dnasini
-
Numero contenuti
4.236 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Nozzle da 0.4 si dilata a 0.45
dnasini ha risposto a Alessia200008 nella discussione Problemi generici o di qualità di stampa
Ti confesso che nn ho capito cosa intendi per "usandolo l'ugello si è dilatato a 0.45". Intendi che si e' usurato? se si, dopo qunto tempo e come hai verificato questa "dilatazione"? Io ho un ugello da 0.4 e nello slicer imposto l'estrusion width a 0.45 (ampiezza nozzle + circa il 12%). Quando faccio la calibrazione del flusso, stampo l'hollow-cube in vase mode (quindi con singola parete) e di conseguenza il mio valore di riferimento per il calcolo del flusso e' l'extrusion width, cioe' 0.45 (impostazione dello slicer) -
problema longer lk5 pro
dnasini ha risposto a Maurotopa nella discussione Problemi generici o di qualità di stampa
Hai un sensore di fine filamento installato? se si, ha mai funzionato prima? se lo hai appena installato, hai verificato che sia collegato correttamente? -
Comportamento strano display BTT Mini 12864 V1.0 collegato a SKR Mini E3 v3.0
dnasini ha pubblicato una discussione in Hardware e componenti
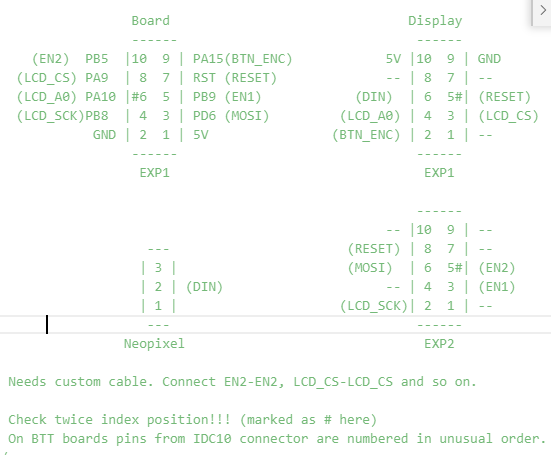
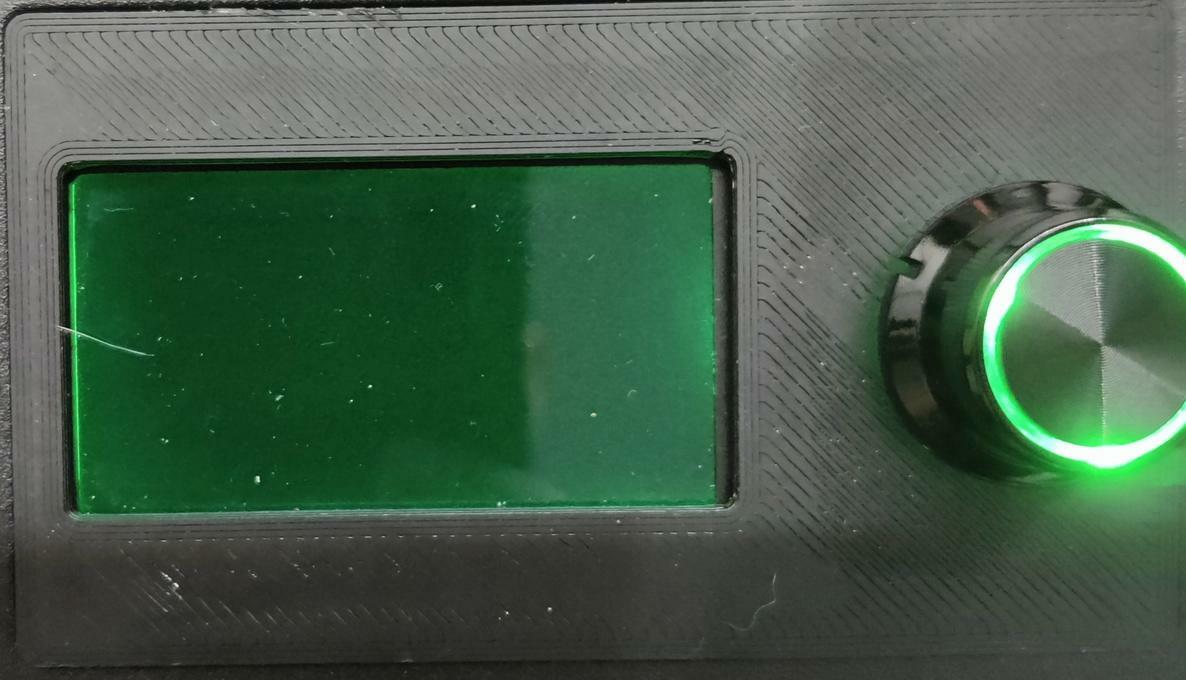
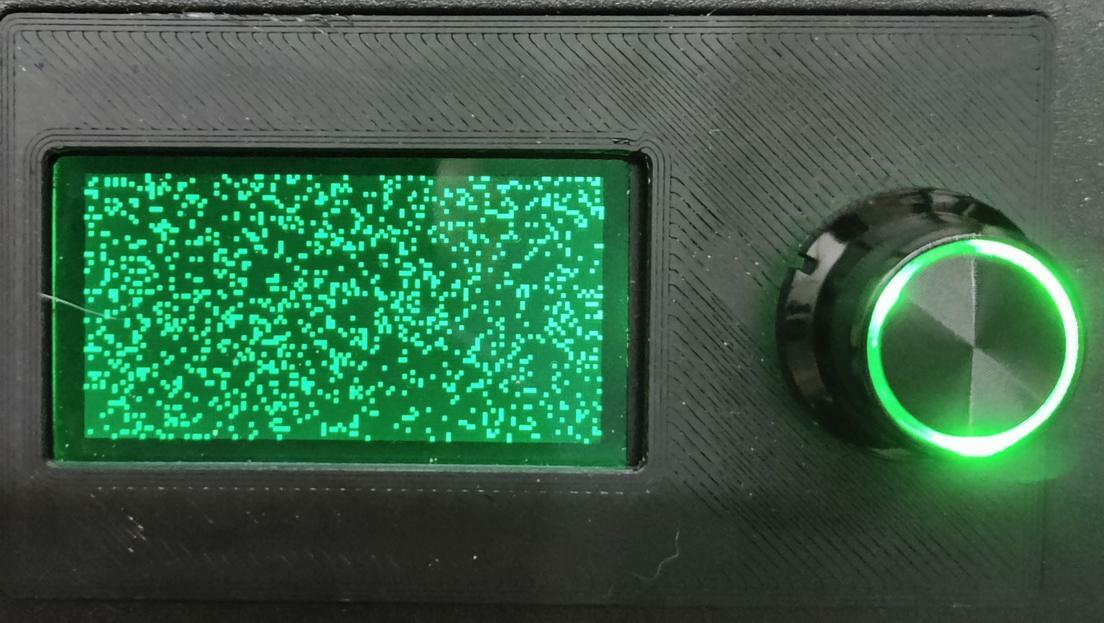
Ciao a tutti, Per la mia nuova Ender 5 Plus ho preso una SKR Mini E3 v3.0 che gia' monto sulla CR-20 e con la quale mi trovo molto bene. Non potendo riutilizzare lo schermo touch della Ender 5 Plus, ho "riesumato" un BTT Mini 12864 V1.0 RGB e, seguendo vari forum, mi sono costruito il cavo per collegarlo alla SKR con il pinout come segue Completato il cavo e collegando il tutto (dopo aver configurato opportunamente il fw) accendo e tutto funziona molto bene, scelgo come colore il verde, lo imposto come "profilo" di default e tutto sembra andare. Dopo uno dei ripetuti reboot, mi trovo lo scermo completamente verde, come se la scheda fosse piantata, spengo e riaccendo ma nulla, uguale. Riapro il case per vedere se qualche collegamento al display e' molle o scollegato, ma tutto e' a posto. Provo a staccare il Pin 2 del Neopixel (DIN), faccio ripartire il tutto e mi accorgo che in controluce il display funziona ma la luminosita' e' talmente bassa che e' inutilizzabile. Riattacco il pin, riaccendo e tutto funziona. Richiudo il tutto, spengo e riaccendo e tutto sembra funzionare fino a che, dopo qualche riaccensione, ritorna il problema. Non sembra essere un problema di cavi o connessioni ballerine perche' se quando tutto funziona, muovo i connettori o i cavi, tutto rimane funzionante. Sembra come se, alcune volte, la MB nn piloti affatto il display. Quello che ho notato e' che quando funziona, lo schermo all'accensione appare cosi' per poi passare a cosi' Quando nn funziona, rimane in questo stato e devo spegnere e riaccendere, sperando che si ripigli Qualcuno ha idea di cosa potrebbe essere o almeno dove andare a controllare? Grazie
-
Primo disastro… si può bucare il fep?
dnasini ha risposto a Sefiroths nella discussione Problemi generici o di qualità di stampa
se hai incisioni sul FEP o lo stesso risulta opacizzato, stai pur certo che in quel punto avrai problemi per la stampa finale. Va da se che se e' addirittura bucato, la stampa fallita e' l'ultimo dei tuoi problemi. Io ho stampato con FEP rigato (per intenderce righe dovute ad usura e non solchi) e mi e' andata bene per le prime stampe. A lungo andare, pero', il tasso di fallimenti aumentava e da li capisci che la sostituzione si rende necessaria -
Esiste un trucco per staccare facilmente la miniatura dal piatto?
dnasini ha risposto a Sefiroths nella discussione Problemi generici o di qualità di stampa
Io la mia l'ho presa su aliexpress sul negozio della twotrees, li il minimo sembra essere 135x75 -
Esiste un trucco per staccare facilmente la miniatura dal piatto?
dnasini ha risposto a Sefiroths nella discussione Problemi generici o di qualità di stampa
io propenderei x il piatto magnetico (che uso) invece delle preghiere che sembrano essere molto meno deterministiche e si trasformano velocemente in .... bestemmie.... 😕 -
Stampa ABS parte bene ma poi va in errore
dnasini ha risposto a ValerioBI nella discussione Problemi generici o di qualità di stampa
ABS nn vuole, di principio, ventola, quindi disabilitala per tutta la stampa azzardando un 30% solo x bridge e overhang. Come temperatura 250C hanno senso, immagino tu abbia fatto una temp tower per individuare la temperatura corretta di estrusione. Ok anche il piatto che io tessei sempre a 100C. Per l'adesione e' sufficiente il Brim, 10 linee a 8mm/s per assiscurarti che tenga bene. Per le velocita' di stampa, stai sui 10mm/s per il primo strato ed i successivi non oltre i 40mm/s -
Problemi primi layer/qualità di stampa
dnasini ha risposto a Anto7 nella discussione Problemi generici o di qualità di stampa
esattamente -
Come attivare la funzione di mixing su Marlin
dnasini ha risposto a Dario Comico nella discussione Software di slicing, firmware e GCode
Comunque servono molte informazioni, tipo : L'estrusore ha due motore o utilizza un servo per cambiare? L'estrusore ha 2 cartucce riscaldanti e 2 sensori per la temperatura? Che tipo di driver hai? Gli step/mm di tutti gli assi? come dice @Salvogi, ti servono piu' dati. Tieni conto che un singolo parametro "fuori posto" o non correttamente configurato puo' generare molteplici errori. Per questo motivo, parti dal primo errore che ti viene segnalato e risolvi quello. Spesso in visual studio la risoluzione del primo errore riduce drasticamente i successivi -
Creste sul primo strato
dnasini ha risposto a Lanphri nella discussione Problemi generici o di qualità di stampa
x lo slicer, cerca un filmato di help3d, ne mette a confronto 3 di sui 2 sono quelli che ti ho citato io (ideamaker e prusa) per disegnare, io uso Fusion360, ci sono un sacco di tutoria in rete e con la licenza hobby hai tutto quello che ti serve nella modalita' gratuita -
Come attivare la funzione di mixing su Marlin
dnasini ha risposto a Dario Comico nella discussione Software di slicing, firmware e GCode
Da quali file di ocnfig parti? da quelli di esempio presenti sul sito marlin (se esistono) o da quelli "vergini"? -
Come attivare la funzione di mixing su Marlin
dnasini ha risposto a Dario Comico nella discussione Software di slicing, firmware e GCode
Nello specifico non conosco la funzionalita' di mixing, ma andando a logica e sulla base un po' di esperienza, se le funzionalita' nn sono abilitate nel fw difficilmente dando comandi gcode otterrai quello che cerchi -
Problemi primi layer/qualità di stampa
dnasini ha risposto a Anto7 nella discussione Problemi generici o di qualità di stampa
Difficile a dirsi. Da quello che scrivi, potrebbe essere anche il filamento che, nn corsevato bene, puo' dare una resa differente. Nella prima foto, sembrerebbe quasi tu sia piu basso nel primo layer rispetto alla seconda foto, da cui linee piu' "fuse" -
Creste sul primo strato
dnasini ha risposto a Lanphri nella discussione Problemi generici o di qualità di stampa
immagino ti stia stampando PLA, ed 190C e' il minimo sindacale per la maggior parte dei filamenti di questo tipo. Ad ogni modo, nn e' cosi' che si individua la temperatura corretta di estrusione. Scaricati una temptower ad esempio da thingiverse. prendi il range di temperature indicate dal produttore del filamento ed imposta nello slicer che ad ogni cambio di sezione lo slicer deve cambiare temperatura. Se il range del tuo filamento e' 190C-220C, parti con 220C nella prima sezione, abbassa a 215C nella seconda, poi 210 nella terza e cosi' via. Una volta terminata la temptower, ispezionala per trovare la temperatura dove la stampa riesce meglio, una volta individuata, con una pinza prova a rompere le varie sezioni per verificare se, alla temperatura individuata, corrisponde anche la miglior resistenza meccanica Non conosco Voxelmaker ma da quello che ho visto in altri post e' piuttosto "limitato". Io non sono fan di Cura, lo trovo troppo "confusionario" e macchinoso (vedi i plughin) per i miei gusti quindi ma se lo sai usare e' meglio di un dito nell'occhio. Se proprio devi fare lo sforzo di imparare un nuovo slicer, forse e' meglio Prusa slicer (o Superslicer che e' identico a Prusa ma opensource). Io uso Ideamaker che e' un buon compromesso e molte delle funzioni come il cambio parametri a certe altezze (vedi temptower e retraction tower) sono incluse di default. Di contro, con Ideamaker devi entrare nell'ottica dei profili (di stampa di stampante e di materiale) ma una volta capito il meccanismo e' tutto molto intuitivo e ben organizzato -
Creste sul primo strato
dnasini ha risposto a Lanphri nella discussione Problemi generici o di qualità di stampa
Io utilizzo Ideamaker che e' un altro slicer. Per quello che vuoi fare tu, nn devi modificare alcun parametro se non le istruzione nello start gcode come suggerito da @Cubo. Se gia' a quel livello (cioe' prima ancora di iniziare la stampa) hai problemi di ozing (percolamento materiale) con buona probabilita' stai usando una temperatura troppo alta di estrusione. Se la temperatura e' piu' alta del necessario, il filamento rimatre troppo liquido e la forza di gravita' fa il resto. come hai impostato la temperatura? ad occhio oppure hai stampato una temp tower? -
Creste sul primo strato
dnasini ha risposto a Lanphri nella discussione Problemi generici o di qualità di stampa
Lo Z-hop e' "sconsigliato" perche' allunga inutilmente le stampe senza dare un reale beneficio. Se il problema e' l'ozing eccessivo (percolamento di materiale durante i travel) bisogna lavorare sulla retraction ed eventualmente abbassare la temperatura. Le righe sulla stampa durante gli attraversamenti sono spesso dovute ad un eccessivo flusso durante la stampa dei top layer. Impostando lo slicer per non fare travel sopra i pezzi funziona ma nn e' la soluzione per 2 motivi: 1) il problema nn lo si risolve ma ci si gira attorno e 2) su pezzi di una certa dimensione si allungano i tempi complessivi di stampa. -
Comando M600
dnasini ha risposto a Caino74 nella discussione Problemi generici o di qualità di stampa
il 99.999% dei firmware stock hanno questo comando disabalitato. Il che significa o che aspetti fino a che morte nn sopraggiunga che il Vendor lo abiliti (e dalle premesse nn accadra mai) oppure ti metti il cuore in pace e ti ricompili il fw. Visto che opterai per ricompilarti il fw, cercati due video di dazero su youtube che ti dicono quali strumenti avrai bisogno e come cominciare a capire come si ricompila un fw. Ci siamo passati tutti, chi piu' e chi meno, sembra copmplicato ma e' fattibile. -
Creste sul primo strato
dnasini ha risposto a Lanphri nella discussione Problemi generici o di qualità di stampa
come tutorial puoi fare riferimento al canale di help3d, in italiano e piuttosto esaustivo. per la torre di retrazione e' meno complesso di quanto sembra. Supponiamo che tu abbia configurato 3 mm di retrazione a 40mm/s. Come hai detto, nn ti trovi male ma potrebbe essere migliorabile. Partendo da quello che hai (3mm) prova ad abbassare e alzare leggermente x capire dove meglio andare. Quindi ti configuri una torre di retrazione che, ad ogni livello, modifica solo la quantita' materiale lasciando invariata la velocita' (40mm/s). La torre la puoi far partire con i valori di 2mm, 2.5mm, 3mm, 3.5mm, 4mm confronti i risultati sulla base del valore configurato (3mm ) e scegli il migliore. supponiamo che trovi che 2.5mm e' il meglio. A questo punto, lasci fisso 2.5mm come quantita' di materiale e vari la velocita'. Ad esempio potresti impostare la torre che ha questi livelli 30mm/s, 35mm/s,40mm/s,45mms,50mm/s come prima, li confronti e scegli quello che reputi meglio. supponiamo sia 50mm/s, il gioco e' fatto, i tuoi nuovi valori saranno 2.5mm alla velocita' di 50mm/s PS. che io sappia manuali nn ne esistono visto le infinite variabili in gioco, ci sono tante best practice ma te le devi cercare in giro o, come molti di noi, snocciolare il rosario e imparare x approssimazioni successive (sono vecchiarello anche io.... e ci metto un po' piu' tempo del dovuto... ma alla fine ci arrivo 😉 ) -
Creste sul primo strato
dnasini ha risposto a Lanphri nella discussione Problemi generici o di qualità di stampa
nn e' una domanda a cui e' semplice rispondere... fai una torre di retrazione nell'intorno del valore che hai impostato per capire come meglio calibrare la quantita' di materiale tenendo costante la velocita' che hai impostato ora una volta trovata la quantita' di materiale, fissi quella, rifai la retraction tower e vari la velocita' nell'intorno di quella impostata facendo in questo modo dovresti essere in grado di fare fine tuning x entrambe le variabili -
Anycubic I3 mega - Stampa spostata offset 10mm a metà stampa: perchè? Come risolvo?
dnasini ha risposto a calmabubba nella discussione Problemi generici o di qualità di stampa
Bhe se tu avessi avuto un problema meccanico, si sarebbe ripresentato anche sulla seconda stampa quindi, a mio avviso, potrebbe esser stato un problema transitorio Se nn hai un tendicinghia, aumentare la tensione e' un'operazione puramente meccanica: sviti il fermo della puleggia, tiri il fermo della puleggia tensionando la cinghia e mentre la tieni tirata, stringi i bulloni -
Problema estrusore ender 3 V1
dnasini ha risposto a giangy3 nella discussione Problemi generici o di qualità di stampa
Se cambi il diametro del nozzle devi anche ricalibrare il flusso di stampa e adeguare i parametri nello slicer. Se estrudi da LCD o Octoprint, esegui meccanicamente un'operazione indipendentemente dalla configurazione hw che hai, quindi il risultato lascia il tempo che trova e nn e' significativo. -
Problema estrusore ender 3 V1
dnasini ha risposto a giangy3 nella discussione Problemi generici o di qualità di stampa
Se stampi PLA sunlu Marble, e tieni il nozzle da 0.4mm ti si intoppa tutto a tempo 0. Stesso problema con la mia, devi passare a nozzle 0.6mm. -
pareti non si incollano
dnasini ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
ma hai misurato lo spessore delle pareti stampate? il valore medio delle 4 ti viene 4 x extrusion width? -
Creste sul primo strato
dnasini ha risposto a Lanphri nella discussione Problemi generici o di qualità di stampa
per regolare il flusso, devi innanzitutto regolare gli step/mm dell'estrusore (se non lo hai gia' fatto) e poi stamparti un hollow cube e verificare se lo spessore parete e' quello che ti aspetti. Se hai impostato la larghezza parete a 0.4mm, se stampi l'hollow cube a 2 pareti, la larghezza media che devi misurare con il calibro sulle 4 pareti deve essere 0.8mm. Se il valore e' maggiore o minore di quello che ti aspetti, utilizzando la formula (cerca in rete un tutorial, ce ne sono a mazzi) trovi il nuovo valore da impostare, lo imposti, ripeti il test e rimisuri. Continui fino a che raggiungi il livello di precisione che piu' ti aggrada -
Anycubic I3 mega - Stampa spostata offset 10mm a metà stampa: perchè? Come risolvo?
dnasini ha risposto a calmabubba nella discussione Problemi generici o di qualità di stampa
per verificare il tensionamento delle cinghie ci sono due modi: uno rigoroso e l'altro un po' piu' casereccio. Il primo prevede ad esempio che tu ti stampi un "misuratore" di tensionamento (lo trovi su thingiverse) e verifichi il livello delle cinghie. Il secondo (che uso io) e' molto piu' spartano e funziona limitatamente al controllo di tensionatura minima per nn creare ringhing o perdita di passi. Semplicemente pizzichi la cinghia e verifichi che abbia un minimo di vibrazione sufficiente a far si che la puleggia nn salti. Come detto e' casereccio, ma ti da subito la sensazione del tiraggio della cinghia. Una cinghia molle, quando hai un'accelerazione elevata, tende a "saltellare" facendo girare a vuoto la puleggia quel tanto che basta da creare una layer shift I tendicinghia sono pratici per le regolazioni ma non strettamente necessari. Io li ho comperati ma non montati visto che, per il moemnto, problemi con le cinghie nn li ho