dnasini
-
Numero contenuti
4.267 -
Iscritto
-
Ultima visita
-
Giorni Vinti
146
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

inpostazioni ORCA
dnasini ha risposto a belcarlo nella discussione Software di slicing, firmware e GCode
Ma hai fatto le calibrazioni iniziale per la tua macchina e per il filamento? Senza quelle nn hai una base solida da cui partire a crearti un profilo filamento e di stampa consistenti Se non lo hai fatto, calibra gli step/mm dell'estrusore e poi comincia a fare le calibrazioni suggerita da Orca dal menu' in alto a sx Qui ti condifvido un'osservazione Bonus: ti suggerisco di passare alla lingua inglese per il menu' di Orca, ti semplifichi la vita nel ricercare informazioni in rete -
regolare off set da lcd
dnasini ha risposto a Joker78 nella discussione Software di slicing, firmware e GCode
Concordo pienamente, anche la mia CR20 oramai datata ha trovato nuova vita con Klipper (performance e problemi risolti) -
regolare off set da lcd
dnasini ha risposto a Joker78 nella discussione Software di slicing, firmware e GCode
Nota informativa sui Display: Se rimani su Marlin, uno schermo TFT/LCD etc... puo' avere senso. Ma se gia' intendi passare a Klipper, dei display non te ne fai nulla (at-all). Klipper non prevede tu abbia un display se non per cose talmente basiche che alla fine nn userai mai. Il supporto dei display e' solo in Emulazione (no touch e no graphic) e quindi se investi adesso per poi migrare a Klipper, ti ritrovi un bel soprammobile 😕 Con Klipper, se proprio vuoi il display, dipende molto dalla MCU che intendi utilizzare per far girare Klipper. Ad esempio io ho optato per raspberry pi cosi' ho preso un monitor touch da interfacciare direttamente via TFT al pi e che ho montato direttamente sulla stampante -
preset cancellato per errore...
dnasini ha risposto a Offshore nella discussione Software di slicing, firmware e GCode
sorry... printer.cfg 😋 -
preset cancellato per errore...
dnasini ha risposto a Offshore nella discussione Software di slicing, firmware e GCode
in orca nn devi fare moltro altro - attivi exclude object sotto il menu' Other assieme a Label Object (sono vicini) - metti nella sezione start gcode del profilo stampante BED_MESH_CALIBRATE METHOD=automatic ADAPTIVE=1 e dovrebbe bastare se hai configurato anche moonraker e config.cfg -
preset cancellato per errore...
dnasini ha risposto a Offshore nella discussione Software di slicing, firmware e GCode
Sotto Orca, devi attivare anche la spunta su Exclude Object altrimenti nn ti si fila la mesh adattiva. Dovresti trovarla nell'ultimo menu' di stampa a dx verso la fine della lista -
Estrusore che sfrega sul riempimento
dnasini ha risposto a Darkover nella discussione Problemi generici o di qualità di stampa
E' questo il punto. La stampa 3D non e' plug-and-play e non esiste modo di avere la stampa point-and-click su prodotti commercial come quelli che acquistiamo noi. Se vuoi qualcosa che si avvicina devi passare a Bambu Lab investendo decisamente piu' di quello che hai investito per la tua stampante. Detto questo, Orca e' uno degli slicer migliori, assieme a Prusaslicer, presenti oggi e molti di noi lo usano quotidianamente (io sono uno di quelli). A volte nn e' user-friendly e lo posso capire, ma questo e' dovuto al fatto che stampare in 3D presuppone una certa esperienza che necessita tempo se nn si ha qualcuno che ti affianca. La tua frustrazione l'abbiamo vissuta tutti, chi piu' chi meno. Io ho cominciato 3 anni fa con una CR20 senza mai aver letto nulla sull'argomento, l'ho estratta dalla scatola, l'ho accesa, ho inserito la SD con dentro il cubetto e l'ho mandata in stampa... Risultato, piatto magnetico rigato perche' nn sapevo che bisognava fare il bed leveling!! 35 euro dopo, ho capito che era meglio documentarsi prima di fare e, grazie anche al forum, le cose si sono presto risolte. Se come dice @eaman ti trovi piu' a tuo agio a cominciare con lo slicer di Creality, procedi cosi', con un po' di esperienza realizzerai quello che vuoi dalla tua stampante e ti muoverai di conseguenza. Non esiste lo slicer migliore, la scelta di uno o dell'altro e' piu' una questione di sentimento, poi va da se che ce ne sono di piu' "performanti" rispetto ad altri, ma questo e' un altro discorso Come anche i profili predefiniti. Sono una buona base di partenza, ma nn sono esenti da aggiustamenti. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
Qui in Svizzera anche nelle abitazioni viene fatta la distinzione in quanto le prese svizzere hanno un unico verso di inserimento nella presa poi vai tu a sapere qual'e' il neutro e quale la fase, ma quello e' un altro discorso 😄
-
Bambu Lab X1-Carbon – difetto lungo l’asse Z
dnasini ha risposto a Marco nella discussione Problemi generici o di qualità di stampa
allora, secondo me puoi fare una prova con le impostazioni di default x le velocita', mettere brim in e out e brim width 20mm. in questo modo aumenteresti in ampiezza la superficie di aderenza Se dovesse darti ancora problemi di distaccamento magari passa la velocita' del primo layer da 50mm/s a 20mm/s e riprova. Diminuire la velocita' del primo layer aumenta il tempo che dai al materiale di per aderire prima di passare al layer successivo. Il warping e' principalmente causato dai tempi di raffreddamento differenti tra i vari layer. Spesso si verifica da una certa altezza in poi proprio perche' i layer sottostanti si sono stabilizzati senza troppe tensioni mentre i layer superiori cominciamo a raffreddarsi e a "restringersi". La somma di tutte queste forze layer per layer tende a traccare il pezzo specialmente se questo ha angoli pronunciati. Le form tonde tendono meno a staccarsi perche' distribuiscono meglio le forze -
Ricontrolla il cablaggio e verifica che i cavi del signal E del probe siano sui PIN corretti. Il comportamento che descrivi e molto simile ai problemi del bltouch con cablaggio nn corretto
-
BIQU H2 V2S, miglior hotend per filamenti flessibili ?
dnasini ha risposto a Cubo nella discussione Hardware e componenti
Mi sembra si chiamino connettori IDC, sono quelli dei vecchi bus o controller dei PC -
C'è già ed è disponibile solo su klipper. Ho postato un video pochi GG fa sull'argomento, nel video viene sondata una matrice di 100x100 su un piatto di grosse dimensioni in meno di 10s. Il sensore di suo costa $80 e deve essere montato sotto il toolhead e collegato a klipper via usb
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
Io X poco meno di 30 euro ho preso un fotek da 40A, da quello che ho visto in giro, se nn prendi cinesate di dubbia fattura, gli ssr costano una fucilata 😞 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
Leroy le ha da 1m mentre su amazon le avevo trovate solo da 10cm Per crimpare quei connettori questa pinza e' fenomenale https://it.aliexpress.com/item/1005003446616109.html?gatewayAdapt=glo2ita -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
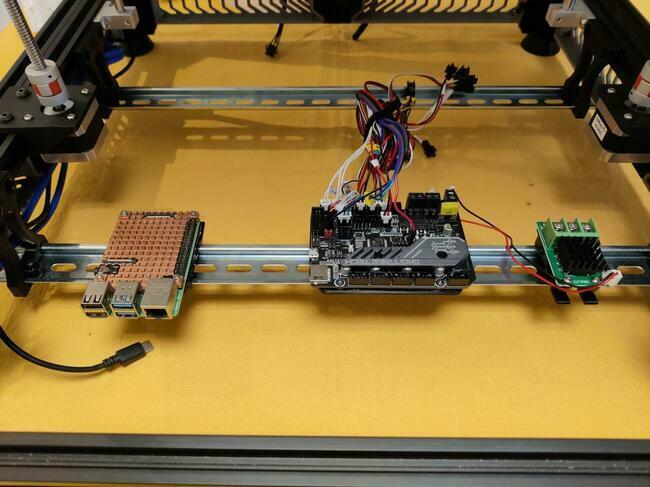
ehhhhh quei connettori sono pensati per le schede millefori/circuiti stampanti e non per giuntare fili. Io li saldo a mano, oppure mi compero quelli presaldati e poi giunto i fili Se hai spazio, io ho utilizzato le barre DIN per montare l'elettronica stampando dei supporti che alloggiano le componenti sulla barra stessa in modo che se ne ho bisogno posso spostare le componenti o riallocarle
-
Sono tirchio (e probabilmente scemo)
dnasini ha risposto a scuotter nella discussione Nuove idee e progetti
ho realizzato dei supporti x vincolarle ma ho notato che peggiorano invece di migliorare quindi li ho tolti. Ho trovato un progetto su thingiverse che utilizza i classici cuscinetti a sfera (come quelli degli skateboard) ma se non sono perfettamente allineati con i motori la pezza e' peggio del buco. Da quella che e' la mia esperienza il disaccoppiatore fa il suo dovere (almeno pare 🙂 ) -
Sono tirchio (e probabilmente scemo)
dnasini ha risposto a scuotter nella discussione Nuove idee e progetti
Dipende dal grado di "stortura". Io x la E5P ho due viti trapezie di cui una leggermente storta. Me ne sono accorto perche su Z mi faceva degli artefatti in modo regolare. Ho risolto stampandomi questo https://www.thingiverse.com/thing:4759091 utilizza delle sfere in metallo e dei magneti x disaccoppiare l'oscillazione dovuta della deformazione della vite trapezia dal movimento venticale. In soldoni, ancorando la vite trapezia alla parte inferiore del disaccoppiatore e l'asse X alla parte superiore dello stesso, i movimenti laterali dovuti alla vite storta muovono lateralmente solo una componente che cmq trasmette il movimento verticare all'asse grazie alle sfere. Nel progetto e' incluso anche il video del funzionamento, li vedi la vite storta che oscilla e il lavoro del disaccoppiatore per "compensarla" Io ho leggermente modificato il progetto aumentando il numero di sfere e magneti, ma il principio non cambia -
pteg che non si attacca....
dnasini ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
la risposta e' ni. Io ho due stampanti, una in camera chiusa e l'altra no. Con entrambe stampo ABS ma in modo differente. Con quella in camera chiusa vado un po' piu' sul sicuro anche con oggetti grandi come il piatto (235x235) con l'altra, per poter stampare oggetti grandi devo aumentare considerevolmente le linee di brim per scongiurare il warping. In linea di principio la camera chiusa non e' necessaria ma semplifica. Alla peggio, puoi coprire la stampante anche con un cartone e hai risolto, il vantaggio della camera chiusa e' che hai meno sbalzi di temperatura (temperatura piu' uniforme) -
pteg che non si attacca....
dnasini ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
ehhh che domandone, e chi la sa la risposta? dipende dove abiti, dove tieni la stampante, dal tipo di prodotto..... I fattori sono tanti. Nel mio caso, sono in una zona piuttosto asciutta e la stampante e' in appartamento. In 3 anni di stampa, mi e' capitato solo un filamento che mi ha dato problemi di umidita', altri della stessa marca mai dati. Ultimamente sto stampando tanto ABS e le bobine sono sempre sulla stampante. Nonostante le ultime settimane piovose, non mi stanno dando problemi di adesione layer o scoppiettii da uminidita', appena finisco il ciclo di lavori, gli do una passata in essiccatore e poi dentro i loro sacchetti. Poi e' vero che dipende dal materiale, PETG e' piu' sensibile rispetto a PLA e ABS, ma i concetti di base rimangono gli stessi -
pteg che non si attacca....
dnasini ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
vero, io ho questo modello ed in tutta onesta' di suo e' una mezza pirlata. Come faceva notare @eaman, questo e' uno di quelli che riscalda solo la parte bassa e quindi ti trovi meta' filamento caldo e l'alta meta' quasi freddo. Io il mio l'ho moddatto mettendo un blower 4010 nella parte posteriore che soffia sulla piastra riscaldata e fa cosi' girare l'aria rendendolo piu' efficiente. Dovendolo comperare, investirei qualche soldo in piu' in uno che e' gia' pensato in questo modo (es la v2 di questo prodotto). Nulla vieta che ci si possa comunque divertire anche a moddarlo 😄 -
Prima stampante a resina
dnasini ha risposto a Lorenz_Keel nella discussione La mia prima stampante 3D
dipende cosa devi fare con quella stampante. Ad esempio, io sto cercando (a tempo perso) una Ender 5/pro refurbish/rotta perche mi interessa solo lo chassie e non l'elettronica, quindi meno la pago piu' sono contento. L'idea e' creare una coreXY di "piccole" dimensioni ad un prezzo contenuto. Ovvio che se la comperi come prima stampante ti prendi si un bel rischio se nn hai esperienza. Altri utenti comperano le refurbish per rimetterle a nuovo e regalarle/rivenderle..... i motivi possono essere tanti e dipende molto dalle esigenze che hai Se vuoi la prima stampante e nn hai (o hai poca) esperienza io nn acquisterei una refurbish a meno che nn ti piace vivere pericolosamente 😄 -
Estrusore che sfrega sul riempimento
dnasini ha risposto a Darkover nella discussione Problemi generici o di qualità di stampa
Alcune domande per capire un po' meglio: - Perche' vuoi impostare lo Z-Hop? - 220C per stampare PLA normale (non PLA+) e' una temperatura eccessiva, come l'hai impostata? - hai un altezza layer di 0.16mm, ma quanto e' il diametro del nozzle? In linea di principio lo Z-Hop nelle stampe comuni nn si usa perche' allunga pesantemente i tempi di stampa, rischia di aumentare l'effetto ozing e stringing e non ha un reale beneficio. -
Bambu Lab X1-Carbon – difetto lungo l’asse Z
dnasini ha risposto a Marco nella discussione Problemi generici o di qualità di stampa
A che temperatura tieni il piatto e a che temperatura estrudi? qual'e' pa tua velocita' di stampa? Il raft con il warping nn ti aiuta, anzi peggiora. Quello che devi fare e' aumentare la superficie di aderenza quindi devi usare il brim. Se hai un buon primo layer, parti con 15/20 linee di brim stampate lentamente (10mm/s max) cosi' da avere una buona adesione al piatto. -
Stampa inversa
dnasini ha risposto a Loro.08 nella discussione Problemi generici o di qualità di stampa
Se hai un nozzle da 0.2, stampare un'altezza layer 0.2 e' azzardato in quanto rischi che i layer tra loro non si saldino vista pa poca compressione. La regola del pollice e' altezza_layer = diametro_nozzle/2 poi puoi giocare in un intorno di questo valore di un +-20% Detto questo, posso chiederti come mai un nozzle cosi' piccolo? -
DEFORMAZIONI su facce (volumi) inclinate
dnasini ha risposto a LorenzoGa nella discussione Nuove idee e progetti
Non si vede latro lato quindi posso dire una cavolata, ma se lo stampi usando come base il lato opposto di quello in primo piano? Ti ritroveresti ad avere una "Y" stampata in verticale con la prevalenza di layer paralleli al piano