dnasini
-
Numero contenuti
4.223 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-
@Killrob ecco, ora che mi hai trovato anche la soluzione che mi evita di invertire la rotazione del motore non so quale scegliere tra i due 😞 Ammetto la mia ingnoranza, ma soluzione del Mini BMG mi sembra la migliore. In entrambi i casi devo cmq rinunciare alla "rotella" che ho aggiunto sulla rotella dell'estrusore per caricare e ritrarre manualmente il filamento. Voi come effettuate questa operazione con questa modifica?
-
@eaman Hai centrato il punto, al momento non ho fretta ma nn voglio trovarmi nella situazione di dover fermare il tutto per la rottura della leva. Anche io stavo valutando questa strada principalmente per la "semplicita'" nella sostituzione. Ad ogni modo, ho visto diversi video in cui si accenna ad un "problema" meccanico su questa soluzione. Essendo la seconda ruota godronata a diretto contatta con la base metallica della leva, nel giro di breve comincia a mangiare il metallo producendo residui e attrito. Il consiglio trovato e' quello di limare la base della ruota per poi alloggiare una rondella in plastica tra ruota e base oltre al mantenerlo lubrificato. Hai avuto anche tu questo problema? @eaman sono per caso queste che cerchi? https://it.aliexpress.com/item/32907327548.html?spm=a2g0o.productlist.0.0.64a222ffRJkAWR&algo_pvid=1c6966bb-1f60-49bf-974f-b1a675cd34a0&algo_expid=1c6966bb-1f60-49bf-974f-b1a675cd34a0-7&btsid=0b0a555f16204677558566479e068b&ws_ab_test=searchweb0_0,searchweb201602_,searchweb201603_
-
Giusto per andare un po' piu' sul concreto, facendo una ricerca ignorante ignorante ho trovato queste due soluzioni 1a Opzione https://www.amazon.it/Estrusore-azionamento-TUZUK-aggiornamento-estrusore/dp/B07WGGR8CL/ref=sr_1_7?__mk_it_IT=ÅMÅŽÕÑ&crid=3HL8JRFGJ1X0N&dchild=1&keywords=dual+drive+extruder&qid=1620458097&sprefix=dual+drive%2Caps%2C164&sr=8-7 2a Opzione https://www.amazon.it/Redrex-Extruder-Performance-Upgrading-Geeetech/dp/B07Q5RNRR6/ref=sr_1_5?__mk_it_IT=ÅMÅŽÕÑ&crid=3HL8JRFGJ1X0N&dchild=1&keywords=dual+drive+extruder&qid=1620458097&sprefix=dual+drive%2Caps%2C164&sr=8-5 Al di la' delle marche/modello, quello che mi e' parso di capire che che l'opzione 1 e' una mera sostituzione meccanica di quello che ho stock che aggiunge due ruote godronate. L'opzione 2, oltre ad aggiungere le due ruote, ha proprio un cambio di filosofia nello spingere il filamento e mi sembra essere anche la soluzione piu' furba. L'unica "controindicazione" che mi pare di aver intuito e' che con questa seconda dovrei invertire il senso di rotazione del motore di estrusione, riconfgurando il fw o ricablando il connettore, ho capito bene?
-
Grazie per i feedback, io ho una CR-20, i due upgrade sopra citati andrebbero bene anche per la mia o devo avere qualche accorgomento? nel frattempo vedo didocumentarmi un po'
-
Ciao, ho letto alcuni articoli e visto diversi video su youtube su come sostituire il meccanismo di estrusione stock in plasticaa con uno in alluminio. In tutte queste guide, pero', non ho ancora trovato il motivo per farlo. Oltre ad essere piu' stiloso il meccanismo, se ne trae un beneficio in termini di funzionali o di qualita' di stampa oppure e' fine a se stesso? Va da se che la mia domanda si riferisce ad una sostituzione di un pezzo stock funzionante, nel caso di rotture del pezzo esistente, dovendolo sostituire, anche io lo farei con uno in alluminio... e' piu' stiloso 😄
-
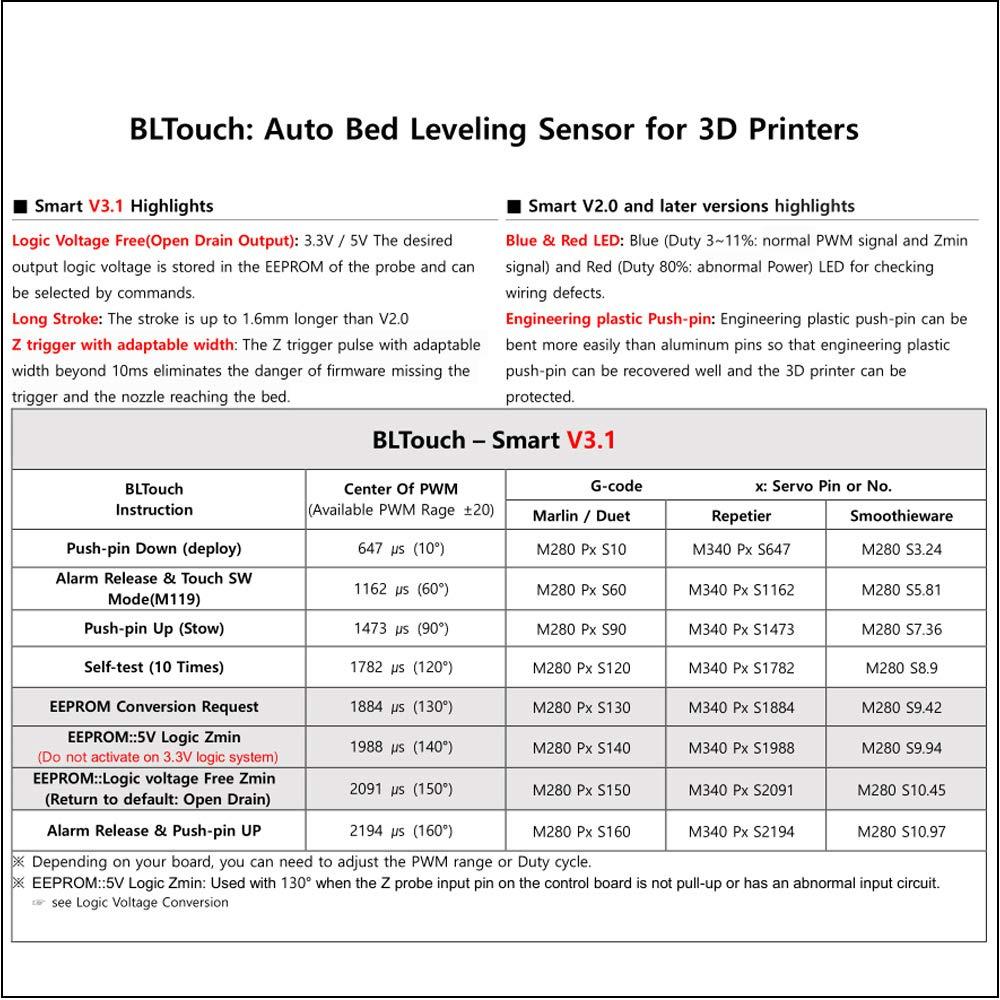
Facendo qualche ulteriore ricerca, ho scoperto che la mia Motherbord e' a 8bit il che coferma che il kit sopra citato dovrebbe andar bene. Inoltre ho trovato questo video che documenta, anche se su hw diverso, il mio stesso problema: quando il sensore non va in errore (lampeggio rosso intenso) mi e' capitato che l'astina uscisse ma rientrasse solo parzialmente, dando quindi una falsa lettura: L'autore del video ha risolto smontando il BLTouch e pulendo la cavita' all'interno. In effetti, se con una bomboletta ad aria compressa "ripulisco" il foro di uscita, il problema sembra scomparire per un po'. Ho trovato, inoltre, questo documento che riporta i comandi gcode per fare il test del BLTouch se mi collego via cavo USB e lancio il comando M280 Px S120, il sensore porta a termine il test per 10 volte senza batter ciglio. Ho quindi l'impressione che non sia un problema hw del sensore.... Se questo weekend trovo il coraggio, magari provo a smontarlo e vedo che succede.....

-

Qualità di stampa buona ma...
dnasini ha risposto a Ste22 nella discussione Problemi generici o di qualità di stampa
spiegato in due parole, attivando i layer adattivi, sulla base dei parametri impostati (io ho usato quelli di default x il momento) lo slicer adatta l'altezza del layer a seconda della parte da stampare. Se l'oggetto richiede una maggior precisione, lo slicer abbasera' l'altezza layer, se invece si tratta di parti lineari la alzera'. Il range minimo e massimo di variazione e' espresso in percentuale rispetto all'altezza layer impostata (nel mio caso 0.2mm) -
Qualità di stampa buona ma...
dnasini ha risposto a Ste22 nella discussione Problemi generici o di qualità di stampa
Ciao, anche io utilizzo ideamaker e ho notato miglioramenti attivando i layers adattivi. Io ho utilizzato i valori di default applicati a livello di filamento come override del template cosi' da utilizzarli solo per alcuni filamenti ma non per tutti (vedi il manuale online x attivare la funzione). Sotto il tab Estrusione, io ho configurato Altezza estrusione a 0.45 (immagino il tuo nozze sia 0.4) e magari, come gia' suggerito, lavorerei sulla ritrazione. Se non ho letto male la tua e' configurata a 4.3, prova con un 5 a vedere se migliora. Per i supporti, anche a me hanno dato problemi di distacco all'inizio. Io ho "risolto" rendendo le pareti degli stessi piu' sottili e meno strati come primo e ultimo layer. Adesso si staccano facilmente, anche se qualche residuo qualche volta lo lasciano -
AmazonBasic PLA grigio con artefatti [Risolto]
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
In effetti mi sono espresso male... il *tic* *tic* lo sento ora, dopo l'asciugatura. Temo di aver tenuto la temperatura del forno troppo alta da far "incollare" il filamento -
AmazonBasic PLA grigio con artefatti [Risolto]
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Allora..... dopo l'infornata di 4 ore a circa 55-60 gradi, devo dire che la prima stampa e' venuta bene (con ancora qualche piccolo difetto) ma molto piu' resistente della precente. Non si notano artefatti quindi possi affermare che, con buona probabilita', la causa principale e' dovuta all'umidita'. Da questa esperienza ho imparato due lezioni: 1) quali problemi possono dare filamenti umidi 2) la prossima volta tengo la temperatura piu' bassa..... durante la stampa sentivo ogni due per tre *tic* *tic* prodotto dal filamento che era come fosse attaccato agni strati adiacenti 😕 Grazie @MayTs per le dritte -
AmazonBasic PLA grigio con artefatti [Risolto]
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
appena infilato in forno ventilato tra gli sguardi attoniti della moglie.... 😉 -
AmazonBasic PLA grigio con artefatti [Risolto]
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Grazie per la dritta. Purtroppo per me i resi sono mooooolto complessi. Vivo in Svizzera e fare un reso da qui e' una legnata, oltretutto, per 20 euro che l'ho pagato, anche solo rientrare per fare il reso non mi vale la pena. Provo con il forno per vedere se lo recupero.... al max .. ci frusto il gatto 😄 -
AmazonBasic PLA grigio con artefatti [Risolto]
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Temo che sia la composizione del filamento perche' poi stampo altri oggetti con stesso profilo di slicer ed escono piuttosto bene (anche se migliorabili) e senza artefatti evidenti
-
AmazonBasic PLA grigio con artefatti [Risolto]
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ciao, se cambio filamento non ho problemi, ho provato sia con Geeetech che con EasyPrint e non rilevo nessun artefatto o difetto nelle stampe. Volevo provare AmazonBasic almeno per creare i prototipi, dove non mi serve un prodotto finito "bello" da vedere quanto funzionale ma qui ce ne approfittiamo. Nell'ultima stampa, ad di la' degli artefatti che mi danno fastidio ma alla fine stampo prototipi, mi ruga che, appena toccato, uno dei due sostegni mi sia rimasto in mano 😞 L'umidita' potrebbe essere la causa? il prodotto e' arrivato in una pellicola sigillata leggera, non sottovuoto. Se fosse quello, non avendo un essiccatore, dovrei passarla nel forno? per quanto tempo e a che temperatura? Grazie -
AmazonBasic PLA grigio con artefatti [Risolto]
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ho Stampato un altro modello con risultati finali ancora diversi..... in un punto il modello si e' rotto non appena l'ho toccato, mentre nella parte bassa, senza alcun apparente motivo, appaiono degli artefatti ancora diversi... sembra come se il filamento abbia "consistenze" diverse oppure sia difettato, puo' essere possibile un comportamento del genere?
-
Stavo curiosando appunto sul sito creality ma esistono almeno 3 kit differenti ed in tutta sincerita' non saprei quale prendere. Innanzi tutto, la scheda della CR-20 e' 8 o 32 bit? Questo, leggendo la documentazione creality, dovrebbe andar bene per la mia stampate https://www.amazon.it/Creality-Sensori-livellamento-automatico-Stampante/dp/B0877122DK/ref=sr_1_2_sspa?__mk_it_IT=ÅMÅŽÕÑ&dchild=1&keywords=creality+bl+touch&qid=1620060683&sr=8-2-spons&psc=1&spLa=ZW5jcnlwdGVkUXVhbGlmaWVyPUExQVpPQ1dNVUMxRjJEJmVuY3J5cHRlZElkPUEwMTM1MzgyM1Q0MDNPQzBWS1hSJmVuY3J5cHRlZEFkSWQ9QTA0NzEyMzAxQjdGWldISU9TUzk2JndpZGdldE5hbWU9c3BfYXRmJmFjdGlvbj1jbGlja1JlZGlyZWN0JmRvTm90TG9nQ2xpY2s9dHJ1ZQ== sono 55 euri che vanno e passa la paura.......
-
Ciao a tutti e' qualche girono che il BLTouch della mia stampante mi fa gli scherzetti. Normalmente, quando lancio una stampa, la stampante fa homing degli assi, "attiva" il sensore del BLTouch (per intenderci fa uscire l'asticella), fa scendere l'asse Z fino a toccare il piatto (con l'asticella), ripete l'operazione muovendo l'asse Z piu' lentamente e da li comincia la stampa vera e propria. Da qualche giorno mi capita (non di frequente), che il BLTouch lampeggi rosso, non faccia uscire l'asticella, ritenti l'attivazione senza successo e cominci la stampa indipendentemente dall'altezza dell'asse Z. Il workaround che ho trovato e': appena mi rendo conto che il BLTouch ha fallito, fermo la stampa, manualmente faccio uscire l'asticella, questa rientra automaticamente, rilancio la stampa e questa volta tutto funziona..... Se succede una volta ogni quaresima, me lo posso far andar bene, ma oggi, ad esempio, ho dovuto ripetere questa procedura per ben 3 volte prima di farlo funzionare. Qualcuno ha idea delle cause? e' il caso che ordini un sensore nuovo che nn si sa mai? e se si, quale posso acquistare? cercando su amazon o su aliexpress ne ho trovati una caterva ma nn saprei quale scegliere. Non voglio andare al massimo risparmio ma scegliere il prodotto giusto Grazie
-
AmazonBasic PLA grigio con artefatti [Risolto]
dnasini ha pubblicato una discussione in Problemi generici o di qualità di stampa
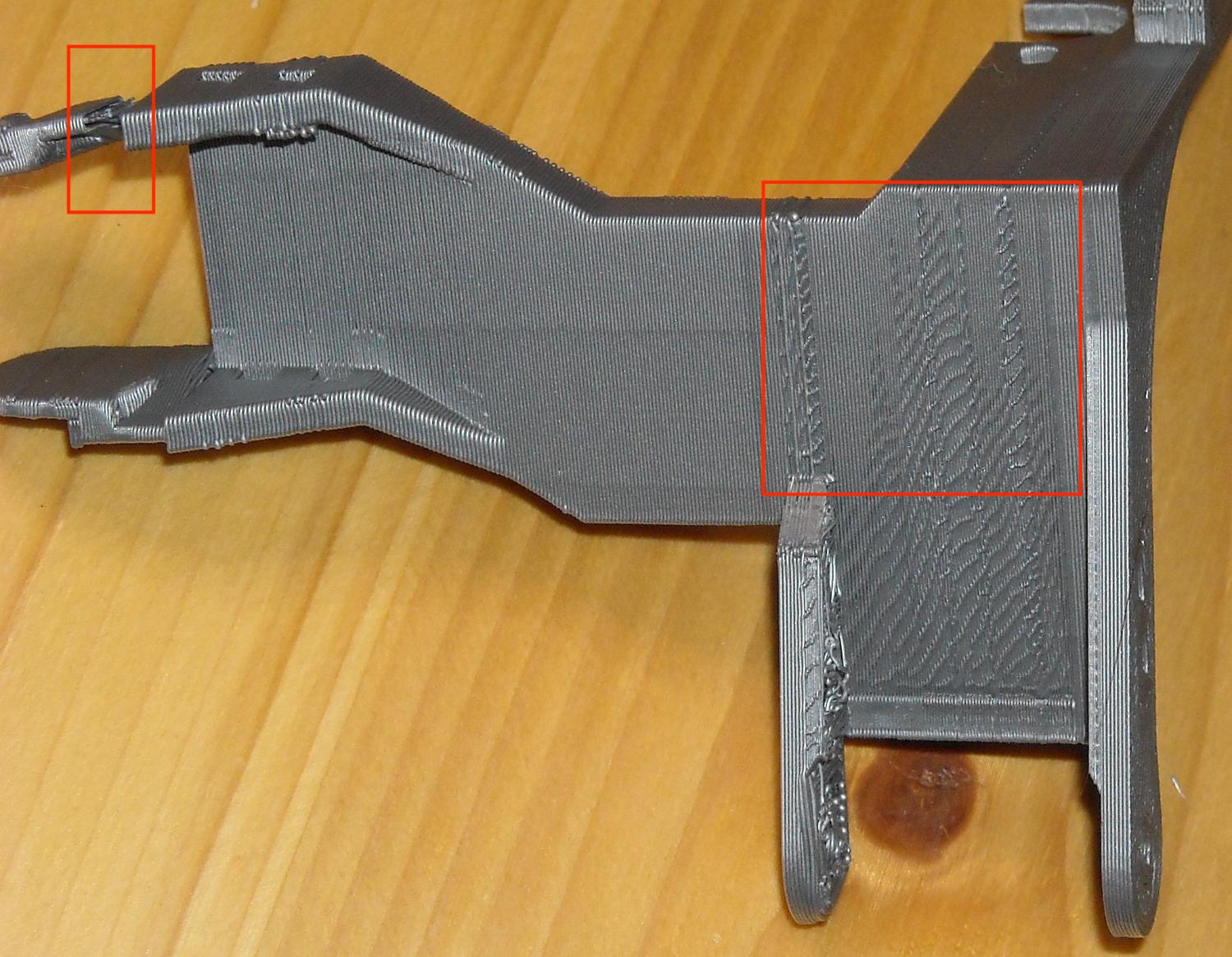
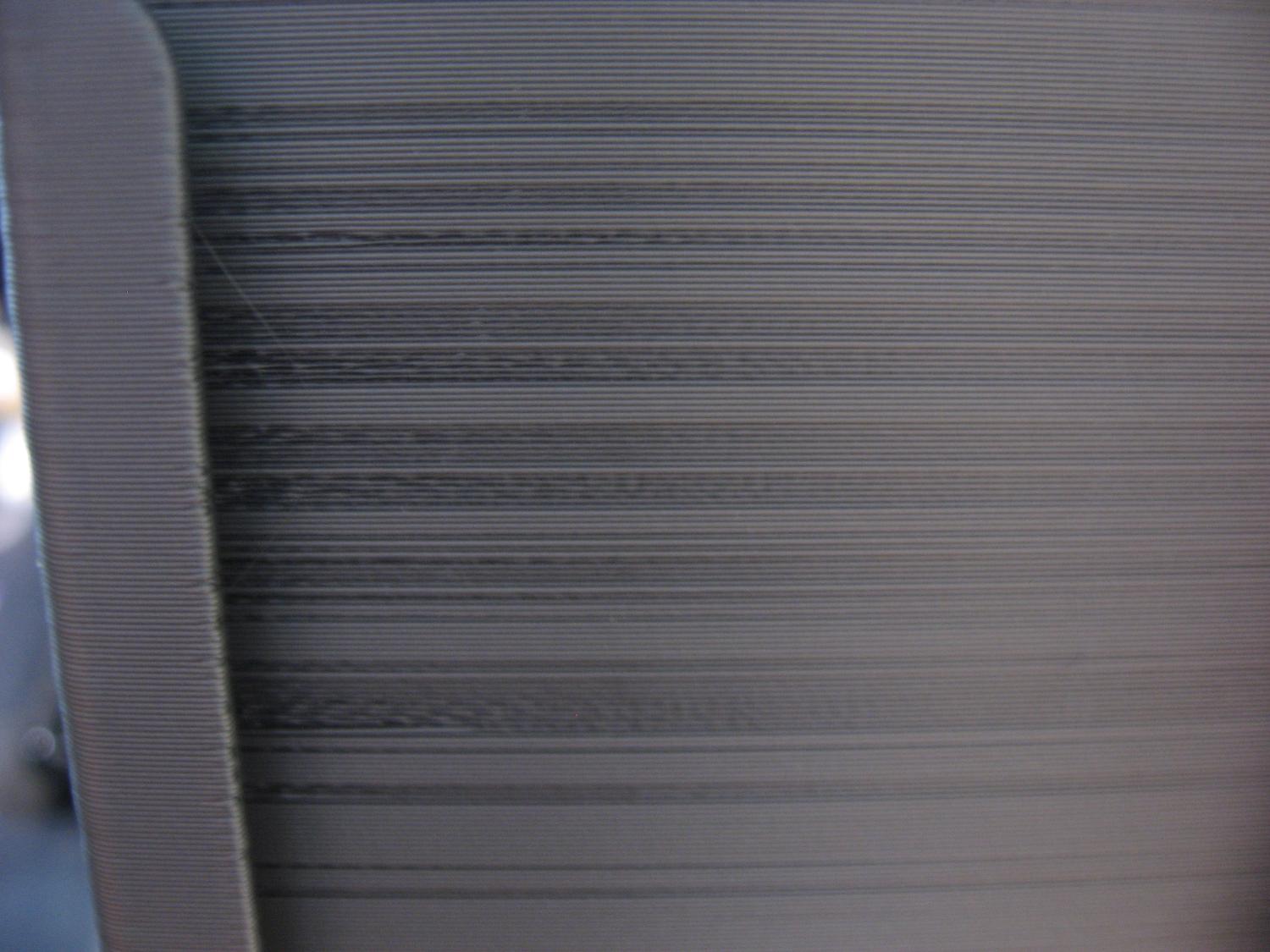
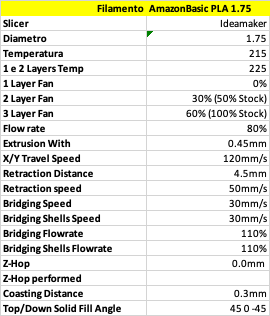
Ciao, sull'onda di diversi commenti positivi in relazione al PLA di AmazonBasic, mi sono fono fatto trascinare anche io ed ho acquistato una bobina. Devo dire che la prima impressione non e' stata delle migliori. Primo layer che mi si staccava, poca uniformita' di estrusione, diversi artefatti sulle pareti verticali. Ho tenuto botta e ho terminato tutte le calibrazioni per il nuovo filamento e alla fine ho effettuato la prima vera stampa con la 3DBenchy. Il risultato e' stato piu' che soddisfacente, cosi' mi sono lasciato alle spalle le remori iniziali e sono partito con la prima stampa ottenendo un risultato poco edificante Sembra che per alcuni strati, si presentino delle sotto estrusioni di materiale, ma questo accade solo su due dei 4 lati e sempre nello stesso punto Avete idea di come poterci mettere una pezza? Qui di seguito i parametri principale configurati per il filamento (i valori della ventola sono relativi alla 5015 che sostituisce la stock da 4010) Grazie
-
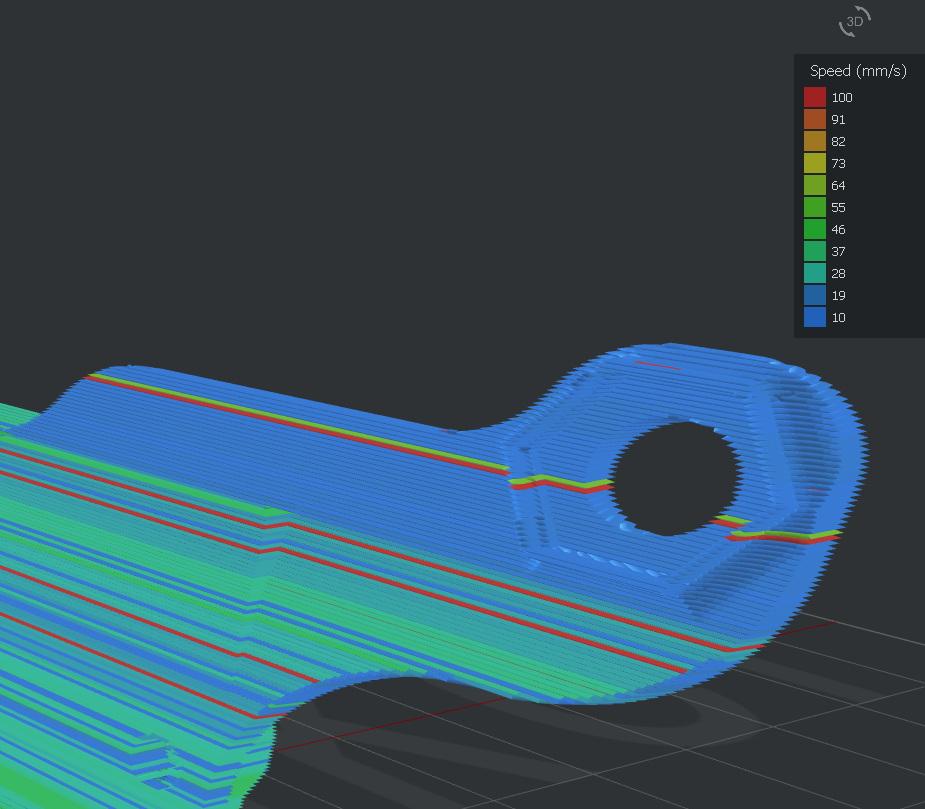
Ciao @Truck64 credo proprio tu abbia ragione. In ideamaker non ho trovato nello specifico qualche cosa come quello che mi ha condiviso, ad ogni modo, rifacendo lo slicing, ho notato che le zone dove il numero di giri della ventola aumentavano, era in corrispondenza di layer stampati ad una velocita' piu' elevata (dal verde al rosso). Ecco svelato l'arcano 😄 Grazie
-
Grazie @Killrob x la conferma, immaginavo anche io fosse cosi'. Ad ogni modo, sto verificando anche in questo momento, nn mi e' chiaro sulla base di cosa lo slicer dovrebbe alzare la ventola all'80% dovendo tracciare delle righe orizzontali senza parti a sbalzo
-
Ciao, dopo le ultime modifiche al convogliatore dell'aria del filamento e la sostituzione della ventola stock 4010 con una 5015, credo di aver trovato la mia dimensione in termini di resa di stampa. Appena sostituita la ventola, a parita' di settaggi dello slicer (ideamaker) e' stato subito evidente come la nuova ventola pompasse una maggior quantita' d'aria con conseguente aumento del rumore prodotto. Per questo motivo ho cambiato la percentuale relativa alla velocita' della ventola passando da un 100% stock ad un 60%. Per la precisione, come mi avete consigliato in un altro post, ho settato Layer 1 0% (era 0%) Layer 2 30% (era 50%) Layer 3 60% (era 100%) Devo dire che questi settaggi portano ad una resa piu' che accettabile della stampa finale. In aggiunta a questi, ho abilita' Bridging e Overhang detection con relativa ventola che passa al 100%. Con questa configurazione mi sarei aspettato di vedere a display il valore relativo alla ventola al 60% dal terzo layer in poi, con un passaggio al 100% in caso di overhang e bridging. Questo e' vero per gran parte delle stampa anche se noto ogni tanto la ventola al 70%, 80% o anche al 100% anche in assenza di bridging o overhang. Per questo motivo vi chiedo, sulla base di cosa ho questa variazione nella velocita' della ventola quando in realta' non me lo dovrei aspettare? Puo' essere dovuto allo slicer che "interpreta" alcuni punti critici e quindi varia nel gcode la ventola o e' la stampante che di sua sponta adegua la velocita' sulla base di qualche sensore? Grazie
-
PLA stampabile a non meno di 215 gradi... possibile?
dnasini ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
mmmmm devo preoccuparmi? Non stampo da tanto tempo ma le mie temperature di stampa sono piu' basse.. i Filamenti Geeetech li sto stampando a 195 mentre gli Easyprint a 200...... Devo dire che non posso lamentarmi della qualita' delle mie stampe, non dico che non siano migliorabili ma non mi sembrano malaccio 🙂 -
CR-20: Problemino con il bridging [Risolto]
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Vi avevo lasciati con il risultato soddisfacente del mio ultimo bridging realizzato con un duct customizzato circolare e la sua ventolina 4010 stock. Non pago, mi sono messo a cercare alternative alla ventola stock arrivando ad acquistare una 5010. Dopo aver disegnato e realizzato un convogliatore che mi permettesse di utilizzare la 5010 su un attacco da 4010, ho rifatto esperimenti con risultati buoni, nel senso che il bridging non dava problemi di nessun genere se veniva realizzato in senso longitudinale anche per grandi distanze. Qualche problemino lo avevo ancora quando lo slicer generava bridging trasversale ma essendo poca cosa me lo facevo andare bene o correggevo impostando l'angolo di bridging. Allora mi sono detto, riproviamo a rifare lo Stress Bridging Test di inizio post ma nulla da fare, esperimento fallito: Allora ho cercato ancora un po' e, anche se un po' scettico, mi sono deciso a provare questo nuovo duct che monta nativamente una 5010 Rifacendo lo Stress Bridging Test questo e' il risultato ottenuto 😄 In effetti con la ventola 5010 genero un flusso d'aria decisamente maggiore rispetto a quello della 4010 a discapito della silenziosita'. Per mitigare il tutto ho quindi impostato la velocita' di rotazione al 60% per i layer non "impegnativi", mentre per gli overhang sotto i 30gradi ed i bridging ho impostato lo slicer per utilizzare la ventola al 100%. Al momento sono ancora in Beta test sia per il duct (magari apporto alcune modifiche agli ugelli) che x i settaggi della ventola, ad ogni modo mi ritengo soddisfatto dei miei nuovi risultati
-
Ciao @MayTs, io utilizzo il preriscaldamento ad esempio per il cambio filamento nel caso in cui accendo la stampante e voglio cambiare la bobina utilizzata nell'ultima stampa con un'altra. Alla fine immagino siano solo dei profili preimpostati nel firmware e la scritta "PLA" o "ABS" sia solo x distinguerli.... Tornando al PLA+, la resistenza di cui hai accennato e' meccanica o anche alle temperature? Grazie
-
Ciao, come gia' scritto in un altro post, sono piuttosto sicuro che la meccanica (e le caratteristiche) della mia CR 20 Pro coincidano con quelle della Ender 3. Detto questo, ho letto diversi articoli di stampatori che con Ender 3 stampano anche materiali come PETG. Leggendo la documentazioni della mia stampante e verificando sul menu' della stessa, si menzionano solo PLA e ABS come materiali stampabili (e per i quali esiste un preriscaldamento configurato nel menu). Quindi mi domando: posso stampare anche PETG? se si, quali accorgimenti devo avere per farlo e quale impostazione di preriscaldamento devo utilizzare (PLA o ABS)? Inoltre, ho visto che in giro che ci sono anche bobine di PLA +. Che differenze ci sono con il PLA tradizionale? Grazie