dnasini
-
Numero contenuti
4.236 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Problemi di stampa Artillery Hornet
dnasini ha risposto a daniele13 nella discussione Problemi generici o di qualità di stampa
Siamo tutti nella stessa barca...... io ho "utilizzato" un'oretta ogni sera per una settimana rubata al sonno... 😕 Una volta che figlio, moglie e gatti erano a ninna, mi rimettevo alla ricerca, ci ho messo 3 volte il tempo necessario solo x documentarmi e poi, una volta recuperate tutte le info, ho messo assieme i pezzi. -
info su simplify3D
dnasini ha risposto a suunto69 nella discussione Problemi generici o di qualità di stampa
principalmente da 2 aspetti: - la parte inferiore e' a diretto contatto con il piano, il primo strato, solitamente, si fa piu' schiacciato e quindi viene naturalmente liscio (a meno di nn avere un piano ruvido) - la finitura dello strato superiore dipende sostanzialmente da due elementi - quanti top-layer hai configurato - flowrate con cui stampi il top-layer finale Altra funzione che puoi attivare per avere una finitura del top-layer finale migliore e' l'ironing (nn so se Simplify3D la implementi) ma devi mettere in conto un incremento sostanzioso nei tempi di stampa -
Problemi di stampa Artillery Hornet
dnasini ha risposto a daniele13 nella discussione Problemi generici o di qualità di stampa
..... oppure investite qualche ora del vostro tempo e imparate a compilarvelo da soli 🙂 Alla fine nn e' nulla di fuori dal mondo. Cercate i due tutorial di Dazero su youtube. La prima parte vi spiega quali software necessitano, dove trovarli e come installarli. Il secondo vi guida passo passo nella configurazione di una scheda. Prima di cominciare, collegatevi in console alla stampante ed eseguite un M503 per scaricarvi i settaggi della vostra attuale stampante. Andate sotto Marlin, scaricate la versione stabile del sw e la cartella con i file di esempio. Da qui, comincia la vostra nuova avventura 😉 -
Ender 3 non carica i firmware
dnasini ha risposto a alfred04 nella discussione Hardware e componenti
Ciao, per la SD, scaricati il sw che e' linkato qui e formattala, poi riprova e vedi se risolvi. Lato fw, non ho mai visto un fw precompilato x CR-Touch, tu hai trovato ed installato quello x CR-Touch? Se hai preso quello x BL-Touch della Ender, potrebbe non funzionare visto che sono due prodotti diversi. Ad ogni modo, se scolleghi il CR-Touch e rimetti l'endstop meccanico, hai verificato se il problema persiste? -
Prova da pc. Scaricati pronterface o repetier host e collegati alla stampante. Devi installare i driver su PC per far vedere la usb come porta seriale. Una volta impostata la porta e il boudrate corretti, dovresti trovarti in console della stampante. In questo modo almeno sei certo del boudrate, poi cerchiamo di capire come procedere.
-
Problemi stampa con la Flsun super racer
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
240C x PLA e' assurdo... con 15C in piu' io ci stampo ABS.... verifica che gli step/mm dell'estrusore siano corretti e che la ruota godronata non slitti cercando di spingere il filo -
qual'e' il baudrate che hai impostato su octoprint?
-
Per questa fase ti consiglio notepad++, e' un valido aiuto per editare i file come sopra (mantiene indentazioni e segna con colori differenti le righe di comando) Io in questa fase mi collego sempre in console alla stampante con scheda "vecchia" lancio un M503 e mi copio i settaggi impostati da usare poi come riferimento nei file nuovi di configurazione. Fatti anche qualche foto dei settaggi sul display come accelerazione, jerk, etc.... male nn fa soprattutto se, durante la config, hai dei dubbi. Altro suggerimento, quando scarichi Marlin 2.0.9.x, scarica anche la dir con gli esempi. Se trovi quello per la tua nuova scheda, i file config.h config_adv.h e platformio.ini li puoi scaricare da li ed usarli come base di partenza. In questo modo almeno tutti i parametri base della scheda sono preconfgiurati e devi procedere alle sole customizzazioni del caso
-
in effetti sto valutando seriamente lo stepdown, ne ho gia' 3 in casa e devo solo andare di saldatore x i fili e regolare la tensione di uscita. Avevo pensato alla serie seguendo la filosofia Poca-spesa-tanta-resa ma con lo svilupparsi della discussione, mi sto ricredendo. Anche perche' dorrebbe dire piu' spazio occupato e cmq nessuna possibilita' di regolare il numero di giri. Con lo stepdown, almeno, se vedo che ad un determinato voltaggio la resa e' scarsa, posso sempre regolarlo per migliorarlo 🙂 D'altra parte, adesso e' la ventola della MB a creare piu' rumore ed avendo la stampante in studio a 2m di distanza, mi da noia..... Ci metto sta pezza e poi mi faro' venire la fregola per qualche cosa d'altro 😄
-
Anche io stampo ABS (Sulnu) a temperature piu' alte, 255C
-
Retrazioni
dnasini ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
mmmmmm credo dipenda molto dal tipo di slicer che utilizzi, se prevede impostazioni specifiche sulla retrazione per layer specifici. Io utilizzo ideamaker e ricordo che per un pezzo mi sono visto costretto a togliere la retrazione solo per il primo layer e ricordo di averlo impostato nello slicer.... -
Anycubic Photon Mono X 6K - stampa fallita
dnasini ha risposto a Mauros nella discussione Problemi generici o di qualità di stampa
potrebbero essere sostegni o parti di stampa che falliscono e rimangono sul FEP. Negli strati successivi, poi, si attaccano al resto del modello e si "staccano" dal FEP creando quelle escrescenze. A me qualche volta e' capitato. A memoria ti ricordi se, durante la stampa, alla risalita del piatto sentivi rumori come di qualcosa che si stacca dal FEP? -
Il filantento si blocca sempre
dnasini ha risposto a Luca Della Vecchia nella discussione Problemi generici o di qualità di stampa
Ciao, non entro nel merito della discussione sulla sostituzione del sensore perche' sono ignorante sull'argomento. Ad ogni modo, quello che descrivi qui sopra e' un fenomeno capitato a molti (me compreso) ed e' il sintomo classico di un hotend intasato. Le cause possono essere di vario tipo, ma le piu' comuni sono nozzle troppo piccolo per il filamento estruso (ma nn sembra essere il tuo caso), tubo PTFE deformato o tagliato male che, se non va bene in battuta sul nozzle, provoca fuoriuscita di materiale, retrazione eccessiva o calibrata male oppure valore step/mm sballato. I test che ti ho suggerito in precedenza aiutano a restringere il campo. Vero e' che se il problema e' l'hotend intasato, non vai molto lontano neanche con i test. Come suggerito anche da altri utenti, io ripristinerei il sensore con uno stock cosi' da escludere misurazioni anomale o configurazioni non allineate nel fw, e poi procederei con pulizia dell'hotend e test -
Ho un esercito di gufi malformi..help
dnasini ha risposto a Tommy94 nella discussione Problemi generici o di qualità di stampa
Se cerchi in google/youtube le parole chiave - step/mm calibration - thin wall calibration - temp tower dovresti trovare diverso materiale. In italiano cerca sui canali di Dazero e Help3d, anche li trovi tutorial utili -
@Salvogi ti ringrazio un sacco per lo sbatti e nn ti nascondo che mi stai tentando un casino con questo progettino. Devo riesumare le mie conoscenze di elettronica di qualche decennio fa e buttare il cuore oltre l'ostacolo. Nel frattenpo che nicchio, ho recuperato uno stepdown, sto stampando il suo contenitore e comincero' con quello in attesa di recuperare i componenti (e il coraggio) per realizzarlo. Alla fine, anche lo stepdown dovrebbe realizzare una cosa del genere, corretto? Io in casa ho questi
-
Visto quanto detto sopra.... forse dovrei rivalutare l'idea di utilizzare uno stepdown. In effetti, in questo modo, anche piu' controllo sulla velocita' impostabile sulla ventola, variando la tensione in uscita. faccio qualche ulteriore esperimento in tal senso
-
Ho un esercito di gufi malformi..help
dnasini ha risposto a Tommy94 nella discussione Problemi generici o di qualità di stampa
La stampa 3d come hai potuto vedere nn e' una scienza esatta. In questo campo, fare prove empiriche spesso ha come risultato una grossa frustrazione. Detto questo, partiamo dalle basi: hai fatto le calibrazioni di rito prima di cominciare a stampare? Intendo le seguenti (meglio in questo ordine) - Livellamento del piatto (questo mi sembra di capire tu lo abbia fatto) - calibrazione step/mm dell'estrusore (se invii il comando di estrudere 100mm di materiale, l'estrusore deve spingere 100mm di filamento) - Calibrazione flusso (test thin wall): se imposta nello slicer lo spessore parete a 0.45mm, la parete deve misurare 0.45mm - Calibrazione temperatura (Temp Tower) per individuare, per il tipo di filamento utilizzato, qual'e' la temperatura di lavoro piu' indicata -
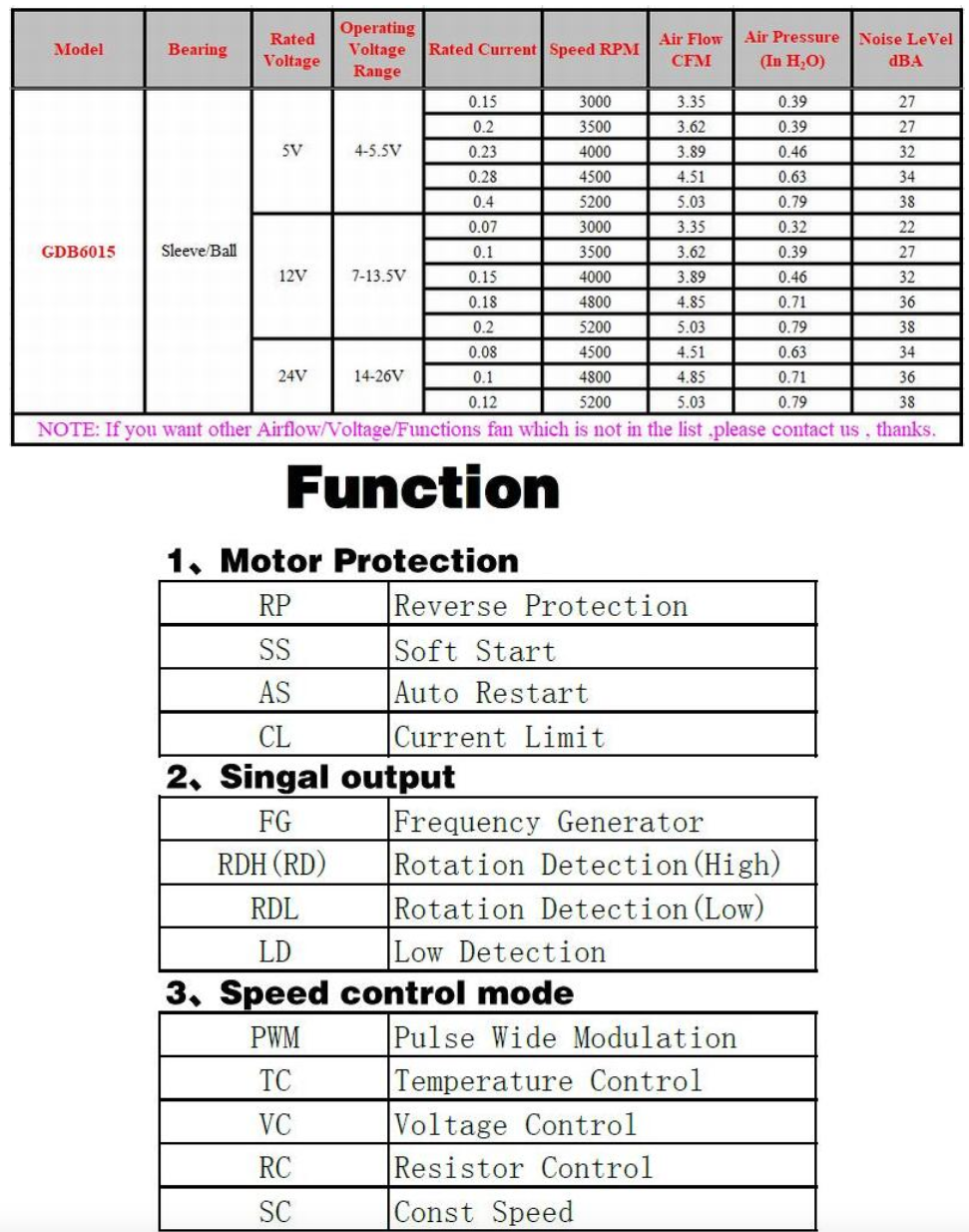
le due ventole sono identiche, comperate nello stesso momento, mentre qui di seguito trovi il datasheet che ho trovato

-
Questo test credo di essere in grado di farlo 🙂 Questo problema l'ho gia' indirizzato sostituendo la ventola stock con una piu' performante e, complessivamente, il rumore e' accettabile visto anche che questa ventola parte con una frequenza molto bassa Gli stepdown li avrei ma preferirei nn utilizzarli, ecco perche' stavo valutando di mettere in serie le due ventole da 24V
-
Ciao a tutti, avrei da sottoporvi un questito di elettronica. Ho da poco installato una SKR mini E3 V3 abbattendo notevolmente il rumore della meccanica introdotto con i vecchi driver. Ovviamente ora il rumore preponderante e' quello prodotto dalle ventole e tra queste, quella della MB e' quella piu' "rumorosa". Attualmente ho la ventola radiale stock 4020 a 24V come da foto ed in alternativa mi sono comperato una coppia di 6015 sempre a 24V A livello di rumorosita' siamo li, nel senso che i datasheet le danno entrambe a circa 36dba. Con un alimentatore da banco, ho provato ad alimentarne una a 12V ottenendo cmq un buon flusso d'aria con un minor impatto acustico. Da qui, la malsana idea di metterle in serie per ottenere (teoricamente) - lo stesso flusso d'aria - la meta' del rumore L'idea puo' avere senso o sto dicendo cavolate? Inoltre, una configurazione del genere, dal punto di vista elettrico, puo' avere conseguenze negative?
-
Problemi stampa con la Flsun super racer
dnasini ha pubblicato una discussione in Problemi generici o di qualità di stampa
Con "estrusore" intendo l'hotend? Perche' quello che descrivi ha tutti i sintomi di un Hotend intasato. BTW, ti conviene aprire un tread tutto tuo visto che in questo si sta trattando un'altra problematica -
Regolare velocità Ender 3 Pro
dnasini ha risposto a chipxx_MI nella discussione Software di slicing, firmware e GCode
Bhe nn mi stupisce 🙂 . Con il crescere dell'altezza, aumentano le oscillazioni del pezzo e quindi la qualita' ne risente (oltre alla maggior probabilita' che si stacchi dal piatto). Dalla foto non noto sfalsamento dei layer piu' alti il che e' gia' tanta roba. BTW, come ti ha gia' condiviso @Killrob, non sempre inseguire tempi piu' rapidi di stampa incrementando la velocita' paga. Io, ad esempio, se voglio ridurre i tempi per la stampa dei miei prototipi (cioe' per le stampe a perdere) oltre alla velocita' aumento l'altezza layer e, cmq, le mie velocita' nn superano i 60mm/s -
stampe come sciolte
dnasini ha risposto a Alegundam75 nella discussione Problemi generici o di qualità di stampa
Esatto, al variare della tonalita' del colore della resina variano i parametri di stampa. Sul sito Elegoo trovi la tabella dei parametri consigliati https://www.elegoo.com/blogs/3d-printer-user-guide/elegoo-printers-resin-setting-sheet -
Anycubic 4k nuova consigli su calibrazioni?
dnasini ha risposto a Heda nella discussione Problemi generici o di qualità di stampa
mmmm secondo me dipende dal fatto che nn ci sono supporti a sorreggere le parti piu' esterne. Se ho intuito bene, la forma dovrebbe essere un cubo che ha solo gli spigoli (vuoto all'interno) e che e' collegato al piatto solo dalla base su uno dei vertici. Per me e' normale che si muova visto che ha un unico punto di ancoraggio A mio avviso, se stampi una figura con una base di adesione piu' stabile, il problema nn dovrebbe presentarsi -
Sbavatura e gocce
dnasini ha risposto a delu1995 nella discussione Problemi generici o di qualità di stampa
Non conosco la tua macchina, ma da quello che descrivi non mi stupisco dei problemi di stampa della temp tower. Per quanto riguarda il fissaggio, nella mia, il blocchetto riscaldante e' fissato al dissipatore per mezzo della gola e poi tenuto in posizione da due viti che lo ancorano al dissipatore Per rimediare al tutto, sara' necessario smontare l'hotend, ripulire il tutto dal PLA fuoriuscito e poi rimontare.