dnasini
-
Numero contenuti
4.236 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Stampa con righe orizzontali
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
mmmmm ho appena stampato il cubo 20x20x20, il problema rimane e misurando gli ultimi layer mi trovo X 20.07 Y 20.05 Z 19.80 che non sia Z che si muove in modo irregolare? come potrei fare a verificare se il problema e' questo? mi verrebbe da escludere dei giochi sulla barra trapezia avendo montato su entrambe le viti gli anti backslash ma sinceramente l'unica cosa che mi verrebbe da pensare e' calibrare gli step/mm di Z (cosa che lascerei come ultima spiaggia)
-
Allora, i valori che ti ho dato io arrivano dalla documentazione del BLTouch e non del CRTouch. Detto questo, come controprova, cerca documentazione su CRTouch per capire se vengono riportate specifiche in tal senso. Cerca su google o su github. Se cmq nn hai toccato nulla del blocco hotend, potrebbe essere corretta anche quella distanza. Le prove che potresti fare sono: - ricontrollare lo Z-Offset e calibrarlo se necessario - abbassare, con uno spessore, il CRTouch di 1mm e vedere se cambia qualche cosa
-
Stampa con righe orizzontali
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
in effetti no, verifico anche quelle per sicurenza anche se mi sembra poco probabile visto che, stampando un parallelepipedo da 100x15x2, il lato lunfgo nn riporta il difetto accentuato come nel pezzo nella foto.... ad ogni modo, ora sto stampando un cubo di calibrazione x vedere se la ricalibrazione del flusso e' corretta, verifico cmq le cinghie (ci metto un attimo) e poi provo a ristampare il pezzo originale -
I video sono questi e come dice @eaman hai bisogno di Visual studio, compili il tutto e poi metti nella root dell'SD il firmware.bin, metti la SD nella stampante e fai boot
-
Stampa con righe orizzontali
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
mmmmm ho un BMG clone dual gear montato un mesetto fa, faccio un check delle componenti ho appena rifatto la calibrazione del flusso in vase mode ed in effetti le superfici sono venute bene. Questa sera provo a ristampare il pezzo con i nuovi settaggi del flusso per capire se cambia qualche cosa, poi parto con i check hw -
io sulla mia faccio in questo modo: - faccio home degli assi o cmq sposto il nozzle al centro del piatto - faccio scendere a mano (girado lentamente le barre trapezie) Z fino a far toccare il nozzle sul piatto - con degli spessimetri stampati da me e posti sotto la probe verifico che la distanza tra la probe a riposo e il piatto sia tra 2.3mm e 4.3mm come da specifiche del BLTouch Ora se nn hai gli spessimetri o nn li puoi stampare, un modo piu' grezzo potrebe essere quello di far arretrare il piatto il piu' possibile, portare a contatto il nozzle al piatto sul bordo anteriore del piatto stesso ed effettuare la misura con un calibro. Il margine di errore e' maggiore rispetto all'altro metodo ma riusciresti almeno a capire se sei nel range richiesto
-
Filamento che smette di essere estruso.
dnasini ha risposto a diciassette nella discussione Problemi generici o di qualità di stampa
Quoto quanto detto da @FoNzY, un problema che hai e' hotend intasato, ora c'e' da capire cosa lo origina. Facci sapere i valori di retrazione impostati, se hai ritrazioni troppo frequenti o ritrai troppo o troppo poco, il filamento si ammorbidisce e si deforma all'interno dell'hotend ingrassandosi e tappando l'hotend stesso. Altra cosa e' verificare se il Bowden lato nozzle e' rovinato o integro, se e' rovinato, devi rimuovere la parte con un taglio netto a 90 gradi e poi rimettere il PTFE in battuta sul nozzle. PTFE nn in battuta porta a sversamenti di materiale nella gola e conseguente otturazione. Ultima prova che puoi fare al volo, quando si verifica il problema, estrai il filamento e verifica se la parte finale dello stesso risulta ingrossata. Se si potresti avere un problema di ventilazione insufficiente del dissipatore. Se accade, il calore risale dalla gola verso il dissipatore ammorbidendo il filamento e creado il rigonfiamento. Se fosse cosi', il rimedio e' sostituire la ventola con una nuova o piu' potente -
Stampa con righe orizzontali
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Non uso Z-Hop, al momento ho fatto un test stampando un rettangolo vuoto prima con questo ordine - inner shell-outer shell- infill e poi con - outer shell-inner shell-infill e il secondo risultato sembra leggermente migliore del primo anche se le righe rimangono. Posso provare a ricalibrare il flusso anche se mi fa molto strano visto che fosse quello il problema, dovrei averlo uniforme su tutto il pezzo e non a "tratti" -
Problemi primo layer PETG
dnasini ha risposto a TOAD nella discussione Problemi generici o di qualità di stampa
mmmm un problema simile me lo dav il PLA amazonbasic. Io guarderei in primis se il piatto e' ben livellato e se sia pulito, poi ricontrollerei lo Z-Offset x verificare nn sia troppo alto. Io il problema lo avevo con piano in PEI quindi gli davo una carteggiata con carta a 600, lavavo con isopropilico e rilivellavo Per il tuo filamento, nn credo sia umidita', se lo hai aperto da 12 ore nn ha sicuramente fatto in tempo ad inumidirsi stando all'aria (lo vedo molto poco probabile). Solo ai fini di testing, io creerei un quadrato 50x50mm con altezza singolo layer per verificare se il problema si presenta anche su forme "regolari". L'oggetto che stampi ha forma triangolare con riempimento primo layer angolato e anche questo potrebbe essere un elemento che influisce sull'adesion. Altra cosa che guarderei e' quanta "sovrapposizione" hai tra perimetro e riempimento, magari aumentandolo leggermente dai un maggior ancoraggio al filamento -
Stampa con righe orizzontali
dnasini ha pubblicato una discussione in Problemi generici o di qualità di stampa
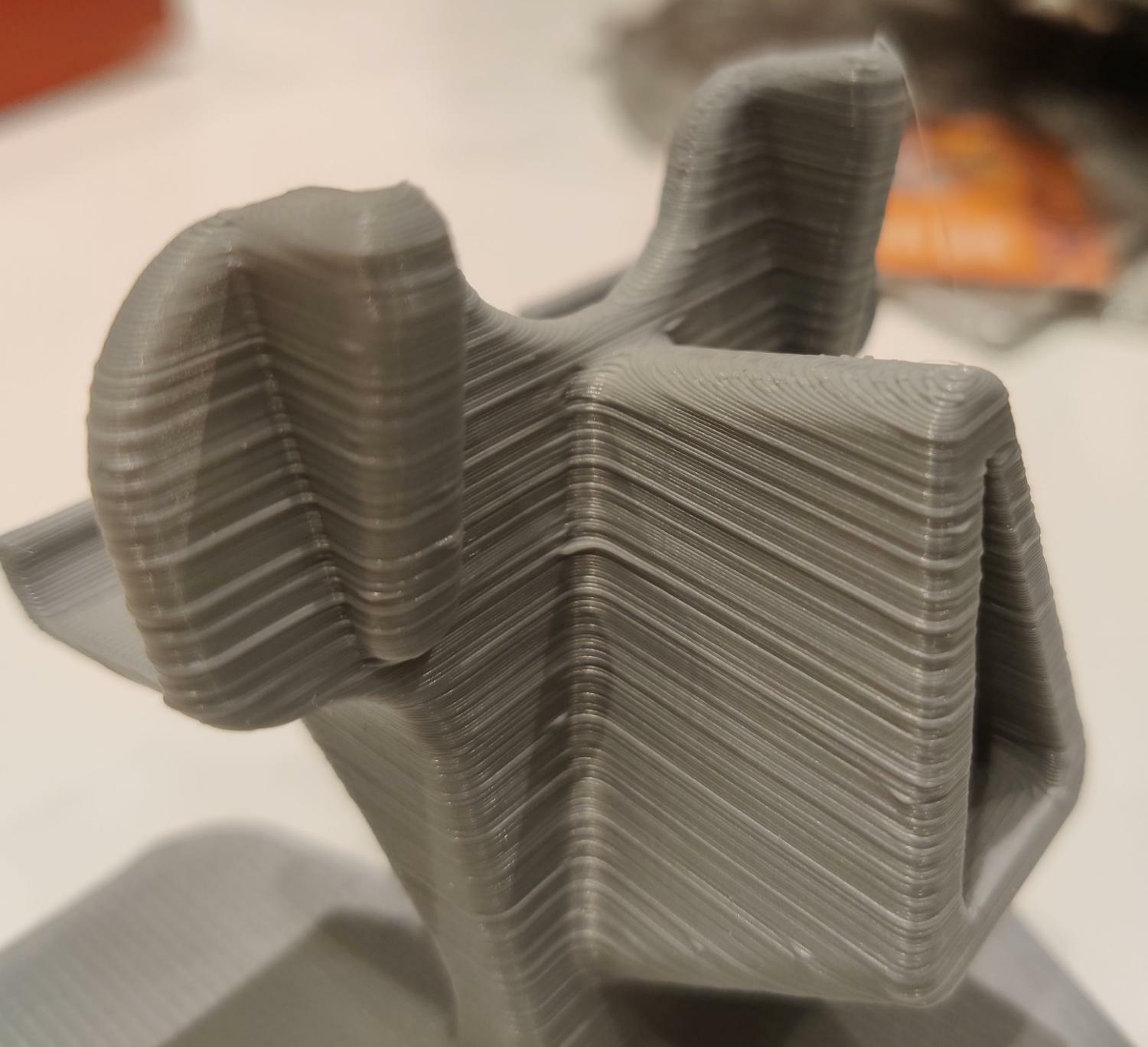
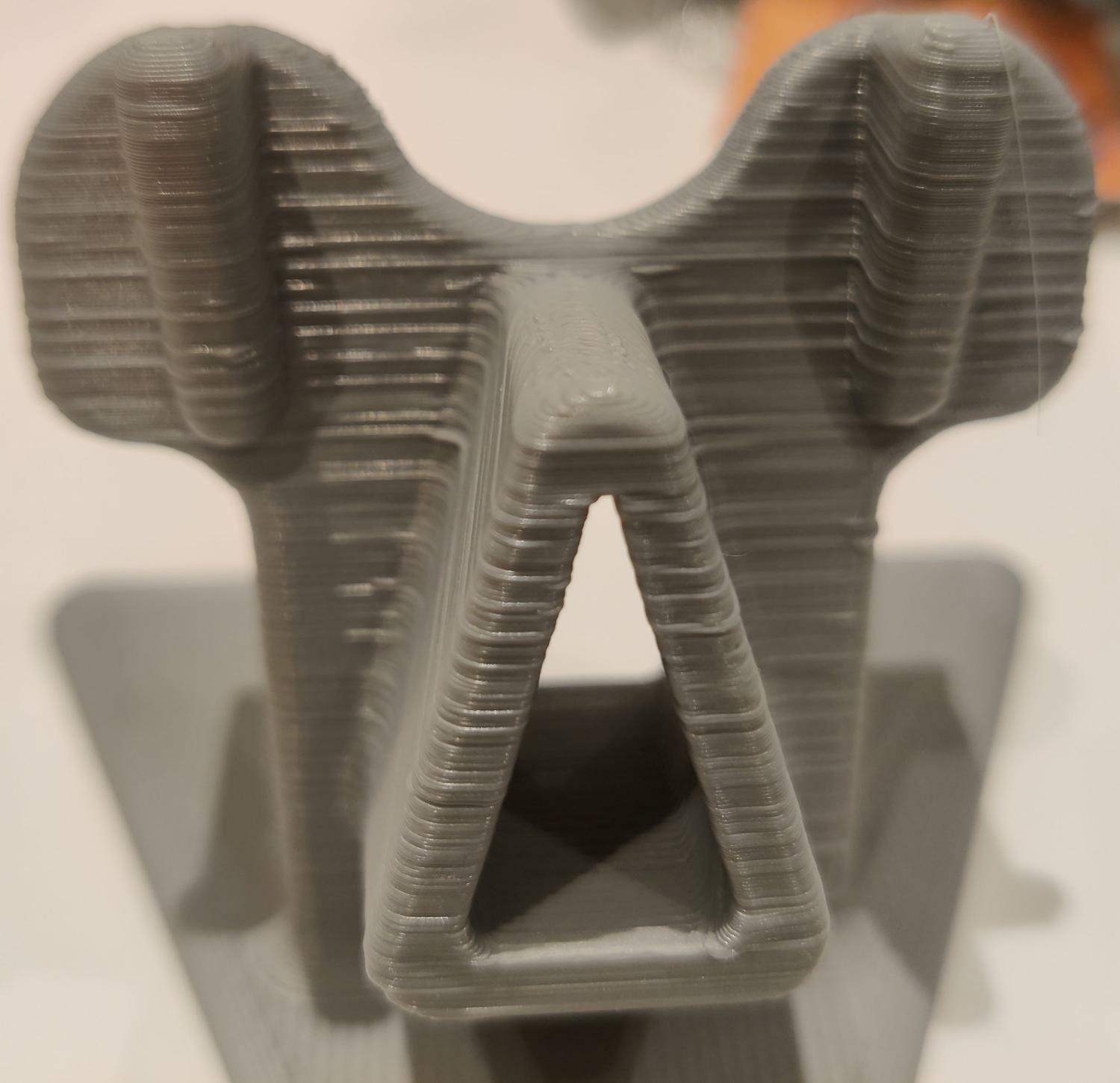
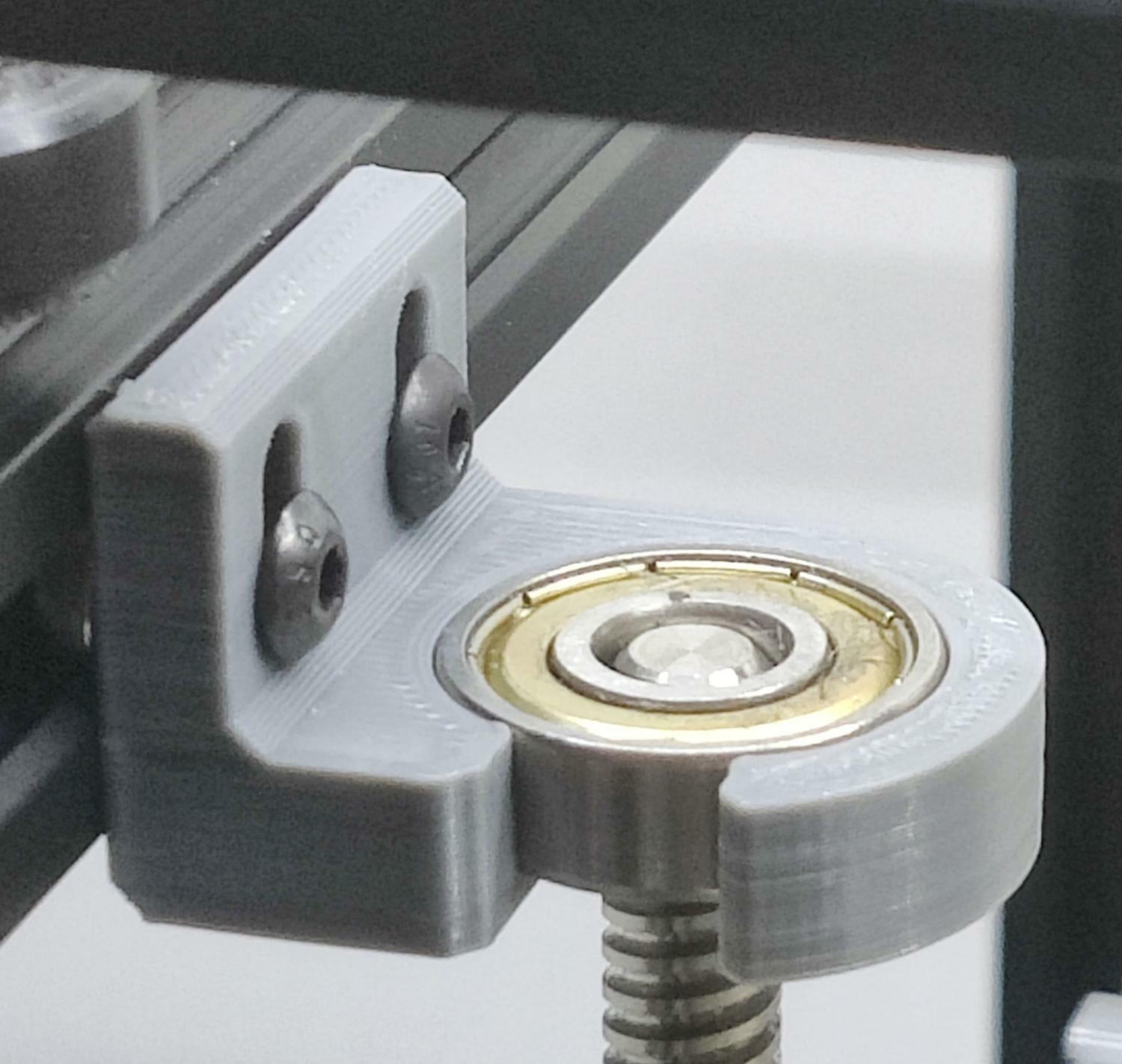
Ciao A tutti, mi trovo a dover "combattere" con un inestetismo sulle superfici delle mie stampe per il quale nn riesco ad individuarne la causa. Come potete vedere dalle immagini, mi ritrovo delle linee irregolari come se il flusso cambiasse tra i vari layer Inizialmente ho pensato potesse essere un problema delle barre trapezie degli assi Z che, ruotando, potessero avere gioco e quindi "spostare" leggermente il piatto, ma non vedo una ciclicita' del problema. Ad ogni modo ho aggiunto delle guide per escludere anche questo ma nn sembra aver risolto Questa la mia configurazione: Ender 5 Plus PLA+ Sunlu Hotend stock con gola bimetal Chiocciola assi Z con antibackslash Nozzle 0.6mm velocita' di stampa 60mm/s Extrusion width 0.68mm Layer height 0.2mm (ma ho problema analogo anche a 0.3mm) 3 perimetri Stampo prima perimetri interni, poi esterni ed infine riempimento Qualcuno ha qualche idea delle cause? Grazie
-
Problema asse Z dopo cambio hotend
dnasini ha risposto a BananaMetallurgica nella discussione Problemi generici o di qualità di stampa
mmmm se da menu' nn hai modo di definire un offset dell'hotend, dovresti guardare tra i comandi gcode e capire come compensare questo spostamento in modo da dire alla macchina qual'e' la posizione esatta del nozzle cosi' da nn avere questi scostamenti in fase di stampa -
Flsun Q5 calibrazione ad ogni riavvio
dnasini ha risposto a Dhaze84 nella discussione Problemi generici o di qualità di stampa
Quella di @eaman e' una soluzione, cambiare x cambiare (e imparare x imparare) puoi montare Klipper. Se vuoi rimanere su Marlin, cercati su youtube i due filmati di Da Zero che ti spiegano che sw ti servono e come modificare i file di configurazione. Ad ogni modo, concordo con l'osservazione di @eaman, andando avanti a installare fw preconfezionati difficilmente risolverai i tuoi problemi, ricompilati il tuo fw (Klipper o Marlin che sia) e parti da una configurazione nota -
non devi alzare Z, devi verificare la distanza tra probe e nozzle. Se sei dentro nel range sei a posto, altrimenti dovresti verificare se la probe (CRTouch) e' regolabile in altezza tramite viti o inserendo spessori. Ad ogni modo, visto il tuo gruppo estrusore, mi aspetto che il CRTouch sia posizionato in modo da rientrare nei parametri ma un controllo lo farei cmq, giusto per togliermi il dubbio. La regolazione dello Z-Offset (distanza del nozzle dal piatto dopo homing) la devi cmq calibrare a mano. Questa operazione l'hai fatta?
-
acquisto per realizzare parti meccaniche e di supporto in progetti scolastici
dnasini ha risposto a brontosauro nella discussione La mia prima stampante 3D
PEr uso accademico potrebbe essere interessante anche modificare/customizzare il fw per avere nuove funzionalita'. Per questo "eviterei" gli ultimi modelli Creality che, a quanto pare, non permettono aggiornamenti fi fw se non perdendo la compatibilita' con il display. Anche la Ender 5 Pro potrebbe essere interessante, staresti nel budget, ha un telaio rigido, e' piuttosto diffusa e facilmente manutenibile. Essendo poi su "base Ender" le considerazione fatte per gli altri modelli spesso si applicano anche a questo -
io ne ho ben due di queste schede e mi trovo molto bene. Se vuoi farti un'idea delle sue potenzialita', guarda ad esempio questi due link https://notenoughtech.com/3dupgrades/bigtreetech-skr-mini-e3-v3-0/ https://3dwork.io/en/skr-mini-e3-v3/ io le mie le ho configurate prendendo spunto da questi link. E come ti ha detto @FoNzY, ti devi compilare il fw ed installarlo prima di poterla usare. Se nn lo hai mai fatto, cercati su youtube due video di Da Zero su come installare Marlin, ti da diverse info su cosa ti serve e come modificare i file di configurazione per compilare le varie funzionalita'
-
Questa macchina nn dovrebbe avere l'endstop meccanico ma utilizzare il CRTouch x questo scopo. Se hai cambiato il piatto e originariamente avevi il vetro, va da se che ti ritrovi lo Z-Offset piu' "alto" di circa 3mm..... Hai verificato che la probe del CRtouch a riposo (non estesa) disti dalla punta del nozzle tra i 2 ed i 4mm (documentazione BLTouch ,a credo sia analoga, nel caso verificala)? Io solitamente la regolo intorno ai 3mm facendo appoggiare il nozzle al piatto e misurando con degli spessimetri la distanza della probe.
-
Problema asse Z dopo cambio hotend
dnasini ha risposto a BananaMetallurgica nella discussione Problemi generici o di qualità di stampa
x il video, puoi mettere il link se li hai caricati su youtube. Domanda di rito: se sei "nuovo e principiante" desumo che la stampante sia relativamente nuova. Posso chiederti come mai ti sei visto costretto a cambiare l'hotend? malfunzionamento o upgrade? Per la tua stampante, se nn ricordo male nn hai BLTouch o similari, quindi lo 0 del piatto dovrebbe calibrarlo facendo toccare il nozzle sul piatto, corretto? Se fosse cosi', hai verificato se anche il nuovo hotend e' "compatibile" con questo modo di lavorare? -
Flsun Q5 calibrazione ad ogni riavvio
dnasini ha risposto a Dhaze84 nella discussione Problemi generici o di qualità di stampa
mmm qui mi cogli impreparato, nello specifico nn conosco la tua stampante quindi forse sarebbe meglio attendere chi ha lo stesso modello per capire come procedere con il livellamento 😕 -
Flsun Q5 calibrazione ad ogni riavvio
dnasini ha risposto a Dhaze84 nella discussione Problemi generici o di qualità di stampa
L'autolivellamento non livella il piatto, lo compensa. Il livellamento del piatto lo DEVI fare a mano. Una volta livellato a mano, ricalibri lo Z-Offset, salvi il valore trovato e se vuoi fai l'autolivellamento x compensare i decimi/centesimi di millimetro di differenza nei vari punti -
Onestamente i vincoli che metti non sono banali e ti direi.... se trovi il prodotto fammelo sapere che lo acquisto anche io 😄 Nylon da quello che leggo potrebbe fare al caso tuo ma scordati di stamparlo semplicemente e con una stampante stock economica. Di tutti i prodotti elencati, magari quello meno rognoso e' ABS/ASA ma nn saprei dirti se meccanicamente abbia le caratteristiche che cerchi. Io ABS l'ho stampato con una CR-20 Stock con la sola sostituzione della gola con una Bi-metal (15 euri di investimento) e la mia stampate e' costata 250 euro. Per 150e potresti trovare una Ender 3 base ma, come suggerito da @eaman, dovrai investirci tempo per le calibrazioni e qualche soldo in upgrade perche' cosi' come ti arriva, la vedo dura stampare i materiali che ti servono.
-
Nyxlab sembra essere il nome dello store. In tutta onesta' io i prodotti BTT li acquisto sempre dallo store ufficiale, mi e' capitato un paio di volte di inseguire il prezzo piu' basso con loro prodotti e in un caso ho aspettato il doppio del tempo necessario.... nell'altro il prodotto non e' mai arrivato 😕
-
E' la pen'ultima SKR mini x Ender 3 della BTT. Io ho la SKR mini E3 v3.0 (ne ho ben 2) e l'ho preferita alla versione 2 principalmente per 2 motivi: - ha il dissipatore piu' grande x i driver - permette di configurare la ventola del dissipatore hotend per attivarsi solo sopra una certa temperatura (comoda xche' se stai calibrando piatto o altro nn fa casino) Per il resto monta gli stessi driver
-
Bhe, se hai deciso di cambiare la scheda, perche' nn valutare qualche alternative piu' performante visto che ci sei? Le SKR della BTT sono una valida alternativa. Le trovi sia su Aliexpress che su Amazon, verifica solo la compatibilita' con il tuo display (se hai quello touch), se hai quello classico nn ci sono problemi
-
mmm se hai la scheda stock, dovrebbe essere come questa we nn vedo molte chances di cambiare il deiver visto che e' onboard 😞
-
Dipende dalla scheda, alcune hanno i driver sostituibili, altre li hanno onboard. Chw stampante e che scheda hai?