dnasini
-
Numero contenuti
4.233 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-
..... hai provato a stamparlo con il filamento Wood (possibilmente Sunlu)? ... 😆
-

Riempimento primo layer "irregolare"
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Bravo, bravo 👏👏 gira il coltello nella piaga..... ma aspetta che mi arrivi il bi-metal e poi con il mio nuovissimo nozzle 0.6mm ti faremo smettere di fare tanto lo smargiasso... anche a quelli della banca faro' cambiare idea, cosi' mi faranno tenere la stampante nel mio caveau sotto il Gottardo!!!!! 😤 -
Riempimento primo layer "irregolare"
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@Killrob grazie per la spiega. In questo momento devo stampare pezzi funzionali (supporti e staffe) e quindi dell'estetica mi interess poco. Ho messo in coda la versione 2.0 del box che contiene raspberry e monitor che ho realizzato ma essendo un pezzo che verra esposto, ci tengo che esteticamente sia piacevole alla vista. Per questo attendero' l'arrivo delle cose ordinate (tra le quali le tue gole all-metal in titanio :D) -
Riempimento primo layer "irregolare"
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@Killrob la necessita' di dover carteggiare e' determinata "dall'usura" della superficie a seguito delle continue stampe in quel punto oppure e' un deterioramento fisiologico del prodotto? questa mattina ho fatto queste prove: - Pulito il piano 2 volte con alchool casalingo (contenitore rosa x intenderci) - stampa al centro del piatto (molte stampe le faccio qui) = 1 layer irregolare ma non drammatico come la stampa precedente (vedi foto iniziale) - stampa in angolo (raramente stampo negli angoli) + 1 layer meno irregolare e decisamente meglio del precedente A sinistra la stampa al centro, a destra quella nell'angolo Cosi' da profano, sembra che le irregolarita' siano determinate dalle stampe consecutive negli stessi punti. Ad ogni modo, anche dove si stampa di rado o mai, il problema sembra presentarsi. Questa e' stata una delle primissime stampe fatte con il piatto PEI
-
Riempimento primo layer "irregolare"
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@muffo visto i tempi di consegna, e dopo essermi trovato bene con il primo, ne ho ordinato un altro da tenere in caso di problemi con il primo. 😉 -
Riempimento primo layer "irregolare"
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
YES MY MASTER!!!!! gia' ordinato carta abrasiva a grana 600 e isopropilico (attualmente ho solo alchool domestico, quel nel contenitore rosa). Adesso gli rido' una bella passata con quello che ho in attesa del trattamento corretto -
Riempimento primo layer "irregolare"
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@muffo io ho preso questo su consiglio di @Killrob -
Riempimento primo layer "irregolare"
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
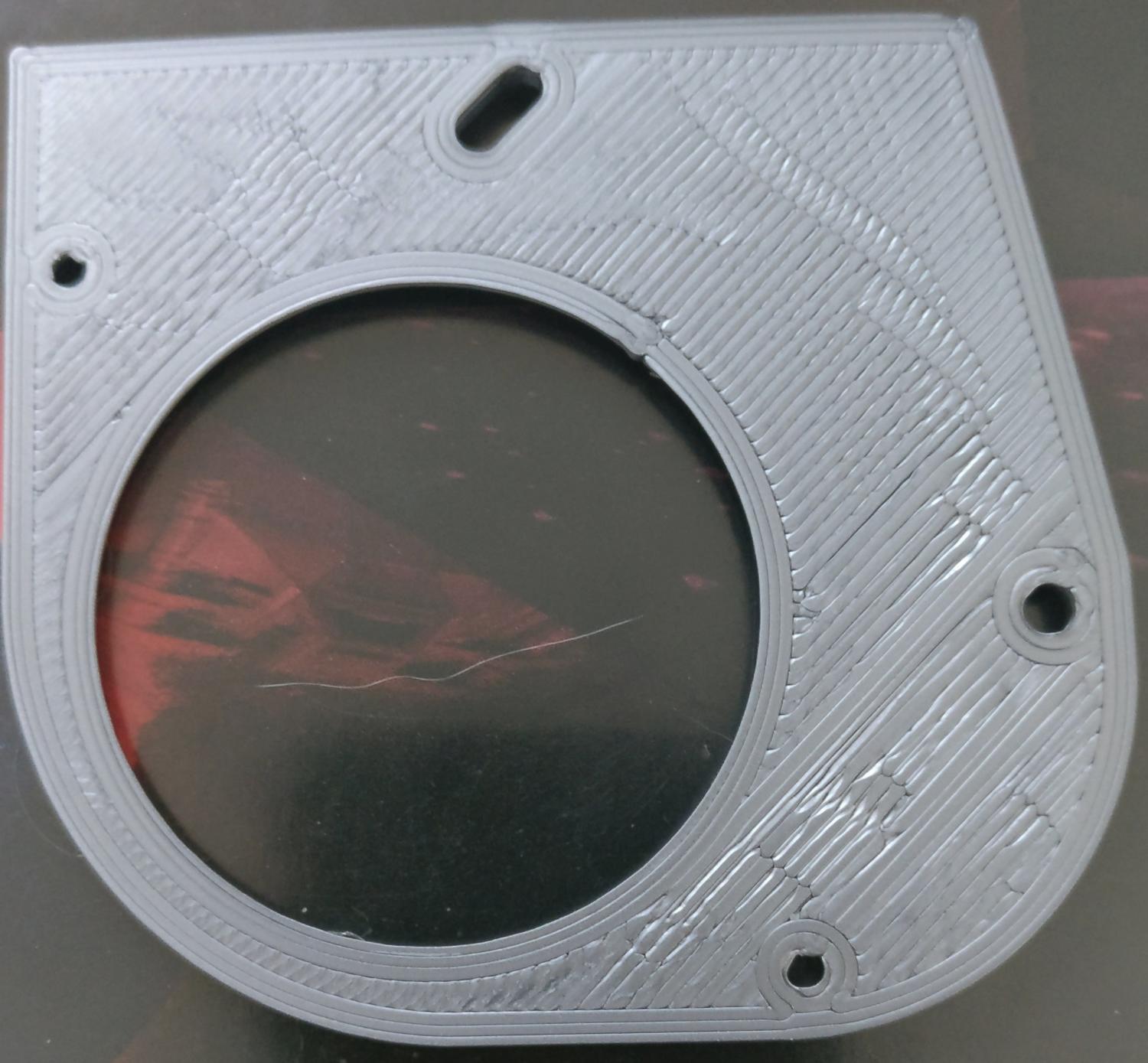
Questo potrebbe dipendere dalla geometria del pezzo e mi preoccupa leggermente meno, la cosa che nn mi spiego e' il quadrante in alto a destra, sembra come se ci fossero delle piccole "ondine" nel piano.... ora e' un paio di mesi che uso un piatto in acciaio rivestito in PEI e solo ultimamente mi sono ritrovato un risultato del genere. Che si sia deformato in qualche modo? Domani, con un po' piu' di tempo, provo a stampare dei quadrati cosi' da capire se la cosa si ripete -
Riempimento primo layer "irregolare"
dnasini ha pubblicato una discussione in Problemi generici o di qualità di stampa
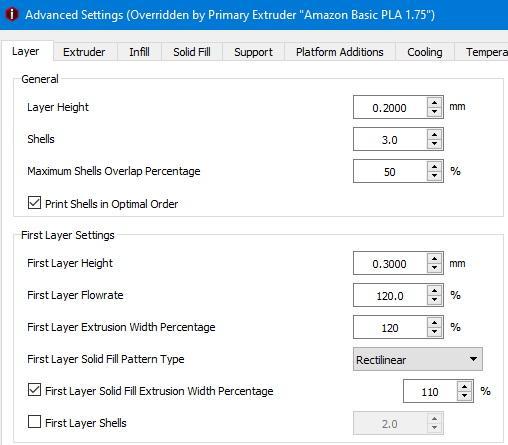
Ciao, ultimamente mi ritrovo dei primi layer veramente bruttino esteticamente e non riesco a realizzare da cosa potrebbe essere causato. Spesso un'immagine vale piu' di 1000 parole quindi la posto subito e qui di seguito i settaggi del primo layer
-
Wow, io sono in attesa che mi arrivi il bi-metal per fare qualche prova analoga. Nel frattempo ho ordinato gli all-metal in titanio suggeriti da @Killrob . L'idea e' quella di stampare, a parita' di settaggi, la Benchy con l'attuale gola Bore, con l'all-metal in titanio e con il bi-metal per capire le differenze
-
Problema montaggio Ender 3 pro
dnasini ha risposto a Antonio991 nella discussione Hardware e componenti
Che si muova fino ai fine corsa e' normale, bisogna pero' capire quali assi.... Gli assi che devono fare homing sono X e Y, Z al max si alza di un minimo per evitare collisioni con il piatto. Se non sono X e Y a fare homing, ricontrolla il cablaggio dei cavi -
Non riesco a capire che problema è
dnasini ha risposto a Pierjunk nella discussione Problemi generici o di qualità di stampa
..... perdonami, ma ha semplicemente "ribaltato" il problema. Se lo stampi capovolto, la superficie esterna esce meglio perche' puo' appoggiare sulla superficie interna. Al contrario, la superficie interna, non avendo piu' appoggi, tende a cedere. Dei due, questa seconda stampa sembra uscita meglio, quindi potresti rimediare alle anomalie della parte interna in post produzione (carta vetrata e primer riempitivo). Hai avuto modo di leggere l'articolo postato da @eaman o provato a fare un overhang test per capire fino a dove puoi spingerti? Su thingiverse ne trovi a mazzi. -
Stampe con diversi colori cambio al layer
dnasini ha risposto a Madgallo79 nella discussione Problemi generici o di qualità di stampa
Ciao, io utilizzo un altro slicer (ideamaker) ma poco cambia. Ho avuto il tuo stesso problema un paio di mesi fa. Io utilizzo il comando M600 eseguito all'altezza layer da impostare per il cambio colore filamento. Premetto che io, per poter fare il tutto, ho ricompilato il firmware Marlin alla versione 2.0.9.x abilitando, oltre al comando M600, anche tutte le impostazione nei file configuration.h e configuration_adv.h relative al cambio filamento (lunghezza da caricare/scaricare, velocita' di carico/scarico,...). Cosi' facendo, in automatico, il comando M600 mi parcheggia la testina, scarica il filamento, attende il caricamento del nuovo e fa lo spurgo del nozzle prima di riprendere a stampare Per tua info, questo e' il tread che avevo aperto io per la tua stessa richiesta -
ESPORTANDO IL FILE SU CURA NON MI APPAIONO DEI BUCHI PRESENTI NEL MODELLO
dnasini ha risposto a Andrea Ferraro nella discussione Software di slicing, firmware e GCode
Blender non e' il prodotto piu' semplice per questi lavori. Lo usa mio figlio per creare i suoi personaggini e quando me li esporta in STL e' sempre una rogna, layer che non sono sovrapposti o poligoni aperti -
Piatto in vetro incollato o fissato con mollette?
dnasini ha risposto a Tanbruk nella discussione Hardware e componenti
Fai attenzione a spruzzarla solo sul piatto... a rotelle ed eccentrici, come anche cinghie e binari, il trucco e parrucco piace mooolto poco 😉 -
Non riesco a capire che problema è
dnasini ha risposto a Pierjunk nella discussione Problemi generici o di qualità di stampa
Un altro piccolo accorgimento che puoi impostare per "mitigare" il problema dell'overhang e' provare a stampare prima l'Inner shell e poi l'Outer shell. Questo permetterebbe al filamento, una volta stampata la parete interna, di avere un qualche cosa su cui aggrapparsi pe stampare la parete esterna mitigando cosi' l'afflosciamento del layer in assenza di supporti. Come dice @eaman overhang sopra i 50 gradi sono da evitare. Io nei test sono arrivato a 55 gradi ma con una ventola che soffia tipo Bora di Trieste e l'ho fatto per puro "spirito di accademia". Nelle stampe evito di arrivare a quegli sbalzi, e se ci arrivo, mi aiuto con qualche supporto manuale (uso ideamaker come slicer) -
Calibrazione piatto con spessimetro
dnasini ha risposto a dnasini nella discussione Hardware e componenti
@FoNzY grazie per il pronto feedback. Mi rimane solo un dubbio x l'utilizzo, quando seleziono la linguetta con lo spessore desiderato, devo "smontarla" e toglierla per fare le misurazioni? -
Ciao, da piu' parti nel forum ho letto che diversi utilizzano uno spessimetro invece del foglio di carta per calibrare la distanza del nozzle dal piatto. Ma di quale spessimetro dovrei dotarmi? Questo andrebbe bene?
-
sembrava tutto bello poi ha cambiato idea...
dnasini ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
Spento significa che ha smesso di estrudere dal nozzle? il motore perdeva passi e si sentivano degli scatti? Se cosi' fosse, potresti avere un'intasamento del'hotend. Se sei in bowden, prova a scaricare il filamento e ad estrarre il tubo PTFE lato hotend per vedificare se e' in buone condizioni o rovinato -
Imperfezioni riempimento contorno fori
dnasini ha risposto a Teius92 nella discussione Problemi generici o di qualità di stampa
Se cambi le impostazioni nello slicer come se tu avessi un nozzle piu' piccolo, quando fai lo slicing puoi farti un'idea del risultato che otterresti sostituendo effettivamente il nozzle. Quello che ti ha suggerito @eaman e' un "test" preliminare senza cambiare nulla sulla stampante ma solo sullo slicer. Se il risultato che vedi a video ti soddisfa, allora puoi valutare di cambiare effettivamente il nozzle -
Problemi di stampa anycubic 4max pro
dnasini ha risposto a deddy nella discussione Problemi generici o di qualità di stampa
@muffo si e' vero, ho un caveau tutto mio.... ma la banca mi dice che non ci posso mettere la mia CR-20 Pro..... e' una stampante troppo da barboni mi dicono e li nn ce la vogliono 😭 Per questo mi tocca tenerla nello sgabizzino del mio attico da 500m^2 con piscina, campo da golf e presto eliporto..... ehhhh a chi tutto e chi niente..... BTW, con la mia unica stampante (la mia poca esperienza) non so se posso definirmi un hobbista, per il momento ho sciolto tanta plastica e mi ci sono divertito tanto 😄 -
Problemi di stampa anycubic 4max pro
dnasini ha risposto a deddy nella discussione Problemi generici o di qualità di stampa
... e stica... alla faccia dell'hobbista... se mi mettessi in casa io tutta sta roba (nn ho garage... sono un povero emigrante 😩) non avrei posto dove stare..... -
CR20 Pro: Quale HotEnd prendere?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Si Si, anche ora che ho fatto la sostituzione 1:1 dell'hotend perche' quello montato era intasato ho riverficato livellamento piatto e z offset. Solo all'idea che il nozzle mi atterri sul mio bellissio piatto in acciaio rivestito in PEI, non dormo la notte 🥶 -
CR20 Pro: Quale HotEnd prendere?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Rieccomi, visto che l'attesa per il pezzo sara' piuttosto lunghetta, mi sono concesso qualche lettura estiva sull'argomento heatbreak all-metal/bi-metal. Da piu' parti e' consigliato l'uso di pasta termica tra heatbreak (parte liscia) e dissipatore x ridurre il gioco minimo tra le due componenti e migliorarne lo scambio termico. Mi confermate che sarebbe buona cosa? Io ho avanzato della pasta termica in dotazione Noctua quando ho installato un paio di anni fa il dissipatore della CPU, posso utilizzare quella? Altra info che vorrei confermare e': installando l'heatbreak bi-metal, devo rifarmi tutte le calibrazioni filamento? dalle informazioni recuperate, per certo dovro' ricalibrare: - retraction lenght (attualmente i miei PLA si aggirano tra i 3.5 ed i 4.5mm) da abbassare sensibilmente (leggevo anche 1 o 2mm) - retraction speed (da verificare) - ricalibrazione flusso - ricalibrazione temperatura - temptower (su un video l'anno abbassata di quasi 10C) -
@gregorio56sm Ricompilare il fw non e' una cosa fuori dal mondo alla fine, ma come troverai spesso sul forum, l'importante e' conoscere la propria stampante e le sue caratteristiche. Se non hai nulla di esoterico (intendo MB particolari con driver astrusi) ma tutto piu' o meno stock, puoi partire dai file configuration.h e configuration_adv.h di esempio di Marling per la tua stampante e costruirti il tuo. Se vuoi seguire questa strada, io ho usato il tutorial di Dazero (Parte 1 e Parte 2). Li ti viene spiegato al 90% quello che devi fare per crearti il tuo firmware, il rimanente 10% sono le tue customizzazioni