dnasini
-
Numero contenuti
4.223 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

firmware upgrade Ghost 5 si blocca (RISOLTO)
dnasini ha risposto a Lanjazz nella discussione Software di slicing, firmware e GCode
Caspita..... mi fai venire in mente la storia della piccola fiammiferaia.... ecco, adesso piango 😭 -
A scanso di equivoci, intendo questo parametro #define NOZZLE_TO_PROBE_OFFSET { -43, -5, 0 } Forse qui ti ho un po' fuorviato io, sorry. In effetti guardando il mio file di config (vedi riga che ti ho riportato sopra) anche io ho lasciato lo Z offset del BLTouch a 0 e poi l'ho misurato livellando il piano. Ora che ricordo, i 2mm di cui ti parlavo sono si nella documentazione, ma credo facciano riferimento al montaggio del BLTouch rispetto al nozzle e non alla configurazione..... Mi sono dimenticato di chiederti, se alzi Z a 10-15cm e gli fai fare homing, quando estrae la sonda, se la tocchi con il dito e la fai rientrare, il sensore rileva che ha "toccato il piatto", fa rientrare la sonda e riprova la seconda misura?
-
[Risolto] Componenti che si staccano durante la stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Allora, per quanto riguarda ill primo layer dovrei essere a posto con i parametri gia' impostati First layer height 0.3mm First layer flowrate 120% First layer Extrusion width 120% Hotend 215C primi 2 layer e dal terzo in poi 205C ventola filamento spenta per layer 1, al 30% per layer 2, al 60% dal layer 3 in poi Imposto velocita' al 20mm/s per tutto fino alla testa del polipo e abbasso il travel XY al 80mm/s vediamo con queste impostazioni -
[Risolto] Componenti che si staccano durante la stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Per quanto riguarda le temperature, io imposto sempre 10C in piu' per il primo layer con ventola a 0 e scendo alla temperatura del filamento dal 3o in poi Per questa stampa non uso il brim (provato in passato ma e' un delirio toglierlo) ma solo skirt Appena ho un minuto rivedo i settaggi su tuo suggerimento e rilancio la quarta stampa.. dopotutto dopo il 2 viene il 3... e il 4 vien da se' 😄 thx -
Aspetta, aspetta..... la distanza tra il sensore e il nozzle non e' lo Z Offset che misuri livellando il piano (foglio di carta e compagnia cantante). E' un valore "meccanico" che devi configurare nel firmware per dire alla macchina fisicamente qual'e' la distanza tra asticella retratta nel 3dTouch e nozzle. Questa info io l'ho recuperata nella documentazione del mio BLTouch ed e' un valore definito dal produttore del sensore. Oltre a questo, nel firmware, gli devi dare la posizione del sensore 3dTouch rispetto al nozzle, altrimenti come fa la macchina a capire che il "centro del piatto" che va a misurare e' proprio il punto in cui andrebbe a stampare il nozzle? queste coordinate le hai impostate? Lo Z Offset lo misuri dopo aver livellato il piatto e rappresenta l'offset reale tra valore impostato di default nella macchina e distanza reale. Questo, infatti, puo' variare a seconda che tu utilizzi un piatto in vetro, magnetico flessibile, acciaio con PEI o qualsiasi altra cosa
-
[Risolto] Componenti che si staccano durante la stampa
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@eaman ora guardo i parametri che mi hai suggerito, a memoria non credo di aver impostato nulla di diverso dagli altri layer, per quanto riguarda invece le velocita' (30mm/s) ti sembrano congrue? nel dubbio abbasso anche il travel XY giusto per stare un po piu' tranquillo 😉 -
Non conosco la tua stampante ma nella mia, Il BLTouch (equivalente al tuo) e' collegato sulla MB all'endstop di Z sostituendo il microinterruttore fisico, e' cosi' anche nel tuo? Mi spiegheresti meglio cosa succede quando dici "nn applica l'offsetimpostato" e che cosa ti aspetteresti invece? Se lo hai installato after market, immagino tu abbia riconfigurato il firmware, corretto? Se si, in configuration.h hai specificato gli offset corretti rispetto al nozzle e verificato la distanza tra punta del sensore e nozzle rispetto al piatto (nel mio caso sono 2mm)?
-
Ciao, ci ricordi che stampante hai? prima di settare lo Z offset hai correttamente livellato tutto il piano cosi' da avere la superficie piu' uniforme possibile? Il 3dTouch e' stato installato "after market" oppure la stampante e' arrivata con il sensore installato? L'endstop che hai citato e' installato sull'asse Z?
-
[Risolto] Componenti che si staccano durante la stampa
dnasini ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao, il mio cucciolo mi ha chiesto di stampargli un Polipetto "gigante"..... e potevo dirgli di no? ma e' da ieri pomeriggio che ci sto combattendo, e sto fetente di polipo nn vuole stare appiccicato al piatto per tutta la durata della stampa 😞 Questa e' la terza stampa che interrompo per lo stesso motivo e, per darvi un'idea, questo e' il motivo ogni volta: Come voi mi insegnate, oggetti piccoli = velocita' basse, e da buon rospo, la prima stampata e' andata perche' ho voluto fare il brillante e ho pagato dazio, seconda e terza stampa ho impostato velocita' sempre piu' basse fino a Filamento PLA (amazon Basic) Hothend 205C Bed (Acciaio PEI) 50C primo layer = 20mm/s (e' impostato cosi' per tutte le mie stampe) tutti gli altri default speed, Inner/Outer Shell e infill a 30mm/s Ora mi chiedo se questo ultimo settaggio e' adeguato o devo ulteriormente scendere.... E visto che la notte porta consiglio, la butto li, dovrei forse abbassare anche la velocita' di trasferimento XY? per intenderci quella che sposta il nozzle da una parte all'altra della stampa senza stampare. Al momento e' settata su 120mm/s, nel pensarle tutte, magari durante i trasferimenti urta le componenti e le stacca. Mi e' venuto in mente perche' a staccarsi sono quasi sempre le parti esterne. Cosa ne pensate? Grazie
-
In effetti dalla foto la bobina sembra avvolta proprio male. Hai provato a misurare con un calibro diverse parti del filamento (es ogni 10-15cm) per verificare se ha uno spessore costante? Se e' avvolta male e in piu' lo spessore varia in eccesso, potrebbe esserci un maggiore attrito quando viene spinto nel bowden e da li far perder passi all'estrusore
-
@muffo Io ho un'enclosure basic (l'ho fatta con i tavolini Ikea) e al momento non ho avuto necessita' di doverla riscaldare per stampare ABS. Essendo chiusa, il solo riscaldamento del piatto fa arrivare l'interno a 40 gradi senza troppe difficolta' e la temperatura si mantiene altrettanto facilmente.
-
Che tipo di estrusore hai?
-
Come stampare a due colori
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Script testato e funzionicchia.... Ferma la stampa e parcheggia il nozzle dove gli ho detto, ma poi Octoprint restituisce un errore dicende che il comando M0 non e' stato inviato alla stampante. Ad ogni modo, ho simulato, sempre da octoprint, un cambio filamento manuale e la cosa ha funzionato, poi ho premuto il tasto Resume da octoprint e la stampa ha ripreso. Diciamo che il risultato finale e' quello che volevo raggiungere..... i passaggi non proprio quelli che mi aspettavo, ma come primo approccio direi che possiamo farcelo andare bene 😄 -
Come stampare a due colori
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
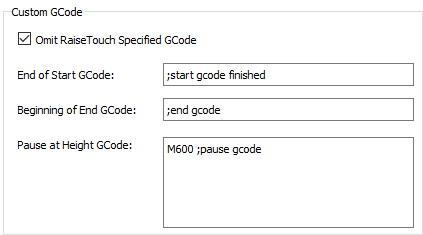
Ahhhh ho capito cosa intendi: Recv: echo:; Filament load/unload lengths: Recv: echo: M603 L360.00 U390.00 Intendi impostareil valore di M603 0, corretto? ad ogni modo, forse ho trovato un workaround piu' easy. In Ideamaker, sotto il profilo della stampante, ho questa opzione: Se voglio fare un cambio filamento, lascio in Pause at Height GCode il valore M600, se voglio inserire un oggetto nella stampa, sostituisco M600 con uno script. Ho scritto questo che dovrebbe fare al caso mio G91 ;Set relative coordinates G1 Z10 ;move Z up 10mm G90 ;set absolute coordinates G1 X5 Y210 F1000 ;move the nozzle to the xy coordinates M400 ;finish moves M0 Click to Resume ;wait knob press to resume the print G91 ;Set relative coordinates G1 Z-10 ;move Z down 10mm G90 ;set absolute coordinates Adesso faccio una stampa di prova e vedo se ci ho azzeccato 😉
-
Come stampare a due colori
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
@Whitedavil Significa che se come comando di pausa nello slicer imposto M600 0, mi fa il parking ma senza unload/load del filamento? -
Come stampare a due colori
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Allora, l'obiettivo non era la qualita' quanto il risultato e devo dire che come inizio sono soddisfatto. La compilazione del firmware sembra corretta e le operazioni di cambio filamento pure. Al livello impostato nello slicer (ideamaker) la stampante ha parcheggiato la testina (non dove volevo e quindi qualcosa da cambiare c'e'), ha cominciato il cambio filamento, aspettato che caricassi il nuovo, fatto lo spurgo e ripreso la stampa 😄 Le operazioni di cambio filamento le ho fatte da display, magari ora provo da Octoprint Quello pero' che ho notato e' che subito dopo la pausa ed il parcking, in automatico la stampante ha cominciato a fare l'unload del filamento. E' possibile disabilitare questa operazione automatica? vorrei aver la possibiltia' di scegliere cosa fare es non cambiare il filamento ma "inserire" un oggetto e riprendere la stampa. Dove dovrei guardare per capire dove disabilitare questo "automatismo" (slicer, firmware,...)? mmmm credo di essermi risposto da solo 😞 se uso M600 per la pausa, in automatico viene eseguito il park dell'estrusore, unload filament, load filament sulla base delle info impostate nel fw.
-
Stampare molti pezzi con Petg
dnasini ha risposto a muffo nella discussione Problemi generici o di qualità di stampa
@muffo in ideamaker c'e' una funzione analoga. Posizioni i pezzi sul piatto e poi gli specifichi che li vuoi stampati uno per volta e gli dai la sequenza. In pratica parte dal primo, lo porta a termine, passa al secondo, lo porta a termine e via via fino all'ultimo. L'unica accortezza e' quella di disporre i pezzi sul piatto con una distanza adeguata ad evitare che il blocco estrusone, nello spostarsi, non urti pezzi precedentemente ultimati. Va da se che anche la sequenza in cui decidi di stamparli e' un fattore importante da tenere in considerazione -
Riscaldamento del piatto lento..
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
@eaman complimenti, tanta robba, proprio bella 😉 -
Maggior filamento sul primo layer, ma poi per toglierlo?!?
dnasini ha risposto a uelfox nella discussione Problemi generici o di qualità di stampa
E prova a tenere la ventola spenta X i primi 2 layer -
Pulire piatto di stampa magnetico ender 3 pro
dnasini ha risposto a DocSal nella discussione Problemi generici o di qualità di stampa
Come ti ha suggerito @eaman, parti dalle basi e rifai i controlli meccanici: verifica il corretto serraggio delle viti di tutti gli assi e del telaio, degli eccentrici delle ruote e che siano correttamente alloggiate nelle guide e la tensione delle cinghie. In effetti, come ti hanno fatto gia' notare, dalle foto il blocco estrusore sembra storto come se l'asse X avesse gioco e non fosse piu' "parallelo" al piatto. -
Pulire piatto di stampa magnetico ender 3 pro
dnasini ha risposto a DocSal nella discussione Problemi generici o di qualità di stampa
@DocSal dalle foto si vede anche che hai le molle stock per il piatto. Spesso risultano molli (troppo facilmente comprimibili) e con i profili superiori ed inferiori arrotondati che le rendono meno stabili. Se il nozzle ti e' "atterrato" sul piatto e nello spostari lo ha fatto vibrare, questo potrebbe aver contribuito ad una scalibrazione. Appena risolto il tuo problema, potrebbe valer la pena di sostituirle con quelle gialle piu' rigide e con i profili superiori ed inferiori piatti. -
Riscaldamento del piatto lento..
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Wow che figata!!!!! Io avevo semplicemente chiesto se era normale che il piatto si scaldasse cosi' lentamente... e guarda che popo di discussione partita per la tangente che ne e' venuta fuori... 😄 Grazie a tutti per le risposte e per avermi regalato un sorriso. 😆 🇮🇹 -
Pulire piatto di stampa magnetico ender 3 pro
dnasini ha risposto a DocSal nella discussione Problemi generici o di qualità di stampa
Il finecorsa e' una microswitch meccanico che scatta quando uno degli assi ci va a sbattere contro ed ha il compito di segnalare al sw quando un asse e' arrivato, appunto, alla fine della sua corsa. Se non hai BLTouch o sensori affini, il finecorsa di Z e' meccanico altrimenti viene gestito via sw. Se il tuo e' meccanico, lo dovresti trovare nella parte sinistra frontale della stampante nella parte bassa del montante dell'asse Z sotto il motore che muove l'asse X. Dovresti trovarlo avvitato sul profilato in alluminio. Una volta livellato il piano e avendo trovato il nuovo Z Offset, devi svitare il finecorsa Z e spostarlo in modo tale che la discesa dell'asse X lo prema in corrispondenza del nuovo Z Offset -
Pulire piatto di stampa magnetico ender 3 pro
dnasini ha risposto a DocSal nella discussione Problemi generici o di qualità di stampa
Quando mi arrivo' la mia prima stampante ero talmente euforico che feci la stampa del cubo di calibrazione senza nemmeno pensare a fare una calibrazione (da rospo neanche pensavo ce ne fosse bisogno... era nuova!!!!!) tutto ando' per il meglio visto che il cubo era piccolo e stampato al centro. Due giorni dopo ho lanciato un'impiattata di piu' pezzi che occupava il 70% del piatto.... ti dico solo che non sono andato oltre il primo layer perche' sul lato destro mi sono trovato, come nel tuo caso, tanto materiale schiacciato sul piano. Nel tentativo di rimuoverlo con spatola, paglietta e quant'altro, il piano magnetico mi ha fatto una leggera piega e quella ha compromesso tutta la calibrazione futura del piano. L'ho dovuto cambiare e nel frattempo stampavo solo oggetti piccoli nella parte sinistra Qui trovi il post Gira il piatto magnetico e controlla di non avere pieghe. Magari non e' un problema di come fai tu la calibrazione ma del supporto compromesso -
Allora, dopo qualche video e qualche prova sono arrivato ad una conclusione: Il fotoresistore posto sotto l'obiettivo, sembra regolare la modalita' Giorno/Notte in automatico. A quanto pare, nel mio caso, e' poco sensibile e quindi, anche quando c'e' poca luce (ma proprio poca) a lui nn gli frega niente di scattare e continua a rimanere in modalita' Giorno. Se io da laido copro il fotoresistore con il dito, lui un secondo dopo scatta attivando la modalita' Notte e tutto si vede. Se tolgo nuovamente il dito, ritorna in modalita' Giorno. La cosa interessante e' che se tengo il dito su questo fotoresistore e si attiva la modalita' Notte, se accendo la luce, gli altri due fotorestori fanno scattare la camera in modalita' Giorno. In conclusione, escludo meccanicamente (nastro isolante) il fotoresistore Giorno/Notte e uso gli altri due. In questo modo sembra funzionare come mi aspetterei. Ora mi scaravento nel letto a dormire e domani faccio le prove del caso