dnasini
-
Numero contenuti
4.193 -
Iscritto
-
Ultima visita
-
Giorni Vinti
141
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Nuova stampante 3d
dnasini ha risposto a Nicche05 nella discussione Problemi generici o di qualità di stampa
gia' con una stampante nuova le calibrazioni minime sono un must.... figurati con una usata!!! Non hai garanzie su come sia stata trattata dal precedente proprietario ed in piu' mettici anche il trasporto, di sicuro qualche regolazione e' necessaria, tra cinghie che si possono allentare e gantry che si puo' stortare, hai solo l'imbarazzo della scelta Fai le calibrazioni minime e poi riprova a stampare vedrai che se le cose sono state fatte bene otterrai dei miglioramenti -
CoreXY: movimenti in travel molto rumorosi
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Al momento sono in stampa da 2h e la rumorosita' e' piu' che accettabile velocita' di stampa 200mm/s travel 400mm/s ovviamente, con questi nuovi parametri, dovro' ricalibrare la PA che infatti mi sta lasciando dei difettucci sugli angoli 😕 Ad ogni modo volevo fare una prova di stampa e l'oggetto e' una scatolina che conterra' degli attrezzi quindi la qualita' non e' in cima alle priorita' 🙂 -
CoreXY: movimenti in travel molto rumorosi
dnasini ha risposto a dnasini nella discussione Hardware e componenti
La mod l'ho fatta ad inizio anno e al tempo ero giovane e mi importava solo funzionasse correttamente, senza voler strafare o cercare le prestazioni estreme. L'ho quindi impostata con velocita' e accelerazioni abbondantemente entro i limiti della meccanica (100mm/s e 3000mm/s2). E con questi valori, ovviamente stampava piu' che bene e con una rumorosita' accettabile quindi nn avevo motivo di chiedere ne qui nel sul forum del progetto. Passati 8 mesi dal grande passo ho voluto fare lo sborone cominciando a spingermi un po' oltre. Grazie al tuo supporto sono passato da 3000mm/s2 and una piu' soddisfacente accelerazione di 10'000mm/s2. Adesso sto sperimentando l'aumento delle velocita' di stampa avendo impostato con successo un 200mm/s come velocita' di stampa (velocita' cmq conservativa per la meccanica che ho - stando alle doc lette) ma avendo da subito notato le problematiche del rumore sui travel ho appena testato 400mm/s di travel senza problemi di rumore. Per il momento sembra risolto il problema commentando la riga di config relativa allo stealthchop sotto lo stepper 😄 Grazie @Cubo per le conferme, sembra che anche nel mio caso valgano le tue considerazioni -
CoreXY: movimenti in travel molto rumorosi
dnasini ha risposto a dnasini nella discussione Hardware e componenti
in effettidisabilitando steathchop il rumore e' scomparso sul travel a 250mm/s dove prima era evidente. Ora provo ad aumentare il travel e capire come si comporta hai regione, ho detto io una cavolata 🙄 -
CoreXY: movimenti in travel molto rumorosi
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Ricontrollo anche se ho installato da un paio di mesi queste su ogni angolo agginto per aggiungere rigidita' alla struttura l'ho pensato anche io e per questo ho provato anche travel a 250 e 300mm/s ma con medesimi risultati. In effetti per il primo layer avevo provato una velocita' di 50mm/s (erano 35mm/s) e faceva rumore sul layer infill, passando a 60mm/s il rumore e' quasi del tutto sparito. Purtroppo sul travel la cosa non e' cambiata 😕 i piedini sono stampati in TPU, ma il rumore a questi livelli e' comparso da quando, calibrare le accelerazioni, ho cercato di incrementare le velocita' di stampa e i travel. Con una velocita' di stampa di 200mm/s (da 150mm/s) il rumore e' leggermente aumentato ma cmq trascurabile, il problema ce l'ho sui travel. Fino a che la velocita' rimane a 150mm/s non ho rumori di sorta, aumentado leggermente la corrente dei motori (sono passato da 1.2A a 1.4A) riesco a raggiungere 185mm/s di travel, mentre per arrivare a 200mm/s devo dare 1.6A ai motori altrimenti comincia a far rumore. Come detto, il problema ce l'ho sui travel diagonali che sembrano essere quelli piu' critici xche' sono coinvolti entrambi i motori. Sui travel su singolo asse il rumore e' quello "classico" del motore con qualche piccolissima eccezione -
CoreXY: movimenti in travel molto rumorosi
dnasini ha risposto a dnasini nella discussione Hardware e componenti
ci ho pensato ma onestamente nn saprei che valori impostare, quel valore l'ho recuperato leggendo alcune note di configurazione sulla pagina ZeroG del Mercury 1 i driver sono TMC2209 saldati sulla SKR Mini E3 v3 microsteps: 16 -
CoreXY: movimenti in travel molto rumorosi
dnasini ha pubblicato una discussione in Hardware e componenti
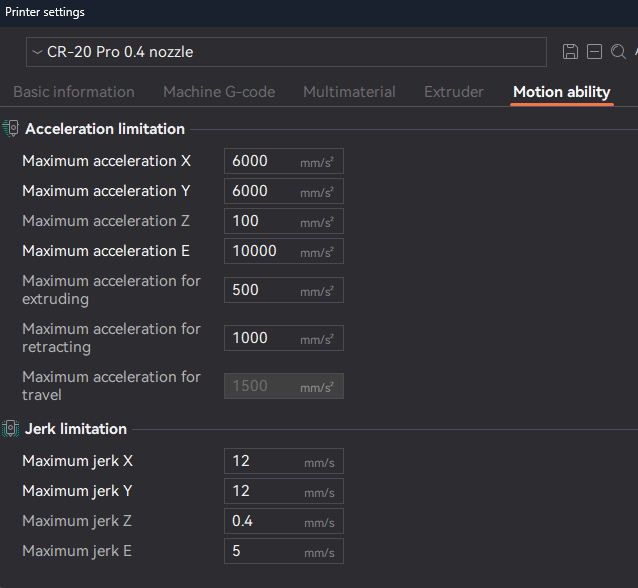
Come da titolo, sullamia corexy derivata da una Ender 5 Plus ho un problema di rumorosita' specialmente sui travel (ma non su tutti). Qui di seguito il mio setup: I motori degli assi sono 2 x Nema17 4248 2A (17HE19-2004S) Config dello stepper impostata in Klipper [tmc2209 stepper_x] uart_pin: PC11 tx_pin: PC10 uart_address: 0 run_current: 1.6 stealthchop_threshold: 999999 Configurazioni di accelerazione e velocita' in klipper max_velocity: 600 max_accel: 10000 Ho rimesso in squadra l'asse X rispetto al telaio e rifatto la calibrazione del tensionamento delle cinghie come da documentazione ZeroG del kit di trasformazione da Ender 5 Plus a CoreXY (entrambe le cinghie se pizzicate risuonano a 116-118Hz) e lubrificato nuovamente le guide lineari Da slicer se metto una velocita' di travel superiore a 200mm/s, su tutti i travel diagonali si sente un rumore come di forte vibrazione, come se ci fosse attrito e le guide lineare (o che so io) facciano fatica a muoversi. Sui travel "lineari" su X o su Y il rumore e' meno presente ma cmq avvertibile. Ho provato a diminuire la corrente del motore e il problema sembra piu' marcato. Per farvi un esempio, con 1.2A il trave diagonale senza rumore era al max a 185mm/s, portando la corrente a 1.6A sono riuscito a "spingermi" 200mm/s ma anche arrivando a 1.8A, oltrei 200mm/s fa un rumore marcato. La cosa che mi lascia basito e' che sulla CR20 con le sue rotelline stock ho un travel di 300mm/s e sembra che neanche se ne accorga Cosa potrei verificare nuovamente per indirizzare questo problema? Grazie -
Nuova stampante 3d
dnasini ha risposto a Nicche05 nella discussione Problemi generici o di qualità di stampa
se la stampante e' nuova di trica, le hai almeno fatte le calibrazioni minime come step/mm dell'estrusore, temp tower del filamento e calibrazione del flusso? Queste stampanti non sono plug-n-play e necessitano di essere calibrate prima di stampare in modo accettabile -
Stampa con righe orizzontali
dnasini ha risposto a wap62 nella discussione Problemi generici o di qualità di stampa
Oltre a quello che ti ha gia' suggerito @Killrob, verifica che sul movimento di Z tu nn abbia giochi o viti trapezie deformate. Lo Z banding o wobbling puo' avere diverse origini, ad ogni modo, la causa piu' accreditata e' sempre quella meccanica -
Sono tirchio (e probabilmente scemo)
dnasini ha risposto a scuotter nella discussione Nuove idee e progetti
sono due filosofie diverse: Marlin contiene tutto e abiliti/configuri quello che ti serve Klipper inserisci solo quello che ti serve configurare il fw lo flashi sempre da SD che sia Klipper o Marlin Si, il bello di Klipper e' che tu puoi pilotare piu' schede semplicemente definendo le singole porte USB assegnate alle schede. Fatto questo, le singole funzioni sono configurate partendo dal nome scheda definito. In soldoni se sulla scheda1 hai devi definire il pin PD1 x una certa funzione e sulla scheda2 il pin PA2 x un altra funzione, avrai una sintassi del tipo (vado a caso, nn la ricordo con esattezza): funzione_x scheda1: PD1 funzione_y scheda2: PA2 poi, se sei dietro a comperarti la seconda scheda, io valuterei una scheda che abbia tutti i driver che ti servono invece di averne 2, ma questo e' un altro discorso 🙂 -
Firmware: V0.0.6/V1.0.6 basato su Marlin 2.0.1
dnasini ha risposto a Prontolino nella discussione Software di slicing, firmware e GCode
Se hai sostituito la scheda e rimontato la stampante, e' sufficiente che la accendi. Se parte e ti da la schermata di boot, allora un fw e' caricato, altrimenti potrebbe essere assente o sbagliato. Altra cosa sono i fw pre compilati da caricare, sono quasi sempre un terno al lotto perche' con nomi criptici, poco documentati ma soprattutto su versioni di Marlin del paleolitico. Piu' complicato, lo riconosco, ma forse prima di imbarcarti in una sostituzione scheda, avresti potuto investire del tempo a capire come ricompilarti il fw in autonomia cosi' da andare sul sicuro Per la scelta di un fw, come detto da @eaman, sono fondamentali le info della stampante: modello esatto, versione scheda e se hai display touch o tradizionale (spesso devi fare upgrade anche del fw dello schermo) -
Io nn ho mai utilizzato il piatto in vetro quindi nn ho esperienza a riguardo. Ho sempre avuto piatti magnetici, tra quello di serie flessibile della creality a quello PEI in acciaio armonico. Ad ogni modo, trovo quest'ultima soluzione molto valida, pratica nella stampa e nel distacco dei pezzi e con una manutenzione poco impegnativa (una carteggiata grana 600 ogni 2-3 mesi o in caso di scarsa aderenza o residui). Al momento ce l'ho montata su 2 stampanti
-
Io nn uso colla, stampo direttamente sul piano Direi di no. Il piano magnetico e da incollare al piatto in alluminio, da togliere e un lavoraccio. Mettere il piano in vetro sopra al magnetico secondo me nn e l'ideale x la conducibilità termica
-
I piatti in PEI, fondamentalmente, li puoi trovare in 2 finiture: liscio (semplice foglio PEI incollato sulla piastra in acciaio armonico) o testurizzato. La "testurizzazione" non e' altro che un disegno che da una finitura differente al pezzo stampato e ne aumenta, in alcuni casi, il grip con il pezzo. Le testurizzazioni possono essere un semplice disegno (es finitura fibra di carbonio o similari) oppure una finitura ruvida. In questo secondo caso spesso la lastra di acciaio armonico viene verniciata a PEI e quindi risulta fisicamente ruvido. Non sono un esperto, ad ogni modo, quando a suo tempo mi ero informato, il piatto verniciato a PEI dovrebbe fornire una maggior durevolezza del piatto (si rovinerebbe di meno) ed una maggiore aderenza a materiali come ASA e ABS Se sei cmq indeciso, esistono alcune soluzioni con piatto a doppia faccia, da un lato liscio e dall'altro verniciato, cosi' ti togli il pensiero 😄 (io ne ho uno cosi')
-
Sicuramente e' come dice @eaman. Io avevo un problema analogo e ho risolto regolando l'eccentrico della ruota in basso. In sostanza, tra ruota e gantry dovresti trovare uno spessore esagonale, con una chiave inglese fallo ruotare fino a che il gantry si muove senza impedimenti sull'asse X ma nello stesso tempo nn abbia gioco
-
Sono tirchio (e probabilmente scemo)
dnasini ha risposto a scuotter nella discussione Nuove idee e progetti
WoW... mi sono visto le specifiche e questa nuova scheda spacca di brutto anche solo x eMMC da 32Gb... rispetto alla classica mSD tempi di accesso notevomente piu' alti sia x installazione, aggiornamento e funzionamento I costi sono allineati al pi 4 2Gb ma in piu' ha l'eMMC -
Sono tirchio (e probabilmente scemo)
dnasini ha risposto a scuotter nella discussione Nuove idee e progetti
Si lo ammetto, io ho sempre fatto lo sborone ed ho acquistato (quando ancora i costi erano accessibili) 2 x raspi 4 con 4Gb pensando che la capacita' in RAM fosse necessaria per queste operazioni. Mi confermate quindi che anche 1Gb x gestira cam + stampante + Klipperscreen e' piu' che sufficiente? Al momento nn ho bisogno di un device aggiuntivo, ma nel caso vorrei essere preparato 🙂 -
Orca Slicer: Configurazione Accelerazioni
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
ho provato a seguire il sentimento ma sono ancora piu' confuso. Prendo come esempio una stampa di ieri: CR20 max_accell 6000 Questa e' la config fatta nel profilo stampante Ho stampato l'oggetto senza impostare nulla sulle accelerazioni sotto il profilo di stampa ed il tempo stimato di stampa risultava 5:38. Sono andato in stampa ed il tempo effettivo della stampa e' stato di circa 4:06, ben 1:30 in meno rispetto al tempo stimato. Ora, non pretendo la precisione svizzera (hahahaha) ma uno scarto cosi' ampio non mi sembra accettabile. Onestamente non riesco a capacitarmi sul cosa andare a regolare per avere una stima sui tempi coerente con la realta'. Me lo chiedo perche' con Marlin ero riuscito nell'impresa configurando slicer e stampante affinche' avessero gli stessi parametri e, in quel caso, non avevo fatto altro che impostare gli stessi valori di Accelerazione e Jerk Dimenticavo, se sotto il profilo di stampa imposto qulache valore specifico come ad esempio facendo slicing il tempo previsto di stampa passa da 5:38 a 5:45, quindi nn capisco come impostando questi valori, dovrei poter migliorare la precisione nella stima dei tempi di stampa....
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
Nn sono un guru, ad ogni modo, a mio avviso, questo comando rischia di incasinarti la mesh. Nel comando precedente, dici a klipper di fare una mesh adattiva, mentre nel secondo gli dici di caricare una mesh... Da quello che ho capito, la mesh adattiva e' calcolata al momento, utilizzata per la stampa ma nn salvata. Questo fa sì che se richiami la mesh "default" subito dopo, vai a sovrascrivere in memoria quella appena calcolata e nn e detto che questa sia consistente con il livellamento del tuo piatto -
Orca Slicer: Configurazione Accelerazioni
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
allora mi rifaccio l'IS e poi imposto i valori sulla base del tuo sentimento 😄 -
Orca Slicer: Configurazione Accelerazioni
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
hehehehe quello l'ho notato, intendevo quali valori impostare. In klipper ho x la CR20 max accel a 6000, imposto quindi 6000 su inner e outer wall? se cosi' nn fosse, sulla base di cosa imposto un valore? -
Orca Slicer: Configurazione Accelerazioni
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
ehhhhh allora era come immaginavo, ora devo capire come impostarli per inner e outer walls -
Solchi
dnasini ha risposto a SUPERMANCIO 3D nella discussione Problemi generici o di qualità di stampa
Io uso Orca Slicer e un'opzione del genere c'e', nn so se e' stata implementata anche in Cura -
Orca Slicer: Configurazione Accelerazioni
dnasini ha pubblicato una discussione in Software di slicing, firmware e GCode
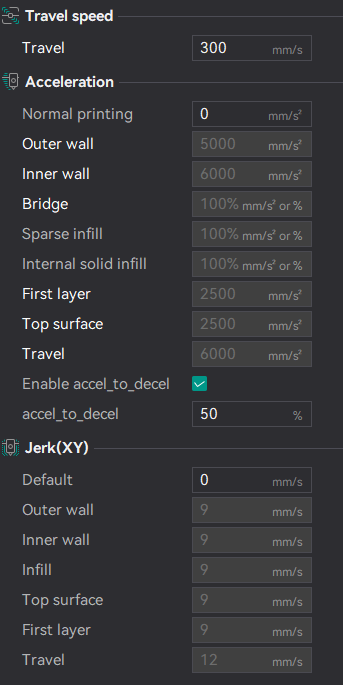
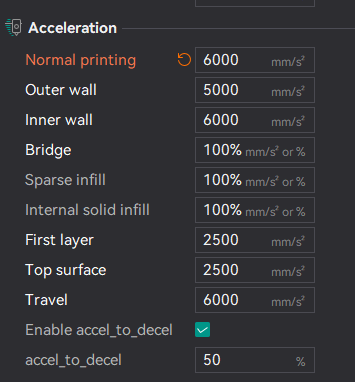
Ultimamente ho fatto un po' di fine tuning sulle accelerazioni delle mie due stampanti con Klipper ed in effetti le velocita' impostate nello slicer si sono rivelate efficaci nella riduzione dei tempi di stampa. La cosa che si e' "sballata" con queste modifiche e' la previsione sui tempi di stampa dello slicer. Giusto per dare un esempio, su una delle due stampanti ho raddoppiato l'accelerazione ottenendo un tempo di stampa effettivo di poco piu' di 2h su una stima di orca di 4h. Su orca, sotto il tab della stampante, ho quindi impostato la nuova accelerazione ma questo sembra non aver influito affatto sulla previsione di stampa. Gironzolando nei settaggi, ho visto che anche sotto il penunltimo tab del profilo di stampa c'e' una sezione relativa alle accelerazioni che, nel mio caso, sembra essere disabilitata (settaggio Default Print = 0). Sto cercando in giro per capire come configurare quei parametri per avere una previsione di fine stampa il piu' veritiera possibile ma nn riesco a trovare nulla di esaustivo. Qualcuno ha gia' configurato questi parametri o sa darmi una dritto su dove cercare? -
Stampante a resina, domande da neofita
dnasini ha risposto a Aelban nella discussione Problemi generici o di qualità di stampa
io li asciugo sempre prima con carta assorbente tamponando (se il modello e' piuttosto lineare) e poi con il phone x eliminare residui di acqua nei dettagli piu' piccoli. I passato ho provato a curarli direttamente da umidi e mi sono trovato le stampe segnate, mentre da quando li asciugo prima questo "difetto" non si ripresenta io per evitarmi questa seccatura ho montato un piatto magnetico. Indipendentemente se uso supporti o stampo sul piatto, a fine stampa, stacco il piatto magnetico, lo fletto e la stampa salta via senza problemi