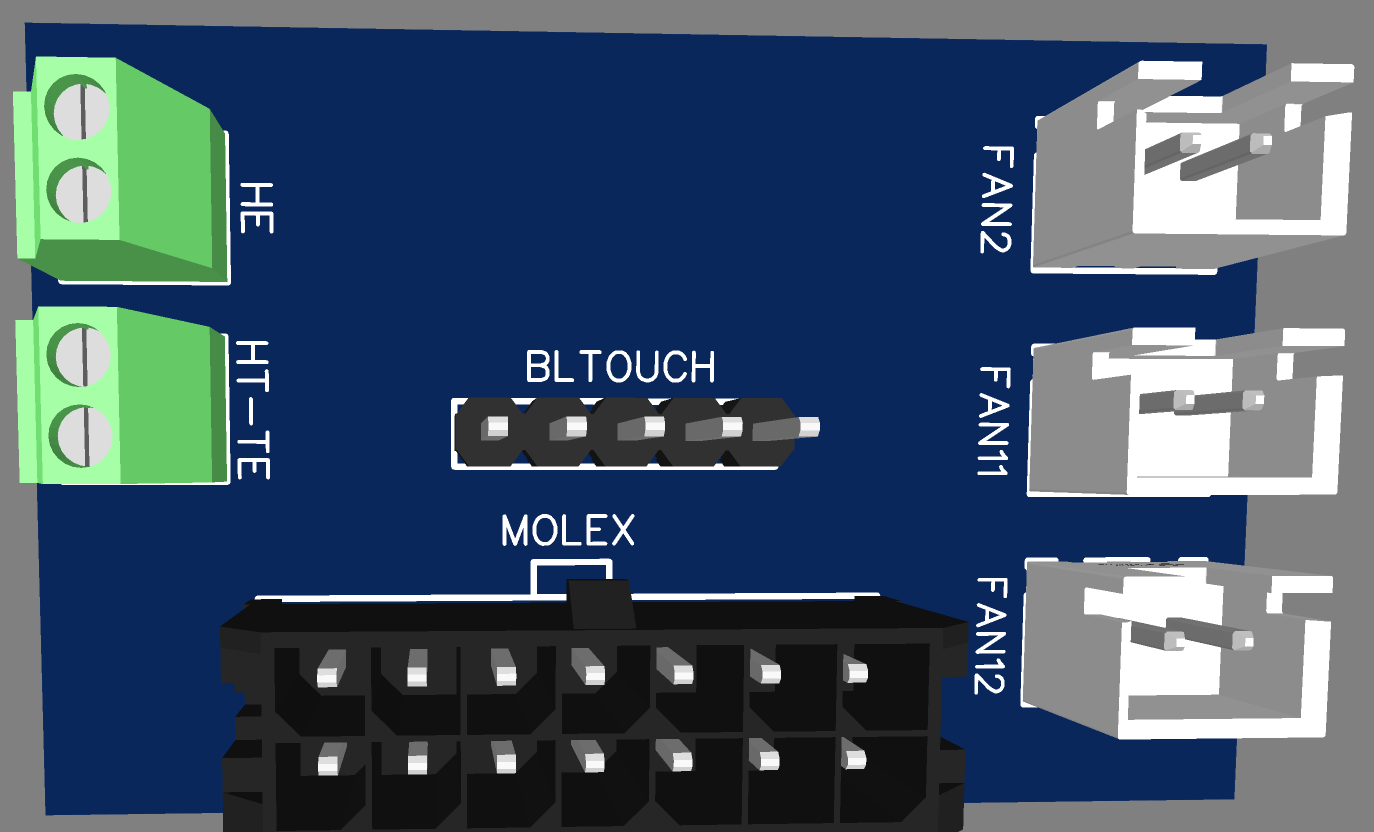
Una curiosita': in questo progetto io ho portato tutte le GND, una x ogni sensore (vedi le 2 x le ventole e 1 x BLTouch). Cosa sarebbe cambiato (pro e contro) se avessi portato una solo GND (es la GND di una ventola) e sulla PCB avessi collegato tutte le GND a quella unica? Nel mio caso particolare avrei "risparmiato" 2 connessioni aka avrei utilizzato un Molex piu' piccolo (12pin invece di 14pin)
-
La scelta di singolo strato e' dovuta nn ai costi ma al fatto che, cmq, ci stava tutto su un layer. Per la dimensione delle piste, nn avendo mai progettato una PCB, mi sono affidato alle indicazioni del tutorial. L'errore e' stato aver ordinato prima di aver ricevuto un parere da chi ne sa di piu'..... Ma la minchiata piu' grossa e' stata aver ordinato 2 di queste con anche la saldatura dei componenti, che ha fatto salire il prezzo nn poco... oddio, nn che abbia speso un capitale, ma come dice Mariottide "so soldi!!!" Procedo ad apportare le modifiche come da tuo consiglio, mettero Vcc e Gnd su uno strato ed il resto sull'altro, vediamo come esce 🙂
-
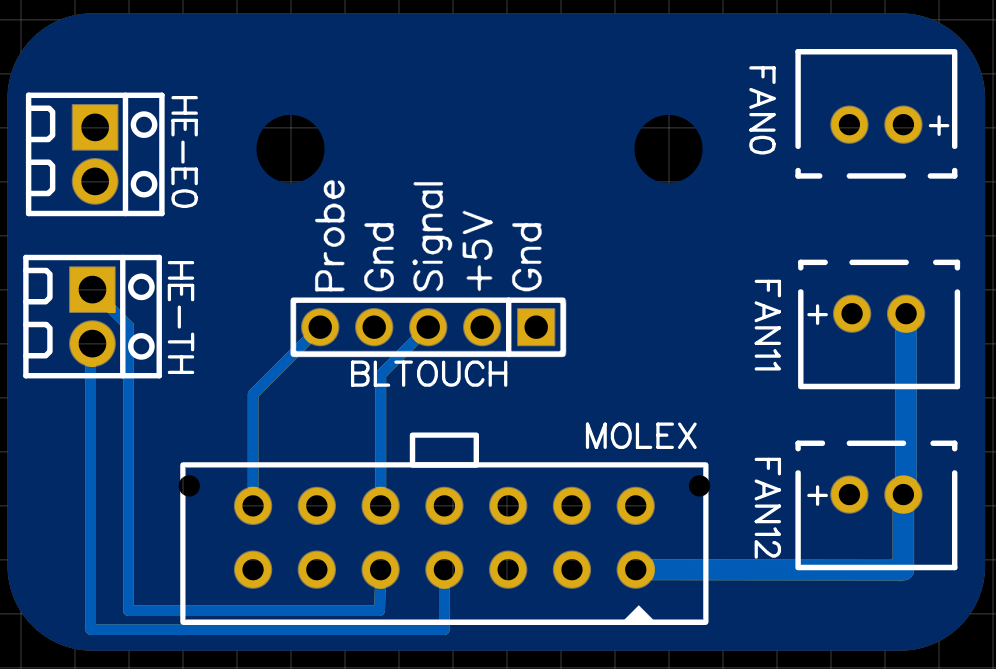
@Whitedavil mi affido nuovamente alla tua sapienza. A che rischi andrei in contro con piste sottili (0.254mm o 10mil) come quelle nella foto precedente? Ho rivisitato la board e ho ampliato lo spessore delle piste. Quelle del primo schema erano impostate come consigliava il programma, mentre ora le ho portate tutte a 0.5mm (il doppio) ed ecco la nuova board Tanto che ci sono aggiungo qualche riferimento alla piedinatura
-
azz.... dici che nn vanno bene? ho utilizzato le impostazioni suggerite dal programma EasyEDA e ho gia' effettuato l'ordine 😭 Provo a verificare se posso annullarlo..... ....ordine in produzione.... nn cancellabile..... 😞
-
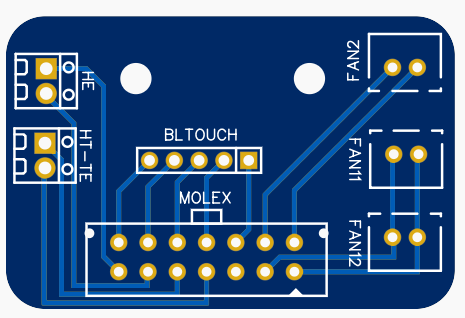
....ed eccola che prende vita.....
-
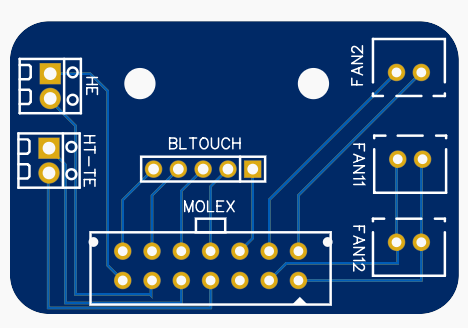
Questo un rendering di come dovrebbe essere la mia piggyback (grazie @FoNzY x le dritte) ora mancano solo le connessioni e l'arrivo delle componenti x l'assembraggio
-
Blocco estrusione filamento
dnasini ha risposto a Kratos nella discussione Problemi generici o di qualità di stampa
potresti cominciare a dirci che stampante hai e che operazioni hai fatto x sostituire l'hotend. Inoltre, quando la stampante smette di estrudere senti lo spingifilo scattare? quando l'estrusione smette, hai difficolta' ad estrarre il filamento? una volta estratto, noti se la parte finale del filamento e' inspessita rispetto al resto del filamento? -
caspita, con tutti questi tecnicismi mi sembra di leggere un data sheet 🤣
-
Resistenza PLA [Marca Geetech]
dnasini ha risposto a ValerioBI nella discussione Problemi generici o di qualità di stampa
il PLA nn e' adatto per quello che vuoi realizzare. Dovresti orientarti su PETG o ABS/ASA. La resistenza meccanica, poi, e' anche data dall'orientamento del pezzo. Se tu stampi il pezzo come in figura, se hai una trazione in verticale (perpendicolare quindi alla stesura dei singolo layer) il pezzo rischia di essere meno resistente per costruzione. Se hai invece una trazione orizzontale (avanti-indietro) il pezzo presentera' una resistenza meccanica migliore. -
Al momento ho ordinato i Molex micro fit 3.0 ma arriveranno a babbo morto. Nel dubbio mi ordino anche gli IDC tanto x averli. Ad ogni modo, io ho la cartuccia riscaldante stock ma nn ho verificato il wattaggio (cerco subito) Per quanto riguarda il GND, il calcolo dei pin necessari prevede che ogni connettore abbia il suo VCC ed il suo GND. Per andare sul sicuro, la mia idea e' quella di replicare i connettori fisici della MB sulla PCB "remotizzata" vicino all'hotend. In questa configurazione sto sereno o "faccio la fine di Letta"? Tutto questo sbatti lo faccio per evitarmi di ricablare tutto in caso di manutenzione o in caso di sostituzione del blocco hotend. Ho verificato la cartuccia riscaldante, io monto questa con il cavo rosso, la documentazione parla di 40W, quindi dovrei stare tranquillo......
-
io ho la stampante a 24V, vale lo stesso discorso?
-
Tipo di file per stampare
dnasini ha risposto a Trezzo nella discussione Software di slicing, firmware e GCode
e' possibile, ad ogni modo dovresti poter creare una stampante custom. Prima di fare lo slicing del modello, devi crearti i profili stampante e materiale (immagino tu stamperai PLA). Impostati questi due profili, importi l'stl e nel menu' in basso a sx (credo xche' uso un altro slicer) dovresti avere l'icona per eseguire lo slicing -
mi sono rimesso a fare la lista della spesa e ho scoperto che, alla fine, dovrebbero essermi sufficienti 13 contatti, ergo un IDC da 14 poli: Fan 1 2p Fan 2 2p HE 2p HE-TH 2p BLTouch 5p dimentico qualche cosa?
-
Grazie @FoNzY x i suggerimenti, provvedo ad ordinare le componenti mancanti, studio il programma x la progettazione della PCB e comincio a sputare sangue per imparare a crimpare decentemente xche sono impedito.....