dnasini
-
Numero contenuti
4.193 -
Iscritto
-
Ultima visita
-
Giorni Vinti
141
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
Diciamo che il modello preso da te presuppone che tu abbia una ebb E di conseguenza abbia configurato il canbus. L'alternativa e il modello Eddy via usb in entrambi i casi, cmq, nn lo puoi usare come endstop di Z X il motivo che hai segnalato. Ad ogni modo, a questo video a partire dal minuto 23 circa, parlano del montaggio e del problema delle temp X usarlo come Z stop. Il tipo un workaround lo ha trovato ma dalla spiega a me e sembrato un po' troppo uno sbatti quindi X il momento aspetto di capire se risolvono. Il linea di principio con la versione canbus che uscirà la cosa si potra' fare nativamente -
Colonne in silicone invece che le molle
dnasini ha risposto a Prontolino nella discussione Hardware e componenti
la risposta corretta e' : dipende..... Ti parlo della mia esperienza, quindi prendi quello che ti sto scrivendo come tale e non come una recensione/consiglio 🙂 Se hai un piatto piuttosto stabile che nn richiede molte regolazioni, possono essere una valida alternativa in quanto sono molto piu' rigide e stabili (superficie di contatto maggiore) a scapito di una minor tolleranza alle compressioni (ergo, se il nozzle ti atterra sul piatto, il piatto rimane dov'e' e non ha gioco). Io le avevo montate sulla CR20 e mi ero trovato bene, poi sono tornato alle molle perche' mi piaceva l'idea della maggior flessibilita' nelle regolazioni e compensazioni in caso di crash Se hai un piatto che richiede regolazioni anche minime ma costanti, non credo sia la soluzione migliore. Sulla Ender 5 Plus dove il piatto si muove in verticale, la forza di gravita' mi modifica la taratura costantemente, quindi li le molle sono la soluzione migliore in quanto devo avere la liberta di poterle stringere o allentare alla bisogna. In realta', tendenzialmente mi si stara su un solo lato, quindi potrei mettere i cilindri in silicone su un lato e le molle sull'altro. Ad ogni modo sono fissato con la simmetria e dormirei male la notte ad avere una soluzione del genere 😕 ....mi tengo le molle 😄 -
Prima stampa! Una benchy un po'... meh.
dnasini ha risposto a calcioscacchi nella discussione Problemi generici o di qualità di stampa
In linea di principio va bene visto che l maggior parte di parametri sono uguali o molto simili. Quello che cambia sensibilmente e' appunto la temperatura. Per darti un'idea, io PLA lo stampo inrono ai 200C mentre PLA+ a 215C (PLA+ Sunlu). Determinare la temperatura e' relativamente semplice, ti e' sufficiente stampare una temptower all'interno del range fornito dal costruttore e verificare poi quale temperatura ha la resa estetica e strutturale migliore. Tra le altre cose, lo slicer di bambulab dovrebbe gia' avere al suo interno il modello per la temp tower a cui specificare solo il range di temperature -
Prima stampa! Una benchy un po'... meh.
dnasini ha risposto a calcioscacchi nella discussione Problemi generici o di qualità di stampa
se hai usato un profilo pre definito (Generic PLA) bisogna capire che parametri sono impostati e tra questi anche la temperatura. Tieni presente che PLA e PLA+ sono due filamente diversi anche se contengono la stessa radice del nome. In line adi principio, il PLA+ ha temperature di estrusione piu' alte rispetto al tradizionale PLA e di conseguenza anche altri parametri come flusso e retrazione. I profili predefiniti, se non riferiti all'effettivo prodotto per cui sono stati creati, sono piu' che altro un riferimento da usare come base per calibrare il filamento -
Prima stampa! Una benchy un po'... meh.
dnasini ha risposto a calcioscacchi nella discussione Problemi generici o di qualità di stampa
a che temperatura stampi? due dei difetti riportati sembrano relativi agli overhang, potrebbe dipendere da una "scarsa" ventilazione del materiale durante la stampa o da una temperatura eccessiva che rende il materiale troppo molle -
Display freezzato
dnasini ha risposto a Demo nella discussione Problemi generici o di qualità di stampa
....e se stampi da SD, nel dubbio, proverei a farlo usandone un'altra...... nn sia mai che si sia danneggiata l'original e ti mandi in palla la stampante -
Hai guardato la bambulab A1 mini? Forse la trovi ancora in offerta
-
Migliorare il riscaldamento del piatto
dnasini ha risposto a dnasini nella discussione Hardware e componenti
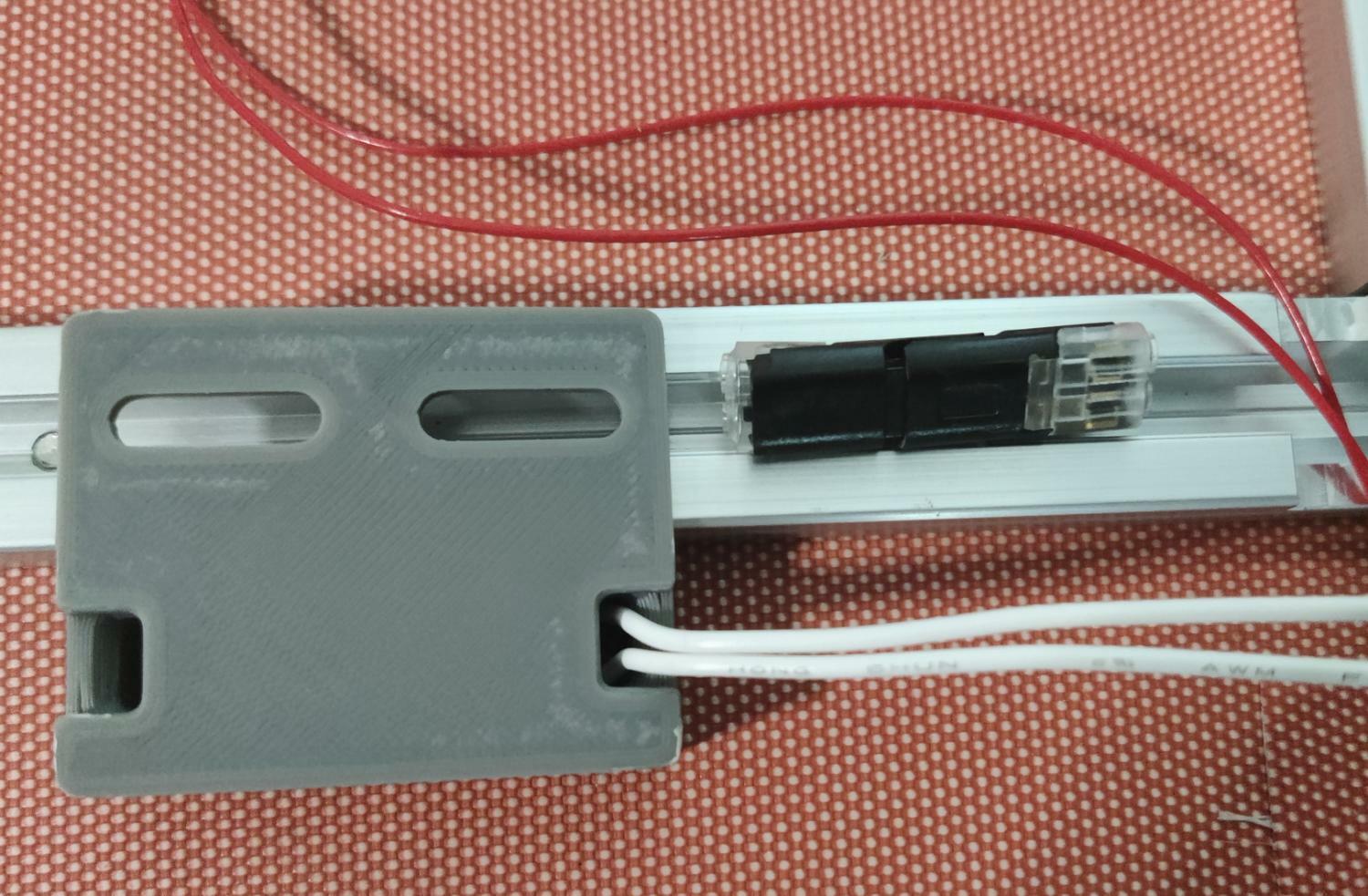
In tutta onestà anche a me quella parte del progetto nn ha mai convinto fino in fondo. Ora sto infatti pensando di eliminare quel connettore in favore di una coppia di questi che mi danno un po' più sicurezza. Sto disegnando un supporto per ancorarli al profilo in alluminio sotto il piatto -
zampa di elefante o distacco dal piatto?
dnasini ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
La risposta alle tue domande, nell'ordine in cui le hai fatte, e' Si e 2.56 Il punto e' che le mie, come quelle di chiunque altro, sono ininfluenti per risolvere il tuo problema. Mi spiego meglio: il problema della zampa di elefante e' tendenzialmente un prima layer troppo schiacciato che fa si che il materiale estruso, non avendo spazio in altezza, di deposita in larghezza. Questo effetto e' solitamente dovuto ad uno Z-Offset calibrato non correttamente. Ora, puo' capitare che, per motivi di aderenza, tu voglia avere un primo layer piu' schiacciato, quindi per evitare la zampa di elefante, alcuni slicer (Es OrcaSlicer) ti permettono di limitare il piede di elefante impostando un valore di compensazione. Se questo non e' il tuo caso, quello che faccio io e' di calibrare lo Z-Offset (io utilizzo uno spessimetro e non il foglio di carta), faccio una stampa di prova solo con pochi layer e se mi accorgo che mi si presenta la zampa di elefante, manualmente alzo il nozzle (quindi reimposto lo Z-Offset) di 0.05mm alla volta, fino a che non ottengo un primo layer che mi soddisfa Perche' lo Z-Offset impostato da qualcun altro non ti serve a nulla? Semplicemente perche' le meccaniche delle nostre macchine sono tutte differenti tra loro come anche i Fw configurati (es io uso Klipper e tu Marlin) e quindi un mio settaggio non e' detto che nn provochi un disastro sulla tua configurazione 🙂 -
Migliorare il riscaldamento del piatto
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Ieri ho rimontato anche i supporti in alluminio posti sotto il piatto e i buchi fatti si sono rivelati perfetti 😄 Ora, vista la mia "fissa" per la modularita' nei progetti che realizzo, stavo valutando dove installare il fusibile termico. Nei pochi tutorial trovati che lo installano, spesso vengono incollati con resine termiche o nastro Kapton sotto lo strato isolante. Questo pero' diventa un problema nel caso in cui salti e si debba sostituire, perche' bisogna smontare letteralmente lo strato isolante, tagliare e rigiuntare i cavi per il nuovo fusibile e rimontare tutto. Per evitarmi sto sbatti ho disegnato e stampato in ABS questo L'idea e' di alloggiare il fubile al suo interno il e farlo sbordare di qualde decimo di millimetro dal fondo dell'alloggiamento Appoggiare il fusibile sul pad in silicone ed ancorare il supporto al telaio in alluminio del piatto garantendo cosi' il contatto del fusibile al pad in modo stabile i fili del fusibile verrebbero poi collegati ad un connettore di questo tipo per andare in serie al cavo di alimentazione del piatto. Queste le caratteristiche del connettore che risultano abbondanemente nei parametri del mio progetto * Tensione nominale: <300V (piatto alimentato a 220V) * Amplificatore nominale: <10A (pad da 1000W 220V quindi corrente max di 5A) * Area trasversale minima: 0.34-0.75 mm² * Tipo di cavo lavorabile: filo solido/filo di perline 22-18 # AWG * Rame ad alta precisione (Cu) * Temperatura di lavoro normale: -20 - + 80 ℃ * Livello di resistenza alla fiamma: UL94v-0 Questa soluzione mi permetterebbe una sostituzione veloce del fusibile, senza dover smontare la copertura isolante ne dissaldare cavi 🙂
-
Questa e' un'alternativa anche se, a mio avviso, lo sbattimento per l'adattamento non vale il risultato. Premesso che se lo si vuole fare come puro divertimento o per , come me, trafficare un po', e' un progetto interessante. Se l'obiettivo e' risparmiare qualche soldo, per me nn ne vale la pena. Qualche anno fa aveva senso visto che gli essiccatori per filamento erano pochi e costavano tanto: si parlava di 80/100e vs 35/40e. Ora la scelta e' molto piu' ampia e un essiccatore per filamenti costa sui 50/60e (con le promo anche meno) Se proprio sei in regime di emergenza, secondo me e' piu' efficace un forno ventilato
-
Prima stampante a resina
dnasini ha risposto a Lorenz_Keel nella discussione La mia prima stampante 3D
Oltre alla resina, il FEP e' il consumabile piu' consumabile nella stampa. Se cominci a notare artefatti o difetti nel modello finale, quello e' un segnale che sarebbe da sostituire. Come puoi immaginare, una pellicola opaca fa passare meno luce, questo non e' un problema per le parti "piene", cominci ad esserlo per i dettagli o i bordi che non risultano piu' ben definiti. Risultato e' che potresti avere pareti non precise o poco uniformi. -
compilare configuration.h e adv
dnasini ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
a memoria dovrebbero essere i due centrali da invertire per avere : 1324. Ad ogni modo, verifica sul datasheet dei motori per capire come sono cablati gli avvolgimenti -
Migliorare il riscaldamento del piatto
dnasini ha risposto a dnasini nella discussione Hardware e componenti
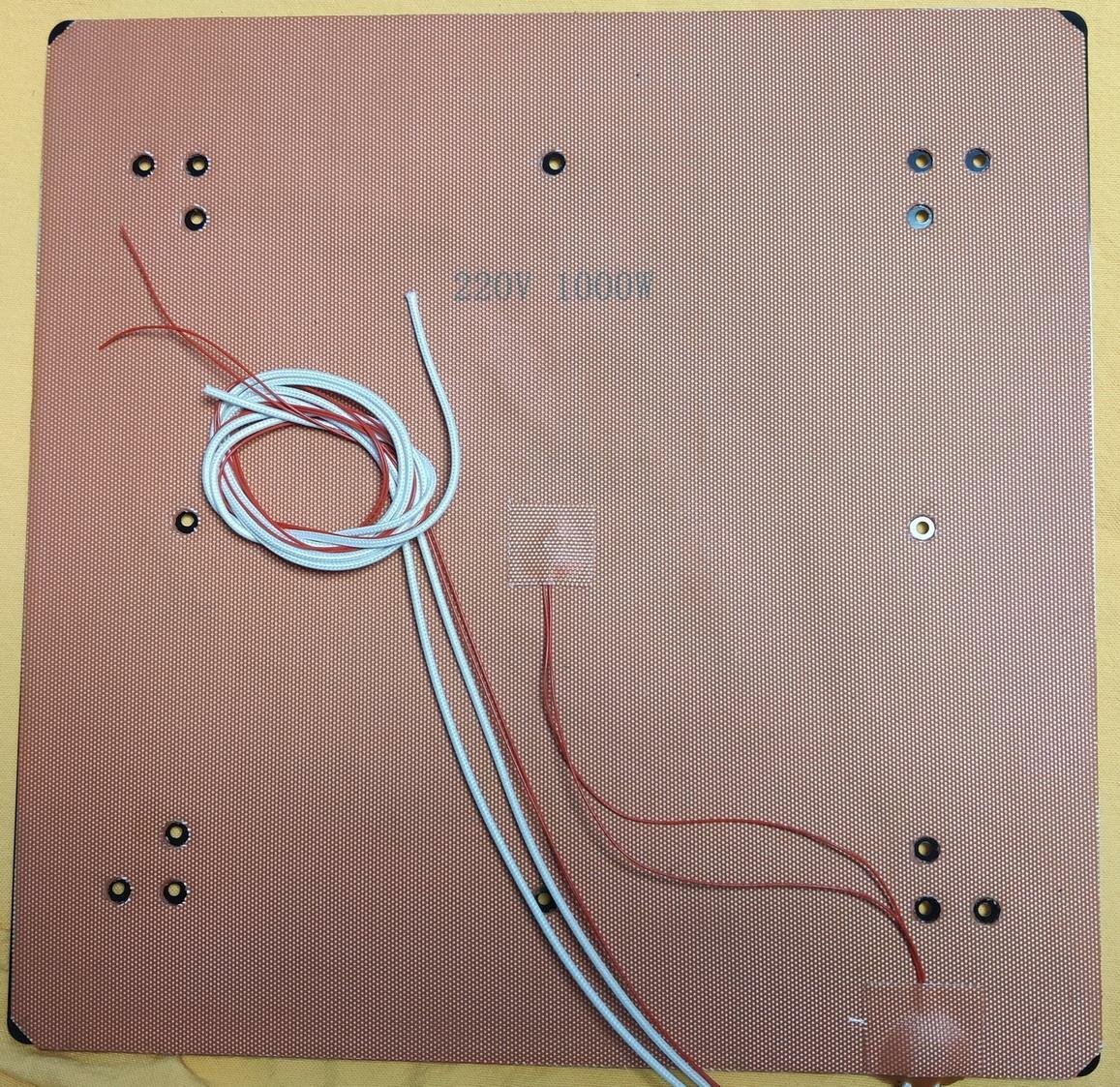
potrei fare il brillante dicendo che e' stato un lavoro di alta precisione che mi ha richiesto ore di studio, studio di funzioni interpolanti e traformate di Fourier..... la verita' e' che il pad l'ho comperato gia' forato 🙂 per la rifilatura, in realta' non ho idea di dove passino le serpentine, e' per quello che chiedevo, per evitare di fare cavolate. Del resto il riferimento e' talmete spesso che anche al tatto sembra tutto uniforme -
Migliorare il riscaldamento del piatto
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Ci ho messo un po', lo ammetto, ma avendo a che fare con la 220 ho preferito prendermela comoda e togliermi tutti i dubbi. Ad oggi ho montato sia il pad magnetico dopo aver fatto i fori per le viti che il pad in silicone per il riscaldamento e proprio con quest'ultimo avrei una domanda: il pad siliconico sborda di circa 1mm sulla parte posteriore del piatto (dove ci sono i cavi di alimentazione per intenderci). Dopo il montaggio sara' sul retro della stampante quindi tendenzialmente non dovrebbe darmi fastidio. La domanda e' se fosse possibile "rifilare" questa parte che sborda ad esempio carteggiandola o tagliandola con un cutter. Ora mancano: - il montaggio del fusibile termico con cablaggio - il cablaggio del cavo di terra - cavo bed <--> printer - messa a terra del piatto su chassie stampante - installazione e cablaggio SSR
-
Non conosco nello specifico il funzionamento della Hybrid_CoreXY, ad ogni modo qui sembra esserci qualcuno che ha il tuo stesso problema https://klipper.discourse.group/t/hybrid-corexy-markforged-issue/939
-
Come dissaldare i cavi del Bed?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Quando mi ero informato sul pad, avevo trovato una formula per capire quanti W minimi sono necessari x scaldare un piatto di X x Y: Larghezza_X(mm) x Larghezza_Y(mm) / 200 = Power in W se prendo il mio piatto e faccio 377mm x 370mm / 200 = 700W circa io ho fatto lo sborone e ne ho preso uno da 1000W direttamente, non che cambi drasticamente da quello da 750W, ma nel dubbio... -
Come dissaldare i cavi del Bed?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
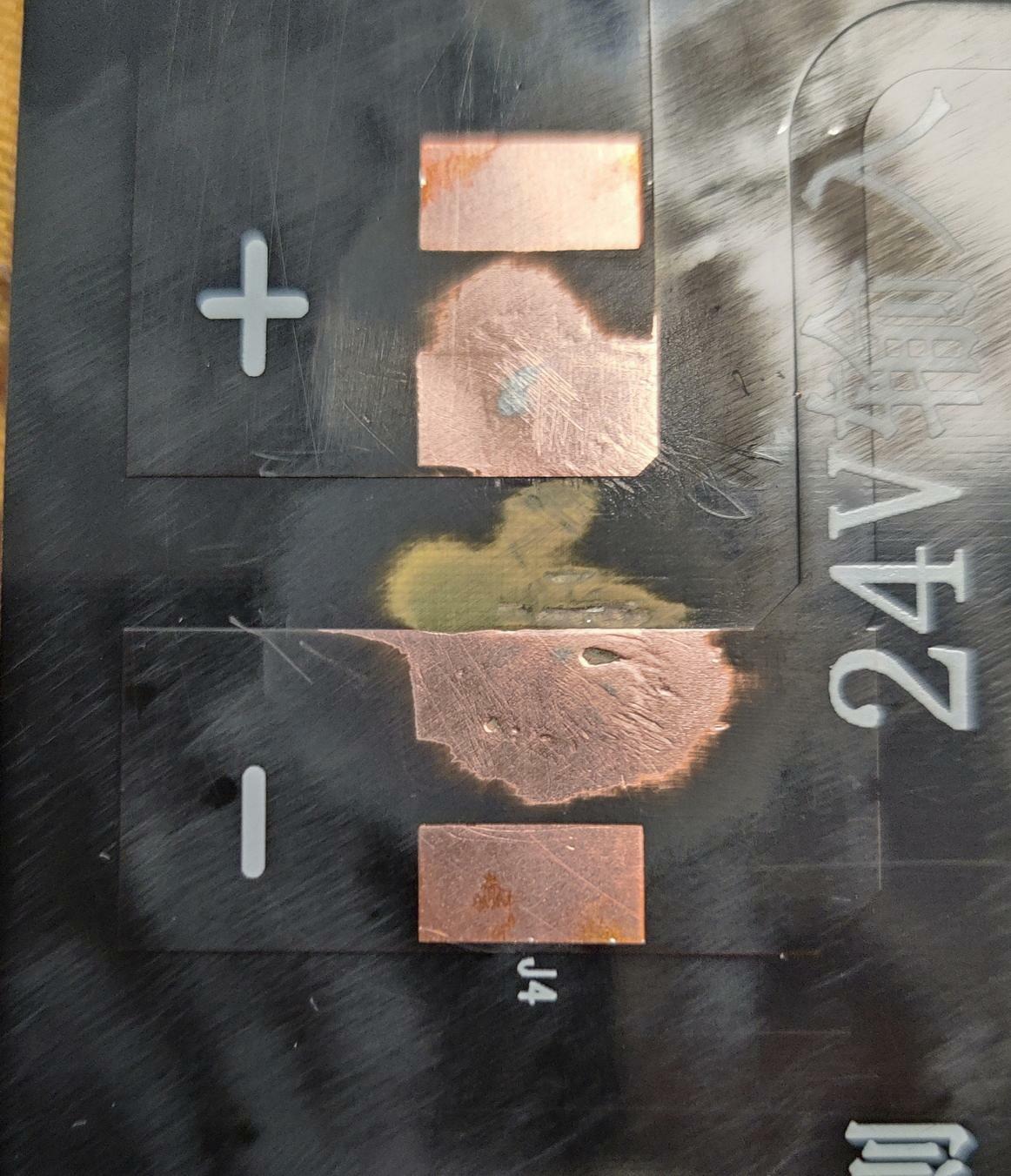
Alla fine ho optato per cacciavite a punta piatta x sgrossare e dremel con spazzola abraviva per lucidare sono partito dal polo negativo con un po' troppa allegria "grattando" e levigando piu' del dovuto, con il polo positivo sono stato un po' piu' accorto. Ad ogni modo, il risultato finale sembra positivo Passo alla sgrassatura del piatto e nel pomeriggio incollo pad magnetico e pad siliconico. Tanto per cambiare anche oggi piove, quindi di tempo ne ho.... 😕
-
I filamenti sono igroscopici, il che significa che tendono ad assorbire umidita'. Se la zona in cui ti trovi e' piuttosto secca e ventilata e tra una stampa e l'altra passano pochi gg, puoi anche lasciare la bobina in macchina (dove sono io sono in questa situazione e facendo cosi' nn ho grossi problemi). Contrariamente, e' buona norma riporre il filamento dopo ogni stampa (se nn conti di stampare nell'immediato) in sacchetti ermetici con sacchettino di silice avendo cura di togliere piu' aria possibile prima di sigillarli. Se sei dietro ad investire, procurati un essiccatore di filamenti cosi' da poterli asciugare in caso di necesita'. Per sceglierlo, e' consigliabile prenderne uno che abbia le placche riscaldanti sia sopra che sotto in modo da rendere uniforme la temperatura interna. In alternativa, scegline uno che almeno abbia la ventola che permetta il circolo dell'aria calda. Es Sunsu ha il suo ultimo modello che ha queste due caratteristiche, io avevo preso la versione precedente e semplicemente ci ho aggiunto una ventola per migliorarne l'efficienza (un po' piu' rumoroso ma funziona 🙂 )
-
Come dissaldare i cavi del Bed?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Con una buone dose di pazienza, una tronchese, saldatore a 420C, pistola ad aria calda e bestemmie q.b. sono arrivato a questo risultato questo e' quanto ho fatto: - con la tronchese in dotazione alla stampante ho tagliato (in piu' passaggi) le saldature dei cavi alla base cercando di tagliarle il piu' a filo del piatto possibile - con la pistola ad aria calda ho scaldato il piatto dal lato opposto delle saldature per diminuire la dispersione di calore - con il piatto "caldo", ho messo un po' di pasta per saldare sullo stagno in eccesso e con la punta piatta del saldatore a 420C ho cominciato a fare pressione stile falegname con la sgorbia x eliminare il materiale in eccesso il risultato non e' perfettamente piatto ma ci sono molto vicino, ora attendo che il piatto si raffreddi e poi con lima fine e carta abrasiva vedo di rifinire il tutto..... magari ci scappa anche una botta di Dremel per accelerare.....
-
Quale Termometro ad infrarossi comperare?
dnasini ha pubblicato una discussione in Hardware e componenti
Ciao, sto facedo delle modifiche al Bed e tra le varie info trovate e consigli ricevuti, potrei aver bisogno di misurare la temperatura del piatto una volta terminate le modifche. Stavo quindi cercando un prodotto di fascia media che mi dia delle letture adeguatamente accurate ma senza dover investire un capitale. Possibilmente vorrei stare sotto i 100e ma non saprei quali cratteristiche cercare non avendo esperienza in materia. Da profano, mi sarei orientato sul Bosch UniversalTemp avendo gia' prodotti della stessa famiglia con i quali mi sono trovato bene ma sento una vocina che continua ripetermi che forse il prodotto e' troppo per uso "casalingo" che non piu' specifico come servirebbe a me (misurare temp piatto, elettronica, motori,.....) Avete qualche prodotto/elemento da condividere per aiutarmi nella scelta e nella valutazione? Grazie -
Come dissaldare i cavi del Bed?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
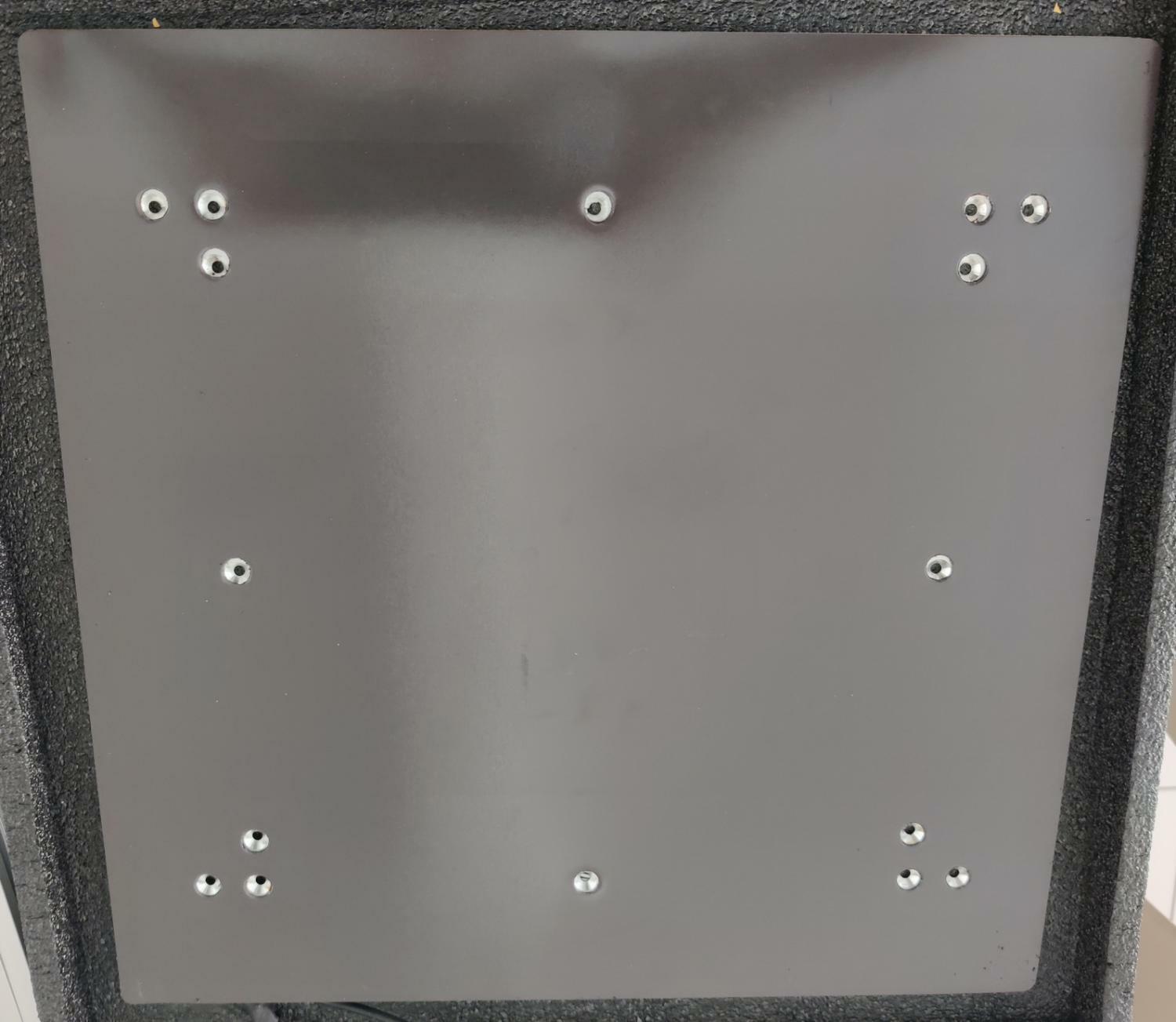
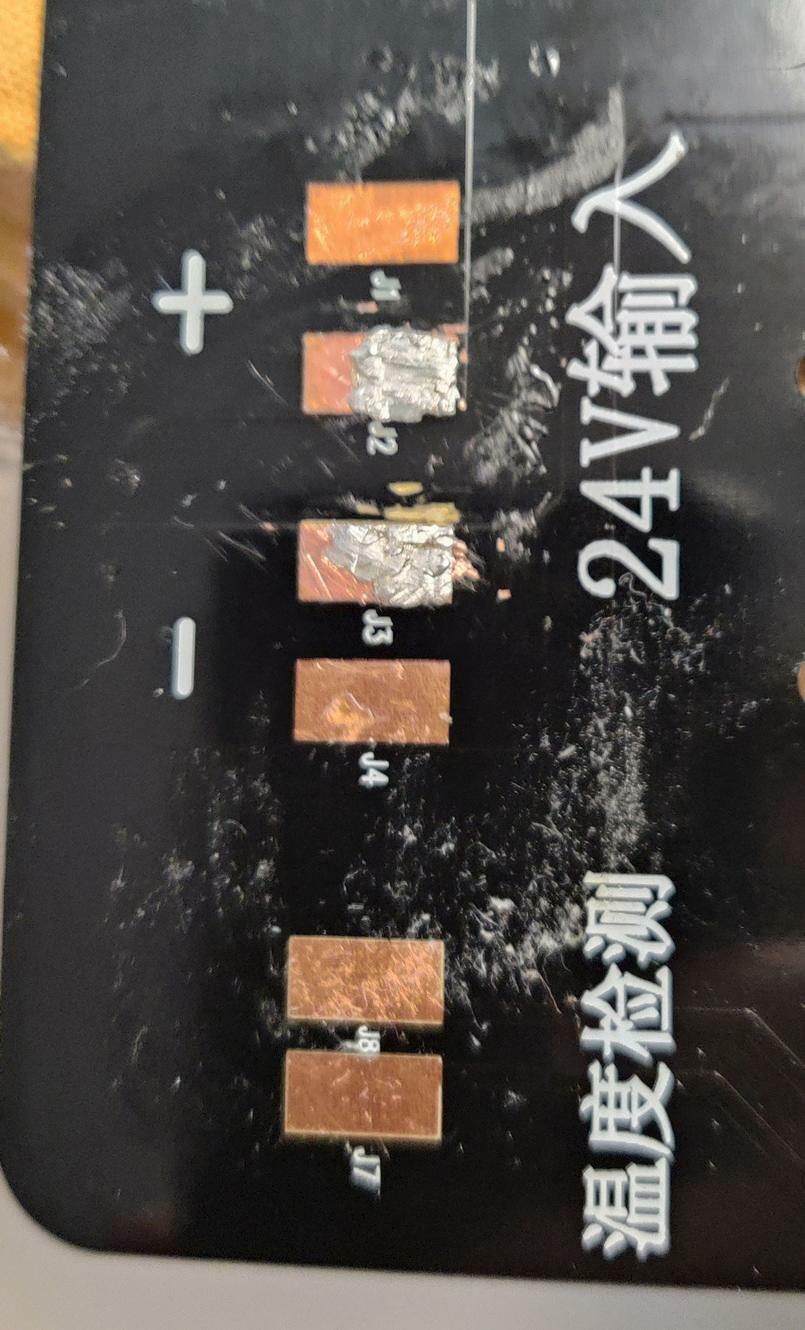
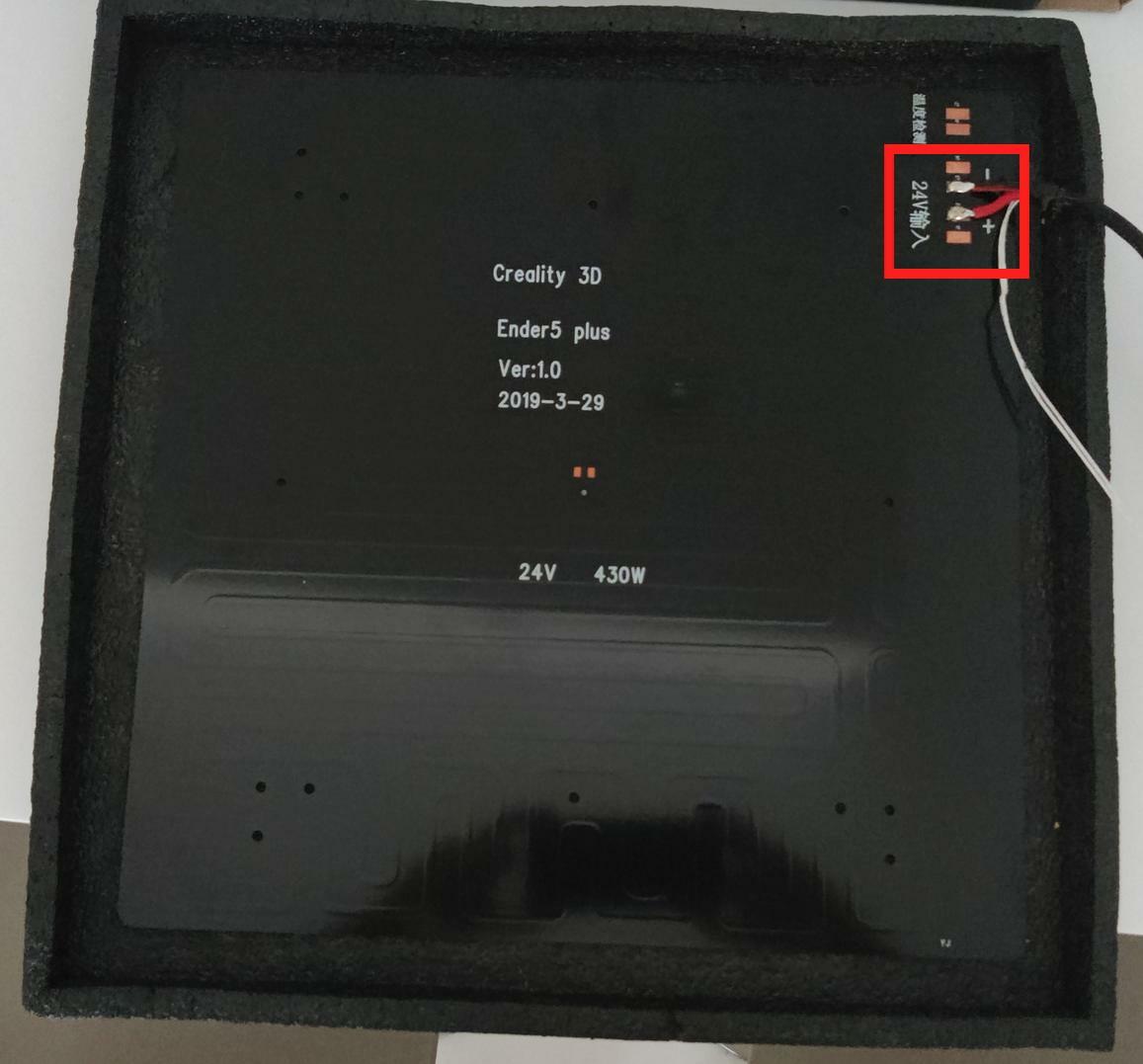
ho una stazione "fissa" che dovrebbe raggiungere questa temperatura, questa mattina provo con quella e vediamo se ho dei risultati. intendo attaccare il pad sotto al piatto stock della Ender 5 Plus, per intederci lo attaccherei qui ed il mio problema attuale sono le saldature dei cavi a 24V (riquadro rosso) che devo eliminare altrimenti non avrei un'adesione uniforme del pad A questa domanda nn ho una risposta. Immagino che una certa resistenza ci sia, ad ogni modo ho trovato diversi progetti che trasformano il piatto della E5P in questo modo, quindi il tutto dovrebbe funzionare. Il fatto di adeguare le temperature lo metto in conto. I dati target del pad dichiarano che si arrivi a 100C (partendo da 25C) in 40sec. Aspettare un paio di minuti in piu' perche' si stabilizzi non lo vedo un problema se li comparo ai 10min che devo attendere ora con il piatto stock Ad ogni modo, e' un problema che mi porro' quando avro' fatto la modifica. Il piatto stock originale cmq lo tengo, quindi alla peggio faccio il roll-back
-
Come dissaldare i cavi del Bed?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Il problema nn sono i cavi ma il fatto che rimarrebbero attaccati per un pezzo nn permettendomi di fare aderire in quel punto il pad Ho un saldatore che dovrebbe arrivare a 400C, domani provo Al max provo a tagliare/limare il più possibile e dissaldare il rimanente..... -
Come dissaldare i cavi del Bed?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Se intendi il piatto, di default e' alimentato a 24V ma attualmente e' un piatto spare e quindi nn e' collegato a nulla. L'idea e' dissaldare i vencchi connettori che vanno all'alimentatore a 24V per installare un pad siliconico per riscaldarlo a 220V -
Come dissaldare i cavi del Bed?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Questo mi sembra una figata ma nn ho capito niente di quello che hai scritto 😭