john
-
Numero contenuti
353 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di john
-
Cmq alla fine mi sono accorto che il tubo del bowden si muoveva ad ogni retrazione bloccando gli agganci , la cosa si è sistemata.. 😅
-
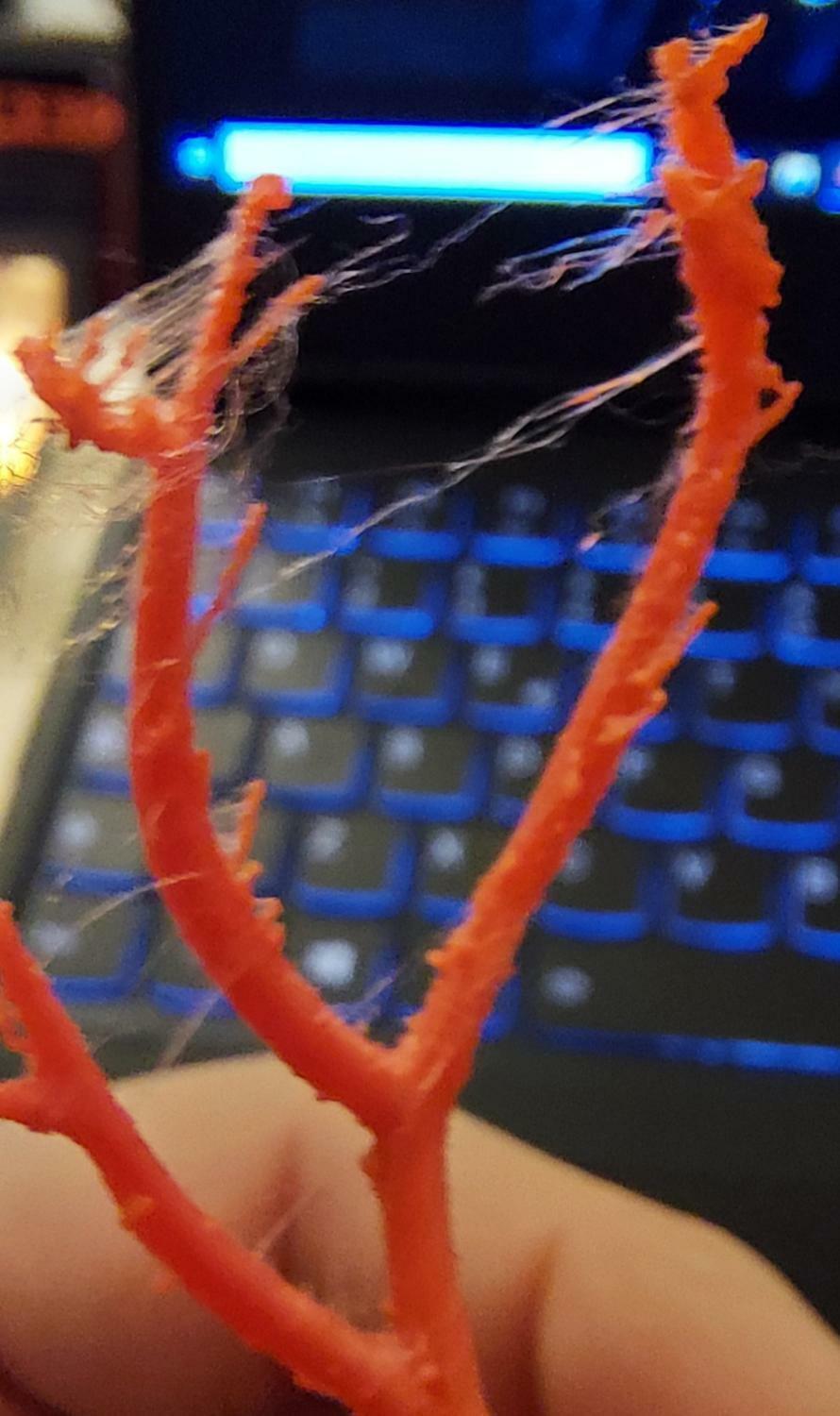
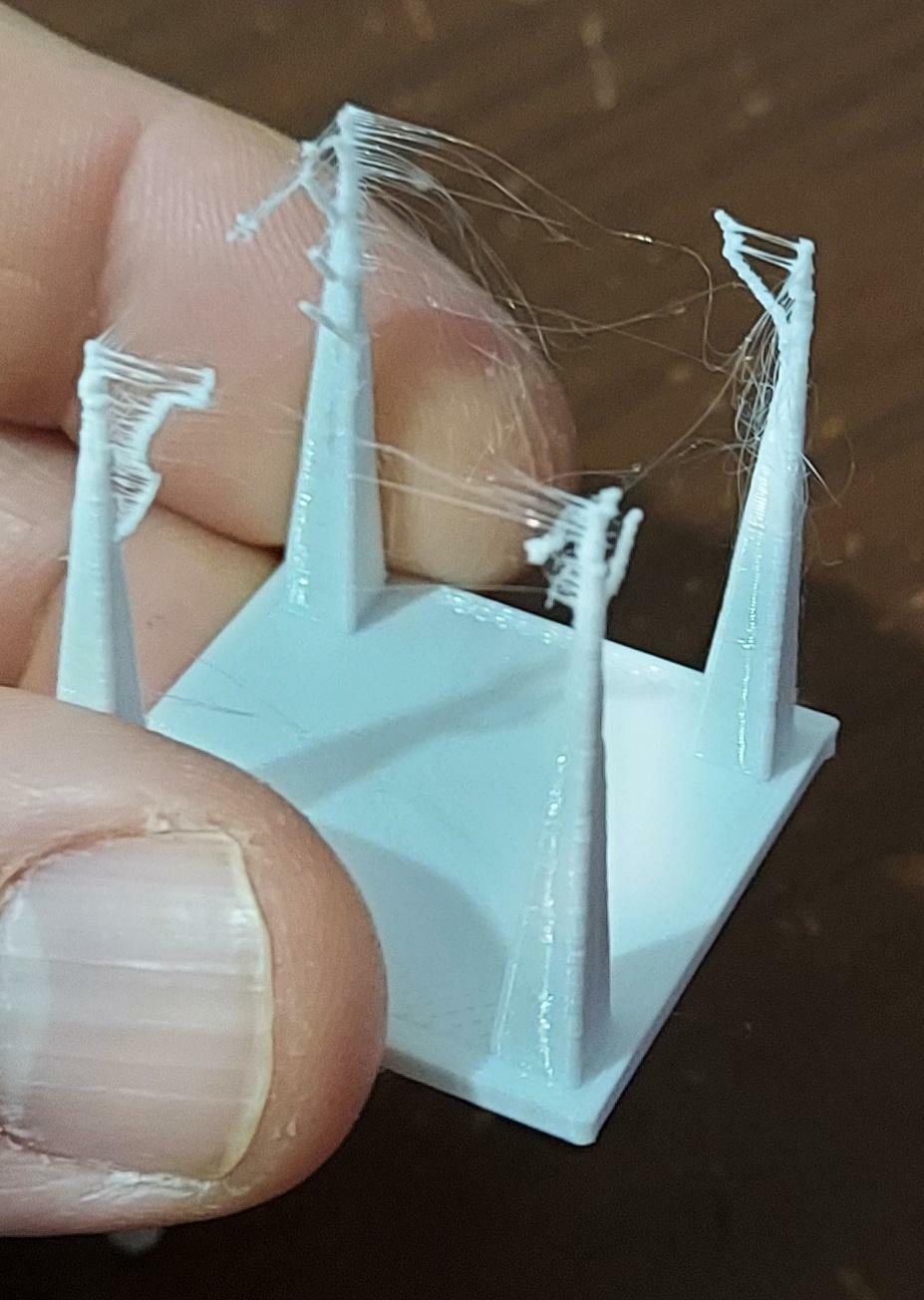
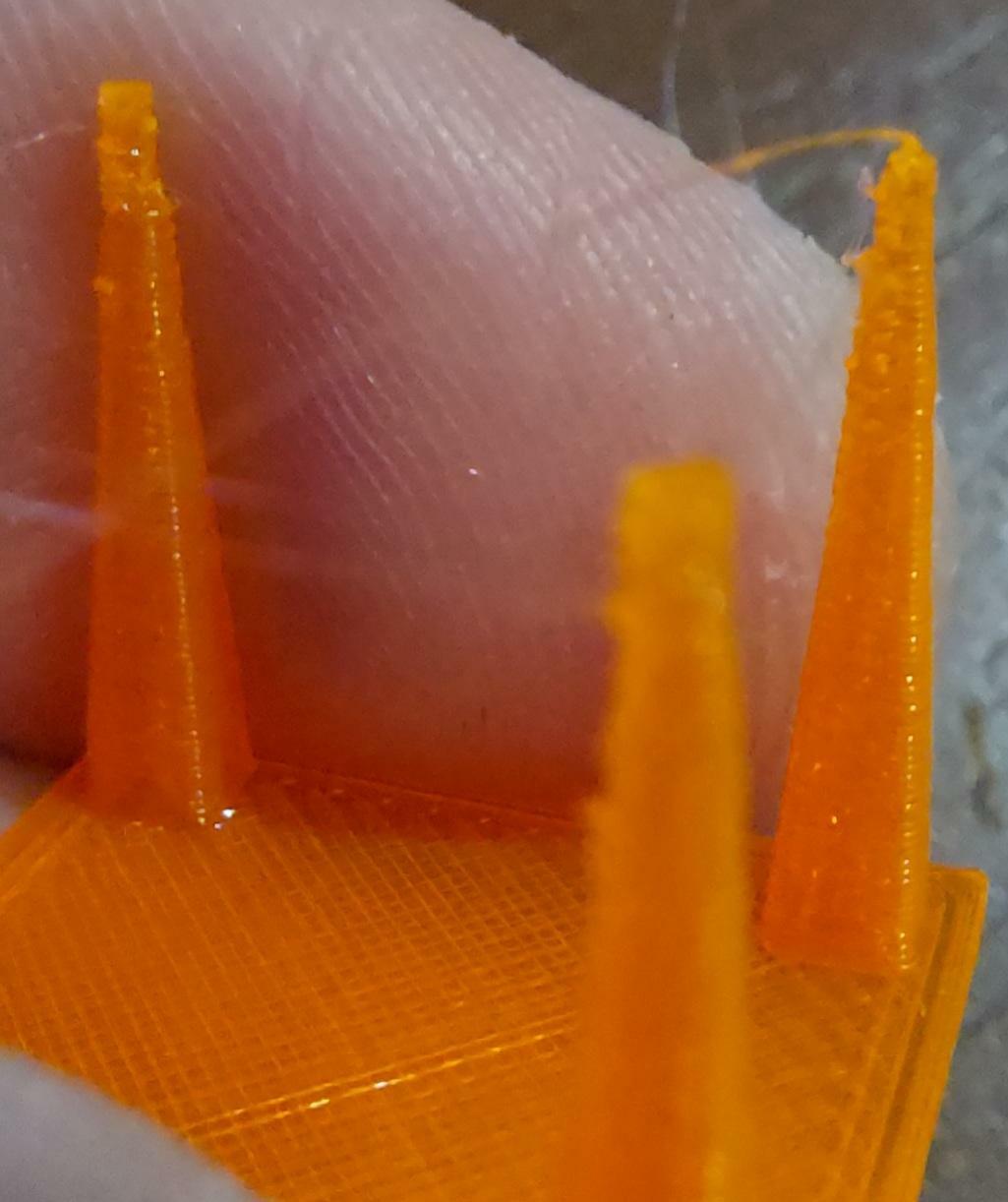
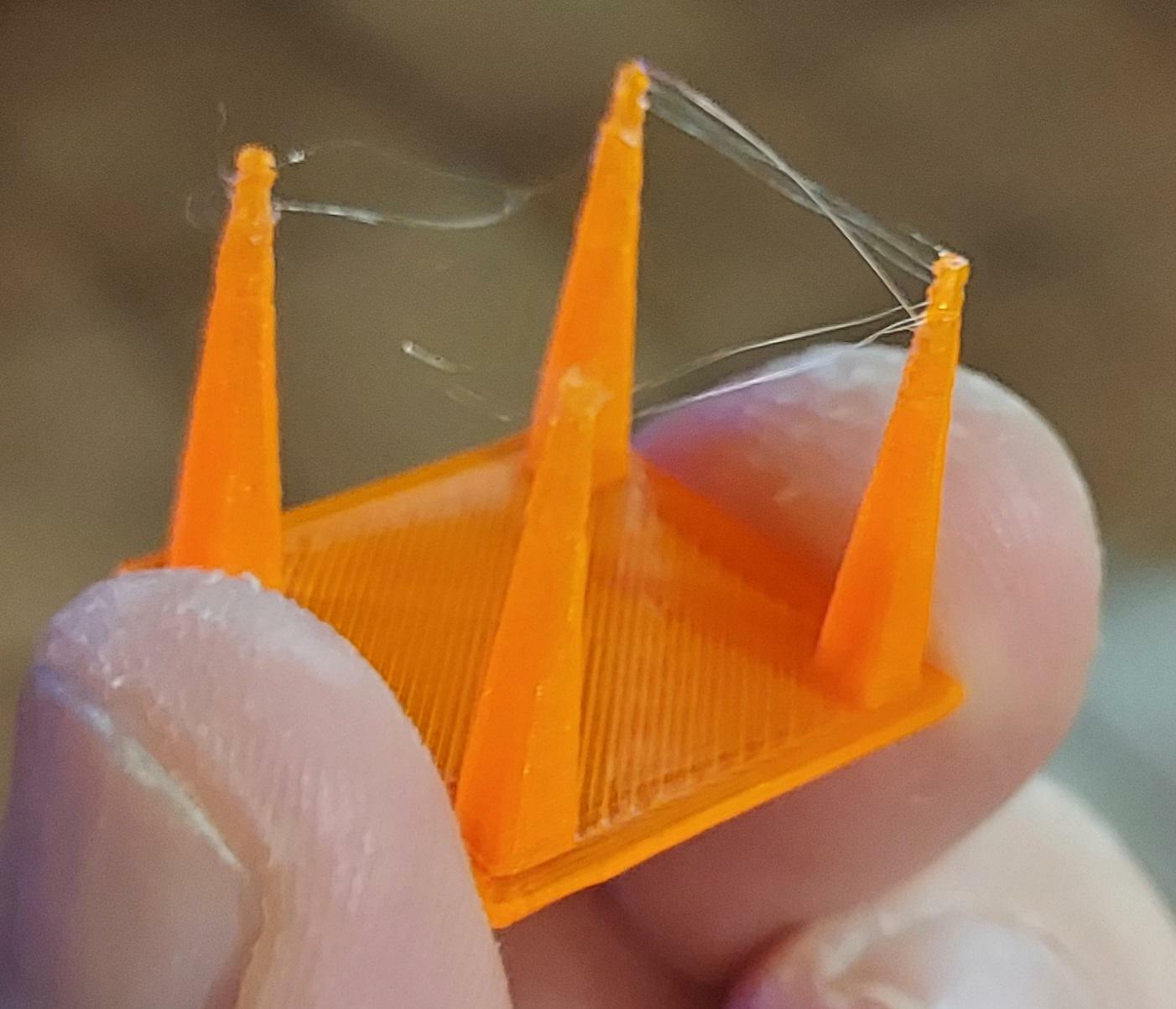
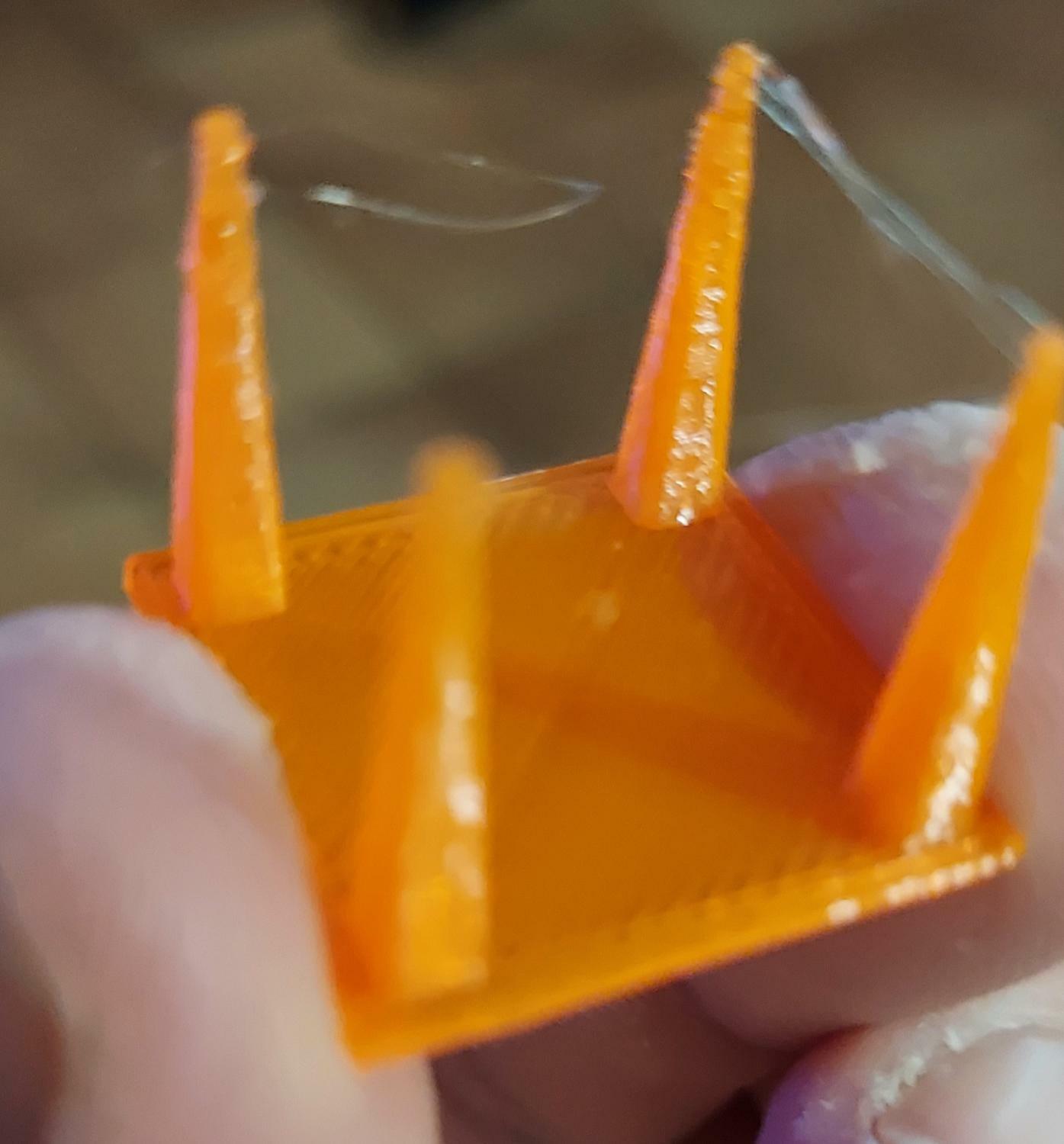
Grazie mille Killrib, cmq alla fine mi è bastato aumentare la retrazione a 3.2mm e filetti sono spariti completamente ho anche abbassato la velocita di movimento perche mi sembra che anche le torrette essendo fine non venissero bene...
-
Ehh lo so infatti sono contento della macchina, però vorrei capire se si può migliorare ho anche fatto il retraction test con la stessa configurazione e vorrei capire xome migliorare

-
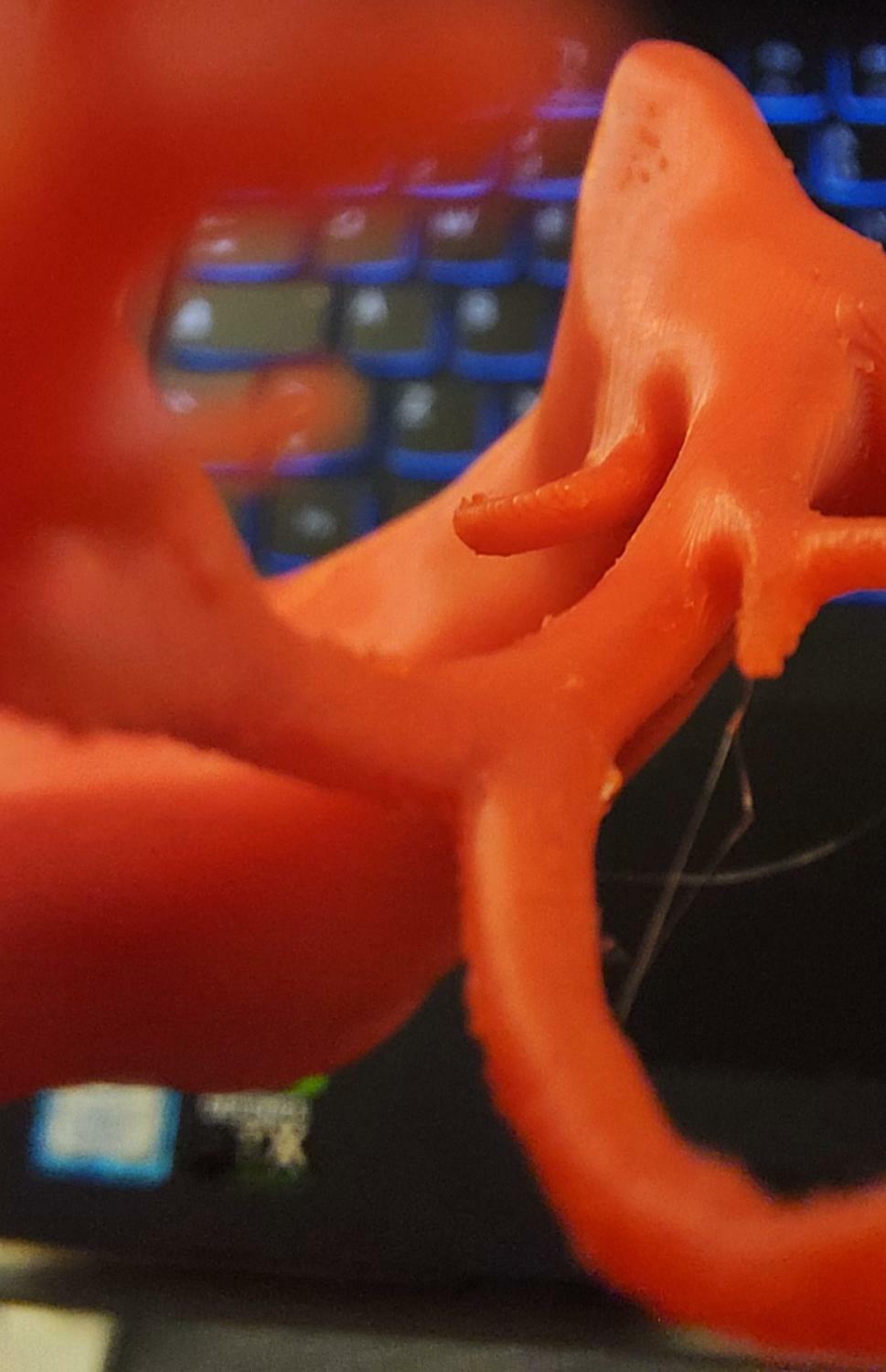
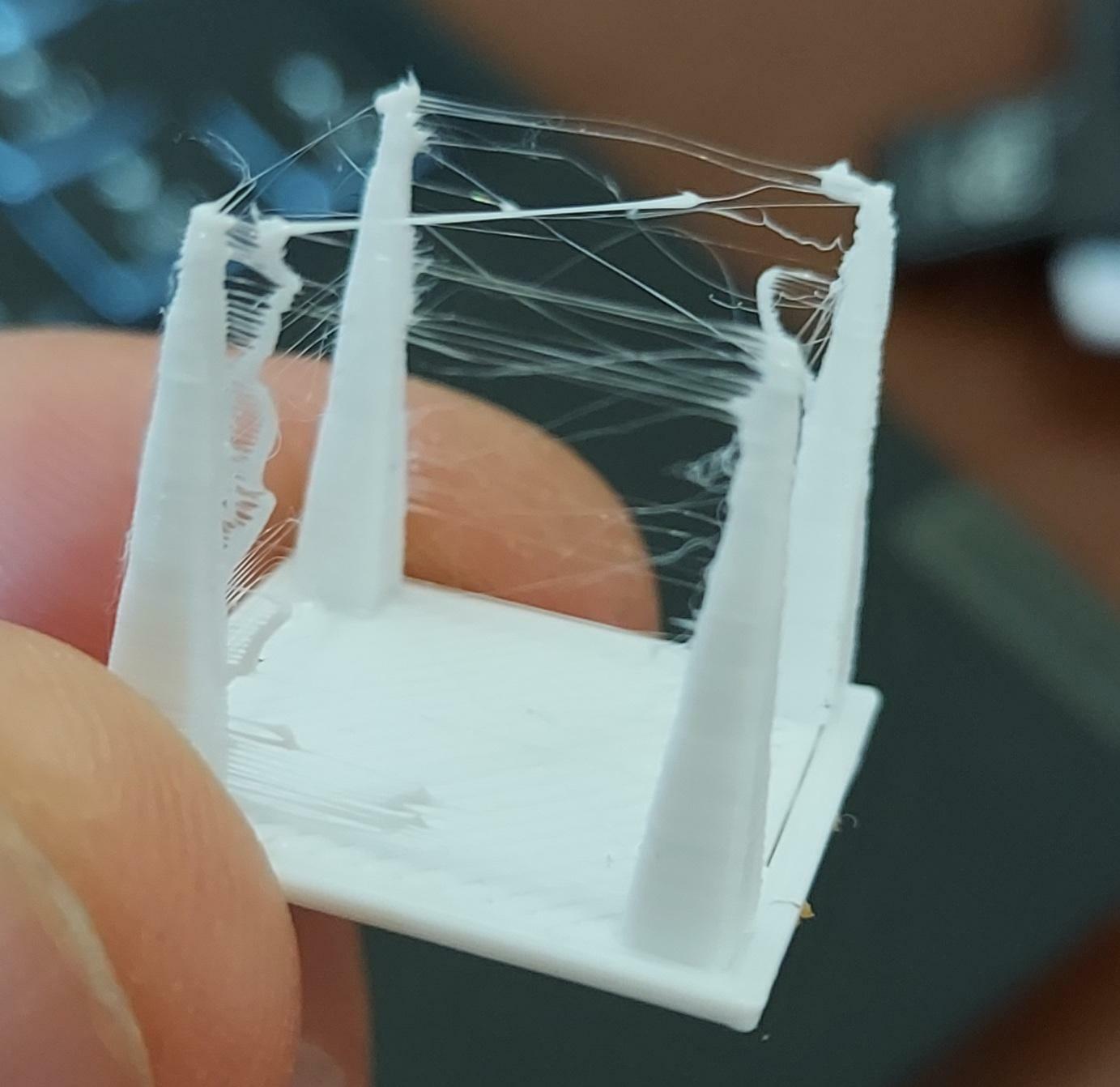
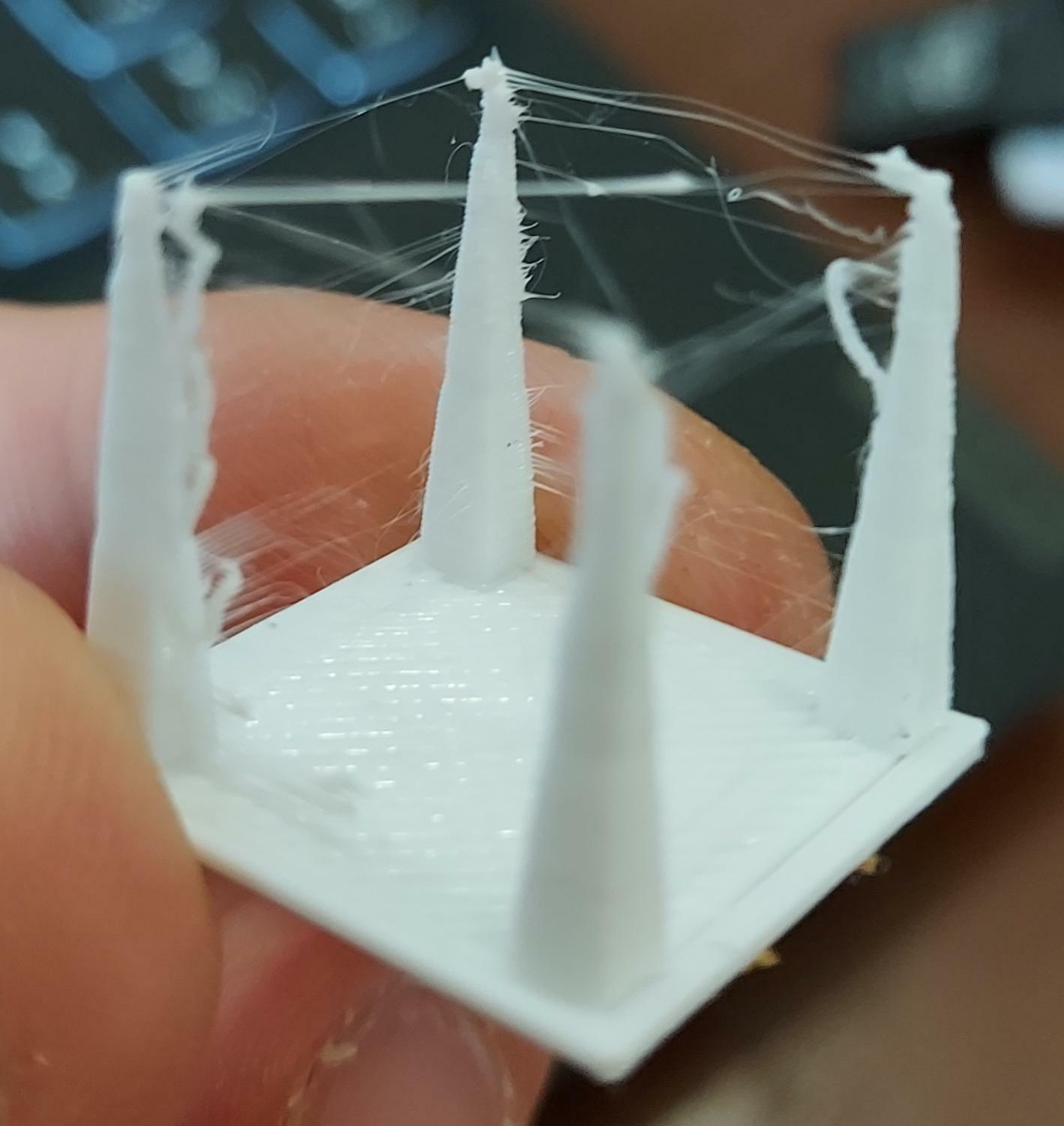
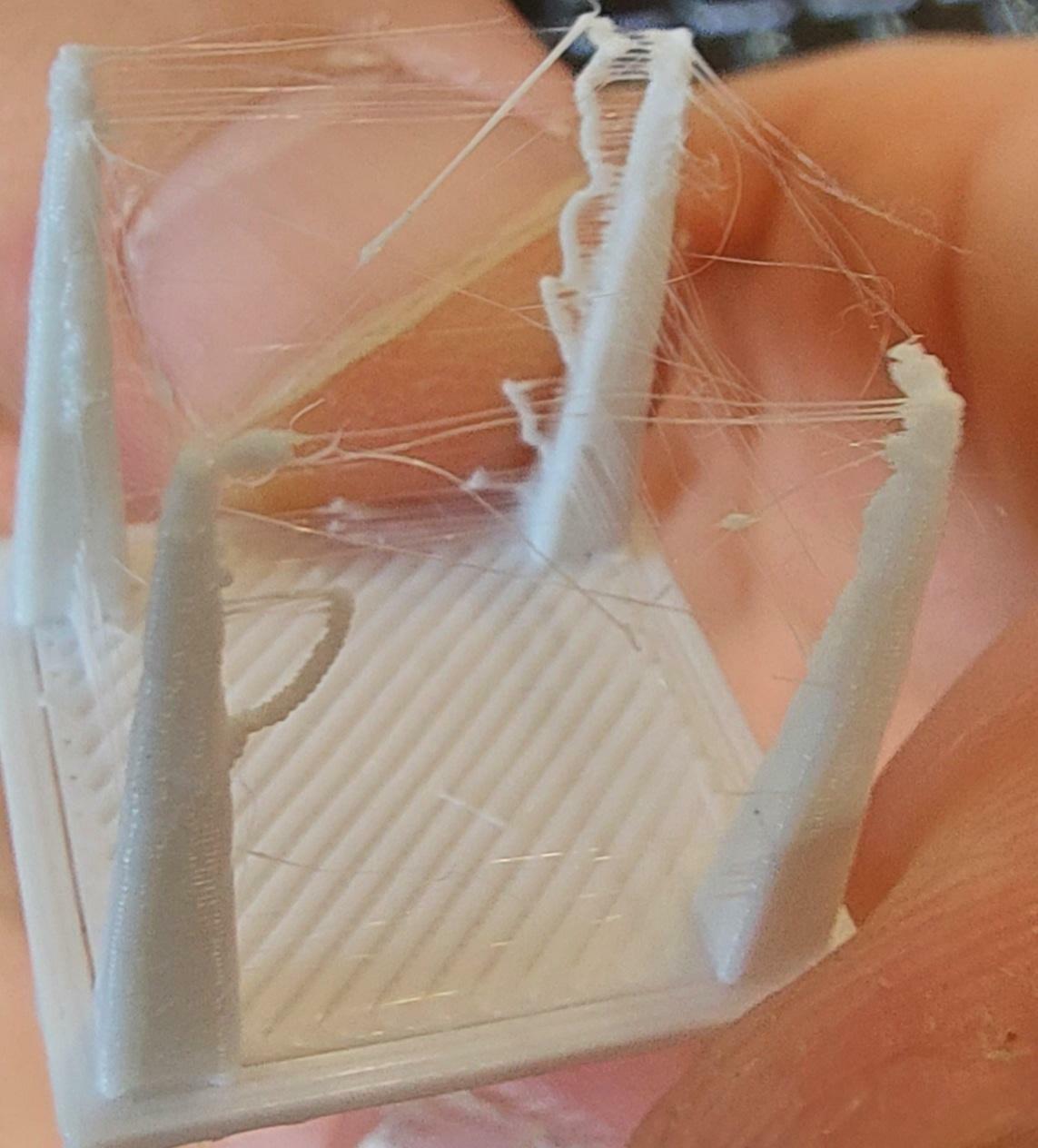
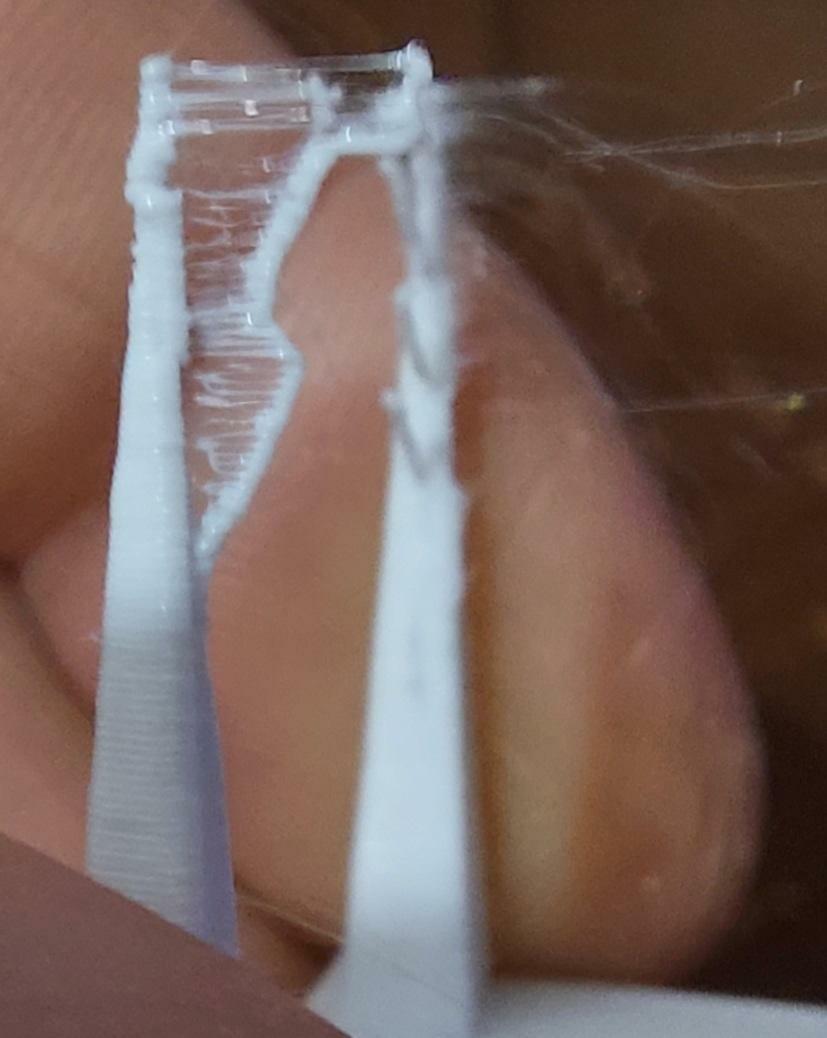
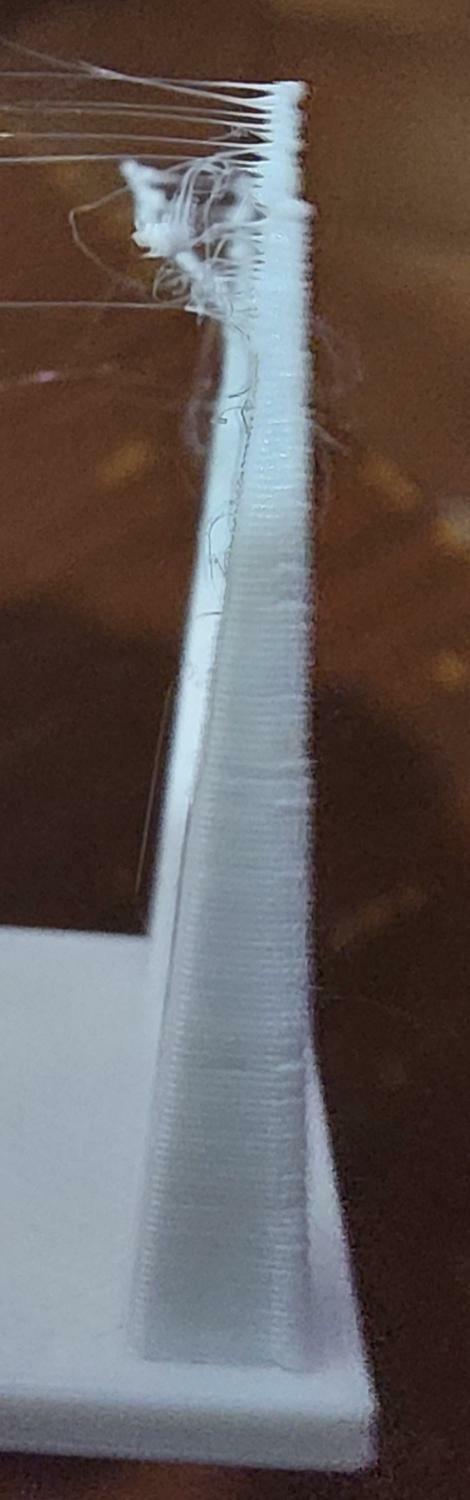
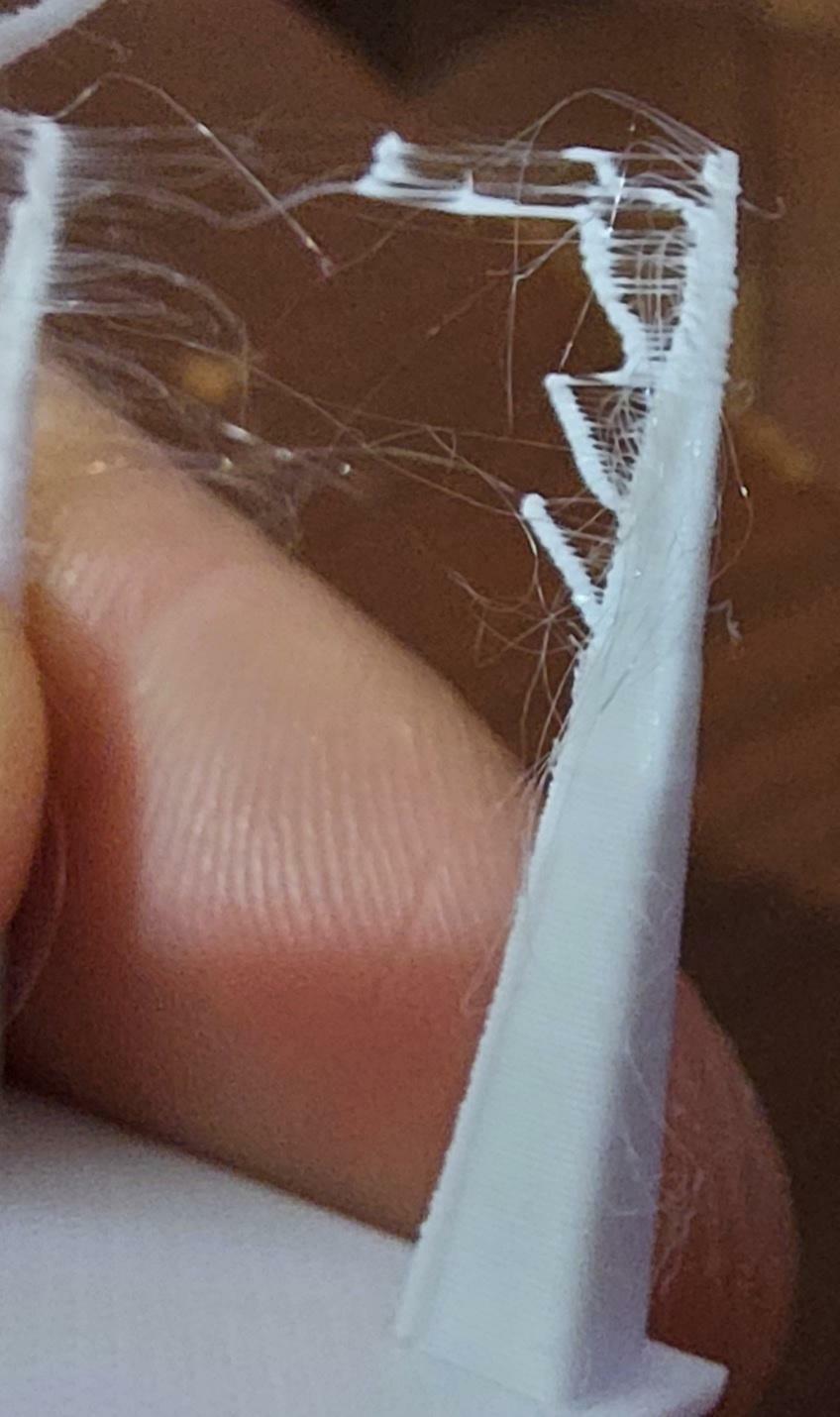
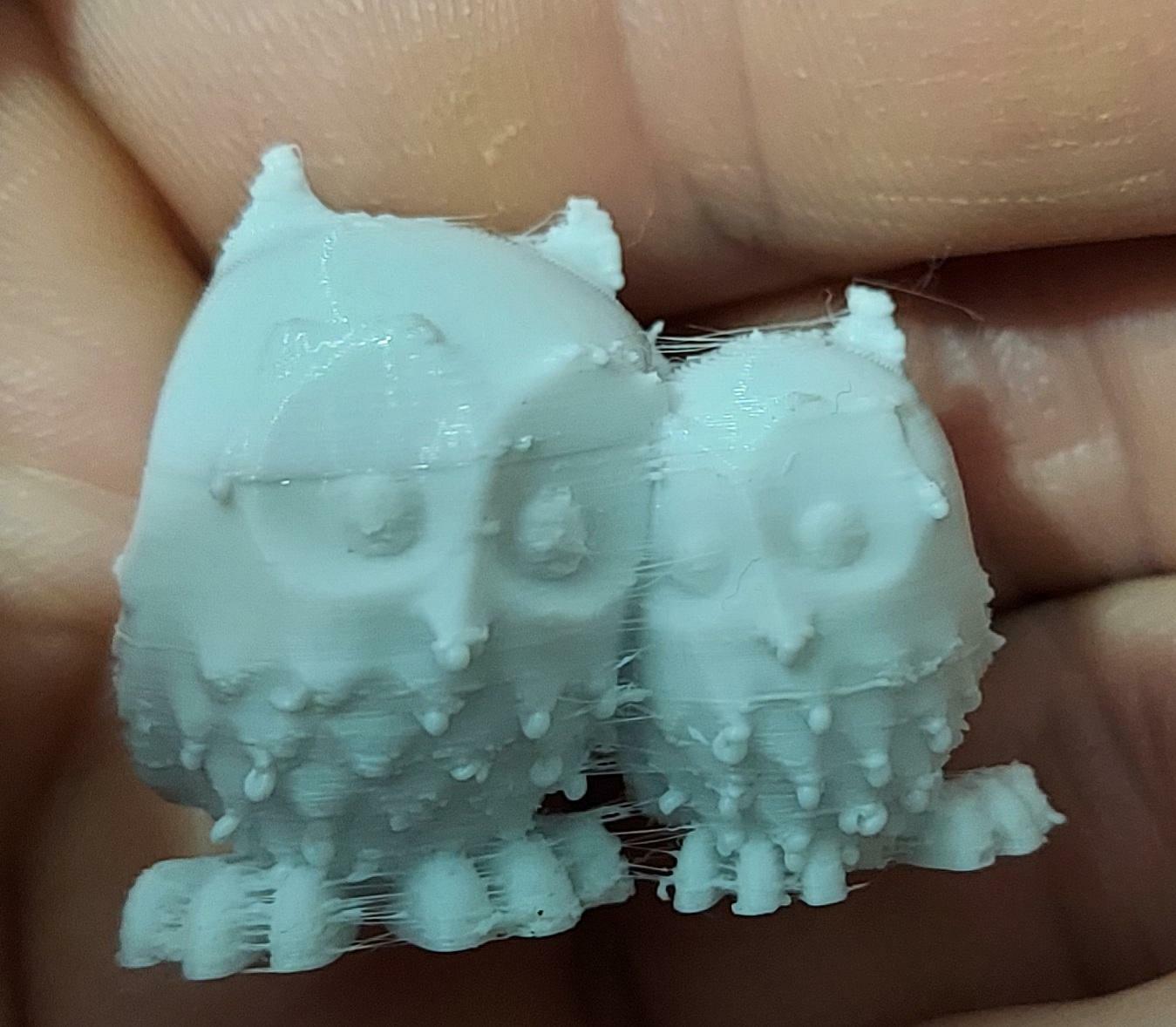
Allora so che è una stampa difficile, ed è la prima stampa che faccio con delle parti così fini come i corni, ma vorrei sapere per chi ha questa macchina/o che abbia qualche suggerimento... questa la ho stampata con pla evolex, a 200c altezza layer 0.1 velocità 35 mm/sec e retrazione 2.5mm velocità retrazione 25 mm/sec e velocità di innesco 35 mm/sec ventola al 100%
-
AHah ok, guarda io ho una tronxy che mi fa dannare anche l anima da poco ho preso l artilery X1 e diciamo che per le prime stampe/prove sono contento ^^
-
Ciao guarda io non ce la ho, pero quando ho acquistato le mie stampanti e quando muovevo i primi passi seguivo sempre questi due canali che la hanno recensita, non so se li hai gia visti o possa aiutarti ma mi sono sembrati molti precisi e sinceri nelle altre recensioni..
-
grazie mille di tutti i consigli.... adesso vedro con calma di capire intanto cosa ha la tronxy per quanto riguarda la retrazione.. perche cosa strana ma i cerchi ora sono perfetti ha un centesimo di differenza (ma a me va benissimo cosi) e l altra avevo gia aperto un post su artilery sempre in questo forum, e vediamo se qualcuno che la ha mi puo dare una mano ^^
-
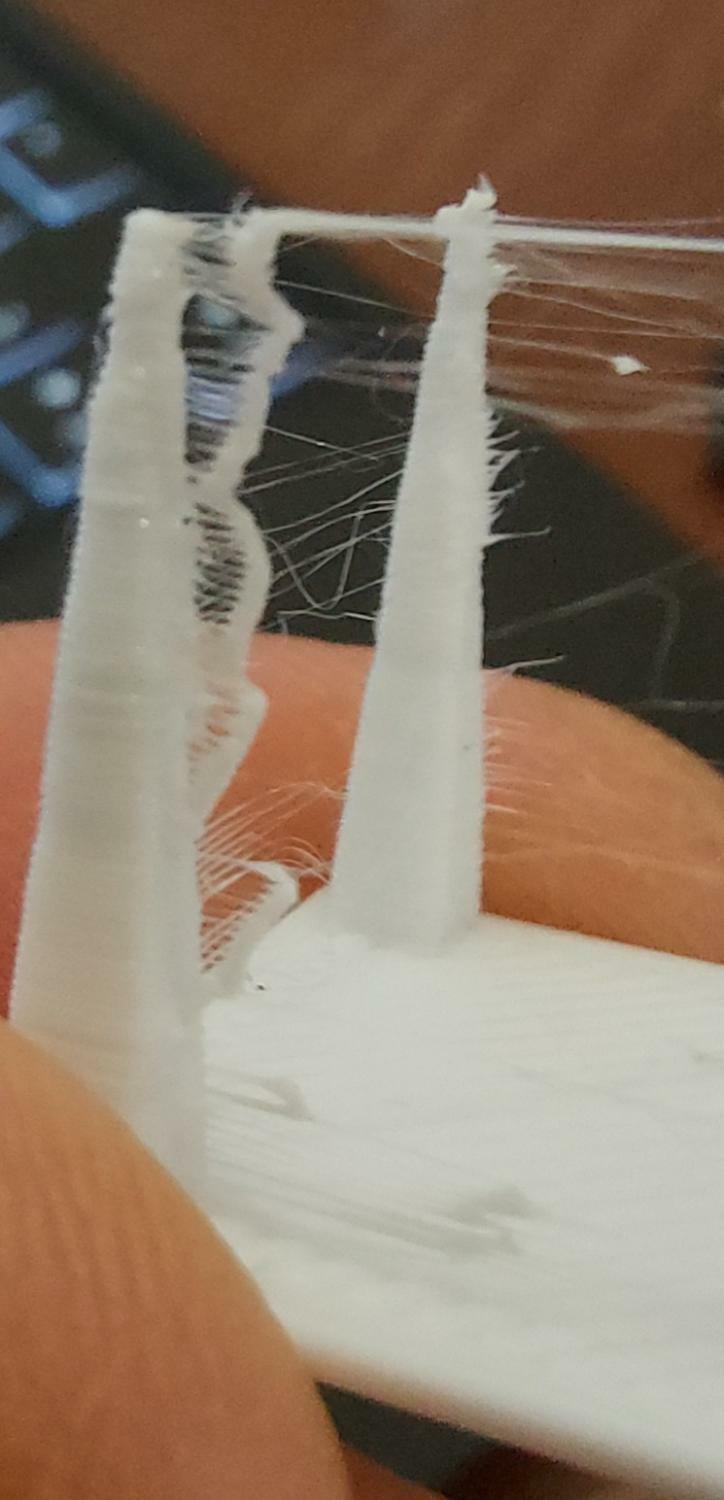
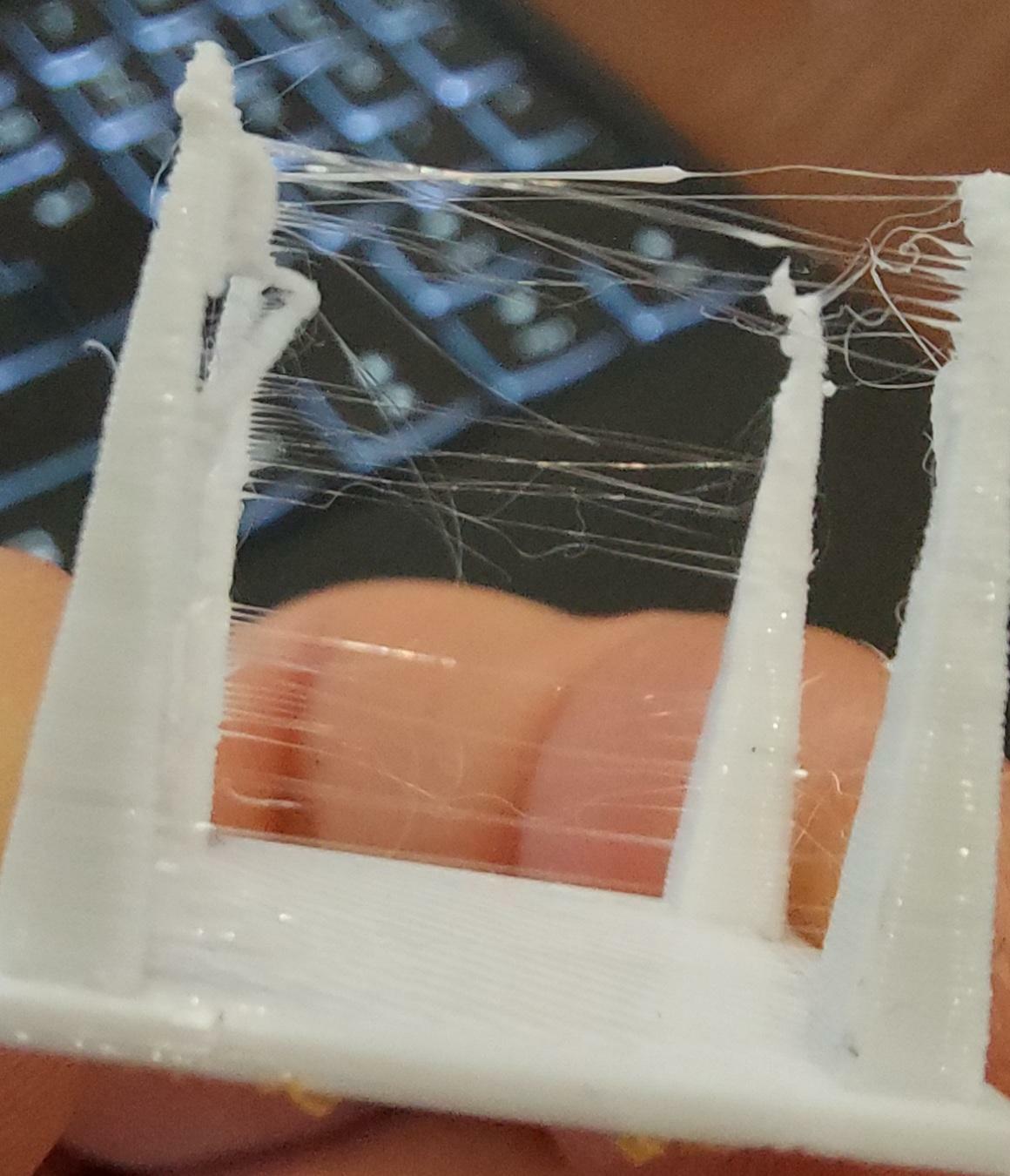
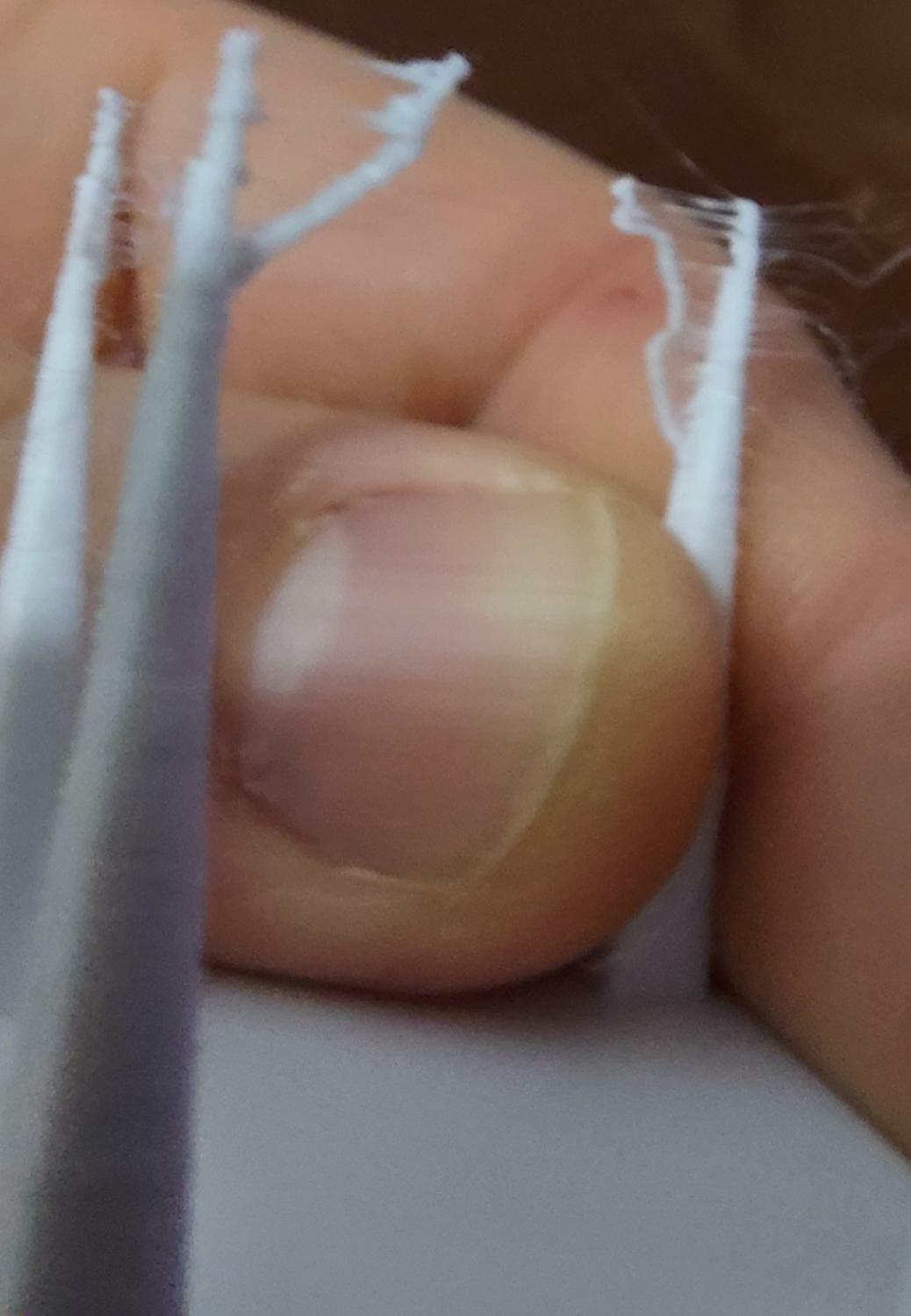
Si si infatti la ho sempre a 100% la ventola cmq proverò a pulirlo intanto.... ascolta che ti domando visto che sei molto disponibile io ho preso una artilery x1, secondo da cosa può dispendere questi blob?? Ovviamente è la prima volta che la provo su parti fini, e gliele ho viste fare solo su questo pezzo
-
ehh l altro nozzle lo ho cambiato perche aveva questo tipo di problema, cmq questo è lo stesso nuovo montato sulla tua, cmq c'è lo ho prusa silcer ma non mi trovo, troppo incasinato, volevo provarlo sulla stampante nuova che ho preso ma non fa per me ^^
-
Ok 👌 grazie
-
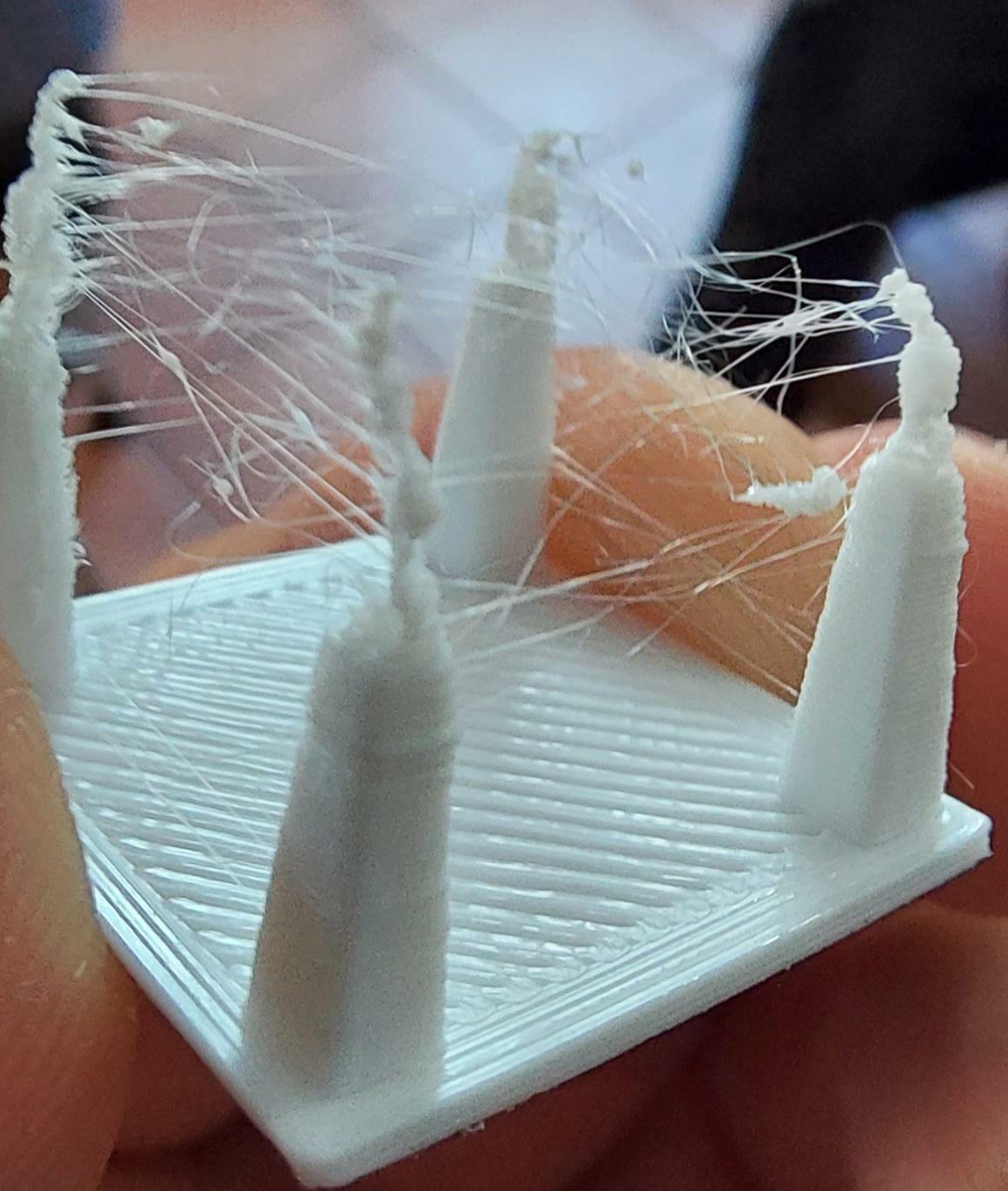
Ecco quello con retrazione 8mm ma si è incasinata...
-
Questo è quello fatto con la retrazione a 4mm e tutte impostazioni che mi hai detto tu
-
ok dubito che a 4 mm avremmo qualcosa di positivo perche rileggendo i vecchi post avevamo trovato un compromesso a 6.25... cmq ora le lancio entrambe e poi ti faccio sapere.... 😅😄
-
si questo era un pezzo 20x20... secondo te potrebbe giovare abbassare di 5c la temperatura nozzle'? cmq sono impressionato questa macchina è gia pronto all uso all arrivo ^^
-
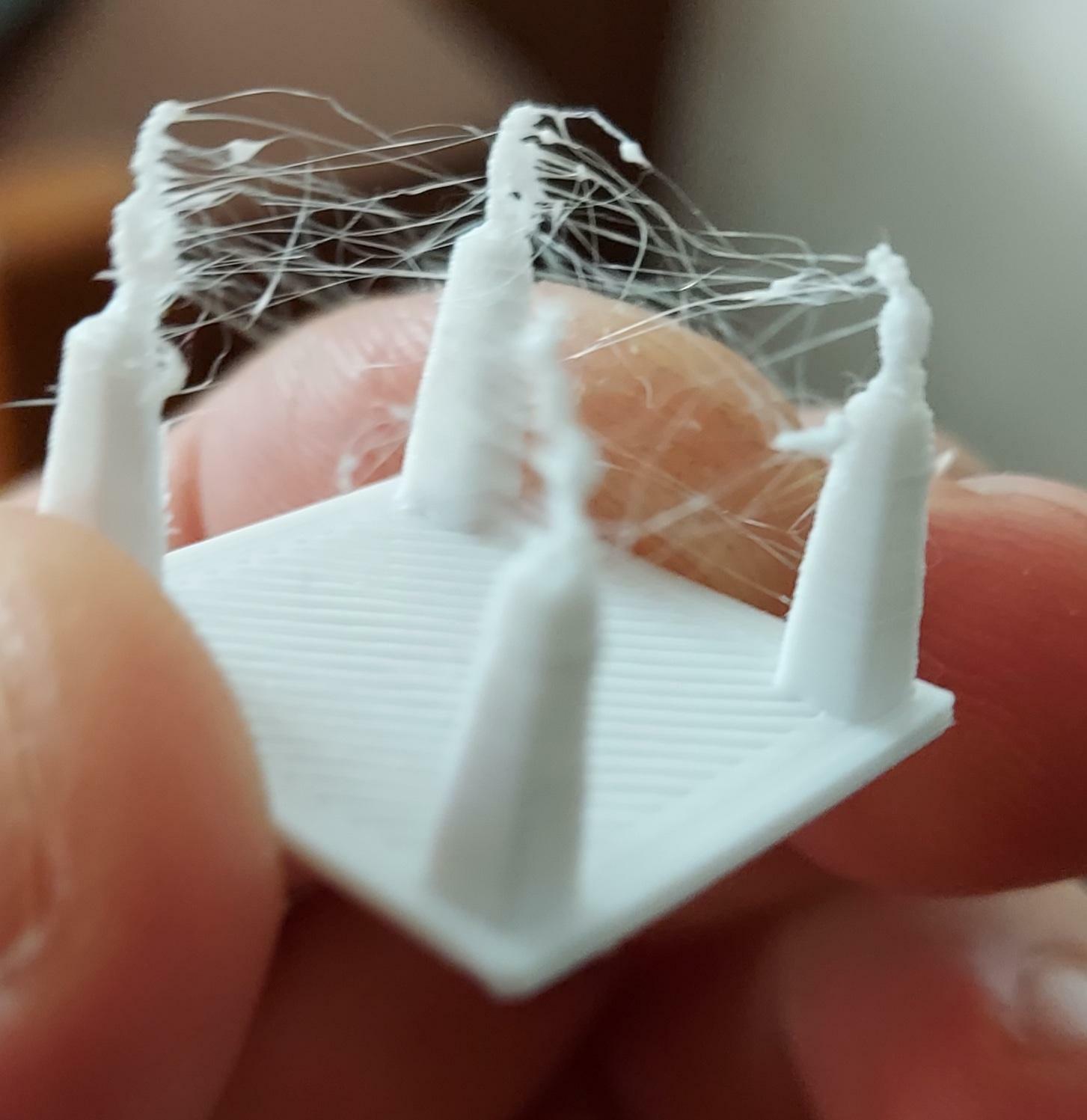
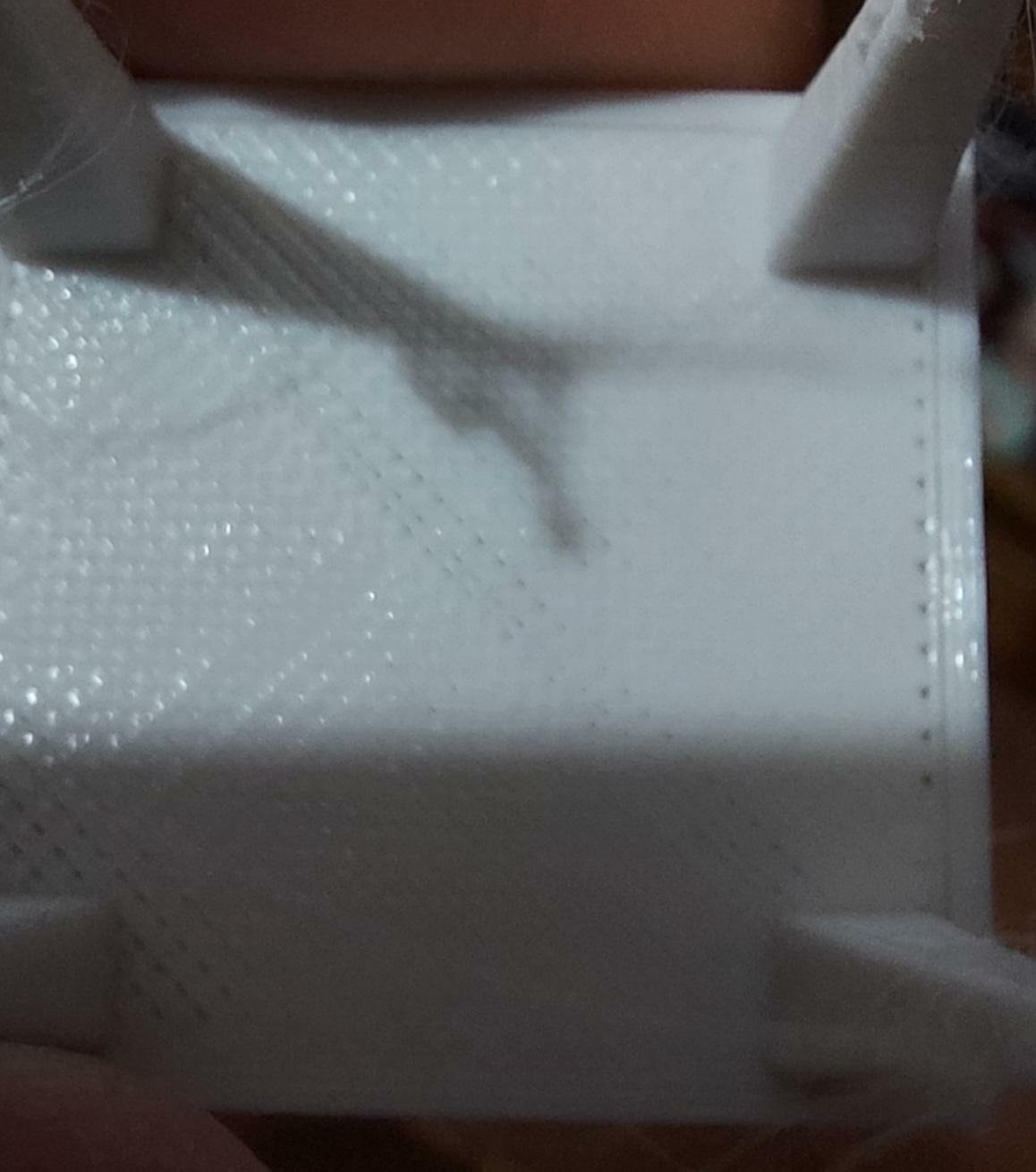
E questo è il retraction test, pensavo adesso peggio ^^ , 6.25 retrazione velocità retrazione 35mm/s velocità da lavoro 35mm/sec temp 190 piano 60c
-
Cè qualcosa di strano.. ha uno schiacciamento su un punto, eppure ho ritirato le cinghie il carrello è preciso parallelo alla sbarra della macchina, le routine regolate che solo con leggera pressione possano scivolare, anche perché se le stringo di più fanno i salti. Boh
-
Vorrei capire dai più esperti cosa ne pensano di questa retraction test, si può migliorare?? lo ho fatto temp 205c velocità 25mm/sec nozzle 0.4 retrazione 2mm e pla amzon
-
Allora prima prova già visivamente si vede che è squadrato cmq in x sono 60mm in y 59.22, adesso ho rimollato le cinghie fatto scorrere a mano mollando le routine e sentendo che scorra bene, rimesso le cinghie e registrate cercando che siano entrambe tirate allo stesso modo... e ora vediamo che esce
-
Allora aggiornamento fatto pid test ora ha una variazione di 1c, e ho lanciato un cilindro forato al centro.... vediamo come viene, poi volevo aggiungere che ho ordinato i giunti rigidi ( in caso possano servire domani li dovrei avere)
-
Boh non so come possano essere persi i dati, di retrazione ho sempre usato 6.25mm e velocità 35mm/sec e la temperatura sempre 190 con pla eryone, cmq ora ri faccio il PIL test e poi parto con il cilindro... Cmq si questo è il pla dell eryone
-
Ho rifatto stessa stampa leggermente più piccola (per ottimizzare i tempi) cè qualche miglioramento, non guardare perché cè una lineaa netta (è salta la corrente ed è ripartita da la, anche se non ho mai avuto così gravi problemi di ripartenza), oscilla ancora 2-3c sta sera gli rifaccio il pid test vedo di impostarlo più preciso, poi proverò a fare un cilindro e vediamo come viene
-
guarda adesso ho appena reimpostato la temp e la sto tenendo d occhio anche se ancora oscilla d 2 c, cmq il cerchio era venuto fuori "bene" sicuramente qualche decimo lo aveva....Adesso vediamo..
-
Cmq forse la ho trovata grazie a te, mi sono accorto che la temperatura si sballa da +5c a -5c da quella impostata, ora ributto su qualcosa e vediamo..
-
Guarda come ti dicevo io ho regolato il flowrate dell tutto misurando con il calibro, percui dovrebbero essere giusti, ora proverò a fare un cilindro ma viene sicuramente fuori di almeno 1/2 decimi (ma è un difetto che ha sempre avuto e non sono mai riuscito a sistemare)
-
il dubbio è questo che sebbene ora l ugello sia regolato bene che il flow rate basandomi sui spessori sia giusto, quando parte spalma sempre male mi viene il dubbio che possa essere conesso al piatto che è usurato...?? ti è mai sucesso?