dnasini
-
Numero contenuti
4.239 -
Iscritto
-
Ultima visita
-
Giorni Vinti
142
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

ender 3 s1 pro
dnasini ha risposto a bascacciati nella discussione Problemi generici o di qualità di stampa
se cerchi su Amazon con "creality cr touch" ne trovi a mazzi..... nn a buon mercato ma si trova.... nn che su aliexpress venga ameno cmq 😞 -
Il livellamento automatico NON livella, compensa. Significa che se il tuo piano e' storto, rimarra' meno storto..... ma sempre storto rimane...... il metodo suggerito da @Cla Bello ha senso, visto che lui livella a mano il piatto per renderlo il piu' possibile planare e poi lo ha "aggiustare" (compensare) dal livellamento automatico Purtroppo le ultime stampanti stanno uscendo tutto con questa diavoleria che crea piu' complicazione che altro. In primis perche' le terminologie sono fuorvianti. Il livellamento del piatto va SEMPRE fatto a mano, nn c'e' algoritmo che tenga, se nn l'UBL che fa un ottimo lavoro, partendo cmq da un piatto almeno grossolanamente livellato
-
ender 3 s1 pro
dnasini ha risposto a bascacciati nella discussione Problemi generici o di qualità di stampa
Il fw nn e' di sicuro visto che e' sw e nn subisce "usura". Piu' verosimilmente e' qualcosa legato al sensore. A me era capitato con BLTouch e si e' risolto con una semplice pulizia del sensore. Non so come sia realizzato il CR touch, ad ogni modo, con il mio ho provato con una bomboletta ad aria compressa, ho fatto uscire la proble e ho sparato aria all'interno x togliere polvere o residui. Ha risolto per qualche settimana, poi ha ricominciato a dare problemi (meno spesso pero'). Ho risolto definitivamente smontando il sensore, togliendo fisicamente la probe e pulendo con aria compressa il canale in cui scorre. Premetto, non conosco CR Touch e quindi nn so come sia realizzato, quindi nn so se questa soluzione posso fare anche al caso tuo, nel dubbio cerca su youtube se qualcuno lo ha gia' fatto e cerca di capire se e' fattibile -
Come Configurare il display BTT Mini 12864 V1.0 su una vecchia Creality V2.2 8bit
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Alla fine ho risolto...... Inutile dire che le documentazioni trovate in rete dicono tutto ed il contrario di tutto..... alla fine, ho risolto con il buon vecchio metodo del provare a caso facendo un mix delle documentazioni trovate in rete. Questa e' la combinazione che ha funzionato x me Impostare il display come BTT_MINI_12864_V1 (di default era MKS_MINI_12864) #define BTT_MINI_12864_V1 Attivare NEOPIXEL (e nn RGB_LED) #define NEOPIXEL_LED Ma cosa piu' importante, invertire (a forza) il verso dei connettori EXP1 e 2 (farlo lato MB o lato display e' indifferente) -
Come Configurare il display BTT Mini 12864 V1.0 su una vecchia Creality V2.2 8bit
dnasini ha risposto a dnasini nella discussione Hardware e componenti
io quella parte nn la ho, forse dipende dal fatto che tu hai uno schermo touch che include una parte di fw anche x lo schermo -
Come Configurare il display BTT Mini 12864 V1.0 su una vecchia Creality V2.2 8bit
dnasini ha risposto a dnasini nella discussione Hardware e componenti
@Devil3D ho cercato entrambe le modalita' sia in config.h che config_adv.h ma nn le trovo..... sbaglio io a cercare? inoltre, il display nn e' touch, e' un ignorantissimo LCD come quello impostato di default x questa scheda -
Come Configurare il display BTT Mini 12864 V1.0 su una vecchia Creality V2.2 8bit
dnasini ha pubblicato una discussione in Hardware e componenti
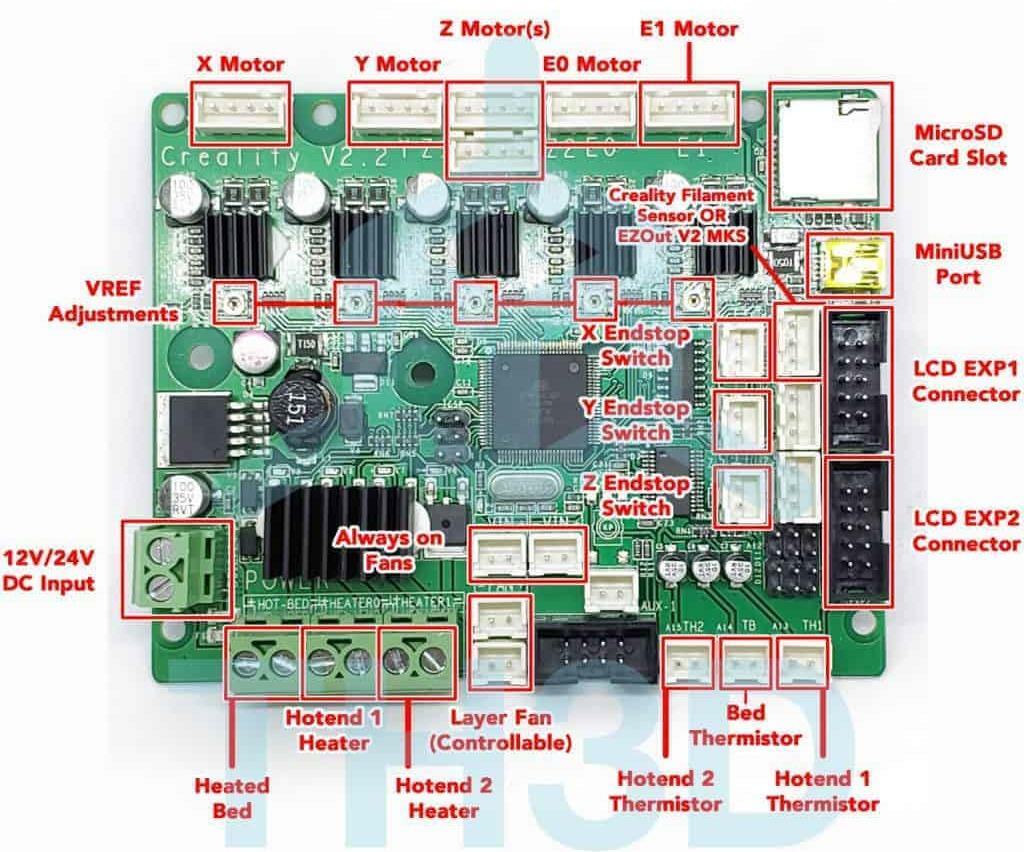
Ciao, sto costruendo una "stampante" di test x alcuni cavi che sto customizzando. L'idea e' usare una vecchia MB Creality V2.2, collegarla ad un alimentatore 24V (Meanwell), collegare il display e tutti i cavi relativi a ventole, termistori e blocchetto riscaldante che vanno all'hotend. A tutto cio' vorrei aggiungere un display x semplificare le operazioni di test ma sto incontrando alcuni problemi. La MB si collega al display tramite due connettori EXP1 e EXP2 che sono specularmente presenti anche sul display. Collegandoli direttamente e alimentando la MB, quello che ottengo e' un display spento che, in sottofondo, fa un rumorino (*tic* *tic* *tic*) ma nulla di piu'. Se muovo la manopola, sulla MB si accende un led ad ogni movimento, quindi una sorta di interazione c'e' ma nulla piu'. leggendo in giro, ho "scoperto" che dovevo ricompilarmi il fw impostando come display #define BTT_MINI_12864_V1 e commentando il display esistente. Cosi' ho fatto ma il risultato nn e' cambiato. Premetto che la componente RGB, presente sul display, a me nn interessa e quindi nn l'ho configurata. Qualcuno ha qualche suggerimento da darmi su cosa testare/verificare/configurare? Qui di seguito MB e Display
-
Problemi con supporto difficilmente rimovibile
dnasini ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
Il giusto compromesso sui supporti e' sempre un'alchimia, non esiste un modo "corretto". Il mio suggerimento e' quello di disegnarti 2 pezzi di test uno con un bridge lineare (piatto x intenderci) e l'altro curvo (come nel tuo pezzo) e sperimentare diverse configurazioni di adaptive layer prima della parete da sostenere. Durante i miei test ho notato che la facilita'/difficolta' nella rimozione dipendeva fortemente da 2 parametri: - il flusso dei dense layer - la trama utilizzata per realizzarli (reticular, gyroid, concentric,.....) nel mio caso ho un infile al 60% con pattern rectilinear, ma, come detto, questo funziona x me in ideamaker, quindi nn e' una "regola" -
Problema regolazione E step/mm
dnasini ha risposto a nicola_delre nella discussione Problemi generici o di qualità di stampa
nel caso della tua configurazione si rende necessario togliere l'ugello, nella maggior parte dei bowden (come da me suggerito) si stacca il PTFE subito dopo l'estrusore ottenendo lo stesso risultato 🙂 -
Spigoli rotondi e ghosting
dnasini ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
Io ho preso spunto dal video di teaching tech sulla linear advance. La velocità e ininfluente in quanto vai ad agire sulle accelerazioni e sul jerk. In soldoni, la calibrazione la fai sulle accelerazioni in X e Y andando a capire quale valore e ottimale per la tua configurazione. Una volta trovate le corrette accelerazioni, vai a calibrare il valore K della linear advance che meglio lavora con le accelerazioni impostate. Il risultato finale ti permette di aumentare le velocità a parità di qualità Nel mio caso, stampavo ad una media di 50mm/s, impostando linear advance posso lavorare a 80mm/s senza perdere in qualità. Per mia scelta, poi, lavoro quasi sempre a 70mm/s per nn "correre" rischi, ma questa è una mia scelta 🙂 -
Spigoli rotondi e ghosting
dnasini ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
qui puoi metterci una pezza attivando la funzione di coasting. Il problema che riscontri nasce dalla pressione residua nel nozzle quando hai i cambi di direzione. Su un angolo, ad esempio, nel punto in cui hai il cambio di direzione, la stampante si ferma per cambiare direzione, ma la pressione residua nel nozzle fa si che venga depositato materiale in eccesso in quel punto dando origine ad uno spigolo non-spigolo. Il coasting ci mette una pezza, diminuendo la pressione nel nozzle appena prima di un cambio direzione. Se coasting non migliora, disattivalo e configurati la linear advance (devi pero' ricompilarti il fw per poterlo fare). Questa funzione il linea di principio e' come il coasting ma agisce sulle accelerazioni rallentando opportunamente prima di un cambio direzione cosi' da gestire meglio la pressione nel nozzle. Delle due, la linear advance e' sicuramente la migliore, permette di risolvere il problema e di "aumentare" le velocita' di stampa a parita' di qualita'. Vero e' che e' molto piu' uno sbattimento tra configurazione e test. Linear advance mette una pezza anche sulla questione ringing e ghosting (anche se nn e' sempre risolutivo) -
Problema regolazione E step/mm
dnasini ha risposto a nicola_delre nella discussione Problemi generici o di qualità di stampa
Molto sta a capire come misuri i mm estrusi. Innanzitutto sarebbe meglio estrudere almeno 200mm e non 100 cosi' da ridurre ulteriormente gli errori introdotti con la misurazione. Detto questo, io con bowden faccio in questo modo: - stacco il PTFE all'uscita dello spingifilo - inserisco il filamento fino a farlo arrivare all'uscita del raccordo pneumatico (dove prima era attaccato il pTFE x intenderci) - mando in temperatura il nozzle (la cold estrusion al 99.9999% nn e' abilitata nel fw) - faccio estrudere 200mm (come preferisci tu, io mi collego in CLI da octoprint) - misuro il filamento estruso dal raccordo pneumatico - applico la formula, aggiusto gli step/mm e rieseguo la misurazione x conferma -
Miglioramento stampa Pareti
dnasini ha risposto a teovalla nella discussione Problemi generici o di qualità di stampa
Tieni conto che le pareti tonde sono sempre "critiche" da stampare. Molto ad alto livello, una stampante 3d "non" e' in grado di stampare una linea curva semplicemente perche' i modelli STL approssimano, a seconda della definizione del modello, una curva con una spezzata chiusa (tanti segmetti lineari). Questo fa si che, spesso, se il modello non e' in alta definizione, tu possa notare questi "artefatti". Oltre a questo (ma qui dovresti verificare se lo stesso problema lo riscontri su pareti lineari) che influenzano il ringing o gosting che dir si voglia, ci sono le accelerazioni ed il jerk. Quando parli di "velocita' basse" a cosa ti riferisci? Jerk e accelerazioni influenzano la resa sui cambi di direzione e calibrarli correttamente non e' sempre immediato. Ultimo elemento che puo' influenzare la resa di una parete sono le vibrazioni della stampante spesso dovute ad un non ottimale piano di appoggio. In conclusione, nel tuo caso specifico, la causa piu' probabile e' la definizione dell'STL. Qui, ad esempio, lo potresti indirizzare con algoritmi di post produzione che trasformano le spezzate con archi rendendo le curve piu' nitide. Io uso un plugin di Octoprint per questo e devo dire che la resa e' buona per gli altri aspetti che ho citato, dovresti verificare se effettivamente soffri di ringing o ghosting facendo test specifici (cerca i filmati di teaching tech sul ringing) -
Messaggio di errore "object still has errors and cannot be fixed"
dnasini ha risposto a Alex67 nella discussione Problemi generici o di qualità di stampa
in primis: chi ti da questo errore e mentre cerchi di fare cosa? -
Layer ruvidi che si sollevano
dnasini ha risposto a calida_82 nella discussione Problemi generici o di qualità di stampa
mmmm da come la racconti nn e' facile farsi un'idea. Io comincerei dal livellamento piatto chiedendoti: come mai il foglio lo pieghi in due? io nn uso questo metodo (preferisco lo spessimetro che ti elimina un sacco di rogne), ad ogni modo l'ho sempre visto fare con foglio nn piegato. Altra cosa che controllerei e' a che valore e' configurato il flusso per top e bottom layer. Se il flusso e' eccessivo, hai un deposito maggiore di materiale che crea spessore al passaggio successivo del nozzle e da li il rumore dello sfregamento (io ho risolto questo prob riducendo il flusso di top e bottom) Ultima cosa che controllerei e' quanto top layer intermedi utilizzi prima di quello finale (mettine almeno 3) -
Problemi di stampa Ender 3 prima esperienza
dnasini ha risposto a Spillo nella discussione Problemi generici o di qualità di stampa
Bhe, direi che e' decisamente meglio di prima e il risultato conferma la mia tesi del flusso non ben calibrato. Ora, giusto per capirci, quanti mm di materiale hai estruso? se hai fatto la calibrazione estrudendo 100mm, il rischio di avere ancora un errore nella calibrazione e' ancora alto. Il mio suggerimento e' quello di far estrudere non meno di 200mm cosi' da minimizzare il rischio di errori di misurazione. 0.2x di errore sono al limite dell'accettabile, l'odeale sare stare dentro i 5 centesimi (0.05mm) e cmq al di sotto degli 0.1mm, quindi secondo me la tua calibrazione e' migliorabile -
Problemi di stampa Ender 3 prima esperienza
dnasini ha risposto a Spillo nella discussione Problemi generici o di qualità di stampa
Giusto per capirci, se estrudi 200mm, quanti ne misuri? Perche' quel valore che hai bordato in rosso ha senso se hai uno spingifilo dual gear con riduttore di passi (io ho un BMC Clone con riduttore ed ho 143 step/mm) se hai uno spingifilo senza riduttore, c'e' qualcosa che nn va nei valori che hai inserito -
Stringing + Problemi estrusione
dnasini ha risposto a fratt nella discussione Problemi generici o di qualità di stampa
ok, questo potrebbe dipendere dal fatto che, dovendo trascinare oltre al filo anche la bobina, le ruote godronate slittino prima di fare presa. Potresti provare a controllare le ruote che nn siano sporche di residui o polvere di filamento che ne pregiudichino la presa. Ad ogni modo, come gia' detto, la soluzioni attuale per tenere la bobina non e' l'ideale -
Problemi di stampa Ender 3 prima esperienza
dnasini ha risposto a Spillo nella discussione Problemi generici o di qualità di stampa
dalla tua foto, sfila il tubo bianco lato spingifilo, inserisci il filamento nello spingifilo e fallo arrivare a livello dell'uscita del raccordo pneumatico (x intenderci arrivare al bordo dove prima avevi inserito il tubo bianco). Dal menu della stampante o da linea di comando, fai estrudere 200mm di materiale e poi misura quanto filamento effettivamente e' uscito dal raccordo pneumatico. Il valore misurato lo inserisci nella formula e, sulla base del valore aspettato, calcoli i nuovi step/mm da impostare e salvare nella eeprom. Una volta fatto questo lavoro, ripeti la calibrazione come conferma che il valore inserito sia corretto ed eventualmente ripeti la calibrazione -
Stringing + Problemi estrusione
dnasini ha risposto a fratt nella discussione Problemi generici o di qualità di stampa
stando cosi', ci puo' stare che tu possa sentire rumori, nn tanto dallo spingifilo quanto dalla bobina che viene strattonata. Se hai modo, controlla su thingiverse, ci sono progetti analoghi al tuo che includono u cuscinetti a sfera x migliorare la trazione del filamento -
Stringing + Problemi estrusione
dnasini ha risposto a fratt nella discussione Problemi generici o di qualità di stampa
ma sono presenti cuscinetti che agevolano la rotazione oppure la rotazione avviene per trazione del filamento? No, io ho una CR-20 PRO di Creality, ma cambia poco, alla fine dei conti queste stampanti sono tutte "uguali" 🙂 -
Stringing + Problemi estrusione
dnasini ha risposto a fratt nella discussione Problemi generici o di qualità di stampa
risposta veloce: no. Ho anche io questo tipo di spingifilo ed e' decisamente piu' "potente" rispetto a quello traditionale anche se, talvolta, c'e' il rovescio della medaglia. qui dipende da due fattori: Se hai la bobina inserita nel supporto stock (per intenderci il braccetto con il cilindro in cui infili la bobina), questa e' la soluzione meno performante. La bobina per poter girare deve essere letteramente trascinata dal filo e compiere uno scatto x girare. La probabilita' che ti si aggrovigli il filamento nn e' cosi' bassa. Questo potrebbe spiegare perche', se tieni il filamento lasco, non avverti scatti o rumori particolari Se hai invece un supporto su cui appoggi la bobina si filamento e questa e' libera di "rotolare" mano a mano che si srotola il filamento, allora guarderei il percorso che il filamento fa per capire se nn ci sono delle ostruzioni che non agevolano il trascinamento -
Problemi di stampa Ender 3 prima esperienza
dnasini ha risposto a Spillo nella discussione Problemi generici o di qualità di stampa
c'e qualcosa che nn torna sempre... dalle tue stampe hai un evidente problema di estrusione e lo noti sulla finitura del top layer del cubo che e' pieno di buchi e sulle pareti verticali e cilindriche che sembrano viti e non cilindri. se hai calibrato correttamente gli step/mm dell'estrusore (e nutro qualche perplessita' perche 3 decimi sono un po' tantini di scarto su una distanza cosi' breve) calibra il flowrate e vediamo se le cose migliorano. Io uso queste due guide Calibrate step/mm Calibrate Flowrate -
Stringing + Problemi estrusione
dnasini ha risposto a fratt nella discussione Problemi generici o di qualità di stampa
Domanda di rito... di che materiale parliamo? se e' PLA+ 210C direi che ci puo' stare (io lo stampo a 215C ma cambia ben poco), se invece e' PLA potrebbe essere un po' alto. Per lo stringing, io con bimetal sono a 2mm ma a velocita' ben piu' alte, 45mm/s. Tieni conto che alla tua velocita', tendi ad "allungare" il filamento molle invece di ritrarlo. Questo fa si che quando lo spingi nuovamente, in realta' "comprimi" filamento molle presente ancora nel nozzle con filamento che nn e' del tutto sciolto (quello solido ritratto). A lungo andare, crei un impasto di filamento non uniforme che puo' darti problemi di intasamento dell'hotend (da qui spingifilo che saltuariamente scatta, mancata estrusione o estrusione irregolare). Prova a diminuire leggermente il materiale retratto e aumentare la velocita' anche la velocita' dei top layer mi sembra troppo bassa ma quello potrebbe nn essere un problema se nn hai "fretta" (io i top li stampo a 50mm/s e vengono bene) -
Problemi di stampa Ender 3 prima esperienza
dnasini ha risposto a Spillo nella discussione Problemi generici o di qualità di stampa
va bene, ma da dove salta fuori il profilo che hai usato per stampare il tuo materiale? Se vuoi fare la torta di mele e hai il forno a legna x cuocerla, non puoi prendere una ricetta qualsiasi e sperare che esca la torta che vuoi, dovresti recuperare la ricetta x la torta di mele che piu' si avvicina ai mezzi che hai a disposizione...... il tuo profilo, in questo caso, e' la ricetta..... da dove salta fuori? sembra banale, ma se tu usi il profilo impostato x ABS e speri di stampare PLA.... credimi... non otterrai nulla di accettabile. devi cercare il test dell'hollow-cube, in soldoni stampi un cubo ad un solo perimetro senza bottom e top layer e misuri, con un calibro digitale, lo spessore delle pareti. Ne fai una media ed in base al risultato ottenuto e alla dimensione della parete impostata nello slicer (nel profilo per l'appunto) applichi un calcolo x adeguare il risultato. Reiteri il test fino ad ottenere la dimensione della parete desiderata