dnasini
-
Numero contenuti
4.233 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Doppio motore asse Z: ne vale la pena?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
La conclusione e' plausibile, se domani riesco faccio anche questo check -
Doppio motore asse Z: ne vale la pena?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Esatto il cavo e' tutto nero con dei leggeri tratteggi (non tutti uguali) sui singoli cavi -
Doppio motore asse Z: ne vale la pena?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Il cavo incluso nel kit e' pensato per sdoppiare il cavo esistente del motore Z. Ad una estremita' ha il connettore maschio a 6 poli per il secondo motore, mentre all'altra estremita' ha sempre un connettore maschio a 6 poili + un connettore femmina a 6 poli. In soldoni, il connettore 6 poli maschio cavo originale del motore Z va collegato al connettore 6 poli femmina del cavo in dotatazione. Successivamente i due connettori a 6 poli maschio vanno ai rispettivi motori.. spero di esser stato spiegato 🙂 -
Doppio motore asse Z: ne vale la pena?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
@Killrob domani faccio la prova che mi suggerisci. Altra cosa che mi sono dimenticato di dire e' che il secondo test l'ho fatto con uno di questi cavi su Z2 visto che il cavo sdoppiato in dotazione non ha l'attacco a 4 poli lato MB. Potrebbe essere quella una delle cause? -
Doppio motore asse Z: ne vale la pena?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Secondo asse Z arrivato e subito montato. Dal punto di vista meccanico nessun intoppo. Il primo test l'ho fatto utilizzando il cavo sdoppiato in dotazione che mi permette di utilizzare l'attuale driver Z1 per entrambi gli assi. Il test ha dato esito positivo, entrambi i motori girano (ovvio sono comandati dallo stesso driver) ed il tutto e' fluido. Il secondo test l'ho fatto utizzando un motore collegato a Z1 e l'altro collegato a Z2 e qui le cose nn sono proprio andate come mi aspettavo. Il nuovo motore, in Z2, spostandomi anche solo di 1mm faceva rumore e non si muoveva in sincrono con l'altro. Mi e' quindi venuto in mente che magari dovevo "abilitarlo" nel fw. Guardando l'ultima config compilata trovo #define X_DRIVER_TYPE TMC2208_STANDALONE #define Y_DRIVER_TYPE TMC2208_STANDALONE #define Z_DRIVER_TYPE TMC2208_STANDALONE e poi vedo, commentato e con driver non corretto, uno Z2 //#define Z2_DRIVER_TYPE A4988 devo quindi scommentarlo e ricompilarmi il firmware? Tenuto conto che la mia scheda non ha 2 driver separati per Z1 e Z2 ma condivide lo stesso, mi conviene ricompilare il fw per usare i due motori separatamente? Ci sono controindicazioni ad utilizzare il cavo sdoppiato che ho installato ora usando per entrambi i motori la stessa connessione a Z1?
-
Reale influenza dell'Hot-End sulla stampa
dnasini ha risposto a Otto_969 nella discussione Hardware e componenti
EHHHH allora mi tocca citare la Von der Leyen durante le trattavite per la Brexit.... No Deal!!!! 😤 -
Reale influenza dell'Hot-End sulla stampa
dnasini ha risposto a Otto_969 nella discussione Hardware e componenti
.....ingolosiscimi con dei numeri... se mi fai un prezzo imbarazzante a cui non posso dire di no (e ci aggiungi la spillatrice della birra) sono sicuro che un accordo lo troviamo.... -
Io avevo fatto riferimento a questo video per la scelta. A differenza del video, ho ordinato le gole bimetal piu' lunghe perche' hanno le stesse dimensioni di quelle stock ma dovrebbe cambiare poco. Sui tempi di consegna, posso dirti che se hai ordinato su aliexpress con spedizione aliexpress, i prodotti generalmente arrivano in 10/15gg. Ho ordinato 10gg fa il doppio asse Z e dovrebbe essere in consegna oggi, tenendo conto che sono in Svizzera e qui lo sdoganamento e' una rognetta in piu'... e' tanta roba 🙂 Potresti avere un inizio di intasamento. Se cosi' fosse, ti conviene smontare l'hotend (cerca la guida su questo forum), ripulisci il tutto e rimonta. Il primo check che farei sarebbe di estrarre il PTFE e verificare se la parte che va in battuta sul nozzle non e' deformata. Se lo fosse, taglia qualche mm al di sopra della deformazione in modo da ripristinare la battuta a 90 gradi. Questa operazione e' molto importante perche' se tagli in obliquo, il tuo hotend dura come un gatto in tangenziale prima di otturarsi di nuovo. Visto che sei dietro ad ordinare, prenditi anche questo cosi' ti togli il pensiero del taglio netto
-
Reale influenza dell'Hot-End sulla stampa
dnasini ha risposto a Otto_969 nella discussione Hardware e componenti
@muffo questo tenderei ad escluderlo a priori propendendo invece per una (a caso) delle altre opzioni .... 🤣🤣🤣 @Otto_969 e pensare invece di mantenere il tuo hotend e cambiare la gola? Io sul mio hotend stock della CR20 Pro sono passato dalla gola Bore al Bi-Metal della trianglelab ed in effetti ho notato un miglioramento nella resa sia con PLA che con ABS. Te la caveresti con 15/20 euri o anche meno per un all-metal in titanio -
I tre punti (+1) elencati da @Killrob sono quelli che ti servono. Il +1 e' il cambio della gola. Io ho optato per un Bi-metal (che trovi cmq al link di cui sopra) e stampo ABS senza nessun problema a 255C. Se usi la gola bore stock per stampe lunghe, a quella temperatura deformi il tubo in PTFE che e' in battuta sul nozzle.
-
Come fare a riposizionare il BLTouch?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
..... in effetti la risposta alla mia domanda mi e' apparsa in tutto il suo fulgido splendore mentre stavo dando lo smalto alle mie bellissime unghie stampate in wood....... -
Come fare a riposizionare il BLTouch?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
mmmmm mi sa che ho fatto la domanda e mi sono anche dato la risposta da solo...... 🤦♂️ Cercando in giro, ho trovato che il valore viene "convenzionalmente" impostato a 0 perche' viene misurato ed impostato durante la calibrazione dello Z Offset (con foglio di carta o spessimetro)... Lanciando, infatti, il comando M851 da console, mi ritrovo i valori X e Y impostati con NOZZLE_TO_PROBE_OFFSET, mentre il valore di Z e' lo Z Offset che ho calibrato -
Come fare a riposizionare il BLTouch?
dnasini ha pubblicato una discussione in Hardware e componenti
Ciao a tutti, mi sono stampato un paio di fan duct nuovi che "cambiano" il posizionamento del BLTouch. Mi trovo quindi nella necessita' di capire quali nuove coordinate impostare nel firmware. L'ultimo fw da me ricompilato riportava i valori di default per la mia CR20 Pro e cioe': #define NOZZLE_TO_PROBE_OFFSET { -43, -5, 0 } Se i primi due valori mi sono chiari e rappresentano il posizionamento della sonda rispetto al nozzle, non mi e' invece chiaro come "misurare" il terzo valore e cioe' Z Dal sito Marlin relativo al comando M851 che dovrei utilizzare per impostare le nuove coordinate, leggo quanto segue relativo al parametro Z Positions: X offset: -left +right [of the nozzle] Y offset: -front +behind [the nozzle] Z offset: -below +above [the nozzle] Immagino quindi che si indenda la posizione della sonda rispetto al nozzle ma con sonda all'interno del BLTouch, corretto? Ora, se guardo i miei settaggi (quelli riportati sopra) e misuro la distanza tra punta del nozzle e punta della sonda (lungo l'asse Z), mi aspetterei che fossero allo stesso livello (il valore impostato e' 0). Quello che invece vedo, e' che la punta del BLTouch si trova a qualche mm al di sopra del nozzle..... Come devo quindi misurare questo valore? -
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ciao @qwerty_andry qui di seguito i parametri principali che ho dovuto modificare: - Nozzle 0.6mm (con lo 0.4mm nn c'e' stato verso di stamaparlo) - Hotend 185C e Bed 50C - Retraction 1mm a 50mm/s - layer height 0.3mm (first layer 0.4mm) - Extrusion width 0.68mm (circa il +12% rispetto al nozzle) - In/Outer speed 50mm/s - Infill speed 60mm/s - first layer speed 30mm/s Questi i parametri principali per la mia stampante (CR20 PRO). Ricordati anche di calibrare il flowrate perche' cambiando il nozzle anche questo parametro necessita un'aggiustata. A differeza di altri filamenti wood che con il cambiare della temperatura cambiano la tonalita', qui nn ho trovato grosse differenze -
L'importanza di un ugello di qualità
dnasini ha risposto a Mino nella discussione Problemi generici o di qualità di stampa
Una curiosita', ma questi di trianglelab si montano anche sugli hotend stock della CR-20/Ender? per intenderci, questo hotend? -
@mcmady il wood spacca di brutto ma nn e' per tutti..... @muffo e' piu' da carbon da quello che ho capito. Va pero' osservato che una clava stampata in carbon seppur molto stylish... fa troppo fighetto e perde di efficacia..... Io avrei optato di piu' per il fusto vuoto della spillatrice di birra.....
-
La domanda, allora, sorge spontanea: con quale materiale l'ha stampata e quale percentuale di infill per arrecare l'adeguato nocumento?
-
firware marlin
dnasini ha risposto a Kevin Dresda nella discussione Software di slicing, firmware e GCode
Per connetterti alla stampante puoi utilizzare pronterface e fare i test suggeriti da @FoNzY. Fai attenzione a selezionare la porta seriale e la velocita' corretta, altrimenti la connessione fallisce. Una volta collegato correttamente alla stampante, puoi impartire da console i comandi per comandare il movimento degli assi oppure utilizzare i tasti a video sempre in console -
Collegamento remoto con Octoprint
dnasini ha risposto a FrankDG nella discussione Hardware e componenti
Questo parametro dovrebbe influire solo sulla "determinazione" degli standard di radiofrequenza per il wifi e non sulla lingua. A seconda del Continente/Paese in cui ti trovi, cambiano gli standard di radiofrequenza e di conseguenza i parametri di trasmissionee ricezione. Per l'Europa lo standard e' ETSi, quindi GB o IT non dovrebbe fare differenza, ad ogni modo, metti IT e togliti il pensiero 😉 Per quanto riguada la password, prova a girarcela cosi' ti dicoamo se va bene ..... 🤣 🤣 🤣 🤣 🤣 -
Strano Ender 3pro
dnasini ha risposto a Liquid89 nella discussione Problemi generici o di qualità di stampa
@Liquid89 con il tuo slider la cosa e' relativamente semplice ma se non hai ancora fatto nessuna calibrazione, prima della ritrazione ti conviene fare altri aggiustamenti. Io seguo questa lista 3D Printer * Z-Axis Calibration (Z-offset) * Bed Calibration * Extruder Calibration (E-Step/mm) * PID Calibration (optional) o Hotend o Heated Bed Filament * Filament Calibration * Flow Rate Calibration * Temperature Calibration * Calibration Cube: in case of difference in size o X-Axis Step/mm Calibration o Y-Axis Step/mm Calibration o Z-Axis Step/mm Calibration * Retraction Calibration La prima parte e' generica per la stampante, mentre la seconda e' specifica per ogni filamento. Una volta fatta la prima parte (essenziale per le calibrazioni successive) puoi passare a crearti i profili per i vari filamenti. Cerca pure su youtube o google come fare le singole calibrazioni. Per crearti un profilo base su ideamaker puoi cercare i video di Help3d sull'argomento, ce ne sono diversi ed anche io sono partito da li per crearmi il profilo base. In allegato ti ho inserito il file di ideamaker gia' pronto per una torre di calibrazione PLA. Scaricati da thingiverse una torre di ritrazione e adatta i layer che trovi nella torre di temperatura per testare i parametri di materiale da ritrarre e velocita'. Il concetto di base e' semplice: determina la quantita' di ritrazione migliore per il filamento - livello 0: imposta velocita' di ritrazione a 50mm/s e ritrazione a 0.5mm - livello 1: con stessa velocita' imposta ritrazione a 1.0mm - livello 2: con stessa velocita' imposta ritrazione a 1.5mm .... continua fino all'ultimo livello incrementando solo la quantita' materiale di 0.5mm ad ogni livello finita la torre, scegli il livello che si presenta meglio (meno fili, meno artefatti, etc). Cosi' facendo hai individuato la quantita' materiale da ritrarre migliore. Fatto questo, rifai la stessa torre tenendo, per ogni livello, fisso la quantita' materiale trovato precedentemente ed incrementando solo la velocita'. Puoi partire da 40mm/s e incrementare di 5mm/s ogni livello fino a 60mm/s. Come prima, scegli il livello che si presenta meglio cosi' da individuare la velocita' migliore ed il gioco e' fatto. Temperature Calibration Tower 190-220C.idea -
Doppio motore asse Z: ne vale la pena?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
@Mino grazie per la conferma, visti i prezzi abbordabili dei Kit mi faccio sto regalino 😄 -
Strano Ender 3pro
dnasini ha risposto a Liquid89 nella discussione Problemi generici o di qualità di stampa
Ciao, che estrusore utilizzi, single o dual gears? Verifica anche la tensione della molla che spinge la ruota godronata sul filo, se e' troppo "tirata" la ruota deforma il filo e lo segna come in foto. Per quanto riguarda la retrazione, 25mm/s mi sembra un po' basso, io con i miei filamenti sono in una forbice tra i 45 ed i 55mm/s. Quei valori li hai calibrati con una torre di retrazione o li hai lasciati di default? -
Doppio motore asse Z: ne vale la pena?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
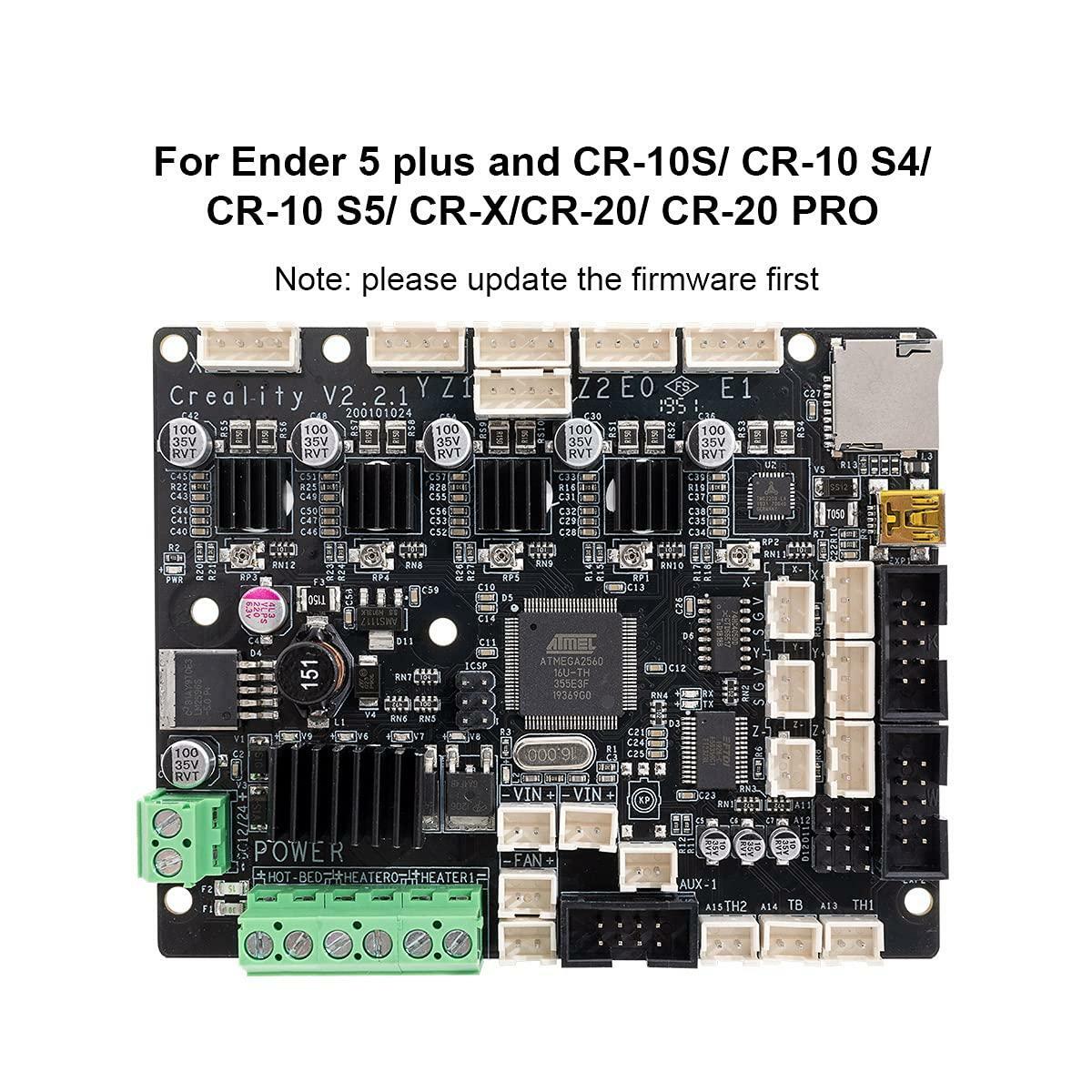
Perdonate l'ignoranza in materia. Guardando la scheda e piu' in dettaglio i connettori, ne vedo due sovrapposti e di lato leggo Z1 e Z2 Quando ho sostituito la scheda, ho collegato il motore di Z al connettore in alto (presumo sia Z1) e tutto funziona correttamente. Nella mia ingenuita', ho supposto che se c'e' uno Z2, quello sia il connettore del secondo motore di Z (se presente), ho detto forse una stupidaggine? Ho presupposto anche che i due connettori di Z condividessero lo stesso driver visto che i connettori dei motori sono 6 e i driver 5. Se ragionando cosi' non pesto una 💩, in linea teorica dovrei poter connettere il secondo motore senza necessita' neppure di dover toccare il fw. Puo' stare in piedi come ragionamento o mi sto facendo da solo la supercazzola (pure prematurata a destra)?
-
Doppio motore asse Z: ne vale la pena?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
@Truck64 in effetti su aliexpress il kit x ender3 /CR10S (che dovrebbe essere compatibile con la mia) viene via a 26 euri. Per il driver separato nn saprei se la mia scheda lo ha. Ho installato la scheda Creality Stock in versione silenziata che so avere 2 connettori separati per l'asse Z ma non so se questo implichi 2 driver separati Qualcuno ha da consigliare qualche kit o negozio/produttore da cui acquistarlo?
-
Doppio motore asse Z: ne vale la pena?
dnasini ha pubblicato una discussione in Hardware e componenti
Ciao, come da subject, mi sto domandando se vale la pena investire nel doppio motore per l'asse Z (ho una Creality CR20-Pro). Quali benefici potrei trarne, ma soprattutto, i soldi investiti valgono il risultato oppure e' piu' un "esercizio di stile"? Grazie