dnasini
-
Numero contenuti
4.236 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ho calibrato il linear advance con K=0.3, ricalibrata la retraction (e' passata da 2mm a 1.5mm x PLA) e disabilitato Coasting. Ora sto rifacendo il test variando il valore di Jerk per riverificare quello ottimale -
Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
mmmm si vede che sto diventando vecchiarello, ricordo di aver fatto il calcolo del valore K di linear advance ma poi credo di nn averlo attivato visto che attualmente sembra essere a 0.0. BTW, provo a calibrarlo e vedo che accade -
Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
verissimo, ma prima di attivare il linear advance faceva bene il suo lavoro 😄 Come tutti i "buoni" uomini di tennica, il manuale, e le note tipo "pre-requisiti" o "prima di iniziare verificare che...", vai a leggerli solo quando nonostante tutti i tuoi sforzi le cose nn funzionano e sei veramente all'ultima spiaggia.... e' un po' come un'onta doverci ricorrere.... (NDR: e cmq tu nn mi hai detto "se hai attivato il linear advance allora devi disabilitare il coasting...." hahahah 😂) -
Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Questa mattina, mentre facevo colazione e scansavo i gatti che volevano il mio cibo, ho avuto un'epifania guardando un video di Teaching Tech sulla funzionalita' di linear advance..... passando a Marling v2.0.9.3 per la mia SKR E3 mini v3, ricordo di averlo configurato e, guardando il tutorial, mi sono accorto che forse nn ho seguito proprio tutte le indicazioni. Tra queste, temo di nn aver disabilitato il coasting (che e' a 0.3mm) e ricalibrato la retraction.... Se riesco, oggi riguardo questa parte visto che, oltre al ghosting, avevo anche un problema di sottoestrusione localizzata -
Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ho regolato gli eccentrici del piatto e ora non ha gioco in nessuna direzione. Purtroppo questo fix (comunque necessario) non ha risolto la problematica 😕 -
Supporti disastro
dnasini ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Esatto Diciamo che i piani inclinati in sospensione sono meno problematici da stampare o da supportare. Il caso limite sono i ponti con parti sospese e parallele al piano, ecco perche' mi sono concentrato su quelle forme per fare i test 🙂 -
Supporti disastro
dnasini ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
I settaggi dei supporti sono un'alchimia che dipende molto dalla macchina e dal materiale. Devi investire un po' di tempo a fare delle prove variando le geometrie della costruzione del supporto, quanti piani intermedi realizzare tra supporto e parte finita e con quale densita' stampare questi ultimi strati. Io utilizzo ideamaker ma il concetto di fondo e' lo stesso. Mi sono creato un ponte a campata piana e a campata curva ai quali ho applicato diversi settaggi di supporto fino a trovare il compromesso migliore. La scelta della costruzione del supporto lasciala per ultima visto che non e' fondamentale, concentrati sul numero di strati densi prima della stampa del pezzo e sul flow rate/infill con il quale vengono stampati. Io utilizzo 3 strati intermedi piu' fitti prima della stampa del pezzo che vengono stampati in modo circoncentrico con un infill al 60%. Questo e' il compromesso che funziona per me sia per PLA che PLA+ e mi da una buona finitura e semplicita' di rimozione sia per supportare piani paralleli che curvi. Dimenticavo, mantieni il vertical offset (distanza tra supporto e pezzo) il piu' basso possibile cosi' da nn compromettere la finitura del piano -
Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
in effetti il tuo consiglio l'ho seguito ma ho scioccamente controllato solo quelle del carrello non pensando di verificare anche quelle del piatto. Adesso ho dato una leggera stretta ad uno degli eccentrici del piatto ed ora il "gioco" fronte-retro del piatto sembra scomparso. Sto stampando un ripple-test che era tutto positivo ad eccezione di un leggero ghosting proprio in Y vediamo se questo intervento ha risolto e se il piatto ora risulta stabile anche dopo la stampa -
Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
mmm interessante osservazione. In effetti io ho verificato solo la "rigidita'" del carrello in X ma non il piatto in Y. In X il carrello e' saldo sia se lo muovo fronte-retro su Y che destra-sinistra su X, nn si sposta di un mm. su Y, in effetti, se muovo il piatto su X nn si muove, se lo muovo su Y (fronte-retro, un piccolo gioco ce l'ha. Potrebbe essere questa la causa del mio problema? Se cosi' fosse, dovrei stringere gli eccentrici delle 4 ruote del piatto o stringere il registro esagonale che preme le ruote sul profilato 20x20? -
Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Non pago, ho fatto ulteriori test ma rimango sempre piu' sconcertato dal fatto che nn capisco se sto andando nella giusta direzione. Dopo aver rimisurato e calibrato accelerazione di stampa (P500) e jerk (X15 Y15), ho ristampato il contenitore originale ottenendo un leggero miglioramento lato ghosting ma peggiorando la sottoestrusione (ora un po' piu' estesa) nelle ultime righe prima dell'inizio della stampa delle decorazioni. Cercando in giro, ho trovato alcuni post in cui si riconduceva il ghosting alle vibrazioni della struttura (non sembra essere il mio caso) o ad un non corretto tensionamento delle cinghie. Cosi ho verificato le cinghie su X e Y. Quella di X, se la "pizzico", risponde come una corda di chitarra, mentre quella di Y risultava piu' "molle". Non molle da ballare, ma se pizzicata non produceva alcun rumore. Cosi' ho allentato le viti del tendi cinghia e, a mano, l'ho tensionata maggiormente senza esagerare troppo. Ora, se pizzicata, produce una certa vibrazione e questi sono i risultati ottenuti ristampando la prima meta' del contenitore C'e' ancora difetto sull'angolo ma nn e' imbarazzante come prima. La cosa che nn riesco a spiegarmi e' che, se stampo solo un pezzo del cassetto, la resa e' decisamente migliore Sembra quasi che, dovendo stampare tutto il cassetto (120x120) la stampante perda la coordinazione producendo degli artefatti, cosa che, se ne stampo solo una parte, non accade. Vi sembra possibile una cosa del genere? Inoltre ho notato che sul cassetto completo, se sulla parete esterna di sinistra ho ghosting, il disegno speculare sul lato destro ghosting non lo ha. Analogamente, la parete sinistra interna non ha ghosting, mentre la parete interna di destra ghosting ce l'ha...... mah.....
-
Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ho verificato sia quelle sul carrello di X che sul piatto di Y ed in entrambi i casi non ho gioco ne sui carrelli ne sulle singole ruote -
Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ecco un piccolo aggiornamento Il test di cui sopra tiene conto solo dei movimenti sull'asse X e quindi i risultati non sono esaustivi. Ho quindi rifatto tutti i test dall'inizio considerando sia i movimenti su X che quelli su Y. Mantenendo i valori sopra trovati (P750 e X30 Y30), la stampante era molto piu' nervosa e rumorosa (cosa che mi aspettavo) senza pero' apportare un effettivo beneficio alla finitura complessiva delle stampe. Se il jerk a 30 dava come risultato angoli a 90gradi e ghosting su X leggermente accennato, su Y era un disastro, con ghosting piu' marcato rispetto a prima. Rifacendo il test dell'accerelarione ho riportato il valore a P500 (si potrebbe fare un fine tuning tra 500 e 750 ma nn credo cambi di chissa' quanto) e impostato il jerk a 15. Questo valore risulta un buon compromesso tra gli assi X e Y avendo ghosting nullo sulla stampa del cubo di calibrazione e angoli molto prossimi ai 90gradi. Ho ristampato il cubo con jerk a 20 notando che gli angoli miglioravano ma peggiorava, seppur di poco, il ghosting. Quando saro' nuovamente ispirato, magari mi mettero' a cercare il miglior jerk nel range 15-20, ma per il momento mi accontento del risultato (diciamo che nn ho troppa voglia di rifare la sauna davanti alla stampante) -
Firmware marlin skr 1.4 creality cr10 s5
dnasini ha risposto a Crikis nella discussione Software di slicing, firmware e GCode
prova a formattare nuovamente la SD e copiare il fw nella root -
Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
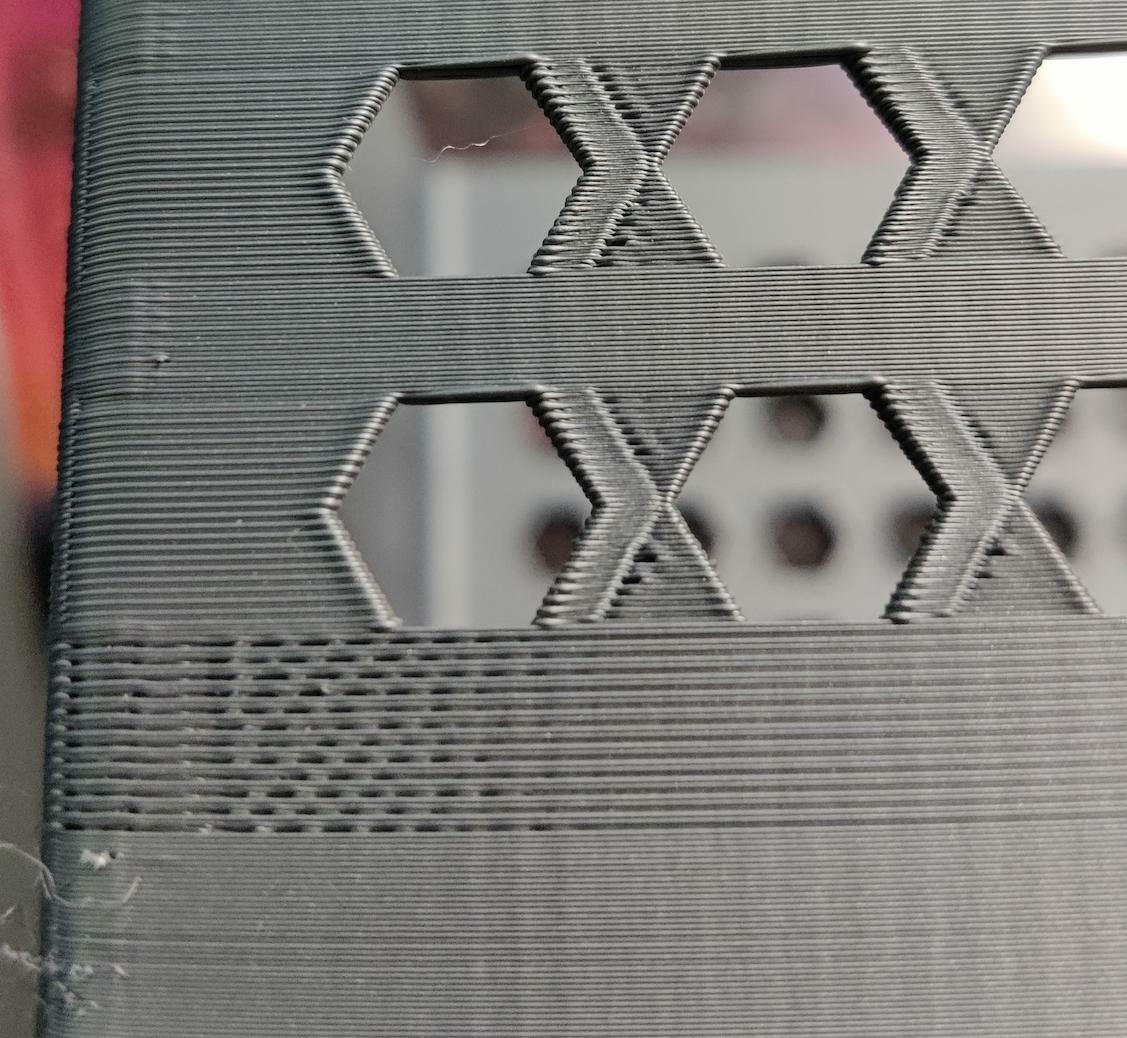
Allora, dopo aver riguardato i tutorial che mi avete condiviso ho fatto alcuni test e prove scoprendo che lo start gcode impostato nel mio slicer mi impostava i valori di accelerazione e jerk sovrascrivendo quelli del fw 😞 Detto questo e commentato quelle righe, i miei valori di stampa per quanto riguardava l'accelerazione in stampa (M204 Pxxx) era impostato a P500 mentre il jerk su X e Y era forzato ad 8. Dai vari test fatti, i nuovi valori risultanti sono stati P500 --> P750 X8 Y8 --> X30 Y30 per quanto riguarda il jerk, sono arrivato a questo valore (che e' ancora in fase di test) in modo un po' empirico, in quanto il valore scaturito dal test mi dava come valore 15, ma facendo una prova di stampa anche questo valore non era ottimale come risultato. Per questo ho stampato una forma di test con valori 15, 20 e 30 che si vede nella foto qui di seguito (15 a sx e 30 a dx) la foto nn rende tantissimo, ma dal vivo e con una lente, il ghosting di dx e' praticamente spesso la meta' di quello di sinistra.
-
Stampa difettosa
dnasini ha risposto a Giuseppe Siciliano nella discussione Problemi generici o di qualità di stampa
Una volta calibrati gli step/mm hai anche ricalibrato il flusso con il test del thin wall? La sottoestrusione/sovraestrusione e' influenzata da entrambi i parametri. se hai verificato che l'asse X ha difficolta' durante la stampa, a stampante spenta, prova a muovere il carrello a mano per individuare il tipo di impedimento, potrebbero essere eccentrici delle ruote troppo stretti o troppo molli o polvere nelle ruote. Durante il movimento manuale, non spingere il carrello con troppa velocita' per non generare correnti nei motori e danneggiare le componenti elettriche -
Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
io ho una CR20 Pro che e' assimilabile ad una Ender come struttura. Ho fatto un mix tra il tutorial di TT e quello di Help3D e domani conto di testare le accelerazioni seguendo il tutorial di TT (e il suo modello di test) partendo da una accelerazione di stampa di 400 ed arrivando fino a 2400 con step incrementali di 400. Per il test sul Jerk, conto di utilizzare sempre il modello di TT ma con range di valori di Jerk che vanno da 5 fino a 30 con incrementi di 5. Attualmente il mio jerk di default su entrambi gli assi e' pari a 10, quindi vorrei testare un jerk piu' basso e piu' alto per confrontarli con quello attuale e capire come e' posizionato. -
Hot Bed non riscalda - Problema Firmware Marlin ???
dnasini ha risposto a sr.sr nella discussione Problemi generici o di qualità di stampa
mmmm questo e' un comportamento strano. In linea di principio, all'accensione, le sonde dovrebbero riportare sia per piatto che per hotend la temperatura ambiente e tendenzialmente uguale per entrambi. Se il bed ti da 0, io investigherei lato sonda, che sia "impostata" male nel fw (ma la vedo strana se hai installato fw dal sito della tua macchina) o che ci siano guasti o connessioni ballerine. Hai provato a verificare il cablaggio della sonda del piatto (lato piatto e lato MB)? -
Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@Killrob una curiosita'. Io ho un valore di Jerk settato di default a 10 sia per X che per Y. Dal tutorial youtube di Teaching Tech, il test sul jerk viene fatto da un valore base di 4 fino ad arrivare a 9. Nel tuo post hai testato valori di jerk che cambiano da 8 a 20 e infine a 30 con il risultato migliore a 30 (angolo perfettamente a 90 gradi). A questo punto mi domando: nel test proposto da TT, che senso ha testare valori di jerk da 4 a 9 se tu hai trovato come valore ottimale 30? Quale sarebbe il range di valori jerk piu' sensato da testare? -
Hot Bed non riscalda - Problema Firmware Marlin ???
dnasini ha risposto a sr.sr nella discussione Problemi generici o di qualità di stampa
Questi sono i valori impostati nel tuo attuale fw 19:02:26.842 : echo:; Bed PID: 19:02:26.849 : echo: M304 P295.00 I35.65 D610.21 e qui un modo per fare il bed PID tuning https://all3dp.com/2/3d-printer-pid-tuning/ -
Hot Bed non riscalda - Problema Firmware Marlin ???
dnasini ha risposto a sr.sr nella discussione Problemi generici o di qualità di stampa
A seguito dell'aggiornamento del fw hai per caso resettato la eeprom? la mia stampante al primo riavvio dopo un upgrade me lo chiede sempre e ho notato che se nn lo faccio ogni tanto mi ritrovo delle impostazioni sballate Prova a lanciare un comando di M503 per recuperare i valori di default del PID impostato nel firmware per il piatto e nel caso fai un PID tuning del piatto. Magari hai valori sballati nel firmware a seguito dell'aggiornamento. -
Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Buttato un occhio al tutorial, mi pare di intuire al volo che dovrei impostare i valori di Jerk del fw x X e Y a 30, corretto? ad ogni modo, vorrei vedere prima il video che e' stato suggerito sulle accelerazioni visto che li ci avevo paciugato in passato, ma vai tu a ricordarti cosa ho fatto..... 🙂 Mi hai trovato qualcosa da fare nel weekend 😄 -
Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
ho verificato la retrazione ed e' abilitata sia sul cambio layer che per prima del passaggio alla stampa dei perimetri esterni dovrei quindi disabilitarli entrambi? Per quanto riguarda il coasting ti confermo che e' attivo e impostato a 0.3mm Per il jerk, ho le impostazioni di default del fw, nulla e' configurato nello slicer #define CLASSIC_JERK #if ENABLED(CLASSIC_JERK) #define DEFAULT_XJERK 10.0 #define DEFAULT_YJERK 10.0 #define DEFAULT_ZJERK 0.3 piu' tardi controllo il tutorial che mi hai condiviso thx
-
Miglioramenti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Dimenticavo i dati fondamentali.... i parametri di stampa PLA Amazonbasic stampato a 200C com piatto a 55C primo layer e 50C i successivi velocita' di stampa per perimetri interni ed esterni a 40mm/s retrazione a 2mm e 50mm/s nozzle 0.4mm e altezza layer 0.2mm per la stampa, stampo prima i perimetri interni e poi quelli esterni -
Miglioramenti nella stampa
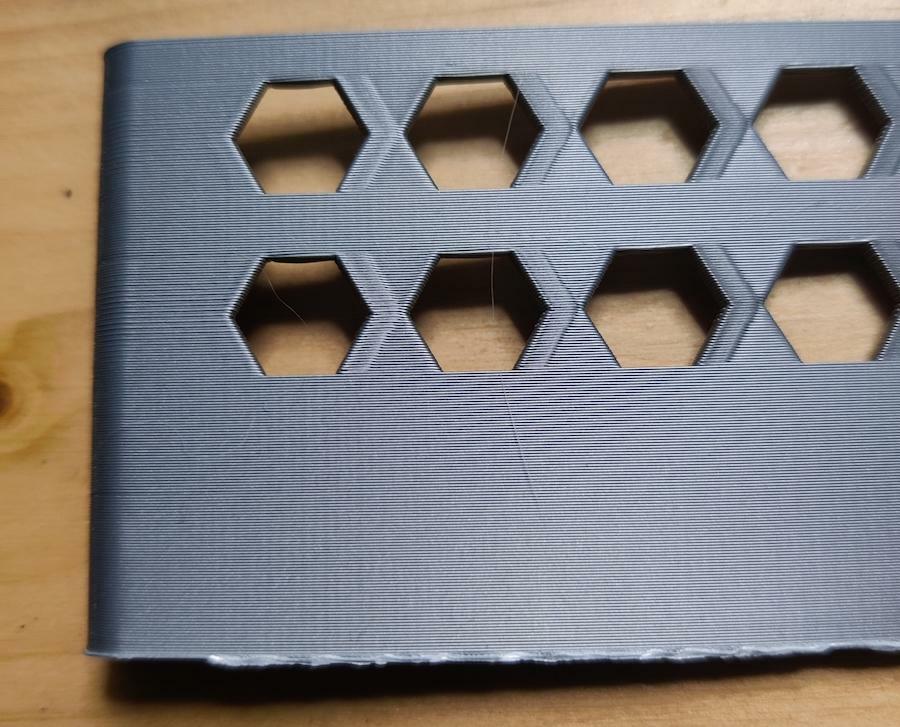
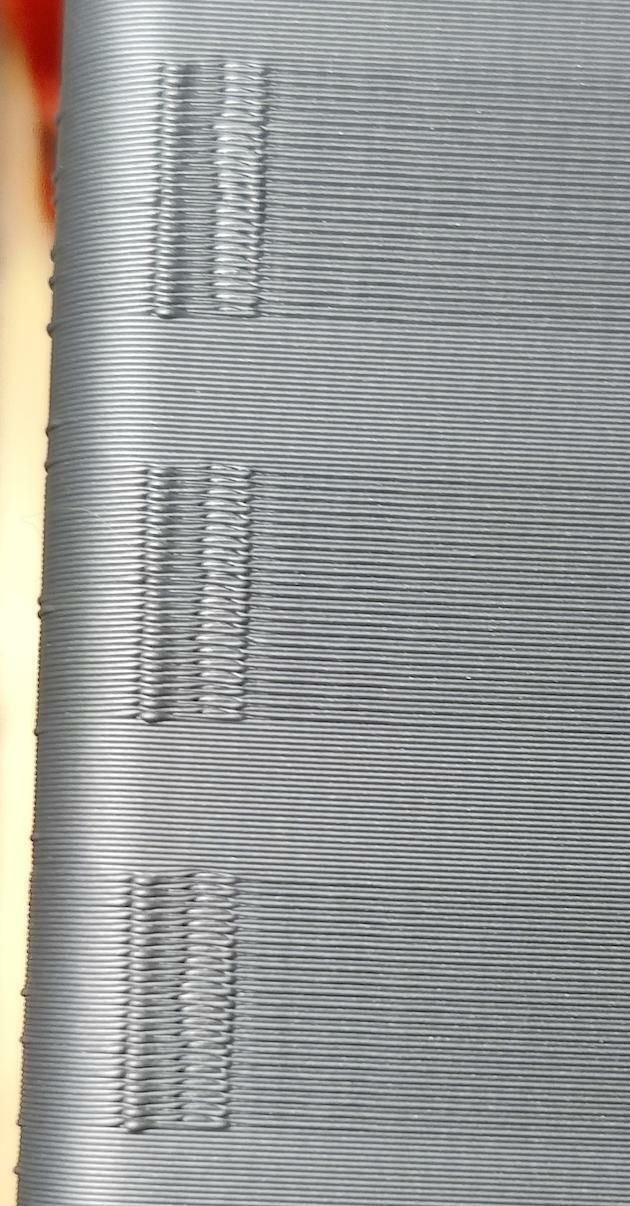
dnasini ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao, complessivamente le mie stampe non hanno particolari problemi quando sono "lineari". Le cose non vanno altrettanto bene quando, ad esempio, alle stampe lineari aggiungo delle decorazioni. Nell'ultimo progetto, sto disegnando un cassetto porta cialde a base quadrata e l'ho voluto impreziosire con un "reticolo" esagonale ai lati. La stampa complessivamente e' riuscita bene ma non senza alcuni artefatti che nn so come indirizzare. Qui di seguito ve li giro nella speranza che possiate darmi qualche indicazione sul come eliminarli In questa immagine vedo una sottoestrusione al cambio layer in corrispondenza della cucitura posteriore, ma non mi spiego perche' solo in quella zona, mentre nel resto della stampa tutto e' andato bene Inoltre, si nota una sorta di ghosting tra un esagono e l'altro che disegna quasi una clessidra e un rigonfiamento dei lati sinistri degli esagoni stessi. Sul lato posteriore della scatola, invece, solo in corrispondenza delle righe con gli esagoni, trovo questa sorta di cucitura Grazie a tutti
-
Questo e' stato uno dei motivi per il quale non l'ho montato sul secondo motore di Z. Anche io avevo notato uno "sforzo" anomalo durante il movimento, cosa che nn si presenta togliendolo. Dal mio punto di vista, il concetto di "precisione" su stampanti come le nostre (meccanicamente discutibili per certe componenti) e' molto lasco. Anche io a suo tempo ho guardato diversi tutorial che utilizzavano doppi comparatori e diavolerie del genere. Alla fine ho optato per una soluzione semplice e che si e' rivelata efficace: 1 ho allentato leggermente la chiocciola del secondo asse Z 2 ho posizionato il carrello di X al centro e ho posizionato una livella a bolla sull'asse X 3 ho lentamente fatto girare la vite trapezia del secondo asse Z fino ad avere l'asse X in bolla 4 ho stretto le viti della chiocciola A questo punto ho spostato il carrello di X sul lato piu' a destra dell'asse e ho controllato se rimaneva in bolla, da display ho fatto salire e scendere Z piu' volte controllando rimanesse in bolla ed il gioco era fatto. Una volta avuta una ragionevole sicurezza che X fosse in piano e che ci rimanesse, ho rifatto il livellamento come suggerito da @Salvogi per "compensare" le eventuali differenze