dnasini
-
Numero contenuti
4.198 -
Iscritto
-
Ultima visita
-
Giorni Vinti
141
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Anycubic kobra 2 pro. Pla. Strato di fondo trasparente
dnasini ha risposto a Bosix75 nella discussione Problemi generici o di qualità di stampa
se e' un "problema" comune a piu' stampe, magari sei tu troppo basso sul piatto da schiacciare talmente tanto i layer sul piatto da renderli sottili. Havi verificato se la calibrazione dello Z Offset e' corretta? Che slicer usi? hai provato a verificare quanti bottom layer sono configurati prima di cominciare a stampare l'infill? non esiste un valore "giusto" solutamente se stai tra i 3 e i 5 dovresti stare al sicuro. -
ogni cosa a suo tempo..... al momento sono a corto di spazio dentro casa, ma sto lavorando per espropriare a mio figlio camera sua e metter li le mia cianfrusaglie...... gli ho proposto il bagno di servizio, unendo camera e servizi in un unico pratico locale ma nn sembra aver gradito l'idea..... il balcone e' un'alternativa ma dobbiamo ancora sistemare il nodo dell'inverno....
-
ecco, non ho resistito alla vocina che continuava a ripetermi "...spendi danari.... spendi danari..." e cosi' mi sono preso questo set con cui provare a forare il pad magnetico.....
-
Stampa 3D Resina - Residui e Crepe
dnasini ha risposto a Greed nella discussione Problemi generici o di qualità di stampa
tendenzialmente il motivo e' quello. A me capitava le prime volte perche' mi limitavo ad ascigare il pezzo (resina ad acqua) con il panno assorbente. Adesso, dopo aver asciugato il grosso, gli do una passata di phon per eliminare le tracce d'acqua e poi lo curo io faccio 2 lavaggi: il primo grossolano mettendo il pezzo in un recipiente ermetico per poi agitare il contenitore. Fatto questo, prendo un pennello, lo bagno in acqua e lo passo dentro le pieghe e gli angoli cosi' da eliminare?diluire gli eccessi. L'ultimo lavaggio lo faccio nella wash machine che, muovendo l'acqua nel recipiente, elimina definitivamente il resto la risposta corretta e': dipende cosa vuoi stampare. La resina lavabile in ipa e' tecnicamente piu' resistente e performante, ma se devi stampare minifigure o gadgets come faccio io, secondo me lo sbattimento (ed i costi) non ne valgono troppo la pena Tieni conto che la resina, una volta curata, tende a restringere quindi se le pareti sono troppo sottili puo' accadere. Io solitamnete tengo una parete di 3mm e, se il pezzo lo permette, faccio 2 buchi per lo scolo possibilemnte vicino ad un angolo. I due buchi favoriscono il lavaggio e l'espulsione dei residui di resina. Tieni conto che, una volta curato il pezzo, puoi tappare i buchi aggiungendo resina liquida e usando una lampada UV x indurirla -
L'ennesimo nuovo arrivato... Prima stampante FDM
dnasini ha risposto a jonny89 nella discussione La mia prima stampante 3D
Oltre a quello che gia' ti ha detto @eaman, tieni conto che x i nozzle: Acciaio inox: sono una rogna immane, poca conducibilita' termica quindi, a seconda del filamento, devi aumentare notevolmente le temperature di stampa. Io li ho comperati solo per stampare un filamento ABS food grade in cui era richiesto il nozzle in acciaio inox. Io ABS lo stampo a 255, con questo nozzle sono dovuto passare a 285/290 altrimenti neanche si attaccava al piatto 😞 Acciaio Temprato: anche loro non hanno una grande conducibilita' termica e vale la pena usarli se stampi filamenti caricati tipo legno, carbon fiber o cmq tutti quei filamenti che risultano "abrasivi". Hanno una maggior resistenza all'usura Rame placcato: hanno un'ottima conducibilita' termica e la placcatura limita l'appiccicarsi del filamento al nozzle. Ultimamente per tutte le mie stampe (PLA ABS PETG) sto usando questi con buoni risultati Ottone: i piu' diffusi ed i piu' economici, ottima conduttibilita' termica, vanno bene per tutti i filamenti ma non indicati per quelli caricati, in quanto si usurano piuttosto facilemnte per iniziare io investirei su rame placcato con misure 0.4mm (stampe comuni) e 0.6mm (stampe voluminose con pochi dettagli) -
problemi precisione dimensione
dnasini ha risposto a cla68 nella discussione Problemi generici o di qualità di stampa
quando si fanno test del genere, e' sempre meglio modificare un parametro per volta, altrimenti nn hai idea di quale dei 2 ha raggiunto l'obiettivo. Inoltre, rischi che il risultato ottenuto nn sia replicabile su un altro oggetto in quanto devi gestire 2 variabili. Io, x i miei design, ho deciso di inserire le tolleranze nel progetto sempre, cosi' sono ndipendente da config nello slicer -
🤣 e' vero, ma nn avevo realizzato fossero pad magnetici.... ero piu' incuriosito dai 3 piatti pei accostati 😄 BTW grazie ad entrambi per le conferme, appena ho un attimo smonto il piatto acquistato, accoppio la base magnetica e faccio i buchi 🙂
-
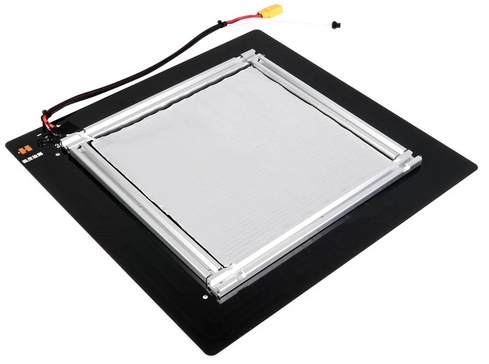
Il pad magnetico e questo. Si incolla al piatto in alluminio e serve per "ancorare" magneticamente il piatto in acciaio rivestito in pei. Applicando il pad al piatto, andrei a coprire tutto il piano, viti incluse e questo mi impedirebbe di smontare in n secondo tempo le barre in alluminio sotto il piatti (vedi le due immagini postate prima). La mia idea sarebbe quella di fare dei buchi nel pad magnetico in corrispondenza delle singole viti, prima di incollarlo al piatto, così da poter accedere alle viti anche in un secondo momento senza dover scollare il pad. Essendo il pad piuttosto "morbido" nn ho idea di cosa possa accadere se lo forassi con un trapano, da qui la domanda.... Alla peggio ne ordino un'altra e con questo faccio le prove, ma se qualcuno ci ha già provato, evito esperimenti 😄 Spero sia un po' più chiaro ora
-
Ciao a tutti, ho quasi recuperato tutte le componenti necessarie per aggiungere il pad in silicone a 220V per riscaldare il piatto delle Ender 5 Pro. Mentre raccoglievo le idee, ho realizzato che sto cavolo di piatto ha un telaio in alluminio montato sotto con le viti avvitate dal lato del piano di stampa (🤬). Avendo io montato il piatto PEI magnetico, per accedere alle viti dovrei scollare il suddetto pad e ripulire dalla colla il piatto, per poi, a lavoro finito, incollare un nuovo pad. Visto che l'idea non mi allettava, mi sono comperato un secondo piatto per fare la modifica ma il problema di fondo rimane. Se in futuro dovessi sostituire il pad in silicone, dovrei cmq smontare tutto compreso il pad magnetico. Da qui l'idea, forare il pad magnetico in corrispondenza delle viti cosi' da poterle svitare senza dover scollare tutto. Qualcuno ha gia' fatto un lavoro del genere e potrebbe darmi qualche consiglio?

-
PROGRAMMA PER TABLET ?
dnasini ha risposto a dome84c nella discussione Software di slicing, firmware e GCode
premesso che quello che hai visto potrebbe essere un fuffavideo, se parli di disegno su tablet, ho un'amica che disegna da paura su ipad pro, ma quello e' un altro discorso. Modellare in 3D con successivo slicing lo vedo bello impegnativo per l'architettura di un tablet "tradizionale", ad ogni modo, non avendone esperienza diretta, sono disposto ad essere smentito 🙂 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
cosi' a sentimento ti direi sono i driver, io "monto" (sono saldati sulla MB quindi nn e' che ho molta scelta) i TMC2209 e posso assicurarti che quando i miei motori sono ingaggiati si sente il sibilo ma e' talmente lieve che se nn lo sai nemmeno te ne accorgi -
PROGRAMMA PER TABLET ?
dnasini ha risposto a dome84c nella discussione Software di slicing, firmware e GCode
Ehhhhh ma il Surface e' un PC, nn un tablet, il form factor e' assimilabile ma tutto un altro prodotto e, come hai detto tu, lo vedi anche dal prezzo. Secondo me su un tablet avrai difficolta' a lavorarci in modellazione e slicing piu' che altro per le risorse a disposizione. Non sono dispositivi pensati per processare grosse quantita' di dati (rendering), inoltre, immagino che la batteria ti si scarichi altrettanto velocemente -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
a me capita (ma nn e' cosi' intenso) quando sono ingaggiati, intendi in questa circostanza? A riposo i miei non producono alcun rumore -
Sottoestrusione? materiale non apposito?
dnasini ha risposto a Fabio891 nella discussione Problemi generici o di qualità di stampa
Cosa intedi quando dici "ho montato un Voron con estrusore diretto" sulla CR10? VVoron non e' un prodotto, e' un progetto e come tale include diverse componenti, tra cui l'estrusore e il fanduct. Puoi condividerci una foto di cosa hai montato cosi' da capire meglio? -
Problemi di stampa Anycubic i3 Mega
dnasini ha risposto a grazianomi nella discussione Problemi generici o di qualità di stampa
Ci sono slicer come Ideamaker o Orcaslicer che hanno modo di verificare e fare il fix di errori nell'STL, ad ogni modo, il problema che descrivi sembra piu' meccanico che di altro tipo, quando stampi la stampante oscilla? -
Problemi di stampa Anycubic i3 Mega
dnasini ha risposto a grazianomi nella discussione Problemi generici o di qualità di stampa
Verifica che le cinghia su y nn siano molli o che nn ci siano giochi sulla puleggia del motore. A che velocità stampi? Hai modificato le accelerazioni o il jerk? -
il linea di principio utilizzeri cmq il respiratore. Ho quello della 3M con i 2 filtri ai lati (tipo Fallout x intenderci) che utilizzo gia' x la stampante a resina, quindi nn mi peserebbe usarlo anche in questo caso, l'idea era quella di convogliare e catturare l'aerosol di vernice e non farlo "girare" x casa quando nn posso uscire sul balcone mmm troppo sbatti e resa nn assicurata, nn sono i 20e ma il lavoro che dovrei metterci per realizzare il supporto da attaccare dietro lo scatolone tenendo anche conto che l'estrattore assiale pesa e nn poco......
-
ehhhhh temevo, ma volevo evitarmi la menata della 220V, Ne ho gia' installata una x il sistema di ventilazione che ho realizzato x l'armadio dove c'e' la stampante a resina, ma li i volumi sono diversi e quindi ha senso.....
-
@eaman approfitto ancora della tua esperienza per porti due domande: - Box verniciatura ad aerografo: sto cominciando un progettino per realizzarmi un box x la verniciatura. La prima release sara' di dimensioni ridotte riciclando una scatola di cartone alla quale vorrei applicare un aspiratore e delle luci led x l'illuminazione. Come filtro, ho in casa un ricambio univesale x le cappe da cucina (spessore 10mm) e contavo di usare una ventola 120x120 a 12V da PC. A tuo avviso sono sufficienti? lo chiedo perche' diversi progetti trovati in giro utilizzano ventole assiali, x intenderci quelle degli aspiratori dei bagni ciechi. Non metto in dubbio che siano l'ideale, ma fanno piuttosto rumore e se posso me lo eviterei, oltre al fatto che temo siano solo a 220V - Air Tank x compressore: come detto, ho comperato un kit x aerografo contenente un compressore basico a cui tu consigliavi di aggiungere un Air Tank DIY. La cosa mi incuriosisce e vorrei capire se tu hai in giro un progetto da poter vedere Grazie
-
problemi Flsun q5
dnasini ha risposto a Itommy nella discussione Problemi generici o di qualità di stampa
non conosco le Delta, ad ogni modo, se fino a poco tempo fa funzionava correttamente e tu non hai fatto modifiche o manutenzioni, la causa piu' probabile e' un problema meccanico. Io controllerei se le cinghie non hanno perso dei denti, se sono ben tirate e se anche le pulegge non hanno giochi strani -
Prima stampante a resina
dnasini ha risposto a Lorenz_Keel nella discussione La mia prima stampante 3D
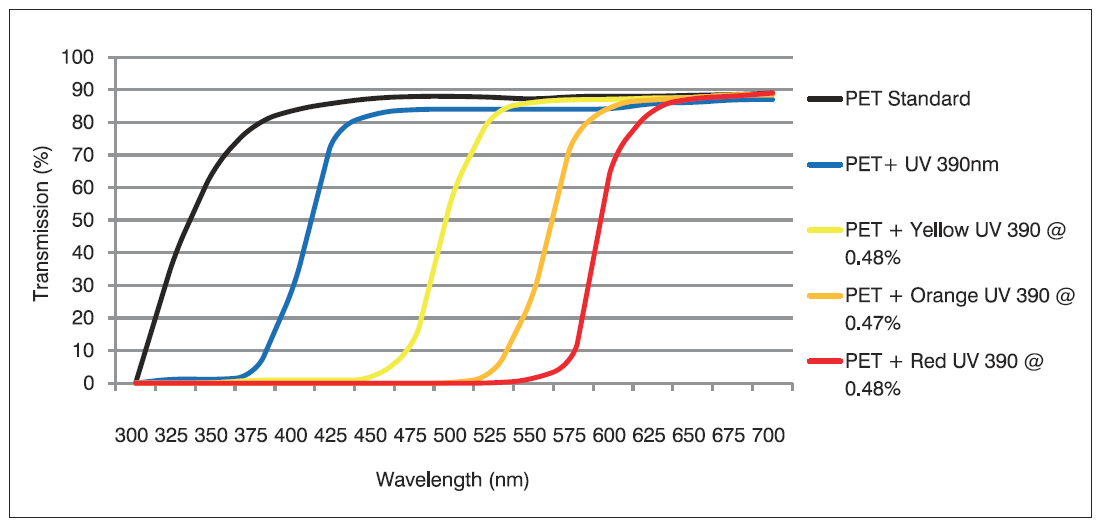
Non e' il mio mestiere e anche io ho fatto fatica a trovare info, ad ogni modo sono finito su questo doc e arrivando alla meta' dell'articolo ho trovato questo grafico Se l'ho interpretato bene, la fascia di UV usati per curare la resina ha una lunghezza d'onda di 405nm e quindi il PET trasparente dovrebbe lasciarne passare tra l'80% e l'85%..... Se una stampa media la curo in 4-5min, raddoppio il tempo di esposizione se l'acqua e' in una bottiglia pet trasparente......
-
Prima stampante a resina
dnasini ha risposto a Lorenz_Keel nella discussione La mia prima stampante 3D
guarda, io ho risolto in modo relativamente semplice. Utilizzo 2 vaschette di lavaggio, la prima per togliere il grosso utilizzando un contenitore ermetico di alimenti e li nn mi interessa che l'acqua sia cristallina, deve sgrossare. Finito il lavaggio (se nn ho dettagli troppo delicati delicati agito il contenitore un minuto), passa la stampa nella stazione di lavaggio con abbondante acqua e faccio il ciclo di 5 minuti. L'acqua del primo lavaggio la cambio quanto e' effettivamene "torbida", mentre la seconda quando comincia a perdere significativamente trasparenza. In entrambi i casi, l'acqua la travaso in una bottiglia PET trasparente da 500ml e la curo per circa 5 min nella stazione di cura. Fatto questo, travaso l'acqua filtrandola in una tanica da 5L e la lascio decantare. Questa operazione, se va male, la faccio una volta al mese. Quando l'acqua della tanica e' decantata (la resina si deposita in fondo), travado l'acqua pulita nei due contenitori di lavaggio per riprendere il processo, mentre i residui finiscono in un'altra bottiglia PET che , quando e' piena, finisce al centro di smaltimento (circa 1 volta all'anno). In effetti e' un po' una menata il travaso, ma una volta che ci si organizza porta via un quarto d'ora ogni 2 due mesetti circa -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
Una curiosita': mi pare di capire che hai realizzato il piatto come somma di 3 piatti piu' piccoli, corretto? ma come intendi utilizzarlo, come un'unico piatto (stampe che sfruttano tutta la superficie) o come 3 piatti "distinti"? Te lo chiedo perche' non avendo un'unica superficie omogenea, il passaggio tra una superficie e l'altra andra' inevitabilemnte a rovinarti il primo layer -
Prima stampante a resina
dnasini ha risposto a Lorenz_Keel nella discussione La mia prima stampante 3D
direi che ti sei risposto da solo 😄 ora, io ci capisco molto poco a differenza di altri utenti del forum. Ad ogni modo, la grossa distinzione tra le resine "ad acqua" e quelle che "usano" isopropilico o similari e' che le prime sono meno performati. In soldoni, le prime vanno bene per chi non ha esigenze specifiche di resa finale, resistenza meccanica, tolleranza dimensionale, etc. Come gia' detto, il fatto che siano lavabili in acqua nn significa che siano meno tossiche e che possano essere smaltite alla carlona. Tutte le resine sono tossiche, altamente inquinanti se non trattate e necessitano tutte le precauzioni del caso -
Problemi asse Z
dnasini ha risposto a manuxo nella discussione Problemi generici o di qualità di stampa
la causa del problema puo' dipendere da tante cose. In primis, sulla Ender monti il doppio asse x Z o sei in singolo? Se ad esempio il problema del nozzle che tocca la stampa avviene prevalentemente sul lato destro del piatto, potrebbe essere l'asse X che tende a cedere quando l'estrusore lavora in quella parte del piatto. Se hai il singol oasse Z, puoi provare a vedere se gli eccentrici delle ruote che spingono X lungo Z sono ben tirati o se hanno gioco. Le stampe che si sviluppano in altezza, posson odare questo problema anche a seconda del tipo di materiale che stampi. Se il layer che stai stampando non e' molto "grande", il materiale non ha il tempo di raffreddarsi prima che il nozzle depositi il layer successivo. Questo fa si che il layer sottostante tenda ad "alzarsi" trascinato dal layer appena depositato quel tanto che basta da essere urtato dal nozzle. In questo caso potresti configurare la funzione di z-hop a partire da un certo layer. Questo permette al nozzle di alzarsi leggermente prima di un travel ed evitare di urtare il pezzo. Di contro, lo Z-hop allunga i tempi di stampa