dnasini
-
Numero contenuti
4.269 -
Iscritto
-
Ultima visita
-
Giorni Vinti
147
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-
la risposta veloce e' si, ad ogni modo credo dipenda dalla versione di fw installato. Io attualmente ho montato una 2.0.9.1 e nel menu' ho una voce dove mi viene visualizzato il valore di Step/mm e dove posso modificarlo. Nella versione precedente (se non ricordo male una 1.1.9) questo menu' non lo avevo (come molti altri del resto) ed ero costretto a collegarmi da PC x vederlo ed impostarlo.
-

Problema riempimento stampa
dnasini ha risposto a Angelz nella discussione Software di slicing, firmware e GCode
Con ideamaker, se intendi definire come soglia generale per tutta la stampa l'altezza layer, e' sufficiente impostare il cambio del valore infill a partire da un certo layer in poi (opzione della tab dello slicing) -
Problema Z offset , e asse Z generale
dnasini ha risposto a Chry-1986 nella discussione Software di slicing, firmware e GCode
Ciao, lo Z Offset e' la distanza di "riferimento" tra nozzle e piano di stampa e viene utilizzato dalla stampante per determinare lo 0 dell'asse Z. Una volta detto alla stampante come "misurare" il suo 0 su Z, le coordinate di altezza assolute, vengono lette dal file gcode che gli dai in pasto e che viene generato da uno slicer. Detto questo, non mi e' chiaro cosa sei costretto a fare durante la stampa e come. Quale slicer e altezza layer utilizzi? -
[RISOLTO] Livellamento del piano di stampa, freddo o caldo? Perplessità....
dnasini ha risposto a Matrix nella discussione Problemi generici o di qualità di stampa
heheheeh mi fa piacere constatare che non solo il solo che si scotta con il piano (e lo spessimetro) durante il livellamento 😄 Io pero' il piano lo tengo a 60C perche' se mi devo scottare... lo devo fare bene .... -
Problema in fase di stampa
dnasini ha risposto a sleepwalker9100 nella discussione Problemi generici o di qualità di stampa
Bhe, l'oggetto di per se nn e' dei piu' semplici. Ad ogni modo, hai provato a fare test di overhang? Se il fan duct che raffredda il materiale nn e' sufficientemente potente, puoi avere cedimenti di filamento su tutte quelle parti che si trovano a sbalzo. Una "soluzione" veloce potrebbe essere quella di usare dei supporti per tutte le parti a sbalzo. Questo ti aiuterebbe ad indirizzare la stampa specifica ma nn ti risolverebbe il problema. altra cosa che potresti fare, e' dire al tuo slicer di stampare prima i perimentri interni e poi quelli esterni in modo da aumentare la superfice di ancoraggio dei perimetri a sbalzo. Altro problema che potrebbe aumentare questo fenomeno e' una temperatura del nozzle troppo alta. Hai fatto una temp tower x trovare la temperatura di estrusione corretta per il tuo filamento? -
Sensore livellamento
dnasini ha risposto a Im.Pietro nella discussione Problemi generici o di qualità di stampa
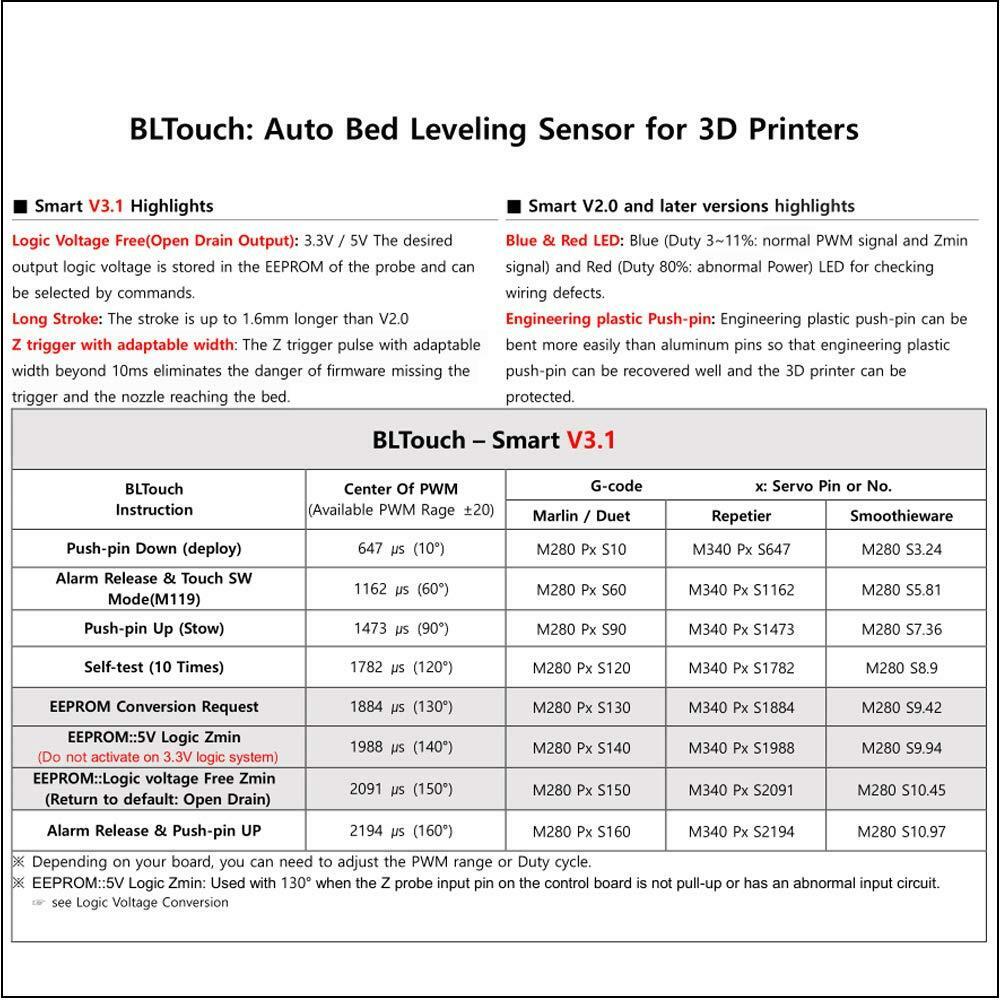
Ciao, mi sembra di capire che il sensore funzionava e poi ha smesso di farlo, corretto? Non conosco la tua stampante quindi il mio suggerimento e' puramente "empirico". Se dici che il nozzle impatta sul piatto, parto dal presupposto che anche se la probe tocca il piatto, il dispositivo non rilevi tale evento quindi la discesa dell'asse Z continui fino all'impatto. Io ho un BLTouch come sensore per il quale la luce rossa indica Probe ritratta mentre la luce blu indica Probe estratta. Quando faccio homing e Z comincia ascendere, la luce e' blu, non appena la probe tocca il piatto e viene ritratta, la luce diventa rossa. Io farei questa verifica preliminare Porta Z ad un'altezza di sicurezza (15cm ad esempio) e da linea di comando (proterface o similare) lancia il comando del Self Test come da doc qui di seguito (si riferisce a BLTouch ma i comandi dovrebbero essere gli stessi) Se la probe viene estratta e ritratta, almeno sai che il sensore funziona. Fatto questo, sempre dall'altezza di sicurezza, lancia un g28 (homing degli assi). Quando parte l'homing di Z, verifica che la probe venga estratta durante la discesa e con il dito falla scattare. Se scatta ma Z continua a scendere o non scatta affatto, io verificherei le connessioni lato sensore e lato MB che siano ben salde. Un problema che ho avuto io in passato con BLTouch fu che a causa di sporcizia e polvere, la probe nn riusciva a scendere e quindi segnalasse un'anomalia nel funzionamento (luce rossa lampeggiante). Ho risolto pulendo l'alloggiamento della probe con bomboletta di aria compressa. Se il metodo nn funziona o funziona solo per poco tempo, conviene smontare il sensore, estrarre la probe, verificare che nn sia deformata e pulire il canale con aria compressa
-
Livellamento stampante
dnasini ha risposto a Nicche05 nella discussione Software di slicing, firmware e GCode
Scusa la domanda che puo' sembrare ovvia: ma quando parli di calibrazione del piatto cosa intendi? Quali operazioni fai? Il livellamento del piano e' direttamente legato all'impostazione dello Z offset (distanza del nozzle dal piano). Il livellamento piu' semplice consiste nell'impostare lo stesso Z offset sui 4 angoli e al centro (partendo dal presupposto che il piatto non sia deformato) utilizzando il foglio di carta o meglio ancora uno spessimetro. Se tu hai fatto questa operazione e "meccanicamente" tutto e' corretto, allora potrebbe essere come suggerisce @Killrob che e' stato impostato nello slicer una "correzione" dello Z Offset -
Intasamento nozzle quando stampo con altezza layer 0.1
dnasini ha risposto a Alessandro998 nella discussione Hardware e componenti
Potresti dirci che tipo di materiale, sezione del nozzle e che stampante utilizzi? -
bed levelling semiautomatico
dnasini ha risposto a lori nella discussione Software di slicing, firmware e GCode
Ciao, a quanto pare nn e' piu' possibile scaricare tutti i file in un unico zip come era possibile fare fino a qualche settimana fa. Anche a me si comporta allo stesso modo gia' da qualche giorno, avranno cambiato le politiche di download. Per quanto riguarda l'associazione del file allo slicer, basta che premi il tasto destro su un qualsiasi file .gcode, selezioni properties e da li gli dici di non associare il file a nessun programma -
Migliorare il raffreddamento del Pla. Upgrade fan duct e ventole. Quale e perché? Consigli?
dnasini ha risposto a hiroshi976 nella discussione Hardware e componenti
azz.... prima o poi una cacca la dovevo pestare...... 🙄 -
bed levelling semiautomatico
dnasini ha risposto a lori nella discussione Software di slicing, firmware e GCode
Che te lo associ a Cura e' possibile, io uso come slicer Ideamaker e a me i file .gcode Windows me li associa a quello slicer. Ad ogni modo, se il file e' un .gcode, in linea teorica, e' direttamente eseguibile dalla stampante. Dico in linea teorica solo perche' se prevede la stampa di un qualche cosa, sulla base di cosa sono impostate le temperature ed i parametri del filamento? Altro discorso, invece, e' se il .gcode contiene solo coordinate per spostare gli assi. In questo caso lo dovresti poter eseguire direttamente da SD (fermo restando che le coordinate di spostamento stiano all'interno del tuo piatto). Da quello che ho capito, al primo download il file ha funzionato, poi hai installato un altro slicer e ha smesso di funzionare. Ho capito bene? Ma se provi a riscaricarlo e a spostarlo direttamente su SD (senza aprirlo con nessuno slicer) funziona? -
Migliorare il raffreddamento del Pla. Upgrade fan duct e ventole. Quale e perché? Consigli?
dnasini ha risposto a hiroshi976 nella discussione Hardware e componenti
io al momento ho solo GDstime e Sunon e mi trovo bene. Non ho fatto una comparazione, ho comperato le Furiga perche' arrivavano prima e le ho sostituite con le gdstime su consiglio di un altro utente del forum. In soldoni, tendo a "fidarmi" di piu' di quei produttori che pubblicano la documentazione di dettaglio delle loro ventole. Per GDstime e Sunon le ho trovate senza particolari difficolta' -
Migliorare il raffreddamento del Pla. Upgrade fan duct e ventole. Quale e perché? Consigli?
dnasini ha risposto a hiroshi976 nella discussione Hardware e componenti
Allora, io ho comperato le Furiga perche' nn volevo aspettare troppo ed il loro lavoro lo fanno. Purtroppo nn ho trovato in giro nessuna specifica tecnica che queste quindi nn le considero una "prima scelta". Ho chiesto sul forum e mi hanno consigliato le gdstime che trovi su aliexpress ma impiegano almeno 15gg ad arrivare. Io adesso ho queste e mi trovo bene, se decidi di prenderle, acquistane almeno 4 cosi' ne hai 2 di scorta e prendile Ball Bearing. -
Migliorare il raffreddamento del Pla. Upgrade fan duct e ventole. Quale e perché? Consigli?
dnasini ha risposto a hiroshi976 nella discussione Hardware e componenti
quello ti serve per "ancorare" il fan duct alla piastra. Lo devi stampare ma, almeno nel mio caso, non dovrebbe aggiungere alcuno spessore perche' si adatta alle sporgenze su cui avvito l'hotend -
bed levelling semiautomatico
dnasini ha risposto a lori nella discussione Software di slicing, firmware e GCode
Perdona la domanda, ma se hai scaricato il file in gcode, a cosa ti servono prusa slicer e cura? copia il file direttamente sulla SD e manda in stampa.... hai gia' il gcode, non ti serve uno slicer.... -
Migliorare il raffreddamento del Pla. Upgrade fan duct e ventole. Quale e perché? Consigli?
dnasini ha risposto a hiroshi976 nella discussione Hardware e componenti
Nella cartella ender3-pro-v2-cr10 dovresti trovare il duct che ti serve, verifica solo gli alloggiamenti delle viti per il tuo carrello. Per quanto riguarda le ventole, la connessione e' parallela. Io mi sono costruito uno splitter che duplica dal singolo attacco, due attacchi indipendenti. Tieni conto che x far questo, devi tagliare i cavi della ventola stock e fare un paio di saldature per creare il cavo di split. Visto che sei dietro, comperati degli adattatori tipo questi https://www.amazon.it/gp/product/B07QMMC4WZ/ref=ppx_yo_dt_b_asin_title_o04_s00?ie=UTF8&psc=1 cosi' rendi "intercambiabili" le ventole senza dover ogni volta saldare. Io li ho installati sia per la ventola dell'hotend che x quelle del materiale, ti semplifichi la vita investendo un po' piu' di tempo iniziale. Gli stessi adattatori ti servono anche per creare il cavo di split -
Migliorare il raffreddamento del Pla. Upgrade fan duct e ventole. Quale e perché? Consigli?
dnasini ha risposto a hiroshi976 nella discussione Hardware e componenti
Io per testare i fan duct utilizzo 3 bridge di lunghezza diversa: 40mm, 60mm e 80mm fun duct stock 40mm ok, 60 pessimo e 80 neanche a parlarne Satsana 60mm ok e 80mm accettabile ma migliorabile Mars Orbiter 80mm ok -
Migliorare il raffreddamento del Pla. Upgrade fan duct e ventole. Quale e perché? Consigli?
dnasini ha risposto a hiroshi976 nella discussione Hardware e componenti
nn ho variato nulla, tra i download che trovi, c'e' un accessorio per il bloccaggio ed il fissaggio dell'hotend stock che ti permette di montare un fan duct con tutti i componenti stock. Per il materiale, io ho scelto ABS per la resistenza al calore. Anche la mia stampante e' in casa (dietro alla scrivania) ma la tengo in una camera chiusa e quando stampo ABS tengo un purificatore dell'aria all'interno della camera stessa. Nel tuo caso potresti valutare PLA+ o ASA che sono cmq resistenti e nn dovrebbero avere i problemi di ABS -
..... e la notte, dove la lasciamo????? 🤣
-
prova avedere qui, magari hai saltato alcuni passaggi https://all3dp.com/2/how-to-set-up-marlin-for-auto-bed-leveling/ Se accade all'accensione penso che sia normale. A tutti gli effetti, alla partenza, il sw nn ha idea del posizionamento degli assi, per questo all'avvio di ogni stampa viene fatto l'homing degli assi 🙂
-
Migliorare il raffreddamento del Pla. Upgrade fan duct e ventole. Quale e perché? Consigli?
dnasini ha risposto a hiroshi976 nella discussione Hardware e componenti
Ciao, io mi ero trovato bene con questa versione della Satsana adottando la ventola 5015. Mi e' piaciuta per le dimensioni ridotte, l'estetica compatta e la resa ed il tutto e' un buon compromesso. Poi ho scoperto la Mars Orbit con doppia ventola da 5015 x il Nozzle e una 4020 x il dissipatore e ho sbroccato. Adesso ho questa, che mi piace molto nonostante sia molto ingombrante nelle dimensioni. La sto testando da un mese e mi piace, ci ho fatto anche una piccolissima modifica per poter fissare meglio la ventola di sinistra. Il progetto, poi, e' continuamente aggiornato dallo sviluppatore e la cosa nn mi dispiace. Io le ho stampate entrambe in ABS per nn rischiare deformazioni essendo la mia stampante in camera chiusa. In tutta onesta', ti consiglierei di partire dalla Satsana, impieghi molto meno tempo a stamparla e ha una buona resa. Se poi nn sei del tutto soddisfatto, con questo fan duct ti stampi la Mars o similari. -
Bella domanda. In tutta onesta' nn conosco come funzionano i rilasci di Marlin. Io a suo tempo andai direttamente sulla Main (v2.0.9.1) senza considerare la bug fix. A rigor di logica, un nuovo treno di sw deriva da una release precedente "stabile" con l'aggiunta di nuove funzionalita'. Le bug fix sono release "ricavate" dalla Main con la sola aggiunta dei fix sui bug ma nessuno ti garantisce che l'aggiunta di un fix non introduca altri problemi..... In soldoni, se dovessi decidere io in questo momento, andrei sulla Main e, in caso di problemi oggettivi, valuterei le bug fix Datti cmq una letta alle release notes se vuoi andare un po' piu' sul sicuro
-
Allora, prima di cominciare, guardati 2 video fatti da Dazero dal titolo "Come Installare Marlin 2 su Qualsiasi Stampante" che ti spiegano cosa ti serve e cosa impostare. I sorgenti li trovi qui https://marlinfw.org/meta/download/
-
mmmm dovesti scaricarti i sorgenti dal sito Marlin per la tua scheda, configurare i parametri che ti servono e ricompilarlo. Non credo tu possa aprire e modificare l'immagine gia' compilata
-
meglio se cerchi Bed leveling