dnasini
-
Numero contenuti
4.233 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-
Da un primo test, questo codice funziona, fa quello che ci si aspetta 🙂 testando in modo empirico, il mio valore di EXTRUDE_MAXLENGTH e' 200, quindi il valore massimo inseribile e' 199 Ora riscrivo entrambi gli script per adattarli alla mia config Grazie
-
Thx @Truck64, svelato l'arcano, ora come posso capire qual'e' il valore max impostato nel mio firmware? Ad oggi io non ho messo mai mano al firmware (e in tutta onesta' la cosa un po' mi spaventa) e non saprei neanche da dove cominciare, e' un parametro che posso verificare/impostare dal display della stampante? Nel caso peggiore, se, ipotizzando, il mio valore max fosse 100 e volessi estrudere 400, inserendo 4 righe consegutive con G1 E100 otterrei lo stesso risultato di un'unica riga G1 E400? Mi rendo conto che la domanda e' un po' da nabbo, e mi vergongo solo ad averla posta, ad ogni modo ora sto cercando una soluzione pratica per fare alcune prove e vorrei modificare il meno possibile di cio' che e' stock Grazie
-
Mi sono collegato in console con Pronterface. Se imposto la riga di retrazione da riga di comando o premendo il tasto Reverse dal pannello di controllo del programmacon il valore E-400, ricevo questo messaggio too long extrusion prevented Significa che c'e' qualche tipo di "protezione" attiva a livello di firmware? se cosi' fosse, chi utilizza script per caricare e scaricare il filamento, che accorgimenti utilizza?
-
Ciao, ho trovato questi due script in gcode per caricare e scaricare il filamento Scaricare G21 ;Let the printer know you are following this point with metric values G90 ;Let the printer know you are using absolute positioning M109 S200.000 ;Heat hotend to 200C for PLA 'S245.000' for ABS G92 E0 ;Reset the position of the extruder G1 E10 F100 ; Extrude a short distance before unloading to avoid blob forming G1 E-400 F2000 ;Retract 400 mm of filament at 2000 mm/minute speed, change 700 to the lenght of your bowdentube + 100 mm. G92 E0 ;Reset the position of the extruder Caricare G21 ;Let the printer know you are following this point with metric values G90 ;Let the printer know you are using absolute positioning M109 S200.000 ;Heat hotend to 200C for PLA 'S245.000' for ABS G92 E0 ;Reset the position of the extruder G1 E380 F2000 ;Feed 300 mm of filament at 2000 mm/minute speed, change 600 to the lenght of your bowdentube. G92 E0 ;Reset the position of the extruder Come primo test, ho provato il gcode per scaricare il filamento. Tutto funziona correttamente fino alla riga G1 E10 F100 che viene eseguita correttamente, poi sembra non accadere nulla, la riga in rosso G1 E-400 F2000 sembra non sortire alcun effetto e sul display viene visualizzato il tempo totale di esecuzione come accade per le stampe terminate. La sintassi sembra corretta visto che aprendo un gcode generato dallo slicer la retraction e' appunto un G1 E-xxx. Avete qualche idea/suggerimento?
-
😞 mannaggia, nn lo avevo trovato e mi sono comperato il mini, adesso vedo se riesco ad annullare e prender questo
-
Si lo so grazie, infatti nel kit Creality ne e' fornita una. Ma non credo che il problema sia li quanto nel fatto che l'astina trovi una qualche "resistenza" quando viene rilasciata. Non saprei cosa visto che nn utilizzo lacca e la stampante e' all'interno di un cabinet. Vero anche che prima di aver ultimato in cabinet la coprivo con un telo di stoffa per evitare che i gatti mi rosicchiassero le componenti e magari proprio il telo nn era immacolato....
-
Lo so... infatti la mancanza del rapporto di riduzione un po' mi ha frenato ma in effetti, sara' cmq meglio della soluzione stock. Inoltre, guardando alcuni tutoria su come montare il bmg clone, sembrerebbe che le dimensioni impediscano il montaggio nella stessa posizione dell'estrusore originale. La soluzione e' un supporto per montarlo lateralmente. Visto che sto valutando di stampare la cable chain orizzontale per i cavi che arrivano all'hotend, dovrei ridesgnarmi anche tutti i supporti 😞
-
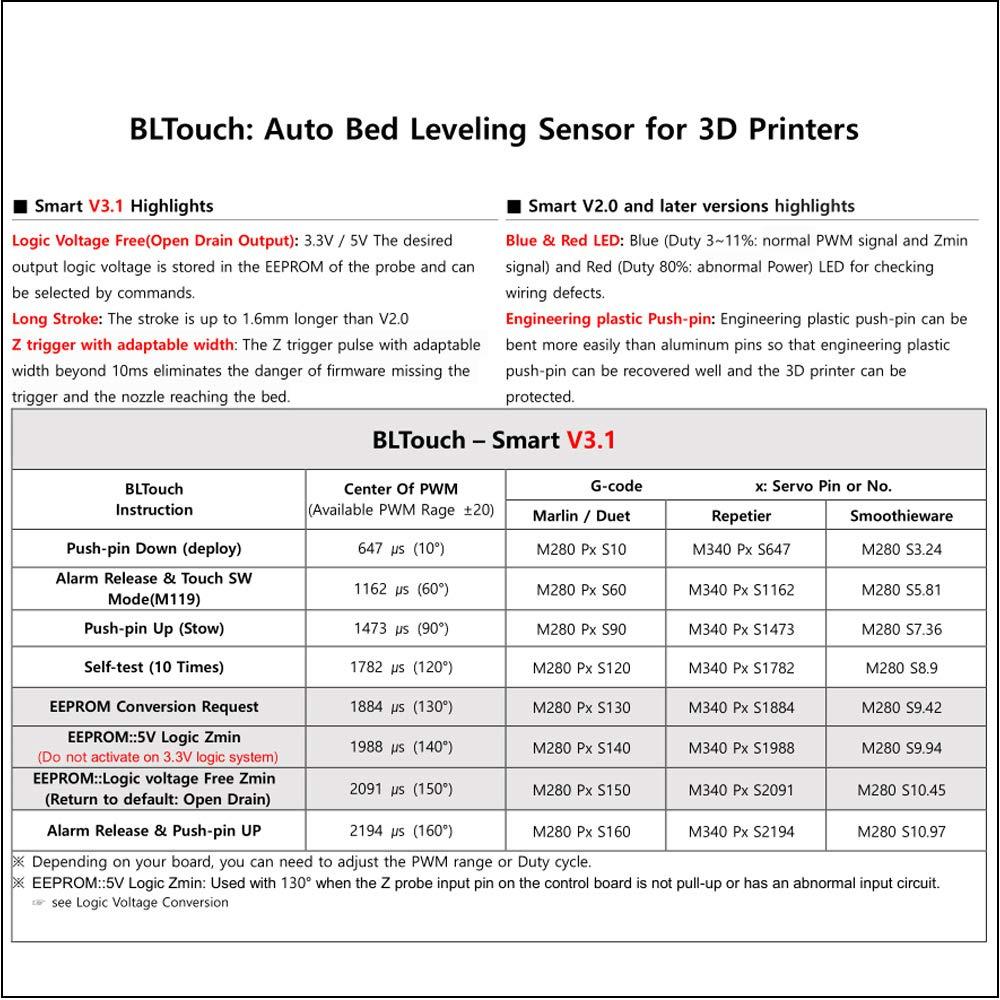
Allora, dopo la spruzzata di aria compressa nell'alloggiamento dell'asticella le cose sono nettamente migliorate. Da ieri sera che ho fatto il test menzionato prima nel post, ho eseguito 3 stampe e su tutte solo su una il BLTouch ha avuto qualche esitazione presto rientrata. Posso quindi affermare che la questione e' quasi risolta nel senso che mi manca da provare solo lo smontaggio e pulizia del sensore. Nel frattempo, x non sapere ne' leggere e ne' scrivere, ho ordinato un BLTouch di ricambio.
-
Raga, mi avete convinto.... nel dubbio li ho comperati tutti e due su aliexpress (con anche coppia di ruote godronate di scorta). Provero' il mini BMG per primo e nel caso tengo l'altro come "ricambio". Per il carico/scarico dei filamenti, secondo voi ha senso scriversi un gcode ad hoc per queste operazioni? Al momento non ho la possibilita' di tenere collegato il PC alla stampante e andare manualmente a farlo da pannello ho provato ma mi sembra poco pratico. Update: Script trovati: https://www.bondtech.se/2018/05/03/load-unload-script/
-
Bhe... come diceva sempre il mio nonno... "nella vita si deve sempre cambiare qualche cosa..." e quindi arrivera' anche x me il momento di utilizzare un altro metodo per inserire e sfilare il filamento 🙂 grazie della dritta 😉
-
@Killrob ecco, ora che mi hai trovato anche la soluzione che mi evita di invertire la rotazione del motore non so quale scegliere tra i due 😞 Ammetto la mia ingnoranza, ma soluzione del Mini BMG mi sembra la migliore. In entrambi i casi devo cmq rinunciare alla "rotella" che ho aggiunto sulla rotella dell'estrusore per caricare e ritrarre manualmente il filamento. Voi come effettuate questa operazione con questa modifica?
-
@eaman Hai centrato il punto, al momento non ho fretta ma nn voglio trovarmi nella situazione di dover fermare il tutto per la rottura della leva. Anche io stavo valutando questa strada principalmente per la "semplicita'" nella sostituzione. Ad ogni modo, ho visto diversi video in cui si accenna ad un "problema" meccanico su questa soluzione. Essendo la seconda ruota godronata a diretto contatta con la base metallica della leva, nel giro di breve comincia a mangiare il metallo producendo residui e attrito. Il consiglio trovato e' quello di limare la base della ruota per poi alloggiare una rondella in plastica tra ruota e base oltre al mantenerlo lubrificato. Hai avuto anche tu questo problema? @eaman sono per caso queste che cerchi? https://it.aliexpress.com/item/32907327548.html?spm=a2g0o.productlist.0.0.64a222ffRJkAWR&algo_pvid=1c6966bb-1f60-49bf-974f-b1a675cd34a0&algo_expid=1c6966bb-1f60-49bf-974f-b1a675cd34a0-7&btsid=0b0a555f16204677558566479e068b&ws_ab_test=searchweb0_0,searchweb201602_,searchweb201603_
-
Giusto per andare un po' piu' sul concreto, facendo una ricerca ignorante ignorante ho trovato queste due soluzioni 1a Opzione https://www.amazon.it/Estrusore-azionamento-TUZUK-aggiornamento-estrusore/dp/B07WGGR8CL/ref=sr_1_7?__mk_it_IT=ÅMÅŽÕÑ&crid=3HL8JRFGJ1X0N&dchild=1&keywords=dual+drive+extruder&qid=1620458097&sprefix=dual+drive%2Caps%2C164&sr=8-7 2a Opzione https://www.amazon.it/Redrex-Extruder-Performance-Upgrading-Geeetech/dp/B07Q5RNRR6/ref=sr_1_5?__mk_it_IT=ÅMÅŽÕÑ&crid=3HL8JRFGJ1X0N&dchild=1&keywords=dual+drive+extruder&qid=1620458097&sprefix=dual+drive%2Caps%2C164&sr=8-5 Al di la' delle marche/modello, quello che mi e' parso di capire che che l'opzione 1 e' una mera sostituzione meccanica di quello che ho stock che aggiunge due ruote godronate. L'opzione 2, oltre ad aggiungere le due ruote, ha proprio un cambio di filosofia nello spingere il filamento e mi sembra essere anche la soluzione piu' furba. L'unica "controindicazione" che mi pare di aver intuito e' che con questa seconda dovrei invertire il senso di rotazione del motore di estrusione, riconfgurando il fw o ricablando il connettore, ho capito bene?
-
Grazie per i feedback, io ho una CR-20, i due upgrade sopra citati andrebbero bene anche per la mia o devo avere qualche accorgomento? nel frattempo vedo didocumentarmi un po'
-
Ciao, ho letto alcuni articoli e visto diversi video su youtube su come sostituire il meccanismo di estrusione stock in plasticaa con uno in alluminio. In tutte queste guide, pero', non ho ancora trovato il motivo per farlo. Oltre ad essere piu' stiloso il meccanismo, se ne trae un beneficio in termini di funzionali o di qualita' di stampa oppure e' fine a se stesso? Va da se che la mia domanda si riferisce ad una sostituzione di un pezzo stock funzionante, nel caso di rotture del pezzo esistente, dovendolo sostituire, anche io lo farei con uno in alluminio... e' piu' stiloso 😄
-
Facendo qualche ulteriore ricerca, ho scoperto che la mia Motherbord e' a 8bit il che coferma che il kit sopra citato dovrebbe andar bene. Inoltre ho trovato questo video che documenta, anche se su hw diverso, il mio stesso problema: quando il sensore non va in errore (lampeggio rosso intenso) mi e' capitato che l'astina uscisse ma rientrasse solo parzialmente, dando quindi una falsa lettura: L'autore del video ha risolto smontando il BLTouch e pulendo la cavita' all'interno. In effetti, se con una bomboletta ad aria compressa "ripulisco" il foro di uscita, il problema sembra scomparire per un po'. Ho trovato, inoltre, questo documento che riporta i comandi gcode per fare il test del BLTouch se mi collego via cavo USB e lancio il comando M280 Px S120, il sensore porta a termine il test per 10 volte senza batter ciglio. Ho quindi l'impressione che non sia un problema hw del sensore.... Se questo weekend trovo il coraggio, magari provo a smontarlo e vedo che succede.....

-

Qualità di stampa buona ma...
dnasini ha risposto a Ste22 nella discussione Problemi generici o di qualità di stampa
spiegato in due parole, attivando i layer adattivi, sulla base dei parametri impostati (io ho usato quelli di default x il momento) lo slicer adatta l'altezza del layer a seconda della parte da stampare. Se l'oggetto richiede una maggior precisione, lo slicer abbasera' l'altezza layer, se invece si tratta di parti lineari la alzera'. Il range minimo e massimo di variazione e' espresso in percentuale rispetto all'altezza layer impostata (nel mio caso 0.2mm) -
Qualità di stampa buona ma...
dnasini ha risposto a Ste22 nella discussione Problemi generici o di qualità di stampa
Ciao, anche io utilizzo ideamaker e ho notato miglioramenti attivando i layers adattivi. Io ho utilizzato i valori di default applicati a livello di filamento come override del template cosi' da utilizzarli solo per alcuni filamenti ma non per tutti (vedi il manuale online x attivare la funzione). Sotto il tab Estrusione, io ho configurato Altezza estrusione a 0.45 (immagino il tuo nozze sia 0.4) e magari, come gia' suggerito, lavorerei sulla ritrazione. Se non ho letto male la tua e' configurata a 4.3, prova con un 5 a vedere se migliora. Per i supporti, anche a me hanno dato problemi di distacco all'inizio. Io ho "risolto" rendendo le pareti degli stessi piu' sottili e meno strati come primo e ultimo layer. Adesso si staccano facilmente, anche se qualche residuo qualche volta lo lasciano -
AmazonBasic PLA grigio con artefatti [Risolto]
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
In effetti mi sono espresso male... il *tic* *tic* lo sento ora, dopo l'asciugatura. Temo di aver tenuto la temperatura del forno troppo alta da far "incollare" il filamento -
AmazonBasic PLA grigio con artefatti [Risolto]
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Allora..... dopo l'infornata di 4 ore a circa 55-60 gradi, devo dire che la prima stampa e' venuta bene (con ancora qualche piccolo difetto) ma molto piu' resistente della precente. Non si notano artefatti quindi possi affermare che, con buona probabilita', la causa principale e' dovuta all'umidita'. Da questa esperienza ho imparato due lezioni: 1) quali problemi possono dare filamenti umidi 2) la prossima volta tengo la temperatura piu' bassa..... durante la stampa sentivo ogni due per tre *tic* *tic* prodotto dal filamento che era come fosse attaccato agni strati adiacenti 😕 Grazie @MayTs per le dritte -
AmazonBasic PLA grigio con artefatti [Risolto]
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
appena infilato in forno ventilato tra gli sguardi attoniti della moglie.... 😉 -
AmazonBasic PLA grigio con artefatti [Risolto]
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Grazie per la dritta. Purtroppo per me i resi sono mooooolto complessi. Vivo in Svizzera e fare un reso da qui e' una legnata, oltretutto, per 20 euro che l'ho pagato, anche solo rientrare per fare il reso non mi vale la pena. Provo con il forno per vedere se lo recupero.... al max .. ci frusto il gatto 😄 -
AmazonBasic PLA grigio con artefatti [Risolto]
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Temo che sia la composizione del filamento perche' poi stampo altri oggetti con stesso profilo di slicer ed escono piuttosto bene (anche se migliorabili) e senza artefatti evidenti
-
AmazonBasic PLA grigio con artefatti [Risolto]
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ciao, se cambio filamento non ho problemi, ho provato sia con Geeetech che con EasyPrint e non rilevo nessun artefatto o difetto nelle stampe. Volevo provare AmazonBasic almeno per creare i prototipi, dove non mi serve un prodotto finito "bello" da vedere quanto funzionale ma qui ce ne approfittiamo. Nell'ultima stampa, ad di la' degli artefatti che mi danno fastidio ma alla fine stampo prototipi, mi ruga che, appena toccato, uno dei due sostegni mi sia rimasto in mano 😞 L'umidita' potrebbe essere la causa? il prodotto e' arrivato in una pellicola sigillata leggera, non sottovuoto. Se fosse quello, non avendo un essiccatore, dovrei passarla nel forno? per quanto tempo e a che temperatura? Grazie -
AmazonBasic PLA grigio con artefatti [Risolto]
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
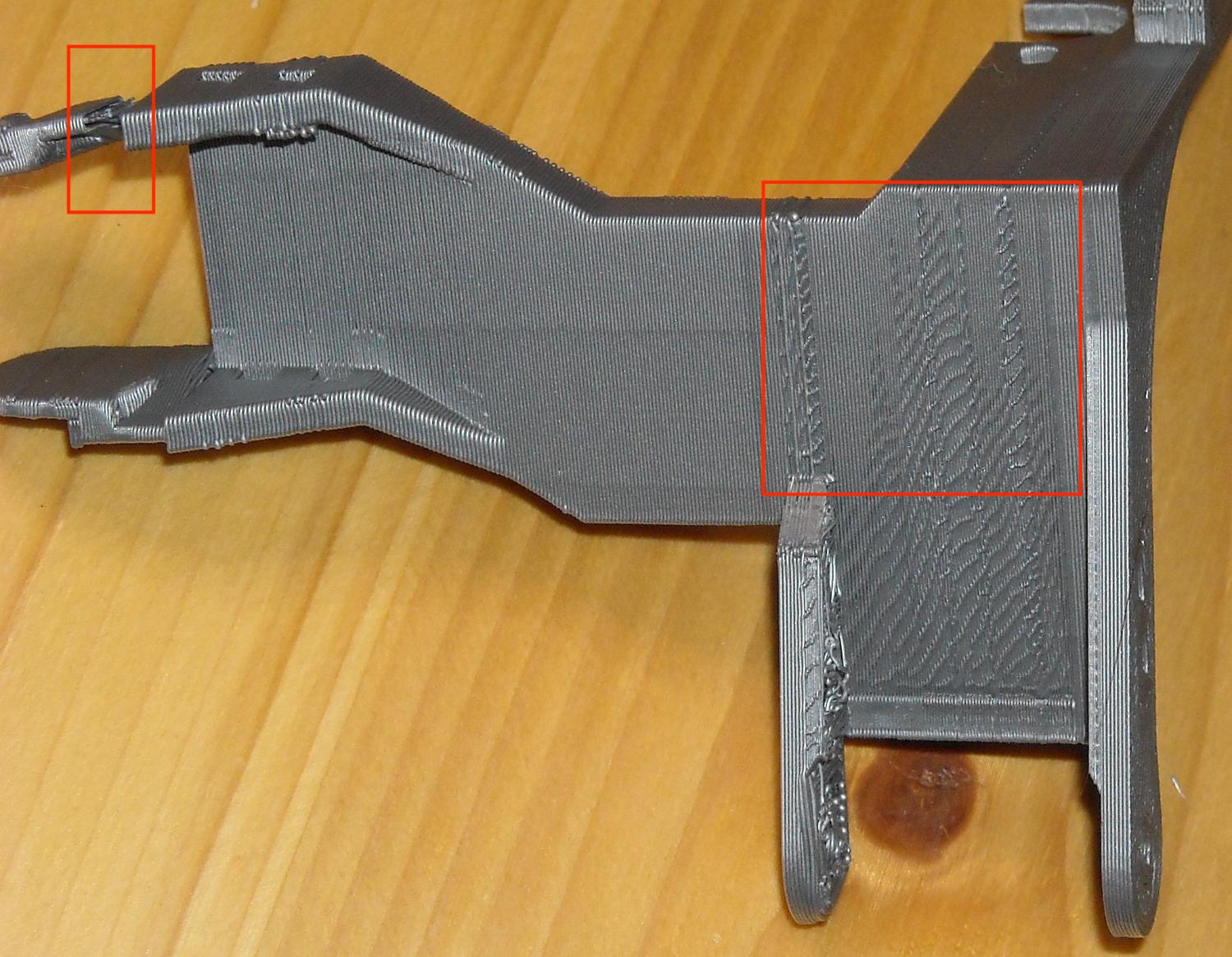
Ho Stampato un altro modello con risultati finali ancora diversi..... in un punto il modello si e' rotto non appena l'ho toccato, mentre nella parte bassa, senza alcun apparente motivo, appaiono degli artefatti ancora diversi... sembra come se il filamento abbia "consistenze" diverse oppure sia difettato, puo' essere possibile un comportamento del genere?