dnasini
-
Numero contenuti
4.262 -
Iscritto
-
Ultima visita
-
Giorni Vinti
146
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Strano Ender 3pro
dnasini ha risposto a Liquid89 nella discussione Problemi generici o di qualità di stampa
Ciao, che estrusore utilizzi, single o dual gears? Verifica anche la tensione della molla che spinge la ruota godronata sul filo, se e' troppo "tirata" la ruota deforma il filo e lo segna come in foto. Per quanto riguarda la retrazione, 25mm/s mi sembra un po' basso, io con i miei filamenti sono in una forbice tra i 45 ed i 55mm/s. Quei valori li hai calibrati con una torre di retrazione o li hai lasciati di default? -
Doppio motore asse Z: ne vale la pena?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
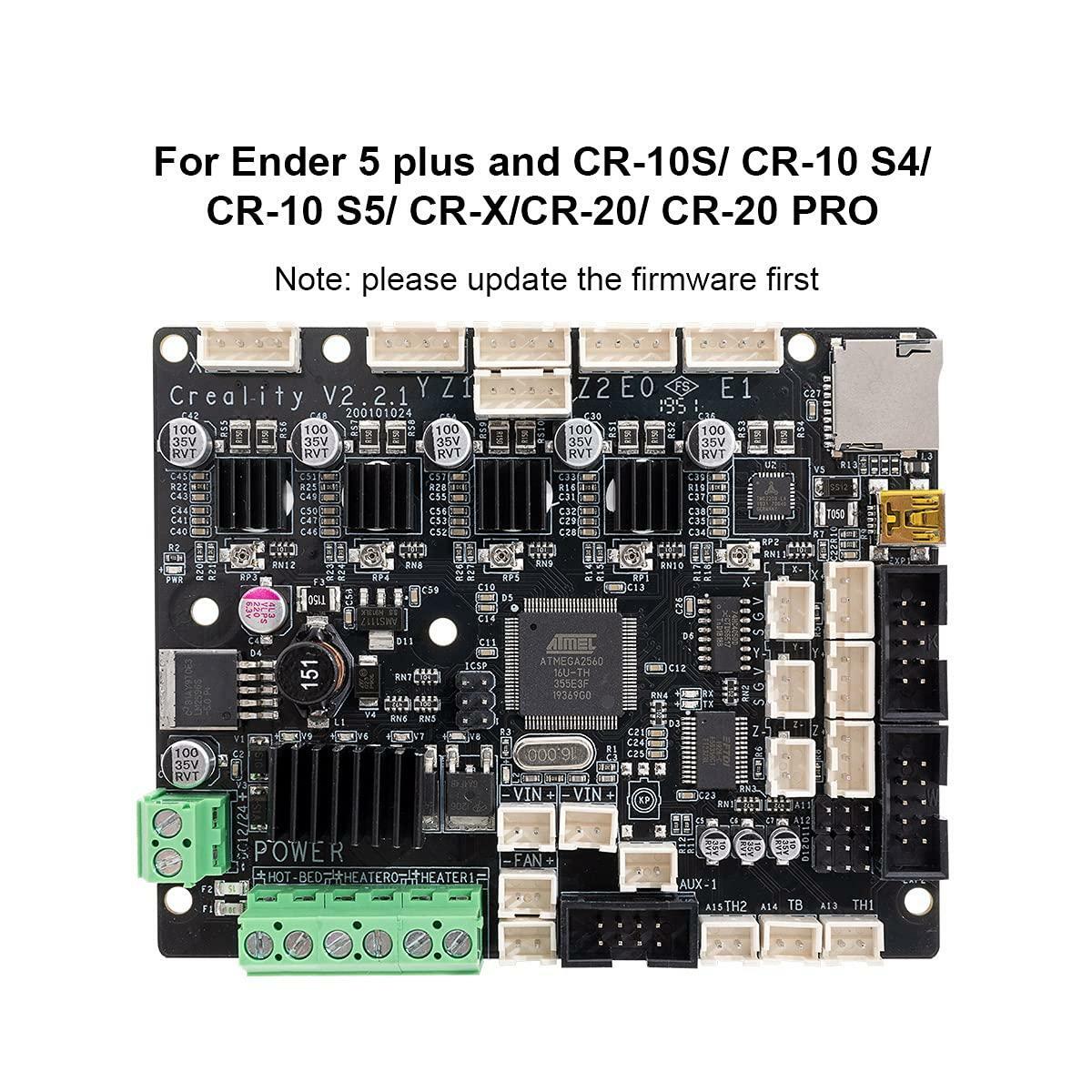
Perdonate l'ignoranza in materia. Guardando la scheda e piu' in dettaglio i connettori, ne vedo due sovrapposti e di lato leggo Z1 e Z2 Quando ho sostituito la scheda, ho collegato il motore di Z al connettore in alto (presumo sia Z1) e tutto funziona correttamente. Nella mia ingenuita', ho supposto che se c'e' uno Z2, quello sia il connettore del secondo motore di Z (se presente), ho detto forse una stupidaggine? Ho presupposto anche che i due connettori di Z condividessero lo stesso driver visto che i connettori dei motori sono 6 e i driver 5. Se ragionando cosi' non pesto una 💩, in linea teorica dovrei poter connettere il secondo motore senza necessita' neppure di dover toccare il fw. Puo' stare in piedi come ragionamento o mi sto facendo da solo la supercazzola (pure prematurata a destra)?
-
Doppio motore asse Z: ne vale la pena?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
@Truck64 in effetti su aliexpress il kit x ender3 /CR10S (che dovrebbe essere compatibile con la mia) viene via a 26 euri. Per il driver separato nn saprei se la mia scheda lo ha. Ho installato la scheda Creality Stock in versione silenziata che so avere 2 connettori separati per l'asse Z ma non so se questo implichi 2 driver separati Qualcuno ha da consigliare qualche kit o negozio/produttore da cui acquistarlo?
-
Doppio motore asse Z: ne vale la pena?
dnasini ha pubblicato una discussione in Hardware e componenti
Ciao, come da subject, mi sto domandando se vale la pena investire nel doppio motore per l'asse Z (ho una Creality CR20-Pro). Quali benefici potrei trarne, ma soprattutto, i soldi investiti valgono il risultato oppure e' piu' un "esercizio di stile"? Grazie -
Collegamento remoto con Octoprint
dnasini ha risposto a FrankDG nella discussione Hardware e componenti
Consolati, quando spediscono a me in Svizzera (che sono anche piu' vicino) ci mettono lo stesso tempo. E qui, ti garantisco, quando il pacco arriva in mano alla posta, tempo 1gg e ce l'hai a casa..... quindi sono proprio lenti loro a gestire le spedizioni. Io il case in alluminio per il RPi 4 l'ho pagato 16 euri su amazon, ma ti garantisco che li vale tutti, dissipa da paura e nn hai la menata della ventola. Ora l'ho dovuto spostare in un altro case che mi sono stampato che ospita anche il monitor touch e li sono stato costretto a mettere la ventolina 20x20 ed e' una rottura di scatole immane -
Aliexpress mi ha mandato una delle solite mail con "acquisti che non devo assolutamente perdere"
dnasini ha risposto a Killrob nella discussione Hardware e componenti
.... ARMIAMOCI e PARTITE!!!!! 😂😂😂 -
Velocità di ritrazione limitata [ CURA ]
dnasini ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
interessante questa cosa, io passando da nozzle 0.4 a 0.6 ho dovuto diminuire i mm di retrazione. A parita' di filamento, con nozzle da 0.4 ho una retrazione di 2mm, con nozzle 0.6 devo abbassarla a 1mm altrimenti mi ritrovo sottoestrusione alla ripartenza -
Copertura superiore Ghost5 autocostruita
dnasini ha risposto a Lanjazz nella discussione Hardware e componenti
Mi duole ammetterlo ma questa volta il menagramo ha ragione: Ho avuto problemi di intasamento o resa nella stampa di PLA in camera chiusa ma ho notato che questo si verifica prevalentemente d'estate visto le temperature ambientali piu' alte. Con le stagioni piu' fredde, il problema non mi si e' mai presentato (temp camera max 28C). In estate mi limito a tenere gli sportelli aperti e non ho problemi. Per ABS, invece, nessun prob, con camera chiusa in estate sono arrivato anche a 36C) Non sono un grande stampatore di ABS se non quando mi servono pezzi resistenti. Io stampo a circa 255C con Bed a 100C in camera chiusa e, in estate, sono arrivato intorno ai 37-38C. Tieni conto che la mia camera chiusa non e' ermetica, i pannelli in plexiglass montati sui 4 lati sono distanziati di circa 4-5mm dai bordi superiori ed inferiori quindi un minimo di ricircolo di aria c'e' -
Problema qualità di stampa
dnasini ha risposto a Cristallino2 nella discussione Problemi generici o di qualità di stampa
..... gli altri check suggeriti da @muffo (calibrazione passi estrusore, calibrazione flusso e temp tower) li hai effettuati? -
Consigli per Filamenti Marble e Glow
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ti ringrazio, anche lo sguardo di "quel" gatto e' sempre perplesso.... sono gli altri due disgraziati che mi fanno penare 😡 -
Consigli per Filamenti Marble e Glow
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Come promesso.... ho domato anche il Marmo 😄 Necessita un po' di post produzione ma nulla di drammatico
-
Collegamento remoto con Octoprint
dnasini ha risposto a FrankDG nella discussione Hardware e componenti
..... devo preoccuparmi??? 😶 -
POSIZIONE E SOLUZIONE PER OGGETTI 3D PARTICOLARI
dnasini ha risposto a mpsinfo nella discussione Problemi generici o di qualità di stampa
Ciao, purtroppo non esiste una ricetta per creare supporti facilmente removibili. E' piu' una questione di alchimia che scopri mano a mano facendo delle prove. Nel mio caso, ho trovato una combinazione accettabile tra resistenza e facilita' di rimozione e ci ho investito una giornata di prove. Io ho fatto in questo modo: - ti crei un oggetto ad-hoc di dimensioni adeguate che necessita di supporti (es un ponte che puoi stampare al max in 20-30 min) - lo stampi con i settaggi dei supporti di default (dipende dallo slicer) - sulla base dei risultati di finitura del pezzo che appoggia sui supporti e sulla facilita' di rimozione, regoli i vari parametri - rifai la stampa con i nuovi parametri e verifichi le differenze I parametri che ho notato essere maggiormente coinvolti sono - distanza in mm dei supporti dal perimetro del pezzo (su pareti non da supportare) - distanza (in mm o layer dipende dallo slicer) dell'ultimo strato solido del supporto dal pezzo da sostenere (determina la facilita' di rimozione e la finitura del pezzo) - quanti layer solidi creare prima del contatto del supporto con il pezzo (determina la finitura del pezzo) - flowrate degli stati solidi (determina finitura e facilita' di rimozione) -
Collegamento remoto con Octoprint
dnasini ha risposto a FrankDG nella discussione Hardware e componenti
mmmmm mi ricorda molto la sindrome della Cassandra (x intenderci quella che, nella mitologia greca, prevedeva terribili sventure)...... ma magari mi sbaglio io.... -
Problemi Di Stampa Ender 3 Pro
dnasini ha risposto a Franck93 nella discussione Problemi generici o di qualità di stampa
Verifica anche il flusso di stampa sul top layer. Io l'ho impostato al 120%, questo parametro ti dovrebbe aiutare a "schiacciare" maggiormente le singole linee del top tra loro diminuendo la visibilita' dei layer sottostanti rendendo il tutto piu' liscio ed uniforme -
Collegamento remoto con Octoprint
dnasini ha risposto a FrankDG nella discussione Hardware e componenti
[OT: On] @muffo Ma dai.... ma xche' ti viene in mente una cosa del genere, proprio tu, una personcina cosi' a modo che non gira il dito nelle piaghe delle problematiche altrui ma anzi... ha sempre una parola di conforto ed una critica costruttiva da condividere...... [OT: Off] Come accessorio, valuta anche questo interruttore per l'alimentatore https://www.amazon.it/gp/product/B08HSY6P94/ref=ppx_yo_dt_b_asin_title_o04_s01?ie=UTF8&psc=1 Io l'ho comperato quando ho installato il monitor perche', anche dopo lo shutdown, il RPi rimane comunque alimentato e manteneva alimentato anche il monitor. Con questo interrompo l'alimentazione e spengo definitivamente il tutto. Puo' tornarti utile anche per riaccendere il RPi senza dover staccare e riattaccare il cavo dell'alimentazione. -
Consigli per Filamenti Marble e Glow
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Il nozzle da 0.6mm spacca. Ho stampato il filamento Glow senza problemi. Ora devo trovare qualche bel modello per provare anceh il Marble e poi ho fatto giornta 😉 -
Collegamento remoto con Octoprint
dnasini ha risposto a FrankDG nella discussione Hardware e componenti
Il display ha un suo bus dedicato che si collega al raspberry. Io lo uso in questo modo, sopra l'enclosure per comandare la stampante A questa discussione (pagina 2) trovi come l'ho assemblato e collegato
-
Collegamento remoto con Octoprint
dnasini ha risposto a FrankDG nella discussione Hardware e componenti
@FrankDG puoi partire da qui Installare octoprint https://all3dp.com/2/octoprint-setup-how-to-install-octopi-on-a-raspberry-pi/ Se vuoi comandare octoprint anche da un monitor touch screen qui puoi trovare diversi frontend (io ho installato octodash) Il monitor che ho preso io e' questo TFT50 https://it.aliexpress.com/item/1005001270623489.html?spm=a2g0s.8937460.0.0.27752e0eSHSldu La app che uso io e' Octoremote x android, non so se esiste anche per Iphone -
@FrankDG anche io avevo valutato il Cloud Box prima di passare ad octoprint. Non l'ho scelto prevalentemente per le limitazioni che hai descritto. Sono quindi diventato un felice utilizzatore di Octoprint oramai da diversi mesi. Se hai modo di investire in un raspberry, molte delle limitazioni che hai descritto le elimini abbastanza agevolmente. Anche con Octoprint collegato via usb alla stampante, ti ritrovi il display alimentato come spiegato da @Salvogi, io ho risolto con una complessa operazione volta ad isolare il pin del +5V con un pezzo di nastro isolante 😄 Per quanto riguarda la gestione delle stampe, hai l'imbarazzo della scelta. Lo puoi fare da Web collegandoti ad Octoprint, se installi uno schermo touch direttamente dallo schermo (io ho installato octodash x il controllo da touch screen di octoprint) oppure direttamente dal display della stampante. Per la webcam, puoi usarne una qualsiasi via usb, io ne ho presa una da 8 euri con anche l'infrarosso x la visione notturna Ultimo, ma non meno importante, configurando correttamente il tuo router puoi, tramite app Octoremote, controllarla a distanza.
-
Consigli per Filamenti Marble e Glow
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Nn ricordo se vi ho detto che sono pigro, quindi questa sera ho provato una piccola stampa con il filamento glow scopre do che, a metà stampa, l'estrusore ha cominciato a perdere passi sottoestrudendo. Ho quindi fermato tutto e mi sono messo a cercare qualche info a riguardo. Ho scoperto che la la componente luminescente e spesso ottenuta non grazie ad un pigmento, quanto con fibre caricate e pure abrasive 😞 @eaman quindi entrambi ci sbagliavamo ... 😕 proverò a stampare con nozzle da 0.6mm -
Problemi Di Stampa Ender 3 Pro
dnasini ha risposto a Franck93 nella discussione Problemi generici o di qualità di stampa
Ciao, nelle impostazioni dello riempimento solido sotto Superficie superiore imposta layer superficie superiore =2 e percentuale di larghezza estrusione=120% prova e facci sapere se completa la superficie superiore puoi fare un quadrato di test alto pochi mm giusto per verifiare se ti completa il layer superiore -
Consigli per Filamenti Marble e Glow
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Bhe l'idea e' piu' che intrigante..... ma visto l'investimento, me lo fumo al primo tentativo della moglie di correrci sopra e, come se non fosse finita li, mi prendo anche le mazzate perche' non potrebbe fare la corsetta che tanto alenava...... lascia fare.... meglio impegnarsi ad eliminare il Tapis Roulant.... -
Consigli per Filamenti Marble e Glow
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
In effetti anche io potrei sfruttare un armadio che ho in studio e che, al momento, nn e' ben organizzato. Di suo potrebbe fungere anche da camera chiusa 😉 Sto ancora trattando per eliminare dallo studio il Tapis Roulant che viene utilizzato una volta ogni morte di papa ma la negoziazione sembra ancora lunga. Nel frattempo, oggi a pranzo, ho provato a proporre a mio figlio di trasferirsi nel bagnetto di servizio e lasciarmi camera sua....... non l'ha presa tanto bene, eppure gli ho argomentato bene la proposta, vabbe' anche qui devo lavorarci ancora un po'..... -
Consigli per Filamenti Marble e Glow
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Bhe questo sarebbe l'optimum e non ti nascondo che l'idea mi e' balenata... Sono impossibilitato a farlo x problemi di spazio (per il momento). In realta' ci sarebbe la stanza di mio figlio che andrebbe bene come dimensione e come esposizione.... ma nn ho ancora trovato il modo giusto per dirgli che dovra' trasferirsi con tutte le sue povere cose nel bagnetto di servizio.... vabbe'... x il momento cambiero' il nozzle in attesa di trovare le argomentazioni giuste