dnasini
-
Numero contenuti
4.234 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@eaman sarai contento adesso.....😡 ho speso altri 9 euri per un set da 22 nozzle da 0.2, 0.4, 0.6, 0.8 e 1.0mm ...se nn riesco a stamparla neanche con questi.. mia moglie mi ci lapida con tutti questi nozzle 😭😭😭 -
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Se cosi' fosse, immagino che anche sostituendo il filamento, si dovrebbe intasare quasi subito. Nel mio caso si intasa ma solo con questo filamento. Nelle prime 4 prove, smetteva di estrudere sistematicament dopo 15/20 minuti. Modificando i parametri come sopra, ha stamapto per piu' di 40 minuti..... @eaman bhe, questa e' un ottima idea... se mai riusciro' a stamparla sta c...o di scatola 😭 -
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
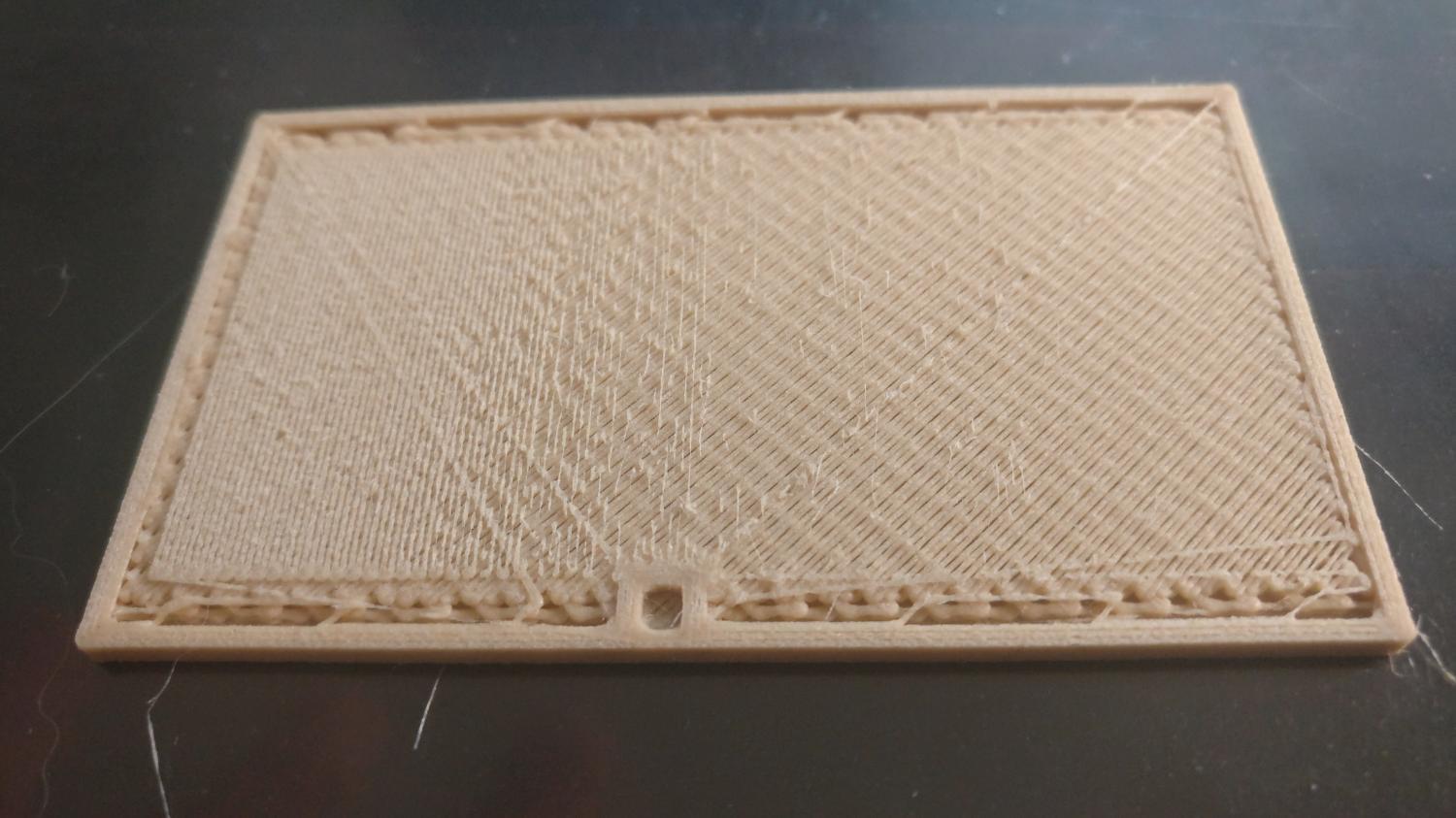
Piccolo aggiornamento. Il sentimento sulla temperatura potrebbe essere giusto... ora il problema e' l'intasamento del nozzle quasi sistematico. Sto realizzando una scatola e sono gia' 4 volte che la ristampo perche' mi si intasa il nozzle sempre a questo punto Come si puo' notare dall'immagine, nello spostarsi da sinistra verso destra, la stampante comincia sottoestrudere fino a non estrudere piu' materiale. Per farla ricominciare a stampare, devo riscaldare il nozzle fino a 240C, ritrarre un po' di filamento a mano e spingerlo, sempre a mano fino, a farlo uscire. A questo punto, faccio spurgare il nozzle e poi posso riprendere la stampa. Leggendo in giro su come stampare i filamenti Wood, ho trovato un articolo interessante che li descrive come "soggetti a solidificare velocemente" quindi, per evitare gli intasamenti, suggeriscono di aumentare la velocita' di stampa. Io, oltre ad aumentare la velocita' di 10mm/s tutte le velocita', ho anche eliminato completamente la ventola ma nulla da fare, sono solo riuscito a posticipare il momento in cui si intasa il nozzle 😞 Vi riassumo qui di seguito le impostazioni fino ad ora testate Filamento Sunlu Wood Low Temp (dichiarato tra 170C-190C) Hotend 215C (provato tra le temp consigliate ma le stampe erano fragili e spesso si sfaldavano durante la stampa) Bed 50C Nozzle 0.4mm Layer height 0.2mm Shell 3 Extrusion width 0.45mm Ventola Filamento 0% Default speed 60mm/s In/Out shell speed 50mm/s 1o layer speed 30mm/s infill speed 60mm/s Vi viene qualche idea su cosa poter fare? Vorrei evitare di dover aumentare il diametro del nozzle solo per questo filamento
-
Righe orizzontali inaspettate..
dnasini ha risposto a andyrok nella discussione Problemi generici o di qualità di stampa
Hai verificato anche step/mm dell'estrusore? se gli dici di estrudere 100mm li estrude corretti? -
Righe orizzontali inaspettate..
dnasini ha risposto a andyrok nella discussione Problemi generici o di qualità di stampa
Se da menu' o pronterface muovi l'asse Z di 100mm verso l'alto, si sposta effettivamente della distanza richiesta? Se si, il movimento e' fluido o noti irregolarita'? -
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
FERMI TUTTI!!!! forse ho trovato la temperatura..... A sentimento ho impostato 215 e sembra essere un buon compromesso.... Ora sto facendo le calibrazioni del flusso e poi tocchera' alla retrazione Per il momento il filamento me lo tengo 😝 -
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Guarda te cosa mi devo inventare per ritagliermi un po' di tempo per fare le mie di stampe...... 😩 -
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
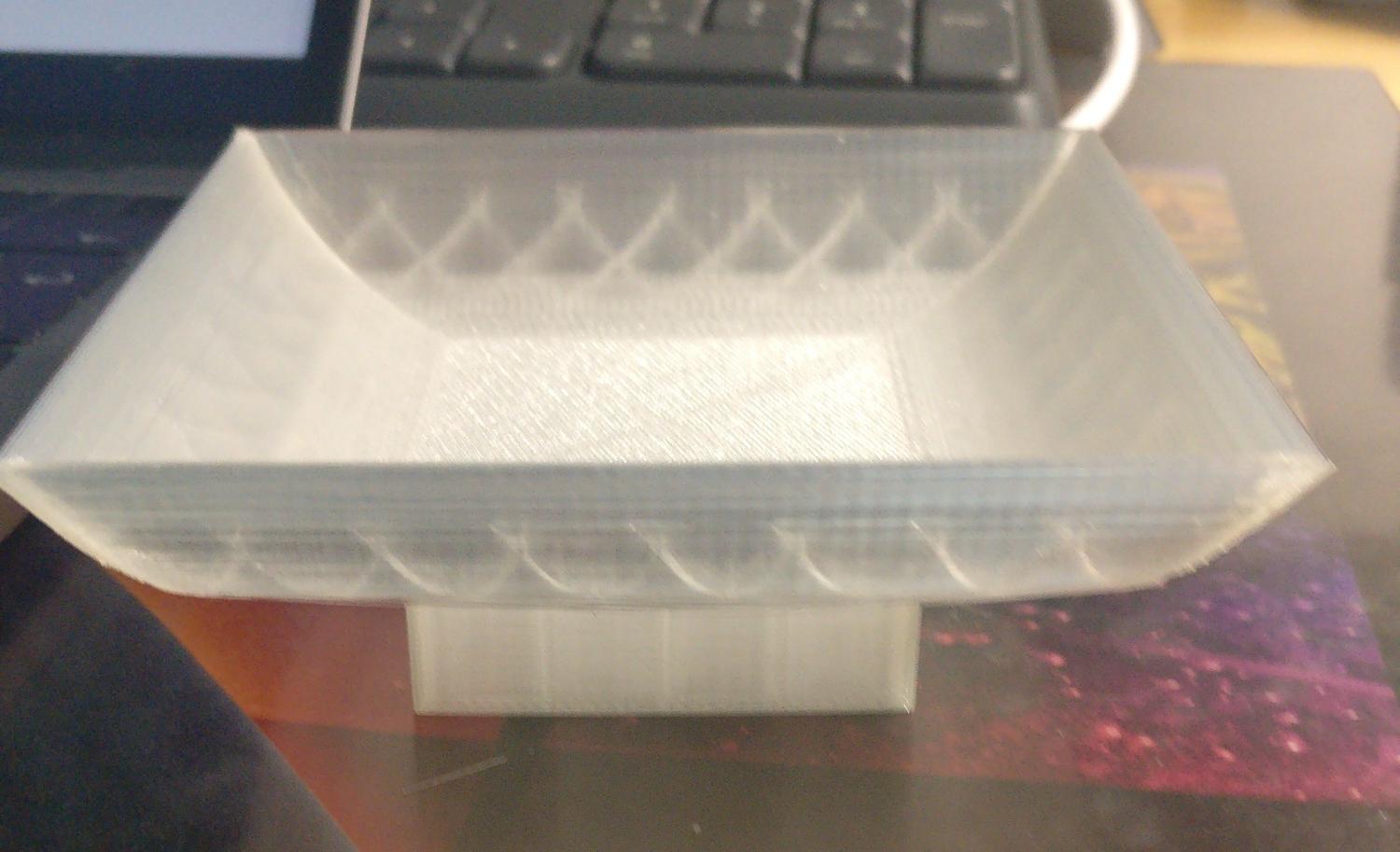
Adesso mi e' passata l'incavolatura con il Sunlu wood, quindi magari gli do un'altra chance e ci riprovo con un po' piu' di calma.... per il momento ho tenuto tranquilla la moglie con il porta sapone trasparente.......
-
Problemi di retrazione
dnasini ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
@eaman ....parli forse del mio Sunlu Wood???? 🤨 -
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@Eddy72....allora ti aspetto.... verso quale ramina devo dirigermi? 😄 -
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
.... ho appena spurgato il nozzle... almeno sta ciofeca di filamento nn mi ha intasato nulla...... -
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Per me la Svizzera è un po fuori mano... . Raga, ma non vi chiederei mai di scavallare la frontiera per avventurarvi in terra elvetica.... ci possiamo trovare al confine, ognuno dalla sua parte della ramina cosi' da potervi lanciare il fardello come facevano i nostri avi prima di noi..... 😄 Tho'... visto che siete clienti un po' difficili, assieme al fardello vi lancio anche due stecche di Toblerone.. mi voglio rovinare!!!! -
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
mmm gia' e' a babbo morto... se vuoi ci aggiungo anche una fetta di c..o attaccata all'osso quando te lo porto se gradisci..... 😋 -
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@muffo aggiudicato..... e' tutto tuo... quando te lo vieni a prendere? 🙂 -
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@eaman hai ragione e in tutta onesta' ci stavo pensando anche io a questo aspetto. Tra le altre cose, sto cavolo di filamento mi ha fatto anche un brutto scherzo 🤬. A meta' della torre di temperatura, dal nozzle non usciva piu' filamento e la stampante stampava "a vuoto". Ho provato a scaricare il filamento ma non veniva "scaricato". L'ho quindi tirato a mano fino a che non e' arrivato all'estrusore e di li non si e' piu' mosso. Ho smontato quindi l'estrusore scoprendo che il filamento era incastrato nel tubo in PTFE. Con una pinza e tanta pazienza l'ho estratto per scoprire che era decisamente piu' cicciotto del resto del filamento. In patica, il filamento ha una sezione media di 1.74mm, nel punto cicciotto era arrivato anche a 2.1mm 😲 Ora ho rimontato tutto ma non ancora spurgato il nozzle (e speriamo che nn ci siano altre conseguenze) ma sto filamento mi ha gia' rotto le palle!!!! e' nuovo di trica, pagato 24 euri ma se devo penare cosi' x stampare ogni volta con i rischi annessi e connessi, lo regalo e via che si va..... Approposito..... a qualcuno interessa una bobina di filamento SUNLU Wood nuovo di pacca e usato pochissimo con temperatura di estrusione ignota ma a babbo morto?? 😄 -
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
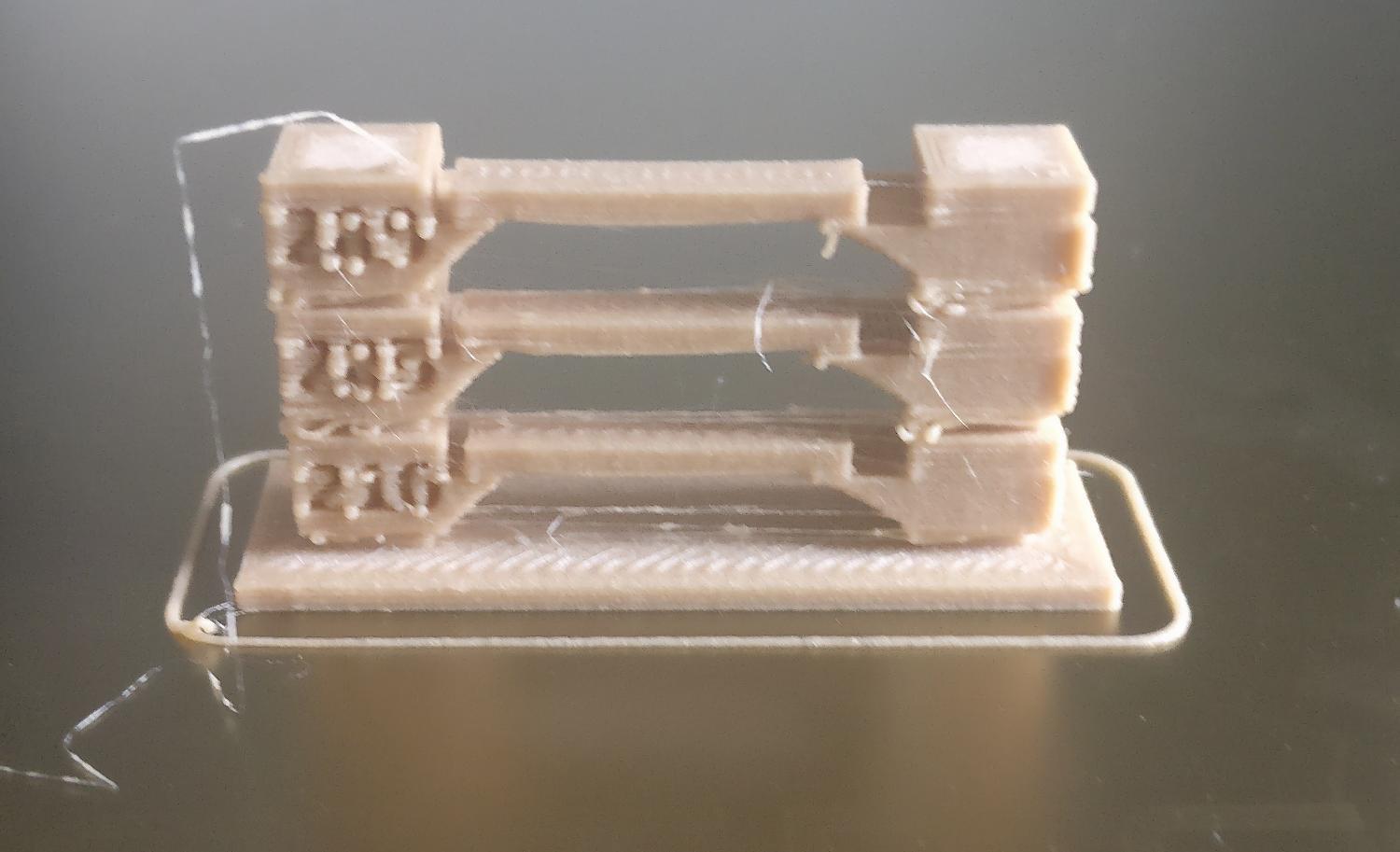
Adesso ho mandato in stampa una temp-tower da 210C-230C giusto per provare anche questo range di temperature e valutare cosa cambia (se cambia qualcosa). La problematica del top layer che mi hai fatto notare, non la riscontro con altri filamenti, quindi, per il momento, vorrei capire se e' un problema di settaggi di questo particolare filamento. Se neanche cosi' risolvo, valutero' il cambio del nozzle 🙂 -
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Questo e' il top layer di cui parli e nel profil odi stampa, l'extrusion width e' settata a 0.45mm
-
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
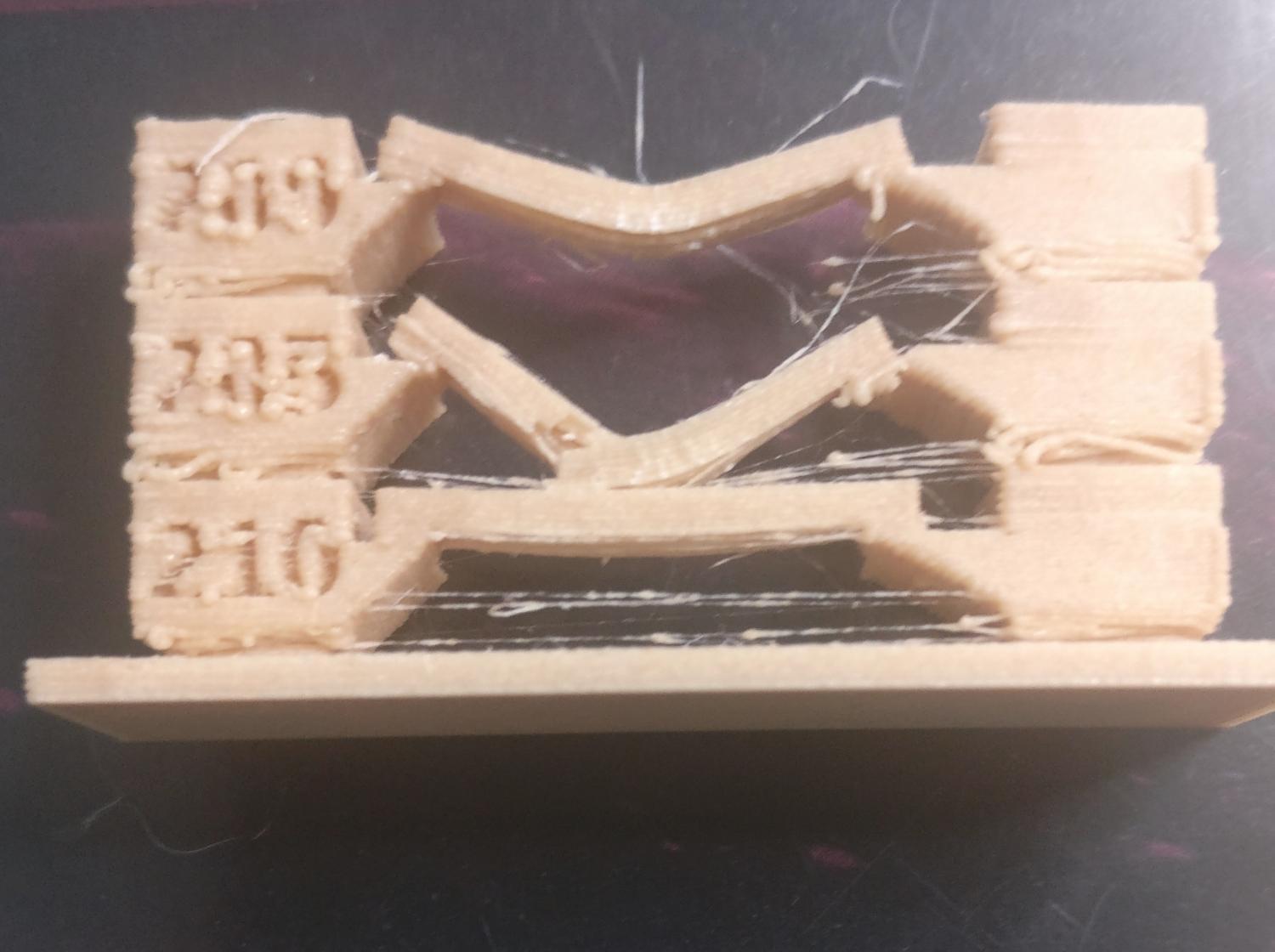
Fatto la torre ed ecco il risultato La qualita' non e' il massimo (sorry x la foto sfuocata) Gli strati a 200C e 205C sono i piu' fragili (ma non come quelli da 170C a 190C... ci hai visto bene @Killrob) Quello piu' "solido" rimane il 210C, che cmq si rompe ma meno facilmente degli altri Rimane il prob dello stringing che indirizzero' in un secondo momento. piu' tardi provo con una temp tower con temperature maggiori
-
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
vado a memoria perche' l'ho fatta ieri sera alle 23:00.... A me sembrava fragile, ad ogni modo, per non dire c.....e, faccio una nuova temp-tower con il range 200-210 con scarto di 5C (210-205-200) cosi' vi so dare un feedback reale -
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@Killrob... adesso sono piuttosto confuso e ti spiego il perche'. Innanzitutto questa e' l'etichetta attaccata sulla bobina All'interno della confezione c'e' un foglio plastificato che recita User Manual of Wood Low-Temp: print temp 170C-190C, recommended 180C. La primissima torre che ho fatto, per errore, l'avevo fatta basandomi sul PLA Sunlu "tradizionale" che ha un range 190C-220C. Da 210C a 220C, il filamento faceva un sacco di stringing, dai 200C ai 210C c'era poco stringing e sotto i 200 per nulla. Ad ogni modo la torre era cmq fragile e per quello ho riletto meglio le istruzioni e ho visto che era la versione low Temp..... La prova che mi hai chiesto di fare, inconsciamento l'ho gia' fatta..... :
-
Filamento SUNLU Wood Low Temp fragilissimo
dnasini ha pubblicato una discussione in Problemi generici o di qualità di stampa
Su richiesta della moglie che vuole una scatola porta gioie color legno (@@#@#%!!@#@), mi sono comperato questo filamento https://www.amazon.it/gp/product/B08SJ422NF/ref=ppx_yo_dt_b_asin_title_o07_s00?ie=UTF8&psc=1 che recita in descrizione "SUNLU Wood Filamento PLA 1.75mm, Bassa Temperatura Stampa, Vero Legno PLA". Fico, mi son detto, ho pescato il jolly.... Arriva la bobina, guardo le specifiche ed il produttore la classifica come range di estrusione 170C-190C. Parto allora a realizzare una torre di temperatura in quel range e stampo. Con la prima torre (da 190C della base fino a 170C dell'ultimo layer) arriva a 180C e una delle due colonnine si stacca, cosi' fermo tutto, butto via i rimasugli, abbasso le velocita' e riparto. La seconda arriva a meta' dell'ultimo layer prima di rompersi 😞 In entrambi i casi, la struttura delle torri e' cmq molto fragile, nello staccarla dal piano, la base e' rimasta attaccata e la torre mi e' rimasta in mano, i singoli strati si staccano con una facilita' imbarazzante ad ogni strato. Qui di seguito vi giro alcune info di stampa: Slicer: Ideamaker Range Temp: 190C - 170C (come da specifiche produttore) Layer height 0.2mm shell 3 Velocita' - Default 40mm/s - In/Out shell 30mm/s - 1o layer 20mm/s - Infill 40mm/s - XY travel 120mm/s Qualcuno ha avuto esperienza con questo filamento e sa darmi qualche dritta? Grazie -
[Risolto] Octoprint e Octodash: non si "collegano" tra loro
dnasini ha risposto a dnasini nella discussione Hardware e componenti
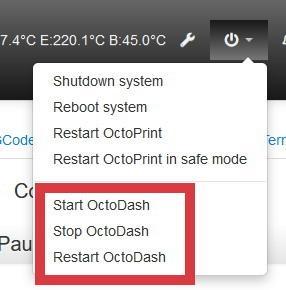
Per Octodash, ho notato che dal menu di Octoprint posso stoppare o far partire il servizio C'e' qualcosa di simile anche quando utilizzi Octoprint con TouchUI? se cosi' fosse, si potrebbe provare a installarli entrambi e poi selezionare quale utilizzare da octoprint 🙂
-
[Risolto] Octoprint e Octodash: non si "collegano" tra loro
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Grazie, molto interessante il parallelo. Mi sono letto anche io qualcosa su TouchUI, in soldoni e' Octoprint su schermo touch. Devo dirti che mi piace molto la parte di Dashboard durante la stampa con temperature, velocita' ventola e tempi ma in conclusione non mi serve un octoprint su schermo touch. Per il momento provo a customizzare Octodash che sembra un po' piu' giocoso ed essenziale x quello che mi serve. Ma tu hai entrambi installati sul raspberry? se si, come fai a passare da uno all'altro? fai start e stop da octoprint dei singoli servizi? -
[Risolto] Octoprint e Octodash: non si "collegano" tra loro
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Forse ho individuato il "parametro di troppo". Con la nuova riconfigurazione non ho selezionato l'opzione "turnScreenOffWhileSleeping" e al reboot non si e' bloccato sulla schermata Inizializing.... -
[Risolto] Octoprint e Octodash: non si "collegano" tra loro
dnasini ha risposto a dnasini nella discussione Hardware e componenti
@Salvogi Grazie e grazie soprattutto per i feedback. La rogna adesso con octodash e' che configuro un parametro di "troppo" e al reboot mi si blocca sulla schermata Inizializing... L'unico modo per ripristinarlo e' quello di cancellare il file config.json, fare il reboot, fargli rigenerare il file di config ed editarlo nuovamente.... fino al prossimo blocco 😞 Mi sa che mi guardo anche io TouchUI e Octoscreen giusto per capire le alternative