Gaido
-
Numero contenuti
144 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Obiettivi di Gaido
")





-
PROBLEMI DI STRINGING COME RISOLVERLI?
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Grazie tomto. Effettivamente le stampe che faccio con l'ultimo filamento che ho comprato vengono meglio... Saluti. Buone feste. -
PROBLEMI DI STRINGING COME RISOLVERLI?
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Grazie per la tua spiegazione Tomto. Sono d'accordo il risultato per essere uno stress test è abbastanza buono anche se ho visto foto delle recensioni che erano perfetti, probabilmente la differenza sarà dovuta ai materiale, anche perchè al momento non utilizzo essiccatori e i miei sono un pò datati, il più "giovane" è il verde che ho preso questa estate... -
PROBLEMI DI STRINGING COME RISOLVERLI?
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
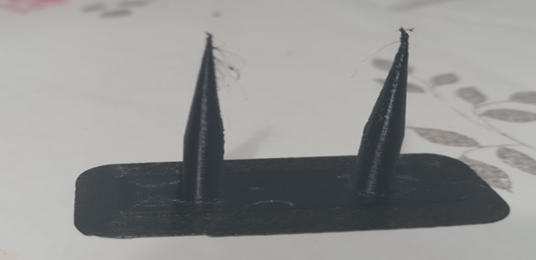
Ciao. Vi allego la foto relativa alla seguente prova. Di seguito i parametri impostata per la stampa. Retrazione: Lunghezza: 0,3 mm Z hope in fase di retrazione 0,1 mm Tipo Z hope: Spirale Velocità di retrazione: 50 mm/s Velocità di deretrazione: 50 mm/s Ritrai quando cambi il layer: Abilitato Pulisci in fase di retrazione: Abilitato Distanza pulizia: 2 mm Temperatura: 205 °C Velocità spostamento: 350 mm/s Conclusioni: C'è stato un miglioramento, ma non è stato eliminato il problema
-
PROBLEMI DI STRINGING COME RISOLVERLI?
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Hai ragione, sto facendo delle prove per settarla un pò meglio e poi partire a fare qualche stampa.. Secondo te qual'è un rapporto distanza/velocità che può avere senso? Comunque c'è anche il tipo di z-hope (Automatico, Normale, Inclinato, a spirale) però non sò cosa cambia tra queste opzioni. Provo a mettere il z-hope al minimo (0,1) ed il rapporto distanza/velocità (0,3 mm - 50 mm/s) al massimo, faccio una prova e ti faccio sapere... -
PROBLEMI DI STRINGING COME RISOLVERLI?
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ciao eaman, prima di tutto, grazie per le risposte. Quindi mi sembra di aver capito che bisogna trovare il giusto rapporto tra velocità e distanza, in modo da fargli fare il movimento che serve. Lo z.hope è inserito ed è aperto, cioè lo posso settare, il wipe on retraction è abilitato, "pulisci in fase di retrazione" la distanza di pulizia di default è 2 mm -
PROBLEMI DI STRINGING COME RISOLVERLI?
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ciao. Grazie per la risposta e i suggerimenti. Volevo chiederti 2 concetti. 1 ) Abbassare la distanza di retrazione e aumentare la velocità, significa che "tira su" il filo e poi lo "rimette" più velocemente, se la distanza è troppo alta che non riesce a fare il movimento nei tempi corretti? cosa comporta? 2) Cosa vuol dire quando poi fa solo 0,25 mm? 3) Ho una bambulab X1C, da dove posso cambiare i dati relativi al jerk, perchè in giro mi dice che posso cambiare solo dal gcode 4) Come sono legati Z-hope e stringing? Scusami se ti chiedo ma alcune cose non mi sono chiare. -
PROBLEMI DI STRINGING COME RISOLVERLI?
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
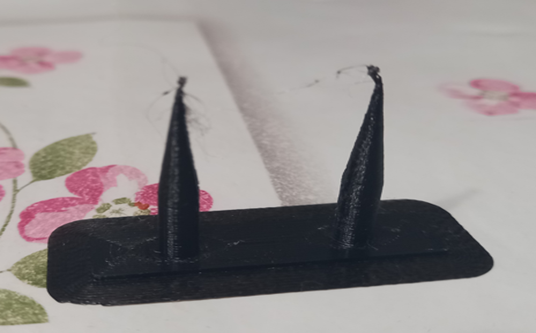
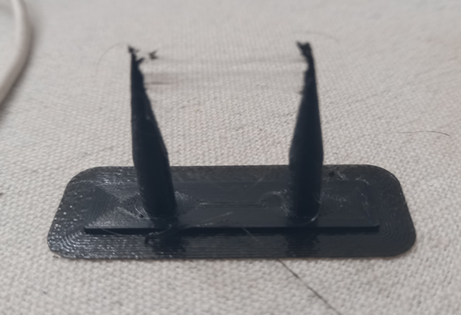
Grazie x la risposta eaman. Ti giro le foto dei 3 test di retrazione poi dimmi tu cosa ne pensi... CAMPIONE 1 · Distanza di retrazione: 0,8mm.Temperatura = 205 [°],Velocità di retrazione: 20 mm/s. · Velocità di deretrazione: 20 mm/s, Z-hop: 0,4 mm (per evitare collisioni), Travel Speed: 500 mm/s CAMPIONE 2 Distanza di retrazione: 1 mm, Temperatura = 210 [°], Velocità di retrazione: 40 mm/s. Velocità di deretrazione: 40 mm/s, Z-hop: 0,4 mm (per evitare collisioni), Travel Speed: 500 mm/s CAMPIONE 3 Distanza di retrazione: 1,5 mm, Temperatura = 215 [°], Velocità di retrazione: 50 mm/s. Velocità di deretrazione: 50 mm/s, Z-hop: 0,4 mm (per evitare collisioni), Travel Speed: 300 mm/s
-
PROBLEMI DI STRINGING COME RISOLVERLI?
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ciao Tomto. Non ho detto che ho messo dei valori a caso se cambio la velocità di riempimento cambio anche la massima velocità volumetrica, anzi proprio perchè ho fatto questa variazione volevo sapere se poteva influenzare.... Detto questo, il migliore risultato dai test (torre di retrazione) confermano i dati di default (distanza e velocità di retrazione e deratrazione) ma poichè è un oggetto di piccole dimensioni ho ridotto la velocità e abbassato la temperatura per ridurre lo stringing ed effettivamente è migliorato... Ad ogni modo allego foto con il problema..è solo un cilindro forato..
-
PROBLEMI DI STRINGING COME RISOLVERLI?
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ok Grazie. Buone feste:) -
PROBLEMI DI STRINGING COME RISOLVERLI?
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
quale test sulla torre di retrazione mi consigli? -
PROBLEMI DI STRINGING COME RISOLVERLI?
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Parliamo di PLA. No, non ho fatto una torre di retrazione, comunque non sò se può essere utile come dato ma ho impostato, la massima velocità volumetrica a 18 mm3/s (ugello 0,4 velocità ripempimento: 150 mm/s), mentre, la velocità minima di stampa a 10 mm/s. -
PROBLEMI DI STRINGING COME RISOLVERLI?
Gaido ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno e buon anno a tutti. Volevo chiedervi come posso risolvere i problemi di stringing, possiedo una bambulab. Le azioni che ho fatto per provare a diminuirlo sono state: - Abbassato temperatura materiale da 215 a 205 - Aumentato velocità retrazione e deretrazione da 30 mm/s a 40 mm/s - Z hope a 0,4 - Combing già attivo Ho provato a cambiare materiale ma il problema è lo stesso. Mi affido alla vostra esperienza.. -
NELLO SLICE PERDE PARTE DEL DISEGNO
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
No fonzy hai ragione...scusami..ho cercato di eliminare la discussione ma non ci sono riuscito...il problema era che alcune pareti erano troppo sottili...cmq grazie...buona serata. -
NELLO SLICE PERDE PARTE DEL DISEGNO
Gaido ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buonasera. Ho fatto un disegno su autocad 2013 per un pezzo che mi servirebbe stampare...poi ho trasformato in stl...adesso non capisco perchè il disegno e il file sono perfetti fino a quando devo preparare la stampa con lo slicer...ma poi quando ho bisogno di elaborare il gcode mi cancella parte del pezzo...l'ho anche trasformato in solido su meshmixer...ispezionato e corretto gli errori (che ovviamente non ha trovato)...adesso qualcuno saprebbe dirmi perchè e come posso risolvere questo problema...grazie. -
STAMPARE CON BRIDGE AD ARCO
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Hai ragione non è un bridge è una parete a sbalzo...l'articolo del video è interessante...cmq ancora non ho capito perchè il brim alla base me lo ha fatto prendendo solo una metà e lasciando senza l'altro..