dnasini
-
Numero contenuti
4.262 -
Iscritto
-
Ultima visita
-
Giorni Vinti
146
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Non riesco a cambiare i valori di Jerk
dnasini ha risposto a LuckyFPV nella discussione Problemi generici o di qualità di stampa
Perche' dovete complicarvi la vita con le localizzazioni dei menu? -
Miniatura resina bagnata
dnasini ha risposto a Potus88 nella discussione Problemi generici o di qualità di stampa
eccone uno tra tanti, solo per darti l'idea del prodotto. Io lo uso in anternativa alle bombolette ad aria compressa quando nn necessito troppa forza "soffiante". Rispetto alla bonboletta ad aria compressa e' i lsoffio di un asmatico, ad ogni modo il suo dovere lo fa e per il lavoro sulle stampe si difende bene -
Miniatura resina bagnata
dnasini ha risposto a Potus88 nella discussione Problemi generici o di qualità di stampa
Ciao, io non sono un luminare in materia e non temo di essere smentito. Anche io uso resine lavabili in acqua e faccio in questo modo: - inserisco la stampa in un contenitore ermetico (quelli da cucina x intenderci con tappo a chiusura ermetica) e lo agito delicatamente per togliere il grosso della resina - finito questo, immergo la stampa nella vasca del Mercury per il lavaggio definitivo - se h stampa ha diversi particolari, finito il lavaggio nel Mercury, con un pennello e acqua gli do una spazzolata delicata - utilizzo un soffiatore USB per togliere i residui sulle stampe dettagliate o direttamente un Phone per asciugare i residui - a stampa asciutta passa nella camera di cura e' un po' uno sbatti ma il risultato e' buono -
Come compilare una Marlin Bugfix?
dnasini ha pubblicato una discussione in Software di slicing, firmware e GCode
Saro' tarlucco ma ieri ci ho passato la sera senza concluder eun cavolo. Sulla mia CR20 ho ancora marlin in v2.1.2.1 Main ma sospetto che ci sia un bug sulle letture delle temperature. Quello chi mi succede e' che scaldando contemporaneamente piatto e hotend tutto funziona liscio alla prima stampa. Se questa termina o viene interrotta e riporto la stampante in temperatura (hotend e piatto) per la stampa successiva, spesso mi va in thermal runnaway, si blocca, spengo e riaccendo, riscaldo, etc.... e la cosa si ripete per piu' volte. Non credo sia un prob dei termistori perche' ogni tanto avviene sul bed, altre volte sull'hotend ed in piu', avevo lo stesso prob sulla E5P ma da quando sono passato a Klipper, mai piu' successo. Visto che devo modificare dei paramentri in Marlin, mi son detto, xche' nn installare la bugfix che magari risolvo anche questo prob? Cosi' ho scaricato la bugfix, ho sostituito i miei attuali Config.h e Config_adv.h nella cartella marlin di bigfix, ho aperto visual studio e gli ho fatot caricare la cartella bugfix. Dalla main windows gli ho fatto fare il build ma dopo 10 min era ancora li che millantava di aggiornare librerie. Ho quindi chiuso tutto, riaperto e gli ho detot di fare upload (sempre da schermata mail) e' partito scaricando e spacchettando qualcosa, per poi darmi un warning (giallo) su librerie non trovate, e' ripartito a scaricare e spacchettare ancora da un mirror site rimanendo in loop su questa operazione. Per scrupolo ho importato la vecchia cartella di marlin 2.1.2.1 e questa l'ha compilata senza problemi Che cosa sbaglio o mi dimentico di fare? -
Cavo Can Bus, dove recuperarlo o costruirlo
dnasini ha pubblicato una discussione in Hardware e componenti
La mia Ender 5 Plus e' come la fabbrica del duomo, finita una mod trovo subito qualche cosa d'altro che mi fa scattare il prurito 😩 A sto giro la vena si e' chiusa x il can bus, cosi' mi sono comperato il BTT EBB36 con l'unita' U2C. Mi sto documentando a riguardo ma l'unica parte dove sto trovando piu' difficolta' e' il cavo a 4 fili per collegarli. Dal lato "teorico" tutto e' chiaro, 2 fili twistati per Can_Low e Can_High e una coppia di fili x l'alimentazione. Morire che pero' trovo o il cavo gia' fatto o una guida accettabile per realizzarlo comprensiva di quali connettori utilizzare. Qualcuno sa dove reperire queste informazioni? -
Problema movimento asse Y - Artillery Hornet
dnasini ha risposto a simozzano nella discussione Problemi generici o di qualità di stampa
hai verificato i cablaggi? Nel caso siano ok, prova a sostituire il connettore di x con quello di y e verifica se il problema si "sposta" -
Non lo so per certo ma spesso le rogne riportateriguardano il 3DTouch. Io ho 3 BLTouch ed hanno sempre funzionato a parte doverlo pulire ogni tanto dalla polver nel canale della probe
-
Problema Cr Touch
dnasini ha risposto a Tornado78 nella discussione Problemi generici o di qualità di stampa
Oltre alle prove suggerite da @Killrob se vuoi capire se effettivamente il fw e' configurato correttamente e lo hai cablato nel modo giusto, sposta l'asse di Z a circa 10cm in altezza, spegli e riaccendi la stampante, fagli fare homing di tutti gli assi. Quando estrae la Probe per mettere in home Z, con il dito, spingila delicatamente simulando il piatto. Se il toolhead si ferma per risalire e rifare la misura, vuol dire che il CR Touch e' cablato e configurato correttamente -
Step motor singolo che non sia una schifezza?
dnasini ha risposto a eaman nella discussione Hardware e componenti
Queste potrebbero andare bene? https://it.aliexpress.com/item/1005005969856919.html?spm=a2g0o.productlist.main.11.4c4ekQ0skQ0slb&algo_pvid=fafcad40-0800-42e3-a496-365333f6e899&algo_exp_id=fafcad40-0800-42e3-a496-365333f6e899-5&pdp_npi=4%40dis!EUR!0.67!0.37!!!5.13!2.82!%402103896117054287109293354e33ff!12000035103366936!sea!CH!3926127110!&curPageLogUid=T7676iEbMHCo&utparam-url=scene%3Asearch|query_from%3A -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
L'unico passaggio critico potrebbe essere quando fai il makeconfig sul raspberry (o similare), se non imposti i parametri corretti per la scheda da controllare, rischi che nn si sincronizzino. Altro elemento che potresti verificare e' la correttezza del riferimento alla seriale di collegamento che devi impostare sotto [mcu] per pilotare la scheda -
Step motor singolo che non sia una schifezza?
dnasini ha risposto a eaman nella discussione Hardware e componenti
Per irrigidire il telaio ho gia' individuato degli angolari che sembrano fare al caso mio, mentre x la meccanica l'ho trasformata in una coreXY. Appena risolvo il problema delle viti trapezie di Z leggermente storte (appena ordinate su ratrig) posso cominciare seriamente a fare delle prove di accelerazione e velocita' -
Primo layer "grinzoso"
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
In effetti ieri sera mi si e' accesa la lampdina e ho fatto questa prova: sulla CR20 (piatto 235x235) la temperatura del piatto e' 55C per i primi due layer per poi scendere a 50C. Usando lo stesso materiale, ho trasferito gli stessi parametri anche sulla E5P nn pensando che il piatto 370x370 potesse impattare. In effetti, impostando 60C x i primi 2 e 55C per i rimanenti, l'adesione migliora. Possibile quindi che sia anche una questione di "dispersione" con un piatto cosi' grande -
Step motor singolo che non sia una schifezza?
dnasini ha risposto a eaman nella discussione Hardware e componenti
Dove la trovo e come la configuro? Io nn sono troppo pretenzioso al momento. Aumentare del 50-60% la mia attuale velocità di 70mms andrebbe bene. Miro di più alla stabilità che alle performance estreme -
Step motor singolo che non sia una schifezza?
dnasini ha risposto a eaman nella discussione Hardware e componenti
piccola kicca, sono riuscito a stampare il test del volumetric flow di OrcaSlicer. Con il mio hotend (stock) con gola bi-metal ed estrusore Orbiter v2, ho misurato un volumetric flow di 14mm3/s che corrispondono ad una velocita' max intorno ai 175mm/s. Se penso che adesso stampo a 70mm/s, anche solo raddoppiarla sarebbe tanta roba 😄 Ora devo capire come individuare l'accelerazione max a cui posso spingermi.... @eaman qualche idea/suggerimento? -
Stampa imperfetta in corrispondenza di fori
dnasini ha risposto a Claudio65 nella discussione Problemi generici o di qualità di stampa
esatto, ad ogni modo, se vuoi semplificarti la vita, ti conviene impostare la lingua inglese per 2 motivi: 1) le traduzioni sono spesso imbarazzanti 2) Orca e' ancora un "work in progress" nel senso che stanno continuando a fare il porting di nuove funzionalita'. Tenere la lingua in inglese ti semplifica la vita nel cercare documentazione e supporto -
Step motor singolo che non sia una schifezza?
dnasini ha risposto a eaman nella discussione Hardware e componenti
allora, x dirla tutta il primo della lista (e quello nel kit "ufficiale") e' un LDO da 2.5A. Il sito ZeroG del Mercury 1.1 ha un calcolatore x l'amperaggio e per uno stepper da 2A calcola un conservativo 1.13A. Io al momento gli sto dando uno 0.8A, i motori nn scaldano neanche, anche se al momento sto lavorando con le accelerazioni e le velocita' di default della Ender 5 Plus -
Stampa imperfetta in corrispondenza di fori
dnasini ha risposto a Claudio65 nella discussione Problemi generici o di qualità di stampa
Molti stanno passando ad Orcaslicer, li lo trovi nella prima schermata del profilo del filamento -
Step motor singolo che non sia una schifezza?
dnasini ha risposto a eaman nella discussione Hardware e componenti
Per il mio progetto CoreXY nella lista dei "consigliati" ci sono questi https://it.aliexpress.com/item/4000408723764.html?aff_fcid=d7a87c2980b2468cb8c77055165c5f03-1705345504837-01148-_Aq98MK&tt=CPS_NORMAL&aff_fsk=_Aq98MK&aff_platform=shareComponent-detail&sk=_Aq98MK&aff_trace_key=d7a87c2980b2468cb8c77055165c5f03-1705345504837-01148-_Aq98MK&terminal_id=30d433e9d45544f7a7a22d1cecda61f8&afSmartRedirect=y Io li ho comperati, e li sto usando, l'unico feedback che ti posso dare e' che rispetto agli altri consigliati questi costano decisamente meno. L'unica rogna sono i tempi di spedizione, io li ho ordinati il 30 di novembre e mi sono arrivati il 5 gennaio (pensa che altri pezzi ordinati su ali lo stesso giorno sono arrivati il 20 dic) -
Primo layer "grinzoso"
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
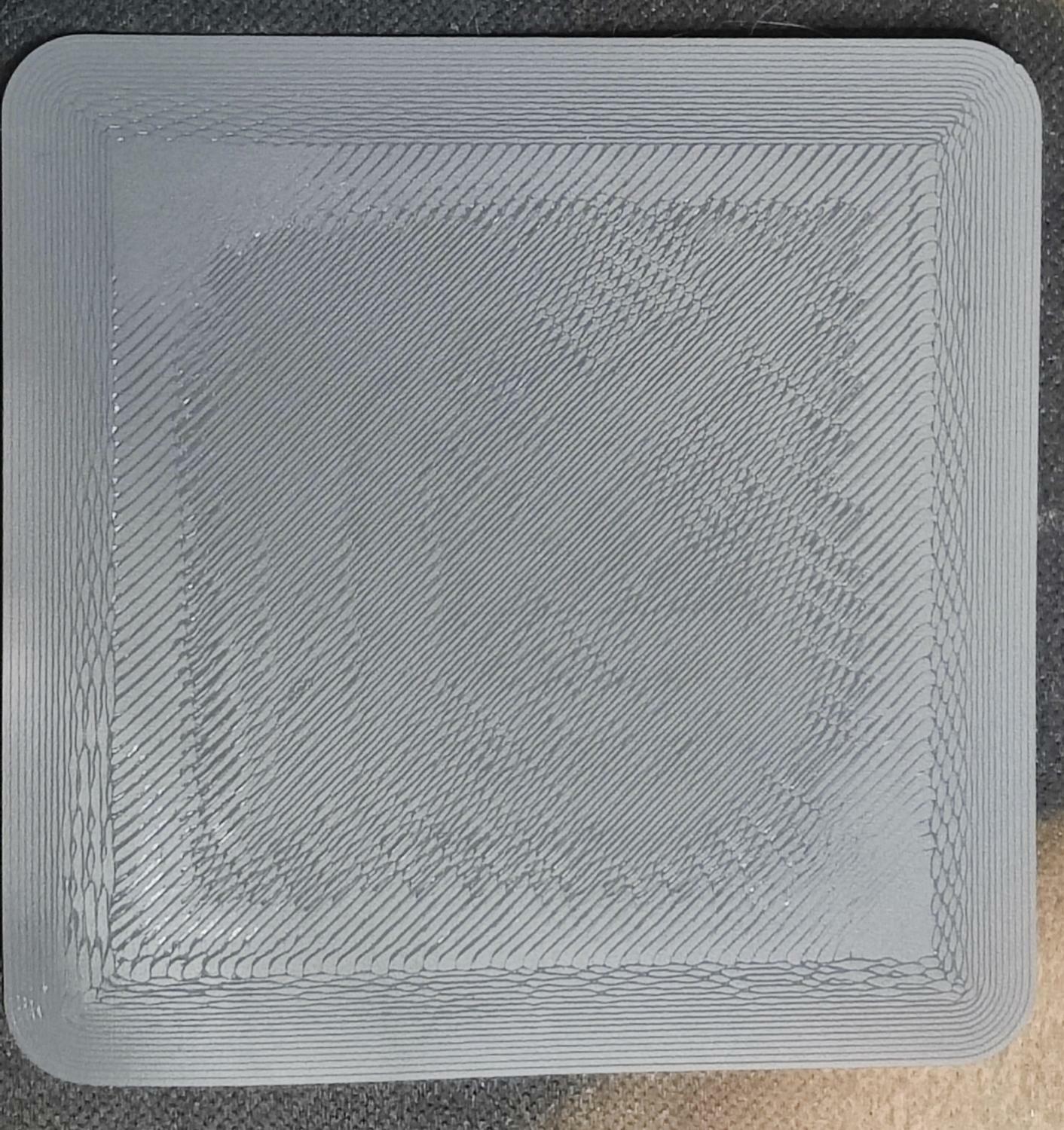
e questo capita anche ame sulla CR20, passata di carta vetrata 600 e isopropilico e passa la paura. Ma questo piatto in PEI e' nuovo di trinca e su quella parte avro' stampato una volta sola. Ad ogni modo provo a lavarlo nuovamente e riprovo Il problema dei layer frastagliati del brim, invece, forse l'ho risolto ma nn riesco a capire il perche'. Da quando ho trasformato la Ender 5 Plus in CoreXY, ho messo il pricrostepping sui motori XY da 16 a 32 come ho visto su diverse guide che usano i motori che monto io. Semplicemente tornando a 16 microstep, questo e' il risultato non ho idea pero' del perche'....... e poi, cosa mi cambia tenere 16 microstep invece dei 32?
-
Primo layer "grinzoso"
dnasini ha pubblicato una discussione in Problemi generici o di qualità di stampa
Mi sta capitando questo sul primo layer e nn riesco a capire per quale motivo nn mi "preoccupa" tanto il centro della stampa al momento, quanto il brim. Le linee esterne aderiscono correttamente e sono belle nitide ma mano a mano che si spostano verso l'interno, le vedo frastagliate e alcune volte tendono a sollevarsi. Da cosa potrebbe dipendere? Uso orcaslicer extrusion width 0.4 (nozzle 0.4) altezza layer 0.2 stampo prima i perimetri esterni e poi quelli interni (sono costretto per compensare un problema di Z wobble) Materiale PLA+ con nozzle a 225 primo layer e poi 215 e piatto a 60 e poi 55
-
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
La configurazione e' uguale alla mia, con un unica differenza, il mio Alias per il EXP1_8 e' diverso EXP1_8=PD6 puo' dipendere dalla scheda, la mia e' un SKR E3 mini v3.0, per il resto gli alias sono identici come anche la config..... prova a mettere spi_software_mosi_pin: PD6 @Killrob purtroppo anche questa config si incarta, nn e' sistematico ma ogni tanto accade anche con questa -
Se decidi di andare sul piatto PEI, valuta i modelli che hanno su una faccia il rivestimento a polvere (textured) e dall'altro il foglio liscio. In questo modo hai 2 piatti in uno
-
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
segui la guida KIAUH cosi installi solo l'essenziale -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
la risposta veloce e' no Il modo piu' veloce' per installare il sistema e' seguire la guida per installare l'immagine linux, poi scaricati KIAUH e da li installi le componenti che ti servono e ti scegli il frontend preferito tra Octoprint, Minsail e Fluid. Se parti dalla pagina KIAUH che ti ho linkato, trovi i passi da fare partendo da 0 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
io trasformando la mia E5P in CoreXY ho optato per il toolhead EVA che ha un duct simile a quello progettato da te. Lo chiamano Trihorn https://github.com/ZeroGDesign/docs/blob/gh-pages/docs/assets/stl/eva2_4/EVA2_4_Trihorn_high-narrow.stl Io l'ho stampato senza troppi problemi. Non ho avuto modo di testarlo al max perche' ora ho da risolvere un prob sullo Z che mi crea problemi di righe sulle pareti