dnasini
-
Numero contenuti
4.234 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Problema estrusore (Tac-tac) Ender 3
dnasini ha risposto a Sgramber nella discussione Problemi generici o di qualità di stampa
possibile sia la ventola che nn raffredda piu' a dovere il dissipatore. -
Estrusore HeroMe o fanduch con PLA+
dnasini ha risposto a l0v3byte nella discussione Hardware e componenti
Ciao, io ho sempre stampato i miei fanduct in PLA (riempimento al 25%) e a cadenza regolare li ho dovuti o ristampare o riscaldare per ridargli la forma. Da quando ho la camera chiusa per la stampante, sono dovuto passare ad ABS per fanduct e altre componenti perche' mi si deformavano a vista d'occhio. Con PLA+ ho letto che c'e' una miglior resistenza al calore ma nn l'ho mai testato -
mmmm su macchine con piatto piccolo come le nostre questa operazione e' pressoche' inutile fatta all'inizio di ogni stampa o meglio, non ti da alcun valore aggiunto a mio modesto parere. Il livellamento manuale va SEMPRE fatto. Le sonde aiutano a compensare ma, come ti dicevo, non fanno miracoli e non fanno la calibrazione al posto tuo. Per gli spessori fissi, leggiti questo tread nella seconda parte trovi la modifica che ho fatto (una manciata di euri dal ferramenta e passa la paura) Per le stampe bicolor, leggiti questo tread In sostanza devi abilitare nel firmware l'utilizzo del comando M600 e i relativi parametri per il parking del nozzle, carico e scarico filamento e cosi' via. E' una procedura prevista da marlin, devi solo abilitarla e configurarla. Fatto questo, devi specificare nello slicer il layer (o l'altezza) al quale fare il cambio filamento
-
Ciao, premetto che il 3dtouch (come il BLtouch) non fa miracoli, nel senso che se tu parti da un piano non livellato o livellato male, la sonda poi piu' di tanto non riesce a compensare. Detto questo, quando fai l'autolivellamento, lo fai dal menu' della stampante o da PC (o octoprint)? Inoltre, se come scrivi tu, dopo diverse stampe il piano risulta ancora da livellare, potrebbe essere un problema di piano di stampa oppure di molle. Che piano e che molle hai? Sulla mia CR-20 Pro con BLTouch, io autolivello una volta ogni morte di papa. Non ho molle ma degli spessori fissi quindi non ho quasi mai movimenti del piatto. Controllo il livellamento piatto una volta ogni uno o 2 mesi quando faccio manutenzione e poi autolivello giusto per compensare gli eventuali decimi/centesimi. Ad ogni modo, una volta livellato manualmente, se non hai problemi meccanici e non stacchi i pezzi dal piatto a martellate, non dovresti dover livellare troppo di frequente
-
Artefatti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
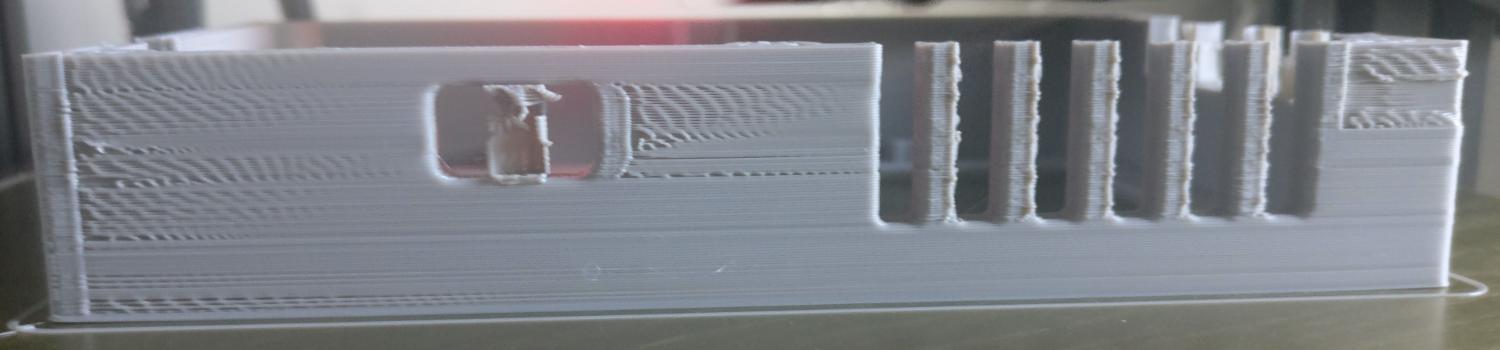
Questo e' il test che ho rifatto con i nuovi valori Che ancora qualche cosa da sistemare, come ad es un po' di piede di elefante, ma nel complesso i miglioramenti si notano
-
Artefatti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@Mino sembra tu ci abbia visto bene, ho rifatto le due calibrazioni sopra citate con questi risultati Step/mm la differenza e' stata minima. - con 413.7 step/mm estrudevo 200mm e ne ottenevo 201mm - ricalcolato con 411.6 step/mm estrudevo 200mm e ottenevo 200mm molto probabilmente qui c'e' stato un errore di misurazione minimo in origine Flowrate qui, invece, la differenza e' stata considerevole. Partendo da un flowrate misurato inizialmente al 77%, ho ricalcolato il tutto ottenendo 96% Non riesco ancora a capacitarmi di questa differenza, visto che dopo quelle calibrazioni, le stampe uscivano bene e senza artefatti. Ad ogni modo, sto ristampando una parte del modello di ieri per vedere la resa Grazie ancora per i suggerimenti -
Artefatti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@Whitedavil in effetti anche in altre situazioni i layer adattivi mi hanno dato qualche noia. Solitamente li uso come "riferimento" per decidere l'altezza media layer da impostare fissa per una certa stampa. In questo caso temo di essermi dimenticato di disattivarlo 😞 @Mino appena mi arrivano le componenti definitive rifaccio tutte le calibrazioni di base. Due dubbi che mi sono venuti su come ho fatto le calibrazioni alle quali forse potete darmi voi una dritta: Flowrate io uso un hollow cube 35x35mm impostato come segue - nozzle = 0.4mm - perimetri = 2 - Extrusion width = 0.45mm con queste impostazioni mi aspetto una larghezza parete di 0.9mm. Sulla base del risultato adeguo il flowrate di conseguenza. Sto ragionando correttamente oppure devo abbassare la Extrusion width a 0.4mm (Extrusion width = nozzle) e quindi aspettarmi uno spessore parete di 0.8mm? Step/mm Estrusore ho un BMG Clone e ho misurato la quantita' di filamento estruso staccando il capricon lato uscita dal BMG, allineo il filamento al foro di uscita, imposto da linea di comando la quantita' in mm da estrudere (solitamente imposto 200mm) e misuro dal foro di uscita del BMG quanto effettivamente e' stato estruso e sulla base di quello calcolo gli Step/mm. E' corretto o dovrei effettivamente estrudere da nozzle quella quantita'? c'e' differenza tra i due procedimenti o sono analoghi? -
Artefatti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Si, ho i layer adattivi attivati -
Artefatti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@Mino ecco la stampa con i parametri originali e flowrate al 100% effettivamente il difetto e' notevolmente meno evidente anche se ora sembra overestruso. Questa settimana dovrebbe arrivarmi la nuova gola bi-metal. Colgo quindi l'occasione per rifare tutte le calibrazioni per i vari filamenti
-
Artefatti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Quando ho sostituito l'estrusore, ho rifatto il test degli step/mm e 413 era il valore necessario da impostare x avere i 20cm di filamento estruso da comando via pronterface. -
Artefatti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ho appena rifatto una stampa con retraction a 4mm invece di 5mm e sembra migliorato ora sto provando con 3mm Come estrusore ho un BMG Clone ed in effetti gli step/mm sono 413 rispetto a quello originale che era poco meno di 100
-
Artefatti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Il diametro l'ho misurato a campione ogni 10cm e ne ho fatto la media. Per il flowrate, ho fatto il test dell'Hollow Cube e con quel valore ottengo lo spessore della parete che mi aspetto -
Artefatti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@Whitedavil perdonami ma nn ho capito quali info mi stai chiedendo. La stampante e' una CR-20 Pro e per il materiale, si tratta PLA della Geeetech Filamento Geeetech PLA 1.75 Slicer Ideamaker Diametro 1.77 Flowrate 77% Temperatura 195C Bed 45C 1 e 2 Layers Temp 205C 1 Layer Fan 0% 2 Layer Fan 30% (50% Stock) 3 Layer Fan 60% (100% Stock) Extrusion With 0.45mm X/Y Travel Speed 120mm/s Retraction Distance 5mm Retraction speed 50mm/s Ho Ricontrollato l'estrusore e le ruote godronate risultano pulite -
Artefatti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
L'hotend ed il capricorn li ho sostituiti ex-novo 10gg fa e quindi sono completamente nuovi (ugello compreso). Finita la stampa vedo di rismontare e pulire l'estrusore -
Artefatti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ciao, potrebbe essere un problema di retraction. Rianalizzando passo passo la simulazione dello slicer, i punti dove ho il difetto sono tutti in corrispondenza di una estrusione a seguito di retraction. Quello che noto e' che: - viene fatta una retraction - il nozzle si sposta verso la nuova destinazione - viene fatta una nuova estrusione l'ultimo passaggio della lista e' quello in cui si vede il difetto. Per questo filamento ho una retraction di 5mm a 50mm/s. Potrebbe essere questo il prob, appena finisce questa stampa (che presenta anche qui il problema) provo a scendere a 4mm nella retraction -
Artefatti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@Mino mmm non credo sia quello, qui di seguito le velocita' che ho impostato In/out Shell e Infill 40mm/s default speed 50mm/s l'unica velocita' alta' e' il Travel X/Y a 120mm/s da quello che leggo in giro.... le mie sono velocita' da vecchio con il cappello...... -
Artefatti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@Whitedavil mmmm e' plausibile la cosa, in effetti ieri ho fatto una stampa dove avevo un sacco di retrazioni sul primo layer e mi sono ritrovato l'estrusore che tichettava e un principio di intasamento (inspessimento del filamento).... provo a fare la pulizia che mi suggerisci e poi vi faccio sapere -
Artefatti nella stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
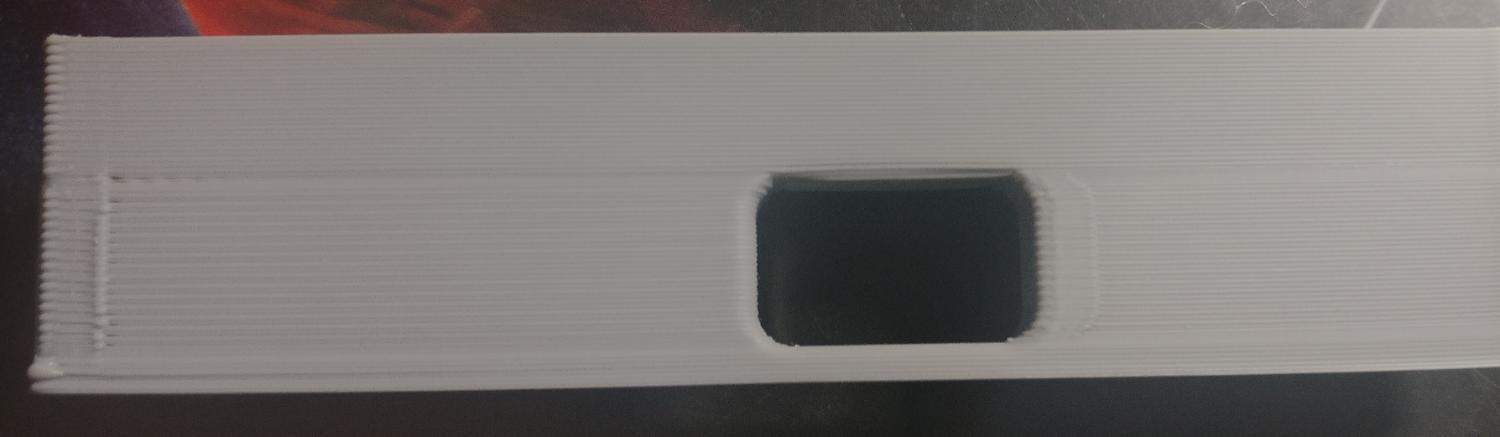
Coasting attivo Come nel primo caso, quando stampai la versione precedente di questo guscio, questo problema nn me lo diede. La differenza tra il precedente e quello nuovo sono le alette di areazione
-
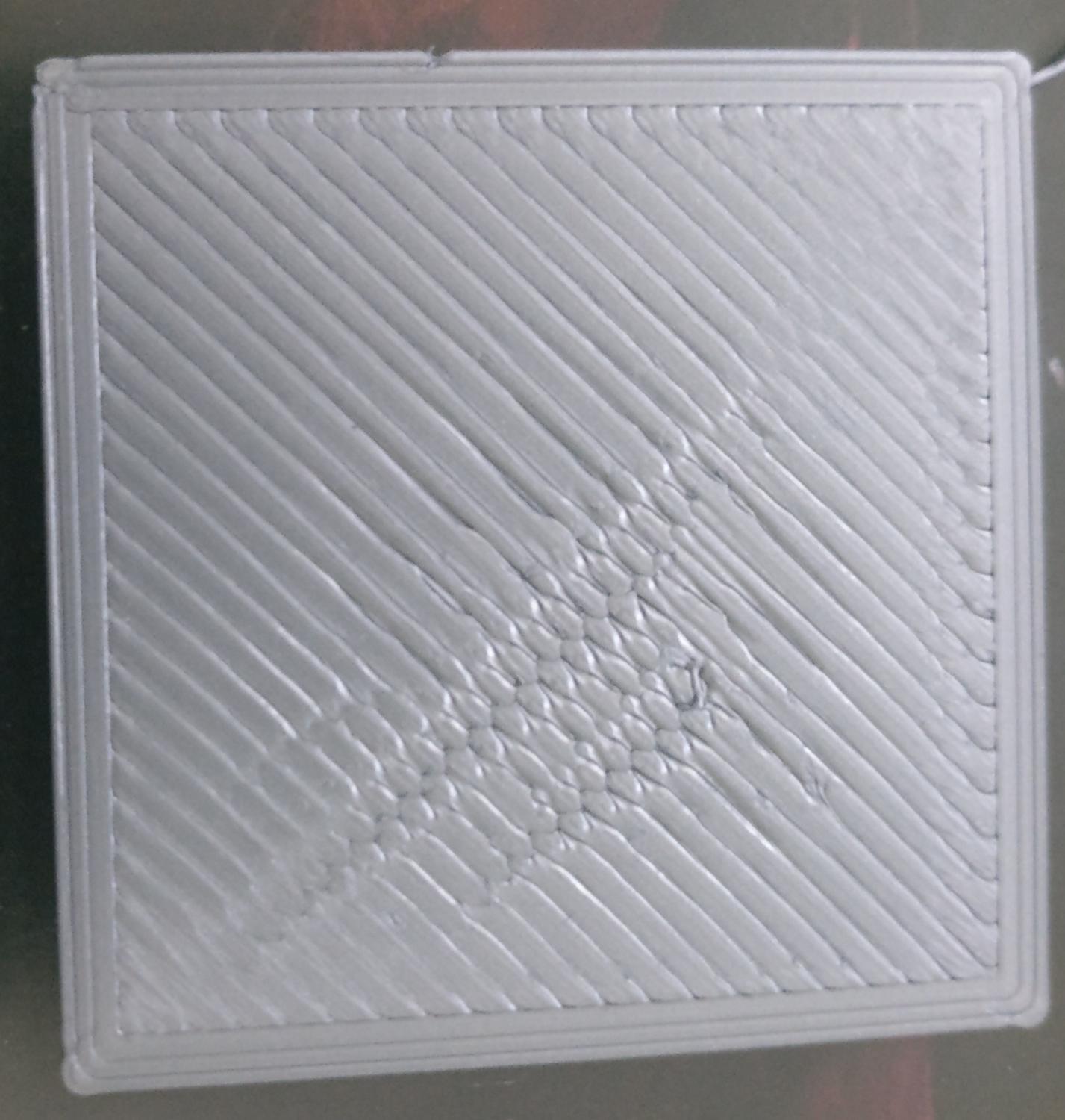
Artefatti nella stampa
dnasini ha pubblicato una discussione in Problemi generici o di qualità di stampa
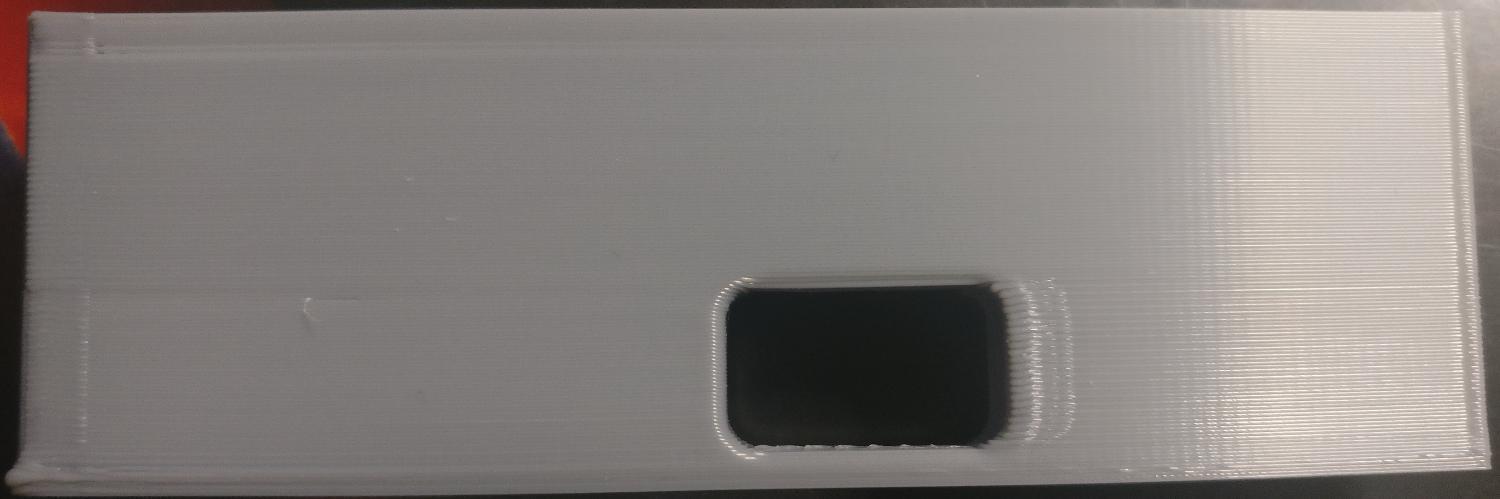
Ciao, "archiviato" il problema del primo layer irregolare (thx @Killrob), ho lanciato una stampa piuttosto lunga (circa 6 ore) e, per nn farmi mancare nulla, ecco che si presenta un'altra rognetta. Qui di seguito quello che mi accade Sembra che in alcuni punti ci sia della sottoestrusione, ma accade solo sulla faccia frontale e non sulle altre, in piu' su alcuni layer e' presente, mentre in altri no. Avete idea da cosa potrebbe essere causato e come poterlo indirizzare? Grazie
-
Riempimento primo layer "irregolare"
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Vabbe' @Killrob.... io nn so come tu faccia... ma il problema adesso sembra quasi sparito...... sui miei profili ho impostato un flowrate del 120% sul primo layer. Su questo filamento sono passato progressivamente da 120% a 100% ed in effetti con 100% il difetto si vede appena accennato.... io sapevo che l'informatica non era una scienza esatta..... ma qui si esagera ora!!! -
Riempimento primo layer "irregolare"
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Si. ma quando ho comperato la stampante queste cose non me le avete dette 😭 Cmq con -5% e' leggermente migliorato ma ancora evidente, ho provato ad impostare un -10% e vediamo se cambia ancora. Ad ogni modo, adesso sto facendo le prove con un PLA Amazon Basic (che mi a sempre dato rogne). Dopo provo con un geeetech che sara' il filamento designato per la stampa che voglio fare... -
Riempimento primo layer "irregolare"
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Lanciata adesso stampa smagrita del 5% su primo layer..... ad ogni modo, con stesso filamento e stesso profilo, le prime stampe erano perfette.... -
Riempimento primo layer "irregolare"
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@Killrob ho seguito il tuo suggerimento: - 2 passate di alchool (quello da casa nel contenitore rosa) e lasciato asciugare - levigato tutto il piatto con carta abrasiva 600 (2 passate leggere) - ulteriore passata di alchool - Livellamento piatto a caldo Questo e' il risultato meglio di prima, ma il problema sembra esserci ancora. Le cose sono due, ho sbagliato qualcosa nei passaggi della pulizia (ma nn capisco quali) oppure il problema non sta li.... Che ne pensate?
-
Uniformità temperatura essicatore
dnasini ha risposto a Teius92 nella discussione Hardware e componenti
Ciao, nei mesi scorsi ricordo di aver letto qualche cosa in proposito sul forum. Un utente aveva fatto queste misurazioni su un essiccatore alimentare riconvertito scoprendo che in alcuni punti la temperatura differiva, anche di alcuni gradi, rispetto ad altre. Per rendere il tutto piu' uniforme, se non ricordo male, aveva installato una ventola sulla base dell'essiccatore per meglio distribuire il calore. Nel mio caso, visto che nn volevo troppi sbatti, sono passato direttamente ad un essiccatore per filamenti avendolo trovato in promozione a poco meno di 10 euro rispetto a quello alimentare -
Prova contro il muro..... con me di solito funziona...... ovviamente in alternativa al mignolino (o mellino per essere piu' corretti) sullo spigolo del comodino.. anche quello funziona fin troppo bene.....