dnasini
-
Numero contenuti
4.223 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Hotend che si ottura
dnasini ha risposto a andre nella discussione Problemi generici o di qualità di stampa
mmmm se non hai mai fatto una temp tower, da dove hai tirato fuori 205C... a sentimento? le basi per una buona stampa sono: 1) individuare la temperatura corretta di estrusione (test con temp-tower) 2) calcolo corretto del flusso di stampa (test con hollow-cube) Premessa a questa sono la corretta calibrazione del del diametro del filamento e degli step/mm dell'estrusore. Questa la lista che segui io di solito Calibration ToDo List 3D Printer * Z-Axis Calibration (Z-offset) * Bed Calibration * Extruder Calibration (E-Step/mm) * PID Calibration (optional) o Hotend o Heated Bed Filament * Filament Calibration * Flow Rate Calibration * Temperature Calibration * Calibration Cube: in case of difference in size o X-Axis Step/mm Calibration o Y-Axis Step/mm Calibration o Z-Axis Step/mm Calibration * Retraction Calibration -
Hotend che si ottura
dnasini ha risposto a andre nella discussione Problemi generici o di qualità di stampa
Ciao, io ci sono appena passato ieri dovendo sostituire il vecchio hotend con uno nuovo (discussione "Filamento sacagnato e blocco estrusore" su questo stesso canale). Nel mio caso, il problema e' stato innescato dall'utilizzo di un filamento caricato come il Wood. Mi ha intasato il nozzle e l'aumento di pressione ha leggermente sollevato il PTFE facendo fuoriuscire del filamento. Conseguenza diretta una parziale ostruzione del dissipatore e della gola -
Hotend che si ottura
dnasini ha risposto a andre nella discussione Problemi generici o di qualità di stampa
Ciao, aiuterebbe sapere di quale stampante parliamo e se sei in Direct o Bowden. Immagino il filamento sia PLA, corretto? -
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@muffo ho appena comperato un caminetto a legna su aliexpress, appena arriva ce lo butto dentro e lo brucio 🤬 BTW, ho appena sostituito Capricorn e hotend integralmente con le scorte che mi ero gia' fatto (grazie forum per la dritta). Ho appena finito di ripulire il vecchio hotend che era un lebbrosario e ho defenestrato l'ugello vecchio. Giusto per info, io adesso ho questo hotend, esistono alternative per una sostituzione 1:1? L'idea e' acquistarne uno di scorta ma non so se ne esistono dello stesso tipo ma piu' performati o cmq di miglior qualita' -
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Gia' in lista.... 😉 -
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Bhe, devo dire che ho fatto bene a prendermela con calma e non allarmarmi poi piu' di tanto prima di smontare l'hotend... Zero sbatti, ne ho di scorta comprato per tempo, cambio PTFE e hotend e passa la paura...... questo vedo di ripulirlo con calma e poi ricomincio...
-
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ci ho provato.... ho uno script che mi estrae il filamento: prima estrude un paio di cm e poi scarica l'lintero filamento in 2 fasi (prima parte lentamente e poi un po' piu' veloce). Purtroppo gia' in fase di estrusione il motore ha scattato e poi, nel momento di sfilarlo, ne ha estratto una parte e poi nn ce l'ha fatta piu'. Per questo sono intervenuto rudemente a manina.... Se riesco nel pomeriggio smonto il nozzle e (grattapallorum) provo ad estrarre il tubo in PTFE lato hotend per vedere in che condizioni e'..... 😨 -
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Aggiornamento: questa mattina ho stampato un prototipino easy con PLA da 16 minuti per sondare le manutenzioni fatte ieri. Il PTFE funziona bene e non si muove piu' mentre la pressione della molla del dualdrive non "addenta" piu' il filamento quindi sembra ben tensionata. Il problema degli scatti del motore di estrusione si e' presentato, invece, gia' a meta' stampa (che ho quindi bloccato) e l'estrazione del cavo e' stata un po' difficoltosa, segno di un principio di intasamento dell'hotend (parte finale del filamento ingrossata). Sembra quindi che debba quantomeno smontare il nozzle e sostiuirlo (ne ho una cariolata da 0.4mm, neanche mi sbatto a pulirlo). Non avendolo mai fatto, devo anche estrarre il PTFE lato hotend? Il mio timore nel farlo e' non essere poi in grado di rimontarlo correttamente... anche vero che ho tutti i ricambi del caso (1m Capricorn e relativa taglierina) -
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
see con questa se mi va bene le pale della ventola rimangono ferme, e tutto il resto che ci gira attorno 😆 Grazie @Whitedavil, ricordo che me le avevi gia' consigliate. Ho gia' preso le radiali 5010 che sto usando come ventole per raffreddare il filamento. Adesso ci faccio un giro per vedere cosa propongono. questo weekend comunque sia sostituisco quella stock con la Sunon e ne approfitto per aggiungere un connettore cosi' da rendere le sostituzioni ventola piu' veloci. Gia' fatto per la ventola del filamento ma non ancora per quella dell'hotend -
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Purtroppo li sono un po' "deboluccio", penso di cominciare con la Sunon 40x40x10 e passare alla x20 se riesco a modificare il case dell'hotend. Se tutto sta in piedi, posso valutare anche la 50 -
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ho appena recuperato una Sunon 40x40x20 da 21dB e 7.7CFM se trovo il supporto giusto, me lo stampo in ABS e via che si va....... -
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
A questo ci ho gia' pensato, al momento ho ancora la ventola stock che fa un casino manco gli inglesi dopo la sconfitta agli europei 😋 stavo gia' valutando di sostituirla con una Sunon 40x40 che sembra sulla carta esser piu' performante, in attesa di trovare una mod che soddisfi il mio senso estetico di stilosita' e che sia effettivamente performante -
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
mmm la cosa ha senso... in effetti la mia ventolina asfiticha 40x40 spara sul dissipatore aria calda e questo in effetti nn aiuta.... -
errore di conversione da stl a gcode - scarico doccia
dnasini ha risposto a ParideS nella discussione Problemi generici o di qualità di stampa
Ciao, ho provato ad importarlo in ideamaker e anche a me, quando faccio lo slice mi esce un blocco unico senza aperture Cosi' su due piedi sembra che la base ed il cono siano considerati come due oggetti distinti e per questo lo slicer li considera come sovrapposti. Prova rivedere il tuo progetto iniziale -
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Gliel'ho fatto vedere io al Bowden.... ora non gioca piu' dopo il taglio della parte rovinata 😉 thx -
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
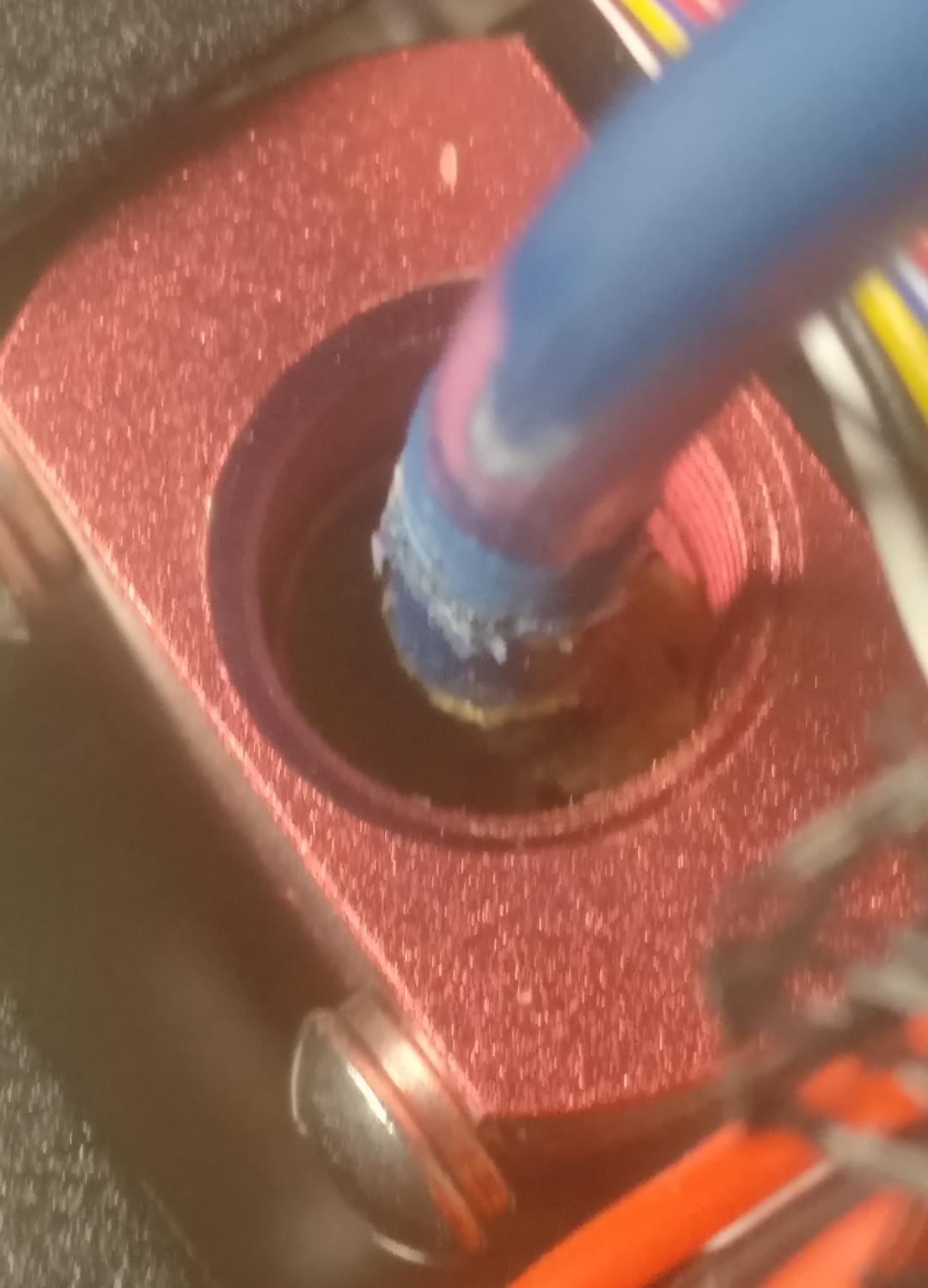
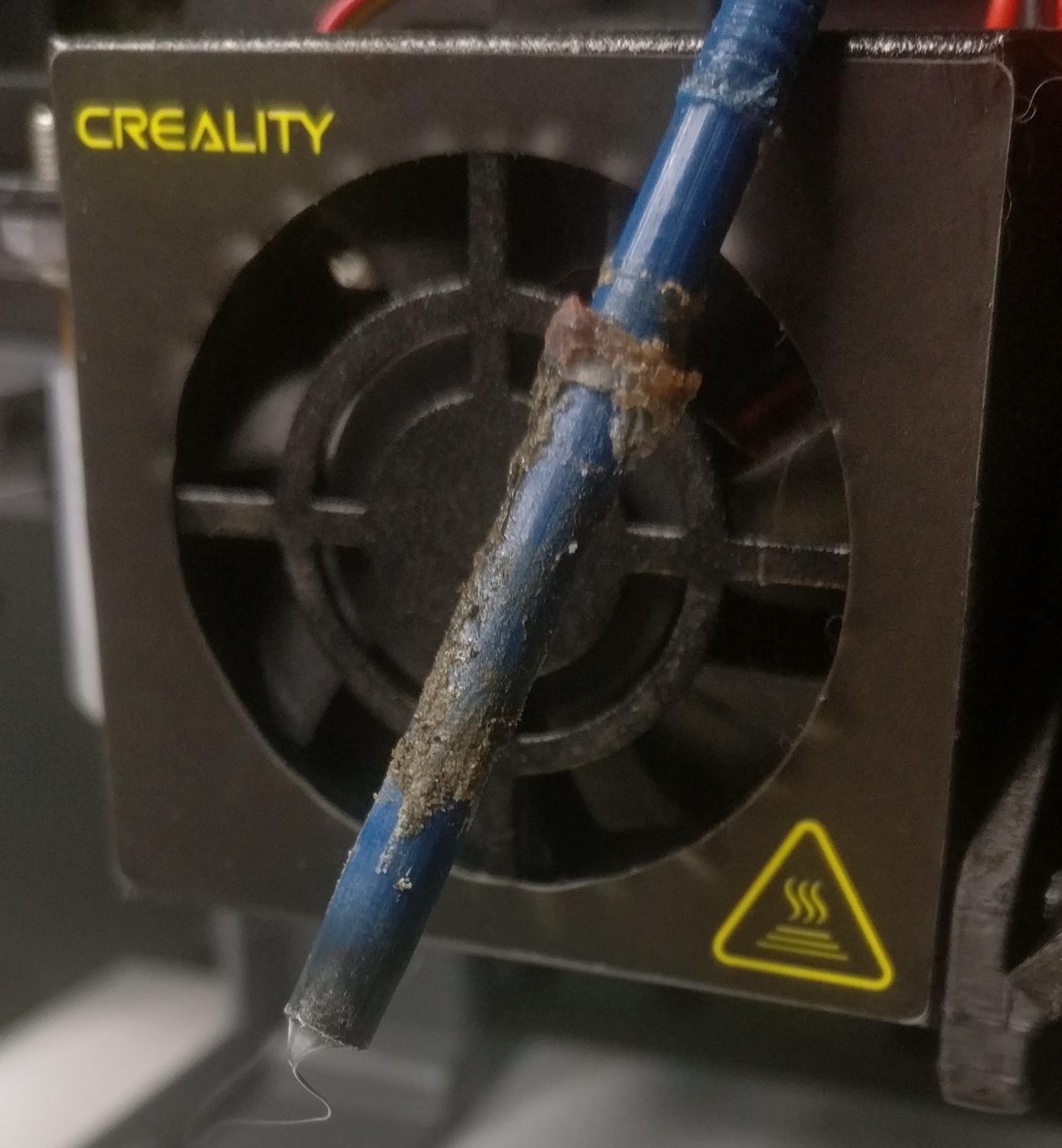
Ho appena terminato di pulire il dual drive.... In effetti, l'interno ricordava molto la sabbionaia in cui giocavo da piccolo all'asilo. Comunque, smontato tutto il dual drive, eliminata la polvere di filamento dall'interno e dalle ruote godronate e rimontato il tutto. Le due ruote sembrano in perfetto stato e anche passandoci il dito sopra si sentono nettamente i denti che accompagnano il filo In condizioni non ottimali la testa del PTFE del Bowden. Appena smontato l'ho ritrovato in queste condizioni Inserendolo nuovamente all'uscita del dual drive e applicando la clip per tenerlo fermo, noto che ha gioco, nel senso che se lo muovo avanti ed indietro, il tubo mi segue, cosa che, quando ho sostituito il gruppo estrusore, non faceva. Con la clip inserita il movimento era minimo... Mi tocca sostituirlo o posso limitarmi a tagliarlo? la mia paura nel tagliarlo e' poi di essere al pelo quando arrivo in fondo all'asse X..
-
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@eaman sono un po' un poveraccio..... nell'unica stanza lepecosa che mi ha parzialmente concesso mia moglie, ci sono io, il computer fisso, i 2 gatti con annessi abbeveratorio, dispencer x le crocche e lettiera, la stampante 3D nella sua eclosure dell'IKEA, il Tapis Roulant (voluto dalla moglie e usato praticamente mai), la libreria ed un armadio.... se in tutto questo, lascio aperte le antine dell'enclosure basta che faccio un respiro un po' piu' profondo e urto qualche cosa 😞 Mi sento come Pozzetto ne Il cugino di Campagna quando si trasferisce a Milano nel suo monolocale *taaac* Vebbe', finche continuera' a fare caldo mi sa che adottero' questa soluzione, nel frattempo cerco di inventarmi qualche cosa 😕 -
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Sai che stavo appunto meditando di installare una ventola x aspirare l'aria quando stampo PLA...... magari una bella 120x120 12V azionabile con interruttore e magari aggiungere un variatore per regolarne l'intensita'...... suona come una cavolata o potrebbe avere un senso? -
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Si me lo avevate detto 😭 ma ci ho stampato talmente poco che non pensavo di aver fatto cosi' tanto danno...... BTW, dopo rismonto e controllo l'estrusore. Le godronate di scorta le avevo gia' comprate, aspetto cmq di veder ein che condizioni sono La stampante e' in un box chiuso. Ieri avevo temperatura esterna di 27 ed interna di 35..... ma ho gia' stampato in passato con queste temperature senza problemi. Come descritto, una cappellata fatta e' stata la molla del ddrive troppo caricata. In effetti, una volta scaricato il filamento e ricaricato, la stampante riparte senza grossi problemi. Oggi faccio manutenzione ad ddrive e riprovo a stampare, in attesa che mi arrivino a giorni gli attrezzi x pulizia. e sostituzione del nozzle -
Stampa sfilacciata e profilo irregolare
dnasini ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
Ok, allora quegli artefatti potrebbero essere la conseguenza di un cambio nell'altezza del layer. Anche io la tengo sempre attiva questa funzione, ma quando nello slicing noto che ci sono molti cambi di altezza layer, preferisco fare una media dell'altezza layer proposta dallo slicer e poi impostarla come altezza layer disabilitando i layer adattivi. Facendo diverse prove ho notato che gli artefatti si riducono sensibilmente -
Adesso la butto
dnasini ha risposto a thedragonflyer nella discussione Problemi generici o di qualità di stampa
Mah... su questo ho i miei dubbi visto le release di Marlin precaricate sulle stampanti. Secondo me hai piu' possibilita' ricompilandoti il firmware, ci investi un po' di tempo ma alla fine ottieni un software con le configurazioni che ti servono. Io un paio di mesi fa ho configurato il mio primo firmware seguendo la guida di Dazero su youtube. E' divisa in 2 parti e ti spiega passo passo cosa ti serve e come impostare il 90% delle cose che ti servono. Il rimanente 10% (le customizzazioni) te le puoi studiare con calma in un seocndo momento 😉 -
Filamento sacagnato e blocco estrusore
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Consumate non credo visto che il BMG avra' un paio di mesi..... pieno di detriti molto probabile. Ieri, smontandolo erano piuttosto "polverose" e visto come mi sono ritrovato il filamento oggi, immagino lo siano ancora. Domani smonto e ripulisco, nel frattempo sto attendendo gli attrezzi per smontare il nozzle e nel dubbio lo cambio.... Casualmente i casini sono cominciati da quando ho provato il mirabolante Sunlu Wood..... credo mi abbia intasato il nozzle -
Filamento sacagnato e blocco estrusore
dnasini ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, prima o poi sapevo sarebbe capitato anche a me ma speravo che fosse ancora un po' piu' "poi" di adesso...... In soldoni, e' gia' la seconda stampa lunga (6 ore) che mi si interrompe a meta' perche' l'estrusore "smette" di spingere il filamento (PLA). Il mio sospetto e' che il nozzle si sia intasato anche perche' sia nella stampa di ieri, che in quella cominciata oggi, mi sono ritrovatro dei residui neri (tipo materiale bruciato) nel PLA fuso depositato sul piatto. Mentre nella stampa di ieri, senza nessuna avvisaglia, il filamento ha smesso di uscire dal nozzle, oggi, dopo circa un'ora di stampa, il motore dell'estrusore ha cominciato a ticchettare continuando cmq ad estrudere. Quando poi ha smesso del tutto, ho dovuto scaldare il nozzle a 240 per estrarre (a mano e a fatica) il filamento che era in queste condizioni Ora, passando il dito sul filamento estratto, sento al tatto le abrasioni lasciate dai denti della ruota godronata e qui credo che la cavolata l'ho fatta io stringendo troppo la molla del dual drive (BMG clone). Nella mia ingenuita' pensavo che piu' pressione corrispondesse a maggior forza di spinta ma temo di aver esagerato 😞 Ora mi domando: - la troppa pressione delle ruote godronate potrebbe aver causato l'intasamento ad esempio deformado il filamento in entrata al PTFE, aumentandone l'attrito e quindi rendendo piu' difficile la spinta? - avendo notato i residui bruciati in uscita, sostituendo il nozzle potrei cavarmela o mi tocca smontare tutto? Grazie
-
Geeetech Prusa i3 pro B - Problema asse X
dnasini ha risposto a Geevo nella discussione Problemi generici o di qualità di stampa
Non cedo sia quello il problema. Quando ho cambiato l'estrusore passando a dual drive con riduttore di giri, nella documentazione mi dicevano di invertire i due cavi centrali nel caso in cui, montando l'estrusore, il motore facesse girare le due ruote godronate in senso opposto. Invertire i due cavi verde e rosso dovrebbe darti come risultato l'inversione della rotazione del motore -
retrazione a fine stampa non va
dnasini ha risposto a TOAD nella discussione Problemi generici o di qualità di stampa
Hai un firmware stock o compilato da te? Nel mio firmware stock avevo un limite di 200mm sull'estrusione e quindi ero costretto ad impostare comandi multipli di G1 E-xxx se volevo retrarre piu' di 200mm. Quando mi sono ricompilato il fw ho alzato questo limite a 400mm