dnasini
-
Numero contenuti
4.236 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-
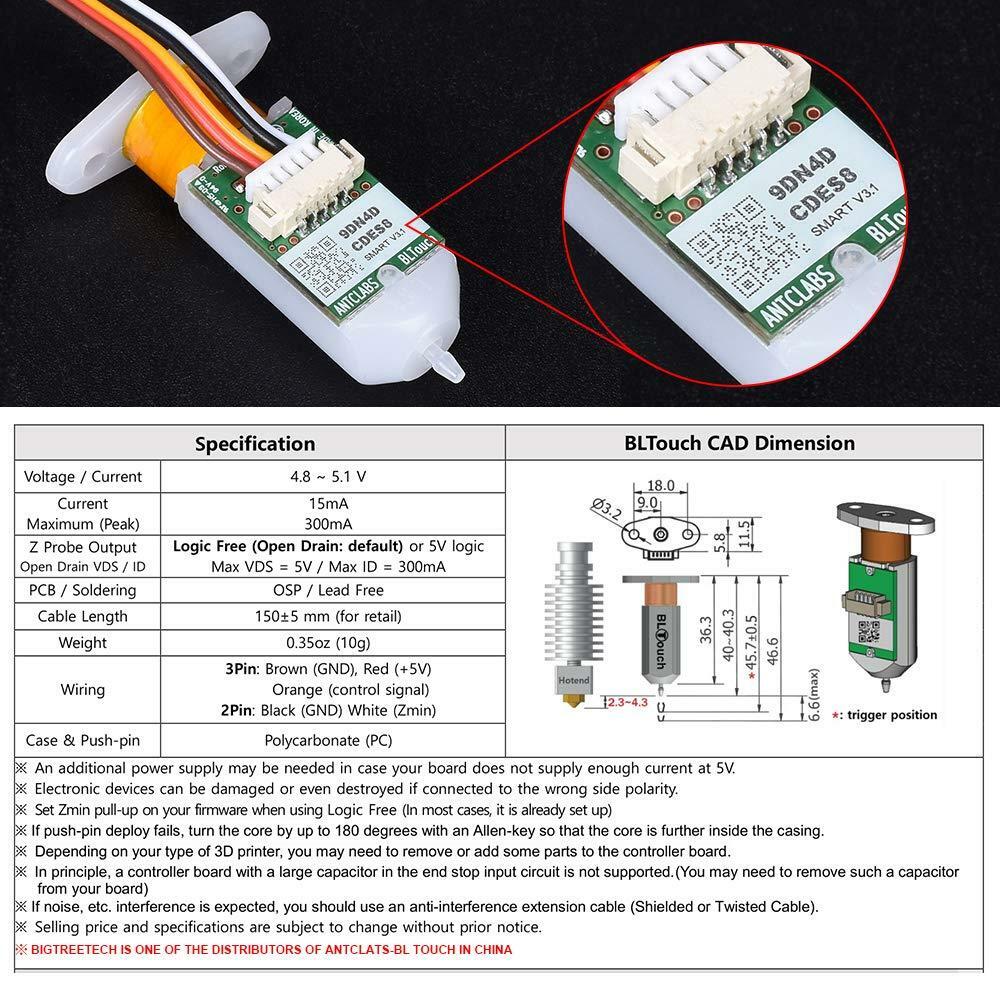
Se guardi uno dei miei ultimi post, ti ho girato la documentazione del bltouch dove c'e' anche questa info.......
-
Ni, hai solo 2 alternative per stampare: 1) spesti i tuoi gcode (file generato dallo slicer) sulla sd, infili la sd nello slot della stampante e da menu' mandi in esecuzione 2) collegi un PC o similare (es raspberry pi con octoprint) alla porta USB e mandi in stampa da li. In questo caso, potrebbero servirti dei driver per far vedere la porta USB della stampante al PC
-
Ciao, ma ti dice che e' danneggiata la scheda SD o il contenuto? Puoi procedere in 2 modi 1) utilizza un'altra scheda SD e vedi se il problema persiste 2) formatta la scheda SD che hai e riprova. Per questa seconda parte sotto la sezione "Problemi generici o di qualità di stampa" di questo forum trova come primo post un tread dove trovi un tool per formattare la SD
-
@Ale93_ dai un occhio a questo video che ti da un'idea di cosa si intende x Z Offset. Io ho canbiato da poco il mio fan duct con uno che ha il supporto per il BLTouch integrato. Purtroppo risulta troppo alto rispetto al mio nozzle e quindi, se montassi il BLTouch direttamente, al primo homing, il nozzle impatterebbe il piatto prima che la probe scatti. Per meglio regolare la distanza della probe dal piatto, ho appoggiato il nozzle al piatto e aggiunto un spessore di poco piu' di 2mm tra il piatto e la punta della probe. Fatto questo, ho misurato la distanza tra il supporto del bltouch del fan duct ed il bltouch stesso. Con questa misura mi sono costruito uno spessore che mi abbassa il BLTouch alla quota corretta. Qui di seguito ti giro del specifiche del BLTouch da dove ho ricavato le specifiche sulla distanza tra nozzle e probe. Credo che il 3d touch sia analogo. Una volta installato il 3dtouch correttamente, passi a calibrare lo Z Offset ed il gioco e' fatto

-
Il comando G28 fa homing di tutti gli assi se non specifichi alcun parametro ed e' necessario ad avvio di stampa
-
Io ho una CR20 PRO e ho installato i driver FT232R. Tra l'altro li trovi anche dal link che ti ha condiviso @eaman qualche post piu' in altro. Hai provato con questi? Tra l'altro il link recita pure "Most Creality Printers use a FTDI F232R USB to Serial adapter chip for them to use USB".... give it a try.....
-
Io uso regolarmente Ideamaker e per cominciare mi sono creato il profilo stampante da qui: https://www.ideamaker.io/ Per i profili filamenti, invece, cerca due filmati su youtube di Help3D che ti spiega passo passo come impostare i parametri generali per filamenti PLA. Va da se che poi, a seconda della stampante e del filamento, questo profilo deve essere adeguato Qui, invece, ti riporto il mio start gcode con la linea di pulizia ugello al margine del piatto M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G21 ;unit mm G28 ;Home G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X5.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X5.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X5.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X5.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up
-
Questo e' perche' l'alimentazione della USB alimenta il display ma nn ha nulla a che vedere con il rilevamento della stampante da parte del PC. Che programma usi per collegarti? I driver installati dovrebbero permetterti di utilizzare la USB come fosse una COM seriale e quindi permetterti di utilizzare programmi come pronterface per la connessione. Principalmente le difficolta' nel collegarsi sono 2: selezioni la COM sbagliata o selezioni il baud rate sbagliato.
-

Stampante 3D si blocca
dnasini ha risposto a Giangi7 nella discussione Problemi generici o di qualità di stampa
Hai fatto qualche "modifica" negli ultimi tempi? con "si blocca" cosa intendi? si comporta come se la stampa fosse finita, come se fosse stata messa in pausa ho si arresta immobile nell'ultima coordinata? -
Stampando 3D Benchy..... problema in alcuni punti. Cosa lo causa? Come risolvo?
dnasini ha risposto a hiroshi976 nella discussione Problemi generici o di qualità di stampa
A mio avviso i test piu' efficaci per testare un fan duct sono i bridge. Io mi sono creato 3 semplici bridge da 40mm, 60mm e 80mm. Nel mio caso, con il fan duct originale mi riusciva quello da 40mm, quello da 60mm veniva maluccio e quello da 80mm neanche a parlarne. Sono passato al primo fan duct proposto da @eaman e subito si sono visti i risultati con un bel 60mm ma ancora nulla x 80mm. Con il Satsana sono arrivato ad 80mm (singola ventola 5015) anche se con qualche magagnuccia. Il primo bridge da 80mm degno del suo nome l'ho stampato 2 settimane fa con la Mars Orbiter che ho linkato e doppia ventola 5015. Tieni cmq conto che questo e' un puro esercizio di stile. Il fatto che riesca a fare bridge da 80mm nn significa che nelle stampe "regolari" io li faccia. Preferisco mettere sempre un supporto per evitare deformazioni... -
Stampando 3D Benchy..... problema in alcuni punti. Cosa lo causa? Come risolvo?
dnasini ha risposto a hiroshi976 nella discussione Problemi generici o di qualità di stampa
Ciao, io ho una certa fissa x i fan duct e ne ho provati una valangata trovati su Thingiverse. Devo dirti che quello che mi ha dato piu' soddisfazioni e' proprio il Satsana. Io mi sono stampato questo https://www.thingiverse.com/thing:4410802 con la ventola 5015 e mi sono trovato molto bene. L'ho usato per un mesetto, poi mi e' partito l'embolo per un altro che ha la doppia ventola da 5010 https://cults3d.com/en/3d-model/tool/mars-orbiter-final-version-ender3-pro-v2-cr10-microswiss-dd-hotend-stock-dragon-dragonfly e con questo sono arrivato a fare bridge da 80mm perfetti. Questi fan duct li ho stampati in ABS. I primi esperimenti li facevo in PLA ma duravano poco perche in camera chiusa iniziavano a deformarsi e perdevano di efficacia -
ASSE X ENDER 3 NON "ORIZZONTALE"
dnasini ha risposto a Indio nella discussione Problemi generici o di qualità di stampa
Guarda, io ho la stampante da 9 mesi e sono sempre dietro a strusare qualche cosa, ho cominciato con l'estrusore, poi mi sono stampato non so piu' quanti fan duct diversi fino a trovare quello che adesso mi da soddisfazioni, ho sostituilo la gola, le ventole, la scheda madre, il PTFE, ho costruito l'enclosure, ho aggiunto il sensore di fine filamento, il secondo asse Z, Raspberry con Octoprint e monitor touch esterno. La mia stampante ha ben poco "di fabbrica" ed infatti e' la MIA stampante 😄 Oltre alla stampa di oggetti e' proprio la customizzazione che mi da soddisfazione 😉 Per l'estrusore, prenditi un dual drive come questo, minima spesa e massima resa, paragonabile a quello stock come step/mm ma piu' performate -
Hai per caso fatto un cambio di fw? ho guardato la cronologia dei video e in lista avevo quello di teaching tech relativo alla cr 10S e l'upgrade di fw. La stavo valutando per il piatto da 300 ma dalle cose che ho letto sono ancora piu' indeciso, tu come ti trovi?
-
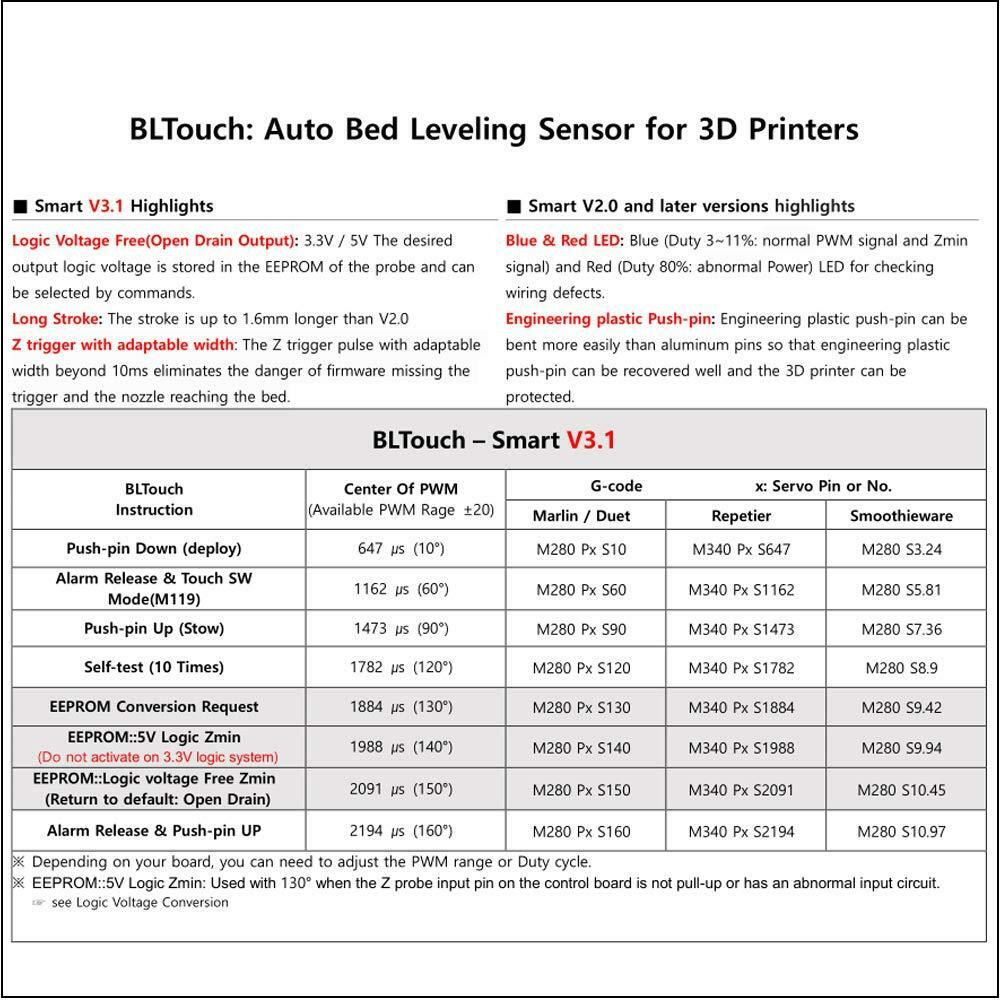
Ciao, il problema e' sistematico? si ripete sempre nello stesso modo? prova da fargli fare il self test come descritto dalla tabella sopra. Dovrebbe estrarre e ritirare il sensore x 10 volte consecutive. A me dava problemi ed ogni tanto non estraeva o non faceva rientrare il sensore. nel mio caso si era tratto di sporcizia o polvere che ne ostruiva il corretto movimento. Ho risolto smontando il BLTouch e pulendo la sede cona ria compressa In un video di teaching tech riguardante la CR 10 che ho visto due gg fa, veniva descritto un problema analago, BLtouch che si interrompeva durante il test. A memoria mi sembra che venisse fatta una inizializzazione della eeprom, ma prendilo con le pinze visto che era sera tardi e magari tra un passaggio e l'altro mi sono pure abbioccato.... se recupero il video te lo giro
-
ASSE X ENDER 3 NON "ORIZZONTALE"
dnasini ha risposto a Indio nella discussione Problemi generici o di qualità di stampa
Ciao, concordo che non sia un "grosso" problema e ci si possa convivere senza troppi sbattimenti. Io ho deciso di fare l'upgrade al secondo asse, anche perche' quel leggero gioco alla chiocciola che accennavo mi causava, allo spegnimento dei motori, un abbassamento inerziale di Z sistematico. Alla fine dei conti, ho investito 26 euro su aliexpress (e ci sono kit anche a meno) e 1 ora di lavoro (dove mi sono divertito una cifra) ed il risultato ottenuto e' andato ben oltre le aspettative. Tutto questo per dire cosa, non ti cambia la vita, ma ti aiuta a vivere meglio 🙂 Per quanto riguarda gli step/mm, e' possibile che il vecchio proprietario montasse un estrusore dual gear con riduttore. Io ho un BMG clone con riduttore e sono passato dai 95 step/mm dell'estrusore stock ai 400 step/mm dell'attuale. Come hai gia' potuto trovare in altri post, una volta trovato il valore corretto, lo devi salvare con la voce del menu' Store Settings o, se utilizzi pronterface o programmi affini per accedere alla console, con in comando gcode M500 -
ASSE X ENDER 3 NON "ORIZZONTALE"
dnasini ha risposto a Indio nella discussione Problemi generici o di qualità di stampa
Ciao, ti risulta che la colonna stampata sul lato dx sia quella "piu' bassa"? Io ho una CR20 Pro che e' praticamente una Ender con lo Chassie. Ho notato anche io delle leggere "differenze" nelle stampe sul lato destro rispetto a quelle sinistro e guarda caso, anche la mia ha un singolo motore sull'asse Z. 3 settimane fa ho montato il kit per il secondo motore e ti posso assicurare che la qualita' di stampa e' migliorata. Non stiamo parlando del giorno con la notte, ad ogni modo si nota che la stampante lavora meglio. Io avevo anche un leggerissimo gioco della chiocciola che si accentuava, causa peso del gruppo hotend e vibrazioni, quando la testina si spostava verso destra. Con il doppio asse questo "difetto" e' praticamente svanito. -
Ender 3 V2 nn funzionano le ventole ..
dnasini ha risposto a Ferro nella discussione Problemi generici o di qualità di stampa
Se hai ventole di ricambio, hai provato a sostituire le ventole (una alla volta) per verificare non fossero proprio loro? se fai questa prova, prima di accendere la stampante verifica che: - le ventole nuove abbiano lo stesso voltaggio di che che vuoi testare - i fili rosso e nero siano nelle stesse posizioni corrette. Questo sembra banale ma a me e' capitato di sostituire le ventole e dover invertire i fili perche' sulla MB erano mappati al contrario -
Problema superfici e ponti
dnasini ha risposto a G_sepp95 nella discussione Problemi generici o di qualità di stampa
Ciao, una premessa... ho fatto una faticaccia a vedere le immagini linkate ma alla fine ce l'ho fatta 🙂 Parto dal presupposto che tu abbia fatto le calibrazioni di base (step/mm estrusore e flowrate del filamento).... Non ti nascondo che la temp tower e' un disastro, che materiale stai stampando? E' un filamento "normale" o caricato (effetto seta, PLA+,....) Da una prima valutazione, direi che la temperatura meno peggio e' 195C, quindi potresti partire impostando questa per il momento. Per i ponti, ho due considerazioni - Sembri essere sottoestruso (estrudi meno materiale del dovuto): hai provato a fare calibrazione del flowrate (flusso di stampa) - nel tuo slicer hai qualche impostazione particolare per il bridging (i ponti per l'appunto)? intendo velocita' ventola materiale imposta, diverse impostazioni di flowrate e velocita' di stampa,.... Nota a parte se stai utilizzando filamenti caricati: Questi, per la loro composizione, tendono a otturare l'hotend se utilizzi nozzle piccoli (da 0.4mm in giu'). Se stai utilizzando uno di questi filamenti, cambialo e fai le calibrazioni con un filamento PLA tradizionale, ti semplifichi notevolmente la vita 😉 -
Impostare diversa altezza a fine stampa
dnasini ha risposto a krashone nella discussione Problemi generici o di qualità di stampa
Ciao, la riga sembra essere questa, ed infatti riporta il comando G1 Z. Ora, non sono un esperto di gcode, ad ogni modo sembra che l'altezza di Z venga calcolato sulla base delle dimensioni max su Z rapportate alla posizione di Z rispetto all'ultimo layer stampato. Se tu imposti un'altezza "fissa" di Z a fine stampa, rischi di andare a sbattere contro il pezzo se questa altezza e' piu' bassa dell'altezza di fine stampa. Io nel mio end gcode ho G91 ;Relative positioning G1 Z10 F3000;Raise Z more Che alza Z di 10mm (posizione relativa e non assoluta) rispetto all'ultimo layer stampato. -
bowden caramellato
dnasini ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
Un buon metodo per calibrare la retrazione e' stampare una torre di retrazione per il tuo filamento. Una volta individuata la corretta temperatura (torre di temperatura), lanci la stampa della torre di retrazione variando la lunghezza in mm che ritrai (parti da 0.5mm fino a 5mm con step da 0.5mm) ad intervalli regolari (imposta 50mm/s come velocita' di base). Quando trovi la "lunghezza" che da meno problemi, rifai il test impostando la lunghezza trovata come parametro e variando, ad intervalli regolari, la velocita' di retrazione (es vai da 40mm/s a 60mm/s con step di 5mm/s) -
bowden caramellato
dnasini ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
Quoto al 100%. Io sono passato da gola bore (stock) a bi-metal e ho dovuto dimezzare i parametri di retrazione -
GODRONATORE + PROG. GCODE.
dnasini ha risposto a MATTEO90 nella discussione Problemi generici o di qualità di stampa
Ma prima di impostare la temperatura (che sia 200C o 260C) hai fatto una temp tower per verificare la temperatura ottimale di stampa? io a quella temperatura ci stampo ABS, non PLA. Tieni conto che a 260C, il tubo in PTFE a contatto con il nozzle si deteriora piuttosto in fretta. Una prova veloce che puoi fare, e' quella di estrarre il tubo PTFE lato hotend e verificare le condizioni della parte finale. Se trovi residui evidenti di PLA o deformazione della parte terminale del tubo, potresti ritrovarti con l'hotend intasato. Altra causa di intasamento dell'hotend e' una retrazione del filamento non settata correttamente. Se ritrai troppo o troppo velocemente, il filamento potrebbe assottigliarsi e raffreddarsi rendendo piu' difficoltoso il passaggio di nuovo filamento e costringendoti ad aumentare le temperature per compensare. -
GODRONATORE + PROG. GCODE.
dnasini ha risposto a MATTEO90 nella discussione Problemi generici o di qualità di stampa
Ciao, ma che materiale stampi? 260C sono tanti. Se la tua Ender ha l'hotend stock con gola bore, ti ritrovi il tubo PTFE in battuta sul nozzle e a quelle temperature e' facile deformarlo con conseguente fuoriuscita di materiale e intasamento dell'hotend. Se hai l'hotend intasato, il filo scorre con maggior difficolta' e, come dice @FoNzY, se il motore dell'estrusore sforza puo' perdere passi. -
Creality Ender 3 pro display nero
dnasini ha risposto a kafula nella discussione Problemi generici o di qualità di stampa
Se non hai altri dispositivi esterno o il PC collegato via USB, l'unico modo per caricare file gcode per le stampe e' la SD. Nella sezione del forum in cui hai postato, in testata, trovi una discussione "Tool per SD" in cui, nel primo post, e' allegato un programmino per la formattazione della SD. Questo risolve il 90% delle problematiche legate alla SD. Fatto questo, segui il suggerimento di @Salvogi collegando il PC via USB alla stampante (altro programma che puoi utilizzare e' pronterface, con le accortezze suggerite da @eaman. Da questi programmi, dovresti essere in grado di accedere alla scheda e impartire comandi gcode direttamente da console. Questo ti aiuta a isolare meglio il problema (se e' display o scheda di rete). Nell'ottica del "back to the basic", essendo la stampante nuova nuova e tu alle prime esperienze, hai verificato se i cablaggi sono saldamente collegati o ballerini? Ovviamente controlla tutto ad alimentazione staccata evitando, come gia fatto notare, di muovere i motori troppo repentinamente per evitare correnti indotte -
Stampa 3d esce con delle palline.
dnasini ha risposto a wdijuf9 nella discussione Problemi generici o di qualità di stampa
Ciao, cosi' facendo hai calibrato gli step/mm che cmq e' cosa buona e giusta come diceva qualcuno. Immagino @Killrob intendesse la claribrazione del flowrate stampando il thin wall.