dnasini
-
Numero contenuti
4.221 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Fare mesh di un piatto 300x300 in meno di 10 secondi....
dnasini ha pubblicato una discussione in Hardware e componenti
Oggi cazzeggiando su youtube ho trovato questo video In pratica, con questo "scanner ad induzione" e' possibile fare un'intera mesh 100x100 punti di un piatto di grosse dimensioni in meno di 10 secondi. Premetto, questo aggeggino costa un botto e richiede una connessione USB che e' una menata da portare fino al toolhead, ma l'idea e' interessante 😄 -
Relè per autospengimento stampante
dnasini ha risposto a Joker78 nella discussione Hardware e componenti
ecco, mi hai gia' risposto... essendo gia' in rinc. in casa, io e mio figlio, mi spieghi perche' dovrei portarmene a casa un altro? gia' devo ripetere 100 volte le cose al figlio e poi, spesso, doverle fare io..... se adesso da uno passassi a due.... sarei o no un bel pirla? 😄 -
Relè per autospengimento stampante
dnasini ha risposto a Joker78 nella discussione Hardware e componenti
Io Alexa in casa mia nn la voglio!!!!! come tutte le femmine, origlia tutto e si fa i c...i miei..... quindi rimangio giurassico e pigio i tasti sullo smartphone per attivare e disattivare le mie prese smart 😤 -
[Ender 3 V2] - Asse X che balla
dnasini ha risposto a Gae Tano nella discussione Hardware e componenti
2 osservazioni: 1) dalla foto (anche se sfuocata) non sembra che le ruote siano pesantemente usurate. Io nell'ordine controllerei prima la sezione inclinata delle gonne che non abbiano segni o scalini e subito dopo regolerei gli eccentrici di queste ultime per garantire che non abbiano gioco su ambi i lati. 2) il secondo asse Z aiuta a mantenere stabile l'asse X a livello di movimento, tutto a patto che sia "ben livellato" dopo il montaggio e che entrambi i motori lavorino in sincrono -
Anycubic kobra max non stampa in alcuni punti
dnasini ha risposto a Alessia200008 nella discussione Problemi generici o di qualità di stampa
Altra prova che puoi fare x capire se e' un problema di livellamento o di effettiva mancata estrusione e' quelli di far stampare un oggetto (e' sufficiente un perimetro) ad esempio a 5mm di altezza (oggetto sospeso) cosi' da capire se, su quelle zone, e' proprio l'estrusione ad interrompersi oppure la troppa vicinanza al piatto -
Warping da sollevare il piatto magnetico...
dnasini ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
io PETG lo stampo a 245C con piano a 80C (85C i primi due layer). Il concetto e' lo stesso di quello suggerito da @Cubo, nel senso che io ti avrei suggerito di aumentare la temperatura del piatto -
Relè per autospengimento stampante
dnasini ha risposto a Joker78 nella discussione Hardware e componenti
Si in effetti e' tanta roba. Ho provato a fare la stessa cosa con Klipper ma il tutto diventa piu' complesso perche' bisogna scriversi una macro e quindi faccio prima a programmare la app di meross x disattivare la spina manualmente 😄 -
Relè per autospengimento stampante
dnasini ha risposto a Joker78 nella discussione Hardware e componenti
Se usi octoprint, c'e' una macro che ti permette di schedulare lo spegnimento ad esempio tramite una smart plug (controlla quelle supportate io uso una meross e funziona). Facendo in questo modo ti eviti di metter mano all'elettronica con un rele' -
ENDER 3 V3 KE
dnasini ha risposto a rafael nella discussione Problemi generici o di qualità di stampa
la risposta e': dipende Di per se non e' un'operazione difficile soprattutto se cambi l'alimentatore esistente con uno identico. Il "dipende" nasce dal fatto che, se non hai un minimo di manualita' e di conoscenza di quello che stai facendo, puoi mandare in corto qualche componente. Per farti un'idea, cercati qualche tutorial su youtube su come sostituire l'Ali, cosi' almeno hai un'idea di quello che ti aspetta -
Klipper e Adaptive Bed Leveling
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Confermo che ora funziona, mi ero dimenticato un pezzo di config 😋 -
Problemi di stampa Ender 3 Max Neo
dnasini ha risposto a Capoccia011 nella discussione Problemi generici o di qualità di stampa
La ventola del dissipatore nn e' controllabile, deve sempre girare alla max potenza altrimenti il filamento si scioglie nel dissipatore creando ostruzioni Sono quelli che hai cerchiato. meglio se li prendi in metallo (su aliexpress io li ho presi nel negozio di trianglelab). Quelli che hai ora, hanno una parte interna in plastica che con l'usura e le temperature si lasci andare dacendo si che la rotella dentata che "morde" il ptfe nn possa essere piu' rilasciata. Risultato, il ptfe rimane incatrato nel raccordo pneumatico e per liberarlo devi smontare fisicamente il raccordo -
Klipper e Adaptive Bed Leveling
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
mmmm forse ho capito cosa manca..... in moonraker.conf x la CR20 ho aggiunto il comando [file_manager] enable_object_processing: True che ho nell'altra stampante. Appena finisce la stampa in corso provo a vedere se cosi' risolvo PS, e' necessario anche a livello di Slicer configurare la parte di "Exclude Objects" altrimenti Klipper non "riconosce" gli oggetti e non attiva la mesh adattiva @Killrob se hai modo ti consiglio di provarla, non tanto per i piatti piccoli ma sul piatto della Ender 5 plus lo trovo proprio utile. Investi un minutino all'inizio di ogni stampa ma ti risparmi le eventuali mesh periodiche di tutto il piatto -
Klipper e Adaptive Bed Leveling
dnasini ha pubblicato una discussione in Software di slicing, firmware e GCode
Ho attivato questa funzione in Klipper e fino ad un paio di gg fa funzionava senza problemi. Oggi vado a stampare e ad inizio stampa fa la mesh di tutto il piatto prima di cominciare la stampa. Il comando che ho messo nello start gcode e' BED_MESH_CALIBRATE METHOD=automatic ADAPTIVE=1 ;Adaptive Bed Mesh ed e' uguale a quello dell'altra stampante dove funziona senza problemi..... Avete qualche idea su dove andare a verificare come mai nn fa piu' quello che dovrebbe? -
Correzioni babystep durante la stampa
dnasini ha risposto a residentevil nella discussione Problemi generici o di qualità di stampa
La regola del pollice dice che l'altezza layer (media) dovrebbe essere la meta' della dimensione del nozzle. Il che significa che per uno 0.8mm la tua altezza layer dovrebbe essere 0.4mm, poi puoi tenere un +o- 20% di questo valore con una certa tranquillita', oltre questo range puoi andare ma tener conto degli "inconvenienti". io uso un nozzle da 0.4mm e quando voglio velocizzare la stampa con una resa ancora accettabile mi spingo a 0.24mm se vado oltre so che potrei avere delle conseguenze sul lato estetico nel tuo caso sei tra il 25% ed il 50% di scostamento rispetto all'altezza layer "ideale" -
La mia Ender 3 a metà stampa smette di estrudere
dnasini ha risposto a Stoky04 nella discussione Problemi generici o di qualità di stampa
Dipende dallo slicer che utilizzi, il linea di principio, sotto il profilo del materiale, dovresti avere l'opzione per impostare il flowrate per quel materiale. Per calibrarlo, cerca il test dell'hollow cube -
Problemi di stampa Ender 3 Max Neo
dnasini ha risposto a Capoccia011 nella discussione Problemi generici o di qualità di stampa
vedendo la foto del filamento, mi viene da pensare ad un problema di raffreddamento del dissipatore da cui, controllerei lo stato della ventola di raffreddamento Se quella ventola funziona male, il dissipatore si scalda e il filamento diventa molle al suo interno provocando attrito e intasamento dell'hotend. Con l'hoend intasato, la stampante smette di estrudere -
Modifica riempimento da una determinata altezza di stampa con Cura
dnasini ha risposto a MC88 nella discussione Software di slicing, firmware e GCode
usa i modificatori sulla porzione in cui ti interessa variare la percentuale di infill. Non uso Cura quindi nn saprei dirti come fare, ad ogni modo, se cerchi in rete dovresti trovare come implementarli in Cura -
Ciao, sono passato da poco ad un hotend Rapido di trianglelab. Leggendo le specifiche, sembrerebbe che il Rapido monti nozzle V6. Ora, X le stampe di tutti i giorni mi va bene il suo in dotazione, ma pei i filamenti food grade avrei bisogno di un nozzle in acciaio inox che sembra non trovarsi dietro l'angolo (soprattutto ad un prezzo accettabile). Sapete consigliarmi un nozzle V6 in acciaio inox ad un prezzo umano e dove poterlo acquistare?
-
stampante che rallenta improvvisamente e poi riprende
dnasini ha risposto a ema3d nella discussione Problemi generici o di qualità di stampa
Dico la mia: scheda nuova (last gen intendo) aka Fw nuovo Secondo me nn ha senso investire su una scheda datata perché, se come detto, e' l'hw che nn sta dietro a processare il gcode, allora saresti punto a capo. L'alternativa di @eaman di passare a klipper nn sarebbe male. Poca spesa e tanta resa visto che manterresti po' stesso hw spostato il carico di processo sul processore su cui girerà klipper -
stampante che rallenta improvvisamente e poi riprende
dnasini ha risposto a ema3d nella discussione Problemi generici o di qualità di stampa
a livello di slicing, quando fail preview, se imposti la visione con le velocita' ti viene mostrata questa "anomalia"? -
stampante che rallenta improvvisamente e poi riprende
dnasini ha risposto a ema3d nella discussione Problemi generici o di qualità di stampa
Hai per caso la funyione di Resume delle stampe fallite (mancanza di corrente) abilitato? -
Connettori MR60 x connettere Silicon Pad a 220V
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Come detto, l'upgrade che ho in programma e' quello di passare il piatto della mia stampante da 24V a 220V. La macchina in origine era una Ender 5 Plus trasformata poi in CoreXY. Il piatto si muove solo in verticale, quindi, al di la' di un sostegno gia' stampato ad-hoc x non forzare le saldature, non avro' problemi di cavi che si piegano e si distendono (almeno quello). Il motivo del mio post e' solo capire se quel connettore e' adeguato al lavoro che faro' visto che in tutti i datasheet trovati per quel connettore, si parla di tensioni in continua (DC) e non in alternata (AC). Visto che le mie nozioni di elettronica risalgono al giurassico, ho voluto avere una conferma dei miei ragionamenti. Io ho sempre e solo guardato le correnti in gioco perche' so che la corrente impatta la sezione dei cavi, le temperature etc.... ma questa continua specifica della tensione DC mi ha fatto sorgere la domanda -
Connettori MR60 x connettere Silicon Pad a 220V
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Sai.... Ogni occasione e buona per.... Compensare 😄 Voglio collegare il piatto alla terra, in caso di corto non rischio di rimanerci attaccato -
Connettori MR60 x connettere Silicon Pad a 220V
dnasini ha pubblicato una discussione in Hardware e componenti
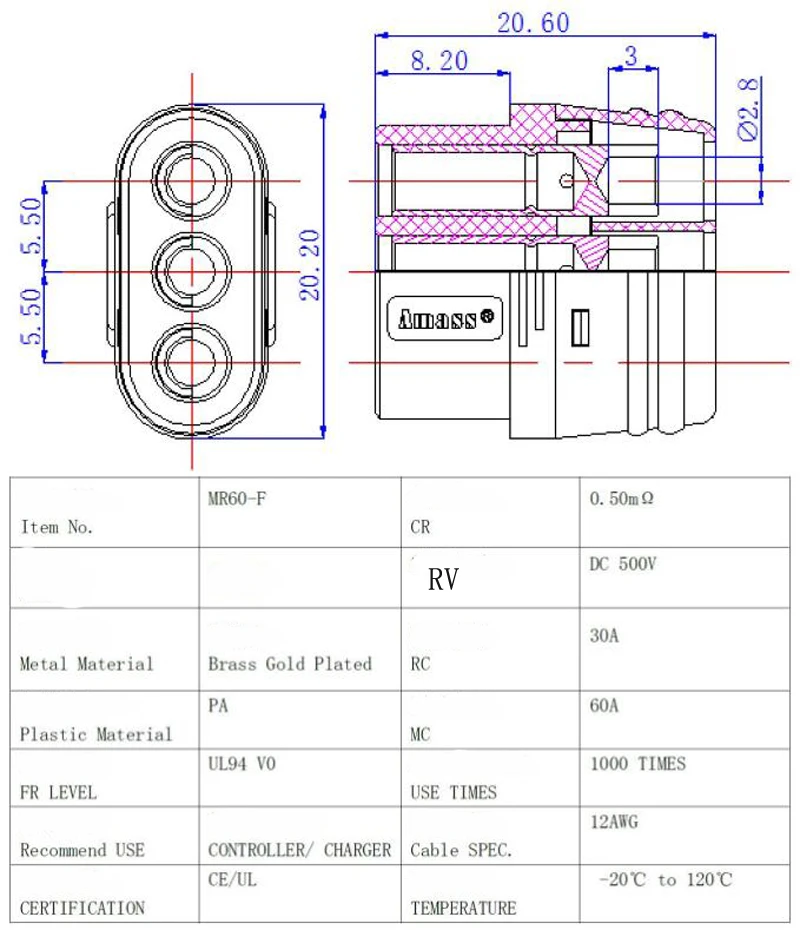
Ho acquistato questi connettori a 3 poli per connettere il pad in Silicone a 220V 1000W al rele' a stato solido. Ho optato per i 3 poli per avere, oltre a + e -, anche il cavo di terra. Rileggendo le specifiche del connettore, si parla di cavi 12AWG supportati, di Rated Current di 30A (io dovrei stare abbondantemente sotto i 10A) e di Rated Voltage DC 500V.... Io li dovrei utilizzare con corrente alternata AC 220V, posso comunque utilizzarli o rischio di fare un danno?
-
nn conosco quell'hotend e dalla foto nn si capisce, hai dei connettori dall'altra parte dei cavi?