dnasini
-
Numero contenuti
4.233 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Consigli stampa non perfetta.
dnasini ha risposto a BamBamBS nella discussione Problemi generici o di qualità di stampa
Ciao, hai fatto qualche test sul bridging e sull'overhang per verificare le capacita' della tua stampante? cosi' ad occhio non sembra correttamente impostata per farli visto che, su distanze cosi' brevi, non dovrebbero esserci problemi. I parametri di bridge da verificare/impostare sono principalmente: - Bridging flowrate - Bridging Speed - Bridging fan speed e parametri analoghi li trovi per l'overhang. L'ultimo parametro presuppone che la macchina sia in grado di raffreddare adeguatamente il filamento quando questo e' sospeso in modo da dargli sufficiente rigidita' per arrivare fino al supporto successivo (da qui il nome bridge). Se hai una ventola poco potente o un fan duct non adeguato, non sarai in grado di terminare bridge lunghi con risultati accettabili -
Ponti e inclinazioni. Come affinare il setting?
dnasini ha risposto a hiroshi976 nella discussione Problemi generici o di qualità di stampa
Purtroppo cura non lo conosco quindi lascio a chi ne sa piu' di me. In Ideamaker, sotto il menu' Layer se non ricordo male, ho l'opzione di scegliere da quale parete cominciare la stampa. Di default dovrebbe essere prima parete esterna, poi parete interna infine riempimento. Io ho configurato prima parete interna, poi parete esterna ed infine riempimento. Dipende molto dagli oggetti ma se hai perimetri con almeno 2 pareti, stampando prima quella interna e poi quella esterna , offri al filamento della parete esterna una superficie maggiore a cui aggrapparsi. Questo e' un ulteriore aiuto per gli overhang in cui il filamento dello strato superiore appoggia molto poco sul filamento sottostante. Facendo cosi', la chance di appoggiarsi poco sul filamento sottostante e' "aiutata" dalla possibilita' di aggrapparsi a quello interno aumentando la superficie di contatto e riducendo la caduta -
Ponti e inclinazioni. Come affinare il setting?
dnasini ha risposto a hiroshi976 nella discussione Problemi generici o di qualità di stampa
Per gli overhang, io tendenzialmente stampo prima le pareti interne e poi quelle esterne cosi' dal permettere al filamento di ancorarsi meglio a qualche cosa. Tu in che ordine stampi le pareti? Io in questo modo arrivo comodamente al 70% e comincia ad essere meno bello dagli 80% -
Problema di stampa generale
dnasini ha risposto a G_sepp95 nella discussione Problemi generici o di qualità di stampa
Per evitare che si formi quell'escrescenza all'estrazione, estrudi qualche mm di filamento e poi estrailo -
Thermal Runaway - Suggerimenti?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
@FoNzY hehehe chiamala forrtuna del nabbo ma a me e' capitato proprio questo, non uscivano stampe da provetto stampatore ma nn mi potevo lamentare.. Poi, all'improvviso, sono comparse le rogne tra cui questa 🙂 ora ho rifatto tutte le calibrazioni compreso i PID di Hotend e Bed e sono pronto per la prima stampa della mia "nuova vita" 😄 -
Primo layer sollevato
dnasini ha risposto a Salva91 nella discussione Problemi generici o di qualità di stampa
..... la stampa 3d e' la parabola della vita.... non importa quanto ti impegni o quanto impari.... il padulo e' sempre dietro l'angolo..... -
Su questa stampa, cosa dovrei verificare?
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@Mino ho finito le calibrazioni e seguito il tuo consiglio di abbassare la velocita' ed in effetti la resa e' notevolmente migliorata. Non ho potuto fare il test con lo stesso filamento (vedro' di farlo prossimamente) ma anche solo la riduzione di velocita' ha dato i suoi frutti. Grazie ancora -
Thermal Runaway - Suggerimenti?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
@Truck64 grazie per la spiega, in effetti questo aspetto non lo avevo considerato e mi fa tornare le ultime considerazioni fatte al termine del mio ultimo post. Il flusso d'aria sembra essere diretto prevalentemente sul pezzo, ma avendo due radiali 5015 e' possibile che eventuali turbolenze si riperquotano sull'heatblock che, senza copertura, si raffredda piu' rapidamente. A suo tempo avevo fatto il PID con la copertura in silicone ma avevo ancora la config Bore. Ora sono passato a Bi-Metal quindi in effetti una ricalibrezione andrebbe fatta. Grazie ancora per la dritta 😉 -
Thermal Runaway - Suggerimenti?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Allora, ho provato a smontare e rimontare il tutto ed in effetti la vite che serrava il termistore era leggermente molle. Rimontato il tutto e serrato la vite del termistore ho rifatto la prova e il problema si e' ripresentato. Non sapendo che pesci prendere, ho notato che tutte le prove fatte ieri erano state fatte senza il "cappuccio" in silicone che copre il blocchetto riscaldante. Ho quindi rimontato il cappuccio in silicone ed in effetti la prova di stampa sta proseguendo..... Riassumendo: - Senza cappuccio in silicone: la temperatura da 200 del primo layer passa a 190 del secondo. Il termistore segnala una rapida discesa della temperatura fino a 177 per poi risalire (lentamente) verso i 190. Arrivata ai 186 circa da l'errore -Con cappuccio in silicone: la temperatura da 200 del primo layer passa a 190 del secondo. Il termistore segnala una rapida discesa della temperatura fino a 182 per poi risalire (lentamente) verso i 190, ma in questo caso li raggiunge e la stampa prosegue. In effetti i test di ieri non prevedevano abbassamenti sensibili di temperatura se nn per la temp tower che ha un decremento di 5C ogni volta, quindi molto probabilmente il problema nn si presentava anche senza cappuccio. Conclusione: Potrebbe quindi essere l'assenza del cappuccio in silicone e il decremento di 10C a "mettere in crisi" la macchina che nn riesce a ripristinare la nuova temperatura entro la soglia che fa scattare il Thermal Runaway? -
Thermal Runaway - Suggerimenti?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Questa e' la mia speranza..... ma volevo capire se potevo fare "qualcosa" d'altro prima, visto che ho un fan duct piuttosto ingombrante e per fare questa verifica devo smontare un po' di roba quindi la terrei proprio come ultima spiaggia 😕 -
Ciao, visto alcuni problemi di stampa, ieri ho rieffettuato tutte le calibrazioni per ogni filamento (flowrate, Temp Tower, Retraction test). Uso prevalentemente 3 marche diverse di filamento PLA piu' 1 di ABS con 2 nozzle (0.4mm e 0.6mm) e l'intero ciclo di test ha occupato buona parte della giornata. A fine giornata, terminati i test, ho fatto una stampa di piccole dimensioni ed ecco che, dopo pochi layer, mi appare THERMAL RUNAWAY error e conseguente stampante da resettare. Ho ritentato 3 volte con medesimo errore nello stesso punto. Il PLA che sto usando lo stampo a 190 con primi 2 layer a 200 e qui di seguito quello che accade: - Nozzle 190 e bed 60, dopo Homing il nozzle e' impostato a 200 - comincia la stampa senza problemi - finito il 2 layer, il nozzle e' impostato a 190 - il nozzle si raffredda rapidamente (la ventola dal 3 layer si attiva al 30% come ho sempre fatto) arrivando sotto i 180 (circa 177) per poi ricominciare a riscaldarsi. - non ricordo che in passato scendesse cosi' tanto la temperatura e cmq la risalita e' piuttosto lenta rispetto al riscaldamento del nozzle "tradizionale" tanto e' che a 186 si pianta mostrando l'errore Ho googolato un po' in giro e la stragrande maggioranza degli articoli/video reputano il problema al termistore che deve essere sostituito. Mi dareste un vostro parere in proposito? Le tre cose che mi vengono in mente da fare in ordine (e che se riesco faro' questo pomeriggio) sono - Rifare PID Hotend - attivare la ventola dal 4 layer per vedere se cambia qualcosa, ma la cosa mi fa cmq strano e' che' sono 9 mesi che uso questa impostazione senza problemi - smontare il termistore, vedere che nn sia danneggiato, rialloggiarlo e rifare la prova Grazie
-
Errori di stampa
dnasini ha risposto a ZUCCA nella discussione Problemi generici o di qualità di stampa
Ciao, il comando per spegnere la ventola e' M107 https://marlinfw.org/docs/gcode/M107.html mentre per riaccenderla e' M106. Quale slicer usi? Secondo me hai meno sbatti se lo fai direttamente da slicer ma dipende fortemente da quale usi (es con con Ideamaker e' molto semplice) -
riesci a quantificare cosa intendi per "velocita' elevata"? Lo chiedo xche' ad oggi nn ho un reale parametro per definire se una velocita' di stampa e' oggettivamente alta. Io solitamente stampo a 50mm/s, max 60mm/s con una CR20 PRO ma in tutta onesta' non saprei dire se e' una velocita' alta o meno Tornando ai nozzle, ritenete che questi siano di buona qualita' e valgono l'investimento per sostituirli ai tradizionali in ottone? Io, oltre al PLA, stampo alcuni filamenti caricati quindi l'idea di investire in un nozzle piu' resistente mi interesa. Altra info, sostituendolo a quello in ottone, devo variare anche la temperatura di estrusione del filamento o questa rimane invariata?
-
Su questa stampa, cosa dovrei verificare?
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Appena rifaccio le calibrazioni, faro' un test seguendo il tuo suggerimento. Ammesso sia un problema di velocita', mi chiedo come mai non ho artefatti anche sui perimetri esterni visto che entrambi li stampo alla stessa velocita'? -
Su questa stampa, cosa dovrei verificare?
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
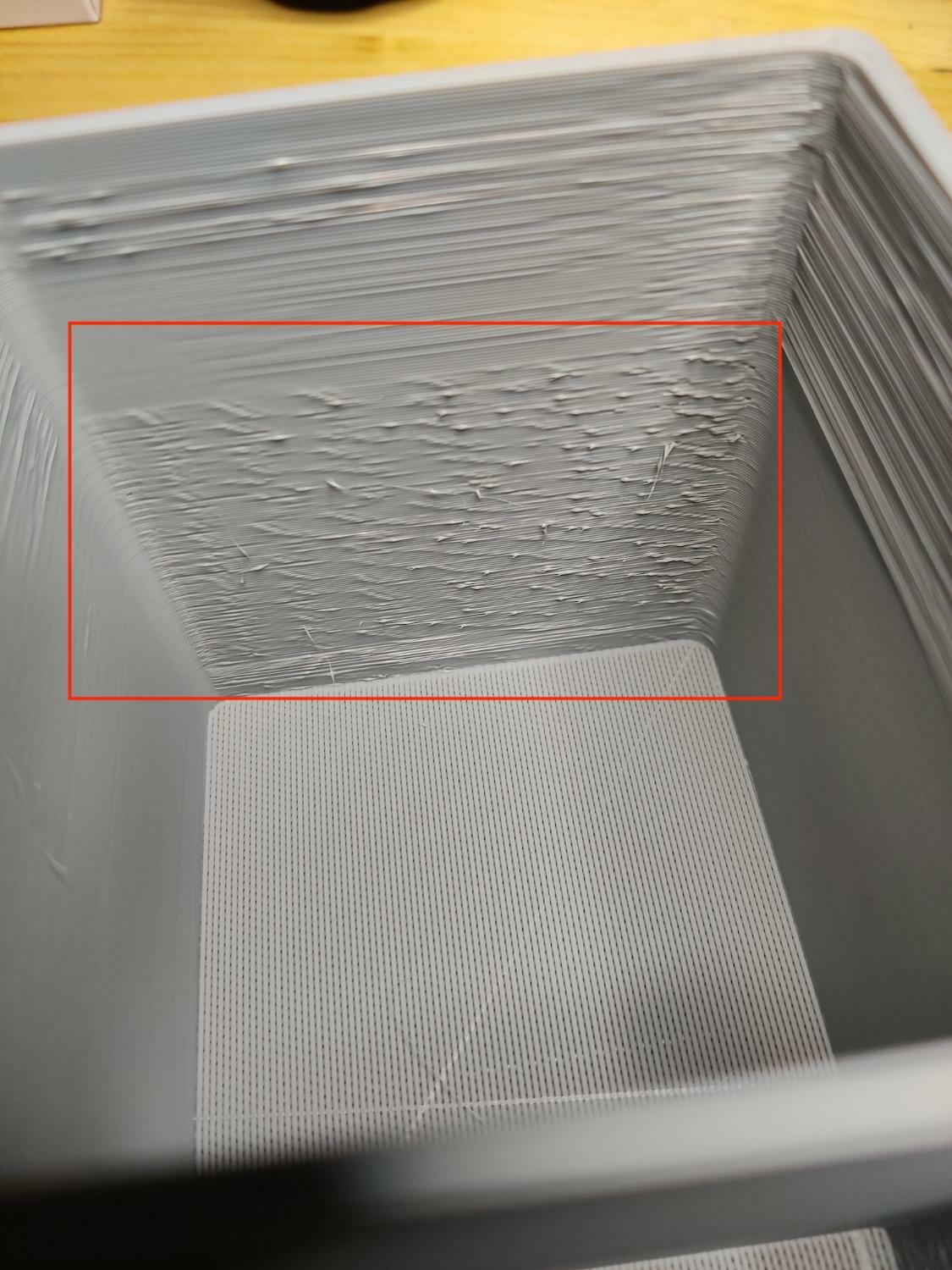
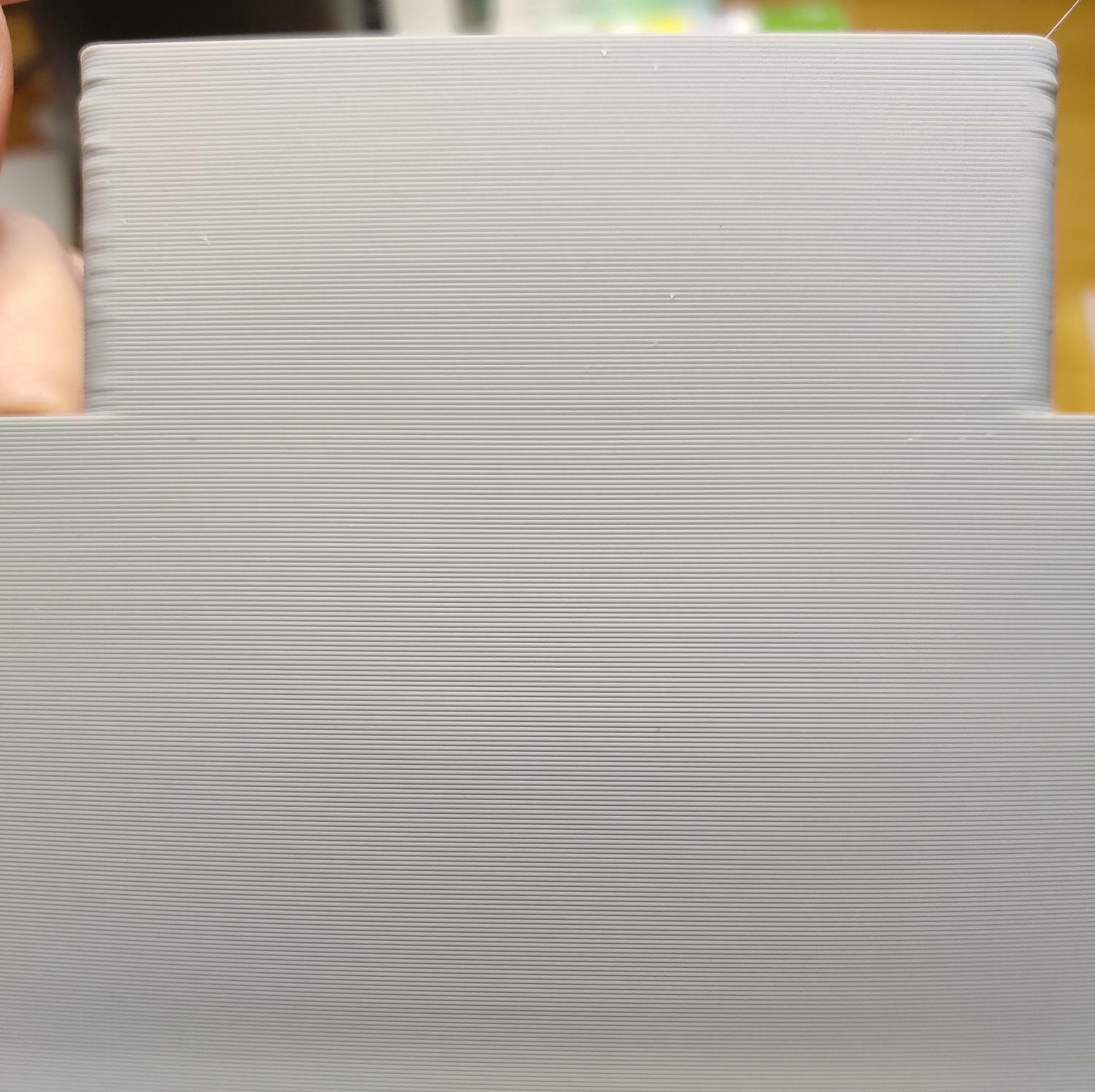
mmmmm ni. Il pezzo che sto stampando e' un porta penne a base quadrata con diversi scompartimenti. Quella in foto e' la parete posteriore di uno degli alloggiamenti. La giunzione di cambio layer la trovo nello spigolo frontale sinistro, quindi, al cambio layer, il nozzle stampa tutta la parete di sinistra ( in Y) e poi la parete posteriore (in X), quindi direi che e' la seconda parete. Ad ogni modo, anche la prima parete al cambio layer e' bruttina, non come quella in foto ma fa cmq schifetto. Cosa che mi sono dimenticato di aggiungere, e' che nel mio profilo stampo prima le pareti interne e poi quelle esterne, anche questo potrebbe essere un elemento che influisce -
Su questa stampa, cosa dovrei verificare?
dnasini ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti. Premetto che la stampa in oggetto e' venuta complessivamente male e so il motivo che ha causato il problema (profilo di stampa sbagliato dopo ripristino PC). Quello che vorrei capire e' come indirizzare il problema qui di seguito Questo problema si e' presentato anche in passato quando il profilo di stampa usato era configurato correttamente e mi capita solo quando uso il nozzle da 0.6mm, con quello da 0.4mm nn si presenta. Altra cosa particolare e' che prevalentemente avviene nella stampa lungo l'asse X (molto piu' di rado lungo l'asse Y) e solo per le superfici interne. Le superfici esterne sono sempre perfette su tutti gli assi Come detto, la stampa in questione ha diversi problemi che so essere dovuti ad un profilo di stampa presente in macchina con parametri (che mi sono accorto in seguito) essere imprecisi e per questi ripetero' tutte le varie calibrazioni. Ad ogni modo, gli artefatti descritti li ho riscontrati anche in stampe fatte il mese scorso sempre con ugello 0.6mm e con profilo corretto. Faccio fatica a individuare la possibile causa perche' qualche volta non si presenta o si presenta solo per alcuni layer. Altre info qui di seguito CR20 PRO in Bowden Filamento PLA Geeetech Nozzle 0.6mm HotEnd / Bed 195C / 60 C extr width 0.68mm Layer Height 0.4mm Speed 50mm/s Grazie per ogni suggerimento
-
anche i miei twotrees sono arrivati entrambi gia' "assemblati" e pronti all'uso, sono piu' che soddisfatto
-
ender 3 Guida Scorrevole Lineare Rail su asse Y -limitare il movimento asse Y
dnasini ha risposto a DIEGODELGADO78 nella discussione Hardware e componenti
UN ALTRO COMPLOTTO DEI POTERI FORTI!!!!!! 😡 😄 -
Sensore BLTouch LJC30A3-H-Z/AY
dnasini ha risposto a PopiTech nella discussione Hardware e componenti
@FoNzY tu si che sai distruggere i sogni di noi giovini smanettoni con il martello della nuda e cruda realta'!!!!! Appena ho visto la foto mi e' partito l'embolo e dovevo averlo anche io.... non avevo idea di come collegarlo e configurarlo ne tantomeno come installarlo.... ma la sua forma sinuosa gia' mi aveva gia' irretito.... grazie ancora per averci riportato sulla retta via 😄 -
[HELP] Pezzo con base piccola che si stacca dal piatto
dnasini ha risposto a SunTzu nella discussione Problemi generici o di qualità di stampa
Io gli ho dato una grattatina giusto oggi (carta 600) dopo mesi di onorato servizio. Da un mesetto circa notavo warping e ci mettevo una pezza con il Brim, poi ho dato una pedata nel sedere alla pigrizia e mi sono deciso a grattare 😄 -
pezzo grande che distorce
dnasini ha risposto a Pinux nella discussione Problemi generici o di qualità di stampa
Il Brim spesso aiuta in questi casi, ma se nn hai spazio nn e' una soluzione perseguibile. -
Layer mancante ender 3 pro
dnasini ha risposto a MGiacK nella discussione Problemi generici o di qualità di stampa
Ma se fai salire/scendere l'asse Z, noti rumori o impedimenti nel movimento all'altezza del layer che viene saltato?- 5 risposte
-
- 1
-

-
- ender 3
- ender3 pro
- (and 3 più)
-
ender 3
dnasini ha risposto a giorgio.micolani nella discussione Problemi generici o di qualità di stampa
Ciao, se fai una ricerca sul forum, ricordo di aver visto problematiche simili riscontrate da altri utenti con la tua stampante. Se non hai fatto modifiche o messo mano all'hw o sw della stampante, potrebbe essere dovuto a problemi relativi alla sd o a connettori non ben collegati. Io verificherei i connettori lato monitor e poi proverei, se non lo hai gia' fatto, a far ripartire la stampante senza sd inserita e vedere se si ripresenta il problema -
Problema livellamento Ender 3 pro dopo installazione bltouch
dnasini ha risposto a Pasky83 nella discussione Problemi generici o di qualità di stampa
ma e' una linea effettivamente estrusa oppure percolamento di materiale durante lo spostamento? A me qualche volta capita, ma e' evidentemente un residuo di filamento, non una linea estrusa..... -
....la stampa 3d nn e' una scienza esatta, ad ogni modo, procedere x tentativi nn e' sta gran soluzione. Io mi armerei di santa pazienza e rifarei le varie calibrazioni in questo ordine (premesso che step/mm e livellamento piano siano a posto): - Temp tower per identificare la temperatura migliore (al max lavorerei su 5C in piu' o in meno se nn sei convinto della lettura) - Thin wall (o Hollow cube) per identificare il flow rate migliore da qui puoi rifare la stampa della manopola in foto e verificare se ci sono differenze (in meglio o in peggio)