dnasini
-
Numero contenuti
4.236 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Modificare percentuale riempimento solo alcune zone
dnasini ha risposto a Ziopios nella discussione Problemi generici o di qualità di stampa
La soluzione e' usare i modificatori dello slicer. In pratica definisci un solido (parallelepipedo, cubo, cilindro...) all'interno del quale solo alcuni parametri variano rispetto alle impostazioni dello slicer. Posizioni il solido nei punti che ti interessano e imposti la variazione dei parametri per quella zona (nel tuo caso l'infill) -
Cinghia asse Y Artillery Genius Pro
dnasini ha risposto a IruiaSan123 nella discussione Hardware e componenti
cosi' a sentimento, quella cinghia nn dovrebbe terminare in quel modo...... ma se muovi il piatto che succede? -
Oggetti staccati con piatto pei
dnasini ha risposto a Heda nella discussione Problemi generici o di qualità di stampa
Direi che il primo layer e' migliorato, hai provato a stampare ad esempio un cubo? riguardo il menu', purtroppo hai una versione "preistorica" di Marlin 😞 Ricordo che quando passai io da Martin 1.1.9 a 2.0.9 notai un deciso miglioramento delle opzioni presenti nel menu', quindi temo che dipenda da questo. Come hai puntualizzato tu, puoi ovviare via gcode con repetier host, ma e' cmq una menata. -
Oggetti staccati con piatto pei
dnasini ha risposto a Heda nella discussione Problemi generici o di qualità di stampa
Dal cubo risulti decisamente alto con il primo layer e lo noti dal fatto che ogni riga e' "singola", staccata dalle altre e non appiccita. La misurazione dello Z-Offset non e' nulla di complicato. Lo Z offset e', a tutti gli effetti, la distanza che imposti tra il nozzle ed il piatto. Il primo passo e' livellare il piatto. Con il piatto livellato, fai homing degli assi, poi metti il nozzle al centro del piatto. Ora scegli come calibrare lo Z offset, puoi usare il foglio di carta (comodo, veloce e a costo zero ma molto soggetto ad interpetazione) o gli spessimetri (molto meno interpretabili). Io uso uno spessimetro da 0.2mm (su amazon trovi il set a 10 euro). Supponendo di usare lo spessimetro (vale lo stesso per il foglio di carta) dal menu' della stampante fai scendere il nozzle fino a far toccare lo spessimetro. Continua a sendere (di 0.1mm alla volta) fino a che riesci a muovere lo spessimetro con una certa difficolta'. A questo punto, ti segni il valore di Z in quella posizione e la sommi al valore dello Z-Offset impostato nella stampante, salvi ed il gioco e' fatto, quello sara' il tuo nuovo Z offset. Per meglio chiarire, supponiamo che tu abbia impostato uno Z-Offset di -2.4mm e che scopri che il foglio di carta o lo spessimetro rimangano "intrappolati" sotto il nozzle ad un valore di Z pari a 0.2mm. A questo punto, il tuo nuovo valore di Z-Offset sara' Z-Offset_new = Z-Offset + Z = -2.4mm + 0.2mm = -2.2mm -
ventole per raffreddare le stampe
dnasini ha risposto a Bomber nella discussione Problemi generici o di qualità di stampa
se provi a invertire il JST della ventola Hotend con quella Materiale cambia qualche cosa? -
ventole per raffreddare le stampe
dnasini ha risposto a Bomber nella discussione Problemi generici o di qualità di stampa
nella sostituzione sei intervenuto anche sulla MB? se si, hai inserito il JST della ventola nello stesso slot di quella guasta o in un altro sempre contrassegnato FAN? -
ventole per raffreddare le stampe
dnasini ha risposto a Bomber nella discussione Problemi generici o di qualità di stampa
Di quali ventole stiamo parlando? per il raffreddamento dell'hotend, del pezzo da stampare, della MB, dell'alimentatore..... Con quali ventole le hai sostituite? intendo, pezzi originali o altre ventole? se sono altre ventole, hai verificato le specifiche del voltaggio? In linea di principio, la maggior parte delle stampanti ha la ventola che raffredda il dissipatore dell'hotend che e' sempre accesa, mentre quella del raffeddamento del pezzo che e' "comandabile" dallo slicer. Solitamente anche quella della MB e' comandabile a seconda della temperatura delle componenti -
Grumi e stringing con PETG Ouverture
dnasini ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
Dal link che ti ho girato, se hai avuto modo di leggerlo, addirittura veniva specificato che della stessa marca la stampabilita' variava da colore a colore. Io ho preso SUNLU xche' mi trovo bene con PLA+ e ABS, ad ogni modo leggevo bene anche di eSUN x PETG -
Errore temperature hotend su FL-SUN Q5
dnasini ha risposto a ZUCCA nella discussione Problemi generici o di qualità di stampa
Guarda, io sono andato in fissa x il piatto da 300x300 ed mi ero fatto tentare dall CR-10 Smart Pro... leggendo recensioni tutti ne parlano bene, ma ho anche scoperto che con buona probabilita', nn e' possibile customizzare in fw (devi attendere il Sig Creality con i suoi rilasci improponibili), o meglio, se lo fai, devi rinunciare allo schermo. Inoltre, se sei uno a cui piace smanettare con l'elettronica, scoprirai che nn ci sono ancora MB sostituibili in modo agevole. Sommando le due cose..... ci ho rinunciato. Adesso mi si e' chiusa la vena x la Ender 5 Plus, stampante oramai nn piu' nuova ma customizzabile a 100% in ogni sua parte. Adesso c'e' lei in lista alla modica cifra di 550e + circa 380e di upgrade 😭e pensa che qualcosina riesco ariciclarla dei ricambi della mia CR20 Pro..... -
Errore temperature hotend su FL-SUN Q5
dnasini ha risposto a ZUCCA nella discussione Problemi generici o di qualità di stampa
Nell'ordine delle domande: Si, No, forse anche se la stampa a resina e' molto diversa da quella FDM La causa piu' probabile e' il termistore guasto e, segnadoti 0C, l'estrusore si blocca perche' entra in gioco la funzione di Cold Extrusion che previene l'estrusione se l'hotend e' "non in temperatura". Il fw nn credo che sia, anche perche', se funzionava prima, deve funzionare anche adesso (il sw nn si "guasta") Per la stampante a Resina, dipende cosa vuoi stampare, io l'ho comperata, ma x quello che devo fare, mi diverto di piu' con quella FDM -
schermo senza scritte A10 dopo aggiornamento Merlin 2.1.2
dnasini ha risposto a Damianking78 nella discussione Geeetech
La discussione a cui fa riferimento @Killrob e' questa e come sottolineato da @FoNzY devi ricompilarti il fw perche' sia la funzione che i parametri (griglia, distanza dal bordo, etc...) non sono attivi nei fw stock oltre ad essere vecchi come il cucu' -
Info, consigli e modifiche su modalità pausa
dnasini ha risposto a Ale93_ nella discussione Software di slicing, firmware e GCode
quel menu' mette in pausa la stampante, non il processo di stampa, ecco perche' ti si pianta sul pezzo. M600 innesca la procedura di cambio filamento e prevede il parcheggio del nozzle per la sostituzione -
Info, consigli e modifiche su modalità pausa
dnasini ha risposto a Ale93_ nella discussione Software di slicing, firmware e GCode
la risposta veloce e' si, sul come, dipende dallo slicer che utilizzi. Io uso ideamaker, nella config della stampante ho una sezione relativa alla pausa e li specifico di utilizzare il comando M600 (cambio filamento). Poi, se vuoi cambiare anche la posizione in cui si sposta l'hotend durante la pausa, devi verificare quale posizione e' configurata di default (solitamente e' l'angolo posteriore sinistro) e nel caso modificarlo con il comando (leggiti la doc per capire il come, io nn l'ho mai usato) M125 - Park Head -
Grumi e stringing con PETG Ouverture
dnasini ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
nn ho mai stampato PETG ma mi sono preso un SUNLU e provero' appena possibile. Nel girare ho trovato questo link interessante sulla stampa in PETG e guarda un po' che dice? 4. Z hop and coasting I set mine to 0.2mm on retract. This ensures I don’t pick up any filament while my extruder travels to a new part of the print. The larger the hop, the longer the print. 😄 -
Aumento temperatura massima Ender 3 pro
dnasini ha risposto a Ziki00 nella discussione Problemi generici o di qualità di stampa
ti ho risposto nel messaggio sopra..... -
Aumento temperatura massima Ender 3 pro
dnasini ha risposto a Ziki00 nella discussione Problemi generici o di qualità di stampa
mmmmm lo imposti nello slicer oppure dal menu' sotto temperature -
Filamento Umido e difetti sulla benchy
dnasini ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
Premesso che e' un'operazione da nn fare perche' potresti rigare la gola, nn ne capisco l'utilita'.... non e' in questo modo che si pulisce un hotend. Se vuoi farlo, va smontato completamente, pulito e rimontato (su youtube hai l'imbarazzo della scelta x i tutorial) Tornando alle tue foto, la prima (spurgo del nozzle) nn e' che esca cosi' tanto bene..... da quell'altezza mi aspetto una colonna verticale fino al piatto, poi dovrebbe continuare a depositarsi facendo dei cerchi. Se il filamento nn esce verticale ma in "diagonale" e tende a fare grumi o si attacca al nozzle, sarebbe meglio pulirlo con una spazzolina di ferro, riprovare x vedere se migliora o, nel caso, sostituirlo -
Filamento Umido e difetti sulla benchy
dnasini ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
??? ma che nozzle stai usando x far passare un fil di ferro da 0.76? e' un 0.8mm? -
Grumi e stringing con PETG Ouverture
dnasini ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
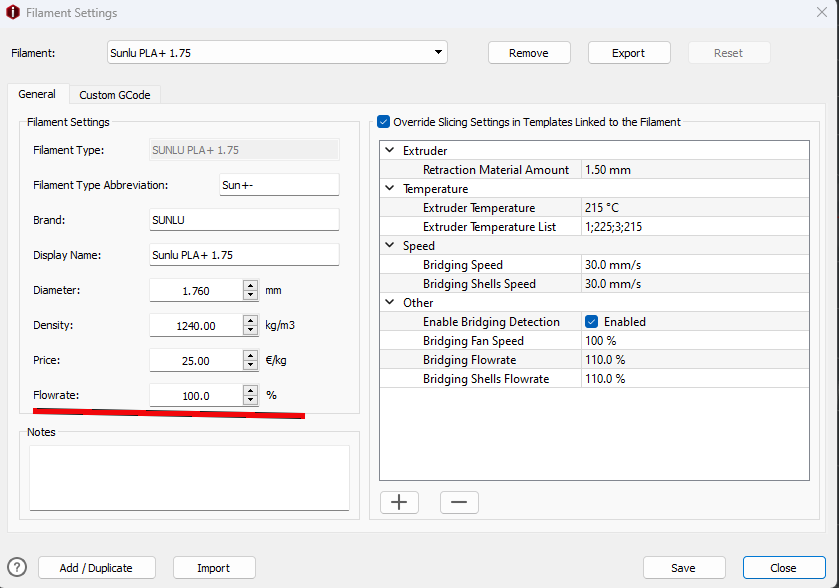
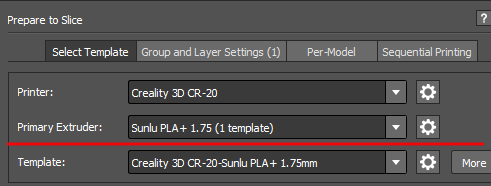
Devi andare sotto i settaggi del filamento
-
Il tirafilo va a scatti e a volte non estrude
dnasini ha risposto a cesare2885 nella discussione Problemi generici o di qualità di stampa
io guarderei nella sezione del profilo relativo aui supporti. magari ci sono impostazioni "sballate" che rendono difficoltosa la stampa nello specifico per i supporti -
Primo strato non attacca più
dnasini ha risposto a Ziopios nella discussione Problemi generici o di qualità di stampa
E' quello a cui faceva riferimento @FoNzY: eri troppo alto con il primo layer. Abbassando lo Z-Offset, avvicini maggiormente il nozzle al piatto. Questo fa si che il materiale estruso venga schiacciato sul piatto aumentando l'aderenza. Con un nozzle "alto", il materiale estruso si appoggia al piatto ma nn e' detto che aderisca -
Grumi e stringing con PETG Ouverture
dnasini ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
anche io uso Ideamaker e la figata e' proprio che puoi teoricamente tenere lo stesso profilo di stampa per piu' marche dello stesso materiale (PLA PLA+ PETG....) e mettere solo i parametri specifici sotto il profilo dle materiale (temperatura, retrazione, flusso,.....) -
Grumi e stringing con PETG Ouverture
dnasini ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
Hai profili diversi nello slicer per le due marche diverse di filamento? l'accumulo di materiale potrebbe essere dovuto ad una calibrazione errata del flusso (che va calcolato per ogni materiale). Per quanto riguarda le pareti pelose, capitano anche a me e prevalentemente sulle pareti interne dei pezzi ma non su quelle esterne. Per intenderci, se stampo un cassetto, due pareti interne su 4 presentano "peluria" mentre le altre due risultano normali -
Ciao, sto valutando di acquistare una Ender 5 Plus che ho notato avere di default gli endstop di X e Y in Max_X e Max_Y (angolo posteriore destro del piatto) contrariamente alle stampanti "tradizionali" che hanno l'homing in Min_X e Min_Y (angolo anteriore sinistro). La mia idea sarebbe spostare solo l'endstop di X da destra a sinistra perche' avendo il BLTouch montato a sx del nozzle, una buona fetta del piatto di dx nn sarebbe raggiungibile dalla probe per farne la mesh La mia idea sarebbe di far fare l'homing di X e Y in Min_X e Max_Y (angolo posteriore sinistro del piatto) cosi' da avere qualche cm in piu' sull'asse X muovendosi verso dentra e fare il mesh piu' vicino possibile al bordo destro del piatto. Vedete qualche controindicazione ad apportare questa modifica? Lo chiedo perche' guardando in giro sembra che nessuno lo abbia fatto ed essendo la macchia gia' fuori da un po', la domanda mi sorge spontanea.......... Grazie
-
Perché il primo strato mi fa delle onde?
dnasini ha risposto a Kajn79 nella discussione Problemi generici o di qualità di stampa
Io stampo su PEI liscio (nn textured come il tuo) ma per PLA utilizzo valori di temperatura piu' bassi: Hotend 210C primo layer e 200C successivi bed 60C primi 3 layers poi 55C Quando parli di PLA, intendi PLA o PLA+? perche' se e' PLA+, la temperatura hotend ha gia' piu' senso (io lo stampo a 215C ma siamo li) nn mi sono chiare 2 info da te date: - cosa intendi per qualita' di stampa? dimensione del nozzle o altezza layer? - a quanto corrisponde in mm/s la tua velocita' al 60%? Anche a me ogni tanto fa quelle onde ed io con PEI liscio risolvo dando una carteggiata al piatto con grana 600 e tendenzialemnte risolvo. Spesso quel fenomeno dipende da micro residui di materiale sul piatto che aggiungono spessore, tendenzialemnte dal secondo layer in poi spariscono, vero e' che nel pezzo finito, si intravedono, ma con il textured che hai nn dovresti notarlo molto