dnasini
-
Numero contenuti
4.190 -
Iscritto
-
Ultima visita
-
Giorni Vinti
141
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Supporti
dnasini ha risposto a Vittorio67 nella discussione Problemi generici o di qualità di stampa
Come dettoda @FoNzY non esiste la ricetta giusta, ogni stampante fa storia a se. Per le tue prove, realizzati due ponti, uno a campata piana e uno a campata tonda e fai prove modificando un parametro alla volta fino a che nn trovi l'alchimia giusta. I parametri salienti di cui fare il tuning sono: - quanti top layer prima del pezzo (da 3 a 5 dovrebbe andare bene) - flowrate dell'ultimo layer prima del pezzo (determina la distanza tra le strisce di filamento) - distanza ultimo layer dal pezzo - trama dell'ultimo layer prima del pezzo (trame diverse hanno rese differenti e comportamenti differenti x staccarsi) -
che tipo di estrusore hai?
-
Ho la tua stessa scheda e la cosa si risolve abbastanza facilmente. Guardati questa pagina e relativo video cosi' ti chiarisci meglio cosa puoi fare https://notenoughtech.com/3dupgrades/bigtreetech-skr-mini-e3-v3-0/ la tua fregatura principale e' che da quella piattina dovra crimparti almeno un connettere su relativo JST e veficare che gli altri due connettori abbiano la polarita' corretta prima di inserirli nei JST della scheda
-
Supporti per miniature con una ender3 a pla
dnasini ha risposto a Stoky04 nella discussione Problemi generici o di qualità di stampa
Non esiste una ricetta, devi fare prove modificando un parametro alla volta fino a che nn trovi il giusto compromesso I parametrisalieni di cui fare il tuning sono: quanti toplayer prima del pezzo, flowrate dell'ultimo layer prima del pezzo, distanza ultimo layer dal pezzo e la trama dell'ultimo layer prima del pezzo -
Software cr10 se
dnasini ha risposto a skg1196 nella discussione Software di slicing, firmware e GCode
Io mi sono sempre tenuto alla larga dagli slicer dei Band delle stampanti, li ho sempre trovati indietro di aggiornamenti e poco manutenuti. Non so con Bambustudio, ma utilizzando OrcaSlicer (che e' praticamente lo stesso slicer perche' da li deriva) se nn trovi il profilo della tua stampante, te lo puoi creare come custom. Alla fine dei conti, prendi i parametri dall'attuale slicer e li copi nel profilo di Orca (o lo slicer che preferisci) e parti da li -
Ender 3 V1 - PLA
dnasini ha risposto a Matteo2888 nella discussione Problemi generici o di qualità di stampa
In questo post c'e' di tutto e di piu' e lo comprendo xche quando comperai la mia prima stampente volevo cipollare ogni cosa, quindi comprendo la situazione. Ad ogni modo, per arrivare al punto senza scompensare, concordo con quanto detto da @eaman quando ti dice: "hai un problema di stringing, guardati dei tutorial e risolvi quello prima". Se nella config attuale hai problemi, se non fissi quelli e cominci a metter mani ad accelerazioni, jerk e velocita', rischi di nn uscirne perche' nn parti da una situazione stabile. In questo campo, se modifichi piu' di un parametro x volta, non hai elementi x capire cosa ha influito su cosa. sistema lo stringing, scaricati una torre di retrazione, stampala prima variando solo la quantita' di materiale retratto ogni tot layer e poi, individuato la quantita' di materia, fai la stessa operazione ma variando la velocita' per laye mantenendo la quantita' di materiale trovata prima. Per quanto riguarda lo slicer, io opterei per Orca (che uso anche io) tutta la vita... e' uno slicer in continua evoluzione e derivato da prusa slicer e bambu studio.... -
cerco guida in Italiano per BTT pad 7
dnasini ha risposto a ale90 nella discussione Hardware e componenti
Ciao, la probabilita' che tu trovi guide in italiano su un prodotto cosi' specifico e' piuttosto bassa. Ma tu la cerchi xche' le guide in inglese (immagino tu intenda tutorial su youtube) sono difficili per il tuo livello di inglese o per altri motivi? Se la motivazione e' quella citata, puoi abilitare i sottotitoli e dimezzare la velocita' di riproduzione cosi' da avere piu' tempo per vedere e leggere quello che accade. In questo "settore" (come sempre piu' in altri) l'80% della documentazione/tutorial e' in inglese, quindi bisogna adeguarsi per semplificarsi la vita. Ti porto un esempio che nn centra nulla con la stampa 3d. Venerdi' sera la lavastoviglie mi ha dato Errore E15 (perdita d'acqua). Visto l'ora 0 barrato poter chiamare un centro specializzato per capire almeno di che morte morire, cosi' ho cominciato a cercare sul tubo prima in italiano (speranzoso) e dopo qualche min in inglese ed ho trovato il mondo..... Questa mattina, seguendo un tutorial americano, sono riuscito a smontare la lavastoviglie, fare un intervento ed ora sono in beta test x capire se il fix applicato funzione.... A latere di quanto detto, e sempre per i motivi di cui sopra, anche su questo forum troverai un sacco di risposte in cui si consiglia vivamente di lasciare l'interfaccia della stampante e dello slicer in inglese e non localizzarlo in italiano. Messaggi di errore e menu' sono stringhe piu' immediate da cercare in inglese che in italiano. -
Piccolo aggiornamento. L'alimentatore da banco della foto iniziale l'ho iniziato ma nn ancora ultimato. Nel frattempo ho realizzato il suo fratello piu' piccolo Alimentatore da 36V 5A, Stepdown con regolazione di tensione e corrente, ventola on top e 3 diverse connessioni di output. Domani, se trovo il tempo, comincio ad assemblare il fratello maggiore 😄

-
printer halted please reset ender 3
dnasini ha risposto a vinlet nella discussione Problemi generici o di qualità di stampa
non per frenare gli entusismi, ma se installi un un fw stock, di "aggiornato" avrai ben poco e, al dila' del BLTouch, non ti ritroverai molto di piu' 😕 Se vuoi fare il salto, devi armarti di santa pazienza e imparare a ricompilare il fw (se vuoi continuare a stare su Marlin). Se non hai idea di dove cominciare, imparare x imparare, passa direttamente a Klipper e li si che puoi sperimentare quanto e come vuoi senza dover ricompilare nulla. Non dico che sia plug-n-play, ma le configurazioni base x cominciare a stampare sono belle che pronte. Poi se vuoi andare oltre con le configurazioni di fino e' un altro discorso, molti di noi hanno snocciolato diversi rosari (me compreso) ma almeno di documentazione ne trovi a pacchi e poi ti svincoli da sta crosta di ricompilare ogni volta che devi cambiare una virgola.... -
Anycubic Kobra Neo - Non attacca più la plastica al piatto
dnasini ha risposto a vdavi81 nella discussione Problemi generici o di qualità di stampa
E' un errore comune che molti fanno semplicemente perche' il nome marketing che hanno dato a questa funzione e' totalmente fuorviante. Come detto, quella funzione compensa i decimi ed i centesimi di scarto da un livellamento fatto a priori. Se vuoi approfondire l'argomento, prova a cercare documenti su come customizzare le Mesh e i vari algoritmi per realizzarle. Tieni conto che per modificare il comportamento della tua stampante nella calibrazione della mesh, dovrai gioco forza ricompilarti il fw di Marlin o saltare direttamente su Klipper (che e' oggettivamente un altro pianeta in tutto) -
Problemi qualità di stampa
dnasini ha risposto a vinlet nella discussione Problemi generici o di qualità di stampa
Come detto, la soluzione e' il pressure Advance ma richiede la ricompilazione del fw e una serie di test per identificare i parametri corretti per la tua meccanica 🙂 -
Anycubic Kobra Neo - Non attacca più la plastica al piatto
dnasini ha risposto a vdavi81 nella discussione Problemi generici o di qualità di stampa
Che tipo di piano hai? X essere chiari, quando parli di "livellamento" del piano intendi che livelli a mano il piatto o lo fai fare alla stampante? -
ma e' quella famosa con il BLTouch attaccato con la colla a caldo? 🤣🤣🤣 a quei valori di setup... tanta robba e tanta invidia 🤤
-
Problema supporti
dnasini ha risposto a skg1196 nella discussione Problemi generici o di qualità di stampa
Se il problema e' la "troppa" aderenza del toplayer del supporto sul pezzo, puoi provare a lavorare sul flow dell'ultimo layer del supporto (riducendolo) o sulla tramatura dell'ultimo layer. Ad ogni modo nn hai alternative se nn fare delle prove creandoti un modello di test a sbalzo e provando diverse combinazioni. Come detto da @Killrob, one-fit-all nn si applica alle nostre stampanti anche se dello stesso modello -
prova di stampa non planare parametrica con sverchok
dnasini ha risposto a michele79 nella discussione Nuove idee e progetti
In effetti avevo visto anche io qualche tempo fa un video "demo" di questa tecnica ed in effetti l'hothend della stampante non era fisso ma aveva un certo grado di liberta' di inclinazione per poter stampare in "diagonale" -
elegoo neptune 4 plus linear rail
dnasini ha risposto a Fabiogfabio nella discussione Hardware e componenti
ehh le guide lineari sono un po' un ginepraio.... io ho trovato questo x la tua stampante. Se segui il link del produttore del kit e selezioni il kit con inclusa la linear rail trovi anche la misura (x X e Y) -
Anycubic Kobra 3 Combo errore asse Z
dnasini ha risposto a autagi nella discussione Problemi generici o di qualità di stampa
ma allora lo fai apposta 🤬 hehehehe nn che ci abbia rinunciato in modo definitivo, al momento mi sto godendo la CoreXY con accelerazioni e velocita' upgradate come anche la CR20 che mi sta dando soddisfazioni. Al momento, ho in cantiere, oltre ai due alimentatori da banco, questi 3 progetti (esclusa la sander x il momento) -
Anycubic Kobra 3 Combo errore asse Z
dnasini ha risposto a autagi nella discussione Problemi generici o di qualità di stampa
Un mio cliente la usa per fare prototipi alla velocita' della luce (producono penne di tutti i formati) e in piu' di un'occasione mi ha ingolosito per realizzarne una..... la voglia e' tanta ma tra costi e spazio in casa che nn ho, per il momento resisto 😩 -
La mia Ender 3 a metà stampa smette di estrudere
dnasini ha risposto a Stoky04 nella discussione Problemi generici o di qualità di stampa
La ruota sotto nn devi "stringerla". Tra il gantry e la ruota nn hai un semplice spessore cilindrico come sulle altre ruote, ma hai un ellittica esagonale. Se la ruoti con una chiave inglese, noterai che nn gira sul proprio asse di rotazione ma leggermente decentrato. questo ti permette di regolare la pressione della ruota sul profilo a V dell'asse X e da li assicurare il blocco hotend senza farlo traballare -
Per le schede SD, i parametri da tenere in considerazione e' che non abbiano una capacita' superiore a 8GB e che siano veloci in lettura
-
elegoo saturn non stampa più
dnasini ha risposto a godnev3r nella discussione Problemi generici o di qualità di stampa
Hai provato ad infittire i supporti? -
e visto che ci sei, nella sezione "Problemi generici o di qualità di stampa", come articolo in bacheca, c'e' un tool x formattare le SD, prova a riformattarla e riprova
-
elegoo saturn non stampa più
dnasini ha risposto a godnev3r nella discussione Problemi generici o di qualità di stampa
gira anche l'immagine dallo slicer di quello che vorresti stamparecosi' a sentimento potrebbe essere un problema di pochi supporti, ma senza sapere cosa dovrebbero sostenere la mia rimane solo una illazione 🙂 -
Strana finititura primo layer
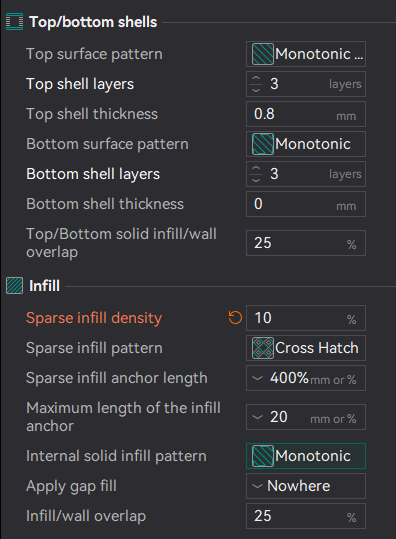
dnasini ha pubblicato una discussione in Problemi generici o di qualità di stampa
Mi e' gia' capitato di avere un primo layer un po' "grinzoso" e solitamente era dipeso dal piano sporco o da una nn precisa calibrazione dello Z-Offset. Qui invece, volevo capire come mai quando sul primo layer ho ad esempio un foro e quindi la linea diagonale viene intorrotta per poi riprendere dal lato opposto, mi trovo un pattern completamente diverso che, per i layer interni mi frega anche poco, ma per quelli a vista rovina l'estetica Utilizzo OrcaSlicer configurato in questo modo In effetti nei top surface il problema evidente sul primo layer e' cmq presente ma meno marcato. L'unica differenza che noto in configurazione e' che Nel Top surface pattern ho Monotonic Line, mentre nel bottom Surface Pattern ho solo Monotonic, che possa dipendere da quello?
-
adxl345 su rasperry pi zero 2w
dnasini ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
non credo il problema sia sulla MB, con Klipper la MB nn deve fare altro che eseguire i comandi per pilotare gli assi e poco altro. Se gestisci le stampe dal pzero e' possibile che sia li il collo di bottiglia. Il raspi in generale e' sensibile ai cali di tensione e alle alte temperature, verifica che sia ben raffreddato e che l'alimentatore sia adeguato (es se usi un caricatore x cellulare gia' parti male)