dnasini
-
Numero contenuti
4.236 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Ho finalmente comprato un dryer ma...
dnasini ha risposto a il_cosmo nella discussione Hardware e componenti
Ciao, anche io ho lo stesso essiccatore ma non l'ho mai utilizzato direttamente durante una stampa. Ad ogni modo, ho visto sia su thinghiverse che su altri siti alcune "soluzioni" per utilizzarlo come hai descritto tu e limitare il problema. Tra le varie soluzioni, quella di cui mi ricordo meglio prevede di utilizzare un pezzo di tubo PTFE da applicare al foro di uscita dell'essiccatore per agevolare lo scorrimento del filo. Secondo me, fa anche molto il dove posizioni l'essiccatore in relazione all'ingresso dell'estrusore. La cosa che non mi ha mai convinto molto di questa soluzione sta nel fatto che, a differenza dei supporti che utilizzano cuiscinetti a sfere, con l'essiccatore non hai un supporto che "agevoli" la rotazione della bobina. Lo scorrimento in avanti e' dato dalla trazione dell'estrusore che srotola il filo, mentre durante la retrazione, non hai nessun meccanismo che agevoli la ripresa del filo. Inoltre, anche in trazione, l'estrusore deve lavorare maggiormente per trascinare il filo dovendo vincere, se pur minimamente, l'attrito introdotto dalla superficie riscaldante dell'essiccatore. -
[Risolto] Sensore fine filamento non funziona
dnasini ha risposto a VanVan200 nella discussione Hardware e componenti
Io sono nella tua stessa situazione e sto cercando di configurare e compilare il mio primo firmware. Io ho cominciato da qui, si tratta di due tutorial dove viene spiegato (a mio parere in modo chiaro) quali sw servono e cosa cominciare a configurare per customizzare il proprio fw. La mia scheda arrivera' a giorni con il barcone e conto di cominciare a riguardare questi due video e cominciare le config gia' da questa sera 😉 -
[Risolto] Sensore fine filamento non funziona
dnasini ha risposto a VanVan200 nella discussione Hardware e componenti
La configurazione del firmware (file configuration.h e configuration_adv.h) viene tutta fatta offline su PC, poi i file vengono compilati, e a seconda della tua stampante, il firmware risultante viene caricato nella stampante tramite SD o porta USB. Da console al max recuperi la versione marlin del firmware 🙂 -
Problemi di retrazione
dnasini ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
@VanVan200 oramai l'investimento lo hai fatto, ad ogni modo, seguendo i consigli del forum, io ho cambiato il mio plasticone con questo e devo dire che i miglioramenti si sono fatti vedere da subito. Nel dubbio avevo acquistato anche il modello simile al tuo che per il momento e' piu' che altro un componente di scorta. Ho preferito il primo al secondo anche perche' ho letto alcuni articoli dove, in alcuni casi, si lamentava un'usura eccessiva del supporto in alluminio sottostante alla seconda ruota di trascinamento (quella opposta all'albero del motore). -
@Nicolo99 hai avuto problemi solo con queste stampe o ne hai fatte altre che hanno avuto successo? Se altre hanno avuto successo, cosa e' cambiato tra le prime e queste? a quale velocita' stai stampando?
-
Problemi di retrazione
dnasini ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Perdona la domanda sciocca @VanVan200, dalle immagini della torre di retrazione, sembra tu abbia uno stringing costante a tutti i livelli della torre. Hai impostato correttamente i parametri di retrazione per farli variare ad ogni livello della torre? Per intenderci, io nelle mie torri parto dal livello piu' basso con retrazione 0.5mm e velocita' 50mm/s, mantengo la velocita' costante ed incremento, ad ogni livello, la retrazione di 0.5mm fino ad arrivare all'ultimo livello con retrazione pari a 5mm. Trovato il valore di retrazione migliore, puoi rifare la torre mantenendo costante il valore di retrazione trovato e variando ad ogni livello la velocita' cosi' da trovare il mix di parametri migliore per la tua stampante su quel materiale -
PLA e piatto in vetro
dnasini ha risposto a arringhio nella discussione Problemi generici o di qualità di stampa
Non so stampando senza enclusure, ma con l'enclosure io ho gia' squagliato un fan duct ed un sostegno per la mia cable chain entrambi stampati in PLA..... 😞 Non sto neanche a dirtelo, ma li ho ristampati in ABS 😄 PS. ho seguito le dritte di @Killrob x quanto riguarda sia Brim e velocita' che per il piatto PEI e vado alla grande 🙂 -
PLA e piatto in vetro
dnasini ha risposto a arringhio nella discussione Problemi generici o di qualità di stampa
Ciao non e' necessario ma vivamente consigliato. ABS non tollera bene i cambiamenti di temperatura o correnti d'aria quindi la posizione vicino alla finestra non e' il massimo. Io ho cominciato a stampare ABS una settimana fa, ho una CR20 PRO (che e' una Ender 3 ma gia' assemblata) e non ho avuto grossi problemi. Premetto che la mia stampante e' in un'enclosure chiuso realizzato con i tavolini LACK Ikea. Ho la stampante dietro la scrivania a meno di 2m e gli odori non li sento affatto (tranne quando apro gli sportelli). Visto le temperature che devi impostare sul piatto (io stampo con bed a 100C) utilizza un piatto diverso da quello magnetico flessibile altrimenti lo distruggi (io ho preso un piatto in TwoTrees con rivestimento PEI consigliato sul forum) -
Ciao, hai per caso lavorato su nozzle, hotend o cartuccia riscaldante? hai provato a verificare che il termistore sia correttamente alloggiato nella cartuccia?
-
Si, in effetti mi ci perdo via che e' una bellezza 😄 Ultimamente, complice un po' la vecchiaia ed il trip che mi e' preso x la stampa 3D, ci sto dedicando poco tempo e finanze, ma appena si assestano un po' le acque ci ritorno 😉
-
Asse X che non (sempre) rimane in posizione
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Rieccomi per dovere di cronaca. Ho fatto la modifica al pezzo con annesso lavoro di cesello (giu' di Dremel) Detto fatto, ho effettuato il montaggio e relativo serraggio Ora la barra trapezia sta dove la posiziono e per poterla spostare devo o ruotarla oppure, se e' nella parte alta del sua estensione, fare pressione sull'asse X. Ora sto effettuando una stampa per vedere se tutto va come ci si aspetta. I testi statici (cioe' quelli fatti a mano a macchina spenta) sembrano dare esito positivo, non avverto cigolii o resistenze dovute ad eventuali attriti o disallineamenti. Il test iniziale della stampa con BL Touch non ha prodotto rumori inussuali 🙂 PS. Ho riallineato anche la barra che, dal mio posto di febbraio, mi ero visto costretto a "disallineare" per mitigare almeno in parte il fenomeno
-
Asse X che non (sempre) rimane in posizione
dnasini ha risposto a dnasini nella discussione Hardware e componenti
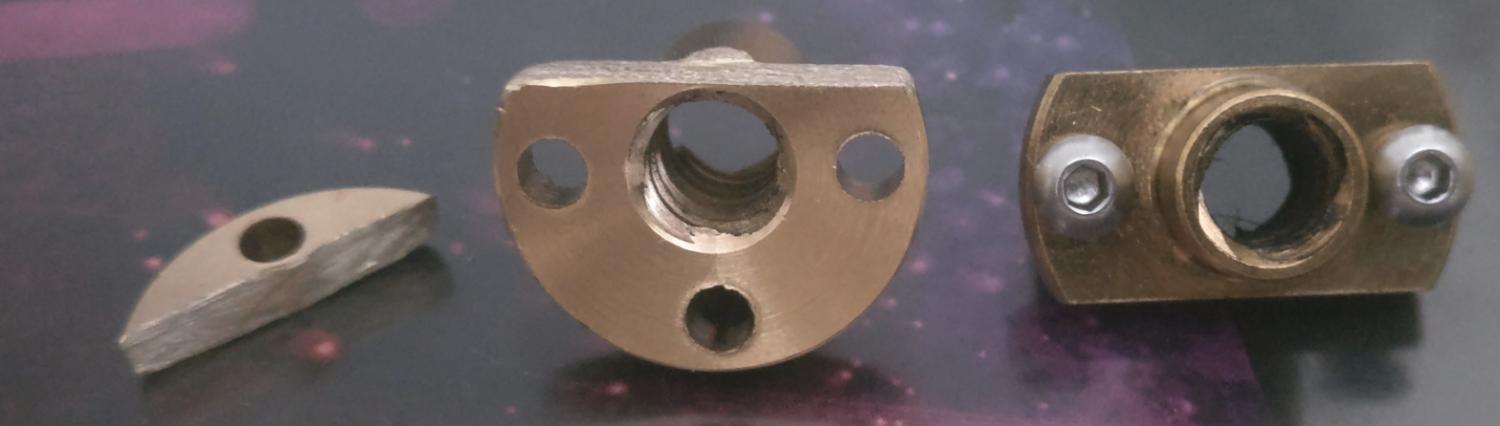
Aggiornamento dal fronte. La chiocciola anti-backslash sembra funzionare. L'ho sostituita a quella stock ed in effetti aggiunge quell'attrito necessario a fare in modo che l'asse X rimanga dove lo posiziono a meno di agire sulla barra trapezia o sul motore. Ora devo sagomarla un attimo perche' risulta piu' larga di quella originale e urta il motore dell'estrusore non permettendomi di montarlo. Vado di Dremel, sagomo il tutto e faccio una prova di stampa con il cubo XYZ per vedere se arriva a buon fine -
Gestione fumi abs
dnasini ha risposto a muffo nella discussione Problemi generici o di qualità di stampa
Grazie @Salvogi per la segnalazione, sono anche io interessato a capire se potrebbe essere utile anche x ABS -
Gestione fumi abs
dnasini ha risposto a muffo nella discussione Problemi generici o di qualità di stampa
Ho cominciato da pochissimo a stampare ABS quindi mi limito a condividere l'esperienza oggettiva di una giornata intera di stampe di prova. Io ho la stampante situata alle spalle della mia scrivania a poco piu' di 1,5m di distanza. E' in un cabinet realizzato con 2 tavolini Lack Ikea e chiuso ai lati da pannelli di plexiglass. I pannelli lasciano uno spazio sopra e sotto di poco meno di 0,5cm su ogni lato e il mio studio e proprio piccolo. Io mi accorgo degli odori prodotti dalla stampa solo quando vado davanti agli sportelli della stampante per controllare. Una volta finita la stampa, sportelli e finestra aperta e non avverto piu' gli odori 😉 -
@muffo in effetti qualche giorno fa stavo giochicchiando con il file configuration.h di Marlin giusto per farmi un'idea sul come e' fatto. Ho visto che verso la fine c'e' la possibilita' di definire dei profili per il pre-riscaldamento hotend per i materiali. Se proprio proprio, quando compilero' il mio firmware ne creo uno 🙂 Ad ogni modo, da quando ho aperto la discussione, sono passato al caricamento/scaricamento dei filamenti via gcode come suggerito da diversi utenti. Con questa modalita', i profili pre impostati sono quasi inutili 😄
-
Asse X che non (sempre) rimane in posizione
dnasini ha risposto a dnasini nella discussione Hardware e componenti
@Truck64.... leggendo il tuo post sembra che la cura sia peggio del male.... 😕 La soluzione attualmente in campo e' funzionale ma non piace neanche a me x i motivi da te descritti. Un kit per il secondo asse, anche se mi stuzzica, non credo che esista x la mia CR20 Pro anche se, forse, e' adattabile quello della ender 3 avendo le stesse componenti. Una soluzione Quick-and-dirty potrebbe essere la chiocciola anti-backslash nella speranza che sia minima-spesa-massima-resa. Io nel dubbio la ordino, appena ho un attimo allineo correttamente la chiocciola e aggiungo l'anti-backslash e vediamo come si comporta -
Mah, x Octoprint ho gia' investito gli euri x un raspberry e devo dire che sono piu' che soddisfatto. Lo tengo comunque in considerazione visto che il mio attuale mediacenter minix mi sta dando poche soddisfazioni e magari lo sostituisco con il raspberry che ho 😄
-
Asse X che non (sempre) rimane in posizione
dnasini ha risposto a dnasini nella discussione Hardware e componenti
@Killrob non ho verificato perche', nella mia ignoranza in materia, visto che tra motore e barra trapezia c'e' un giunto, ho dato per scontato che si muovessero in modo solidale. Domani sera rientro e verifico che ruotano entrambi o meno. Ma se dovesse essersi allentato il lato del giunto verso la barra trapezia, mi aspetterei una perdita di passi su Z, cosa che non ho riscontrato avendo stampato un paio di settimane fa un cubo 20x20 con tolleranze molto contenute su tutti e tre gli assi. @Truck64 si ho una cartesiana (CR20 Pro). La "soluzione", se ho ben capito, sarebbe sostituire la barra trapeziodale con una a passo piu' corto, corretto? Cosi' facendo, immagino io debba poi modificare gli step/mm di Z.... Mesi fa avevo postato un problema analogo ma molto piu' evidente perche' dovuto alla guida in ottone che non era stata correttamente fissata al sostegno che muove l'asse X lungo Z Ieri ho ricontrollato sia i serraggi che la posizione della guida e sembra essere tutto a posto. In quella occasione non c'era verso di tenere l'asse X fermo in qualsiasi posizione. Dopo la "regolazione" (foto in basso alla discussione) le cose erano notevolmente migliorate. -
Asse X che non (sempre) rimane in posizione
dnasini ha pubblicato una discussione in Hardware e componenti
Ciao a tutti, ho la stampante da oramai quasi tre mesi e quasi da subito ho riscontrato questo comportamento dell'asse X. Fino a che l'asse X e' posizionato nella "meta' bassa" della massima escursione di Z (dalla meta' in bassa per intenderci), a motori spenti, l'asse X praticamente non si muove verso il basso a meno di sollecitazioni esterne (forti vibrazioni o movimenti manuali). Quando, invece, supera la meta' dell'escursione di Z, basta poco per far si che l'asse X scenda da solo per effetto della forza di gravita'.... E' normale questo comportamento? Cercando in giro, ho visto queste viti che forse potrebbero fare al caso mio, ma non ho trovato da nessuna parte la loro applicazione. Qualcuno di voi le utilizza o almeno sa se potrebbero aiutarmi a risolvere il problema? Grazie -
@eaman grazie x la conferma. Ho appena ordinato la scheda Ultra Silent TMC2208 su ali che arrivera' a babbo morto. Se guardo il bicchiere mezzo pieno.... ho almeno un po di tempo per imparare a configurare e compilare il firmware 😄
-
mmmm ci ho cavato poco nulla se non un profilo su reddit postato da un utente, ma a questa stregua, non sapendo se la fonte e' affidabile, tanto vale che me lo "configuri" di mio partendo dall'esempio Marlin. Ho letto che e' possibile fare l'upload del file .hex sia da Cura che da altri software (mi sembra Xloader o qualcosa del genere). E' possibile farlo con la scheda non installata nella stampante? Intendo dire, se tiro fuori la scheda dalla scatola e la collego via USB al PC, l'alimentazione della USB e' sufficiente per caricare il firmware o devo alimentarla dall'alimentatore della stampante?
-
Consigli per cominciare a stampare ABS
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
@Killrob ho seguito un po' le tue direttive e ho fatto un paio di stampe. X il brim hai ragione tu, mettendolo e stampando leeeeemtamente il pezzo rimane attacco senza prob (al momento ho fatto hollow cubes e torre delle temperature). Ho voluto fare il figo senza brim ma ho dovuto interrompere la stampa (ovviamente staccatasi) dopo pochi layer..... Al momento ho individuato questi valori che dovro' testare meglio nelle prossime stampe Hothend 255C Bed 100C brim 8mm/s First layer 10mm/s stampa 40/50mm/s Dimenticavo.... 0% ventola -
display ender 3
dnasini ha risposto a tropi77 nella discussione Problemi generici o di qualità di stampa
Se comperi la scheda specificando che e' per ender 3 (es dal sito creality) dovrebbe essere precaricato, nel caso lo scarichi dal sito di creality e lo installi da Cura che dovrebbe essere disponibile anche x mac -
display ender 3
dnasini ha risposto a tropi77 nella discussione Problemi generici o di qualità di stampa
se parli della ventola che raffredda l'hotend, nn vedo come possa influire sul display il suo non funzionamento. I cablaggi del monitor sono al loro posto? -
display ender 3
dnasini ha risposto a tropi77 nella discussione Problemi generici o di qualità di stampa
Ciao @tropi77, hai per caso la microSD inserita? non chiedermi come ma potrebbe essere li il problema, guarda questa discussione, sembra analogo al tuo caso