

Gaido
-
Numero contenuti
144 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Gaido
-
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Adesso..provo..ma quando ho tirato fuori il filamento adesso..e anche prima non aveva parti mancanti ai lati...era solo un pò incurvato (ma non più di tanto) e indurito.. Estrude muffo... Provato con esun rosso..al massimo lo faccio un pò andare per curiosità per vedere se dà lo stesso problema che con il TPU, cioè arrivato a + o - 1/2 smette di estrudere... -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
No ma avevo cambiato estrusore...questa era la seconda volta che usavo questo estrusore...però c'è da dire che dopo la prima avevo il filo bloccato dentro,,cioè le due ruote una dentata, l'altra liscia che fungono da spingi filo o che lo tirano fuori non riuscivano a tirare fuori il filamento dall'estrusore...quindi ho dovuto aprirlo e tirarlo fuori io manualmente...non sò...detta così la situazione a te come sembra? Per il livellamento...se uso il calibro dalla parte numerata si...se lo uso da quella retrostante non c'è luce..solo pochissima sull'asse y verso il centro, ma veramente un nulla...mentre con il righello trasparente (però spesso) non sembra passi luce sia su asse x che y... -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Va bene...lo faccio subito anche perchè non mi avevano mai detto di questo metodo..mi incuriosisce:)
-
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Niente Rob..i problemi sono: - Non si attacca bene al piatto (forse messa troppo poca lacca) - Arrivato allo stesso punto smette di estrudere. In compenso questa volta estrazione filo da estrusore avvenuta a 140° senza particolari problemi...l'unica cosa è un pò rovinato sulla punta..ma parliamo di 2-3 mm della parte finale del filamento. Probabilmente otturato, userò lo strumento apposito per togliere quel pò di otturazione che ci sarà...quale possa essere il problema che ottura rimane un mistero... Forse a 20 mm/s di estrusione e 50 mm/s come velocità spostamenti sono eccessivi o forse il materiale troppo morbido, il filamento sembra gomma non sò se è normale...poi ho notato arricciamenti attorno al noozle, mentre, estrudeva non vorrei che ci sia il piatto da alzare ancora...eppure alla prova del foglio andava bene su tutti e 4 gli angoli...altre idee non nè ho... -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Grazie Rob. -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Per favore potete rispondermi così provo a vedere se con questi parametri funziona o si ripresentano i problemi precedenti o nuovi problemi. -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Allora...adesso, dovrei essere pronto...potreste dirmi se draft nella parte superiore in grigio devo lasciarlo 0,2 o passare a coarse 0,4...poi a parte questo mi confermate che devo settare: - Altezza layer = 0,2 [mm] -Larghezza della linea = 0,4 [mm] -Larghezza linea strato iniziale 100% - numero delle linee perimetrali (se la larghezza è 0,4 devo mettere 2, giusto? (0,4 x 2 = 0,8 spessore pareti) - Spessori strati sup/inf = 0,8 [mm] --> numero strati 4 - sovrapposizione tra riempimento e pareti = 30 % - Spessore dello strato di riempimento = 0,2 [mm] - Temperatura = 220° - T iniziale piano = 70° - T piano = 55° - Velocità di stampa = 20 [mm/s] - Velocità di stampa delle pareti e sup/inf = 10 [mm/s] - Modalità combing = tutto --> aggiramento delle parti stampate durante lo spostamento = attivo, distanza aggiramento = 0,625 - Controllo accellerazioni e jerk = disattivati - Raffreddamento = disattivato % di sovrapposizione del riempimento = 30% spessore dello strato di riempimento = 0,2 --> non dovrebbe essere 0,4? Le parti in rosso sono quelle su cui ho maggiori dubbi...la velocità di stampa è stata alzata a 20 mm/s... Per favore, mi dite se provo con questi parametri se potrebbe funzionare? -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Apposto...grazie Eddy...non sapevo come si controllasse il diametro impostato degli estrusori...è 0,4, quindi corretto. Grazie ancora. -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ah ecco...quindi la larghezza della linea è da portare a 0,4 e dove c'è scritto draft 0,2 (nella striscia in grigio in alto)...cosa devo fare lascio draft 0,2 o metto coarse 0,4 (però ho visto che se faccio così mi cambia l'altezza della linea a 0,4)? Comunque. Grazie mille Mino e Rob -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Il diametro dell'ugello della stampante è 0,4...poi non sò se su CURA (slicer) ho sbagliato a settare il diametro dell'ugello...mi puoi dire per favore se ti riferisci a questo? -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ciao Muffo..grazie per la risposta...smontare l'ugello qua non è cosa semplice...per quello sono preoccupato...perchè l'altezza dell'ugello viene regolato attraverso la rotazione di un dado che si muove su una madre vite...quindi non sò a quali ingranaggi è legato questo ugello...e purtroppo neanche smontare tutto sarà una cosa semplice..dovrò proprio cercare di capire man mano che lo smonto com'è fatto l'estrusore che è diverso dall'altro..magari prima potrei provare a smontare una delle due ruote spingi filo..provare a tirare un pò su il filo e cercare di rimettere la ruota al suo posto in modo che così rimanga schiacciato come fosse filamento nuovo (quindi, senza quella parte dove c'è quel gomito di cui parlava Rob) e poi riprovare a tirarlo fuori dando il comando con la macchina...se va male inizio a smontare...perchè si intasa è una bella domanda...perchè anche io pensavo fosse l'ugello dopo la dritta di Rob siccome l'ugello del primo estrusore l'avevo smontato, pulito e rimontato...pensavo che l'avevo rimontato male...ma a questo punto il problema è un'altro... -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ciao Rob...stamattina con la luce del sole guardando la parte di filamento che si muove tra le ruote (spingi filo) ha di nuovo quella deformazione...per quello non riesce a tirarlo fuori..evidentemente si è schiacciato in quella zona e adesso è troppo fine, percui, la superficie di contatto tra ruote e filamento fa sì che la forza applicata dalla ruote non sia sufficiente per tirare fuori il filamento.. Un casino..poi smontare questo estrusore è un bel problema sai... La temperatura era a 220°, il costruttore dà dai 210 ai 230°...l'unica sarebbe poi provare a 230°...però secondo te non è che è il materiale troppo poco duro per la mia stampante, cioè, devo comprare un TPU di durezza maggiore o uguale a 95 -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Niente Killrob...ti allego l'immagine della prova stampa..come puoi vedere...anche qui dopo un pò si ottura l'ugello ed ho usato il secondo estrusore..quello che non avevo mai svitato e riavvitato e con PLA ha sempre funzionato benone...All'inizio pensavo che il problema si fosse risolto..ma poi ha smesso di estrudere......a fine stampa ho provato a togliere il filamento dall'estrusore...usando l'apposito comando della stampante (non manualmente), ma risulta bloccato...adesso come lo tolgo?...non posso neanche aprire l'estrusore e tirarlo, perchè è gomma e si romperebbe subito...per la stampa,invece, a sto punto non sò cosa pensare...forse il materiale? che sia il materiale che ha preso umidità? oppure, che con la mia stampante devo usare filamenti a durezza maggiore 95 in su...sul livellamento, si...potrebbe esserci qualche problema, perchè non è auto livellante e lo devo fare io...però il problema è che non estrude non che fa pastrocchi sul piano o si formano arricciamenti intorno all'ugello come nel pla con piano non livellato...tu cosa ne pensi e cosa mi consigli di fare, adesso, per togliere il filamento dall'estrusore?
-
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ciao ho livellato il piatto e impostato il layer a 0,2 di altezza e larghezza, flusso 100%, ventola spenta, retrazione off.. -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ciao Killrob..no purtroppo non ho ancora fatto niente...questa mattina mi sono svegliato presto e adesso sono un pò stanco e assonnato, mi sono scritto su un post-it affianco alla stampante le cose da fare...domani mattina appena mi sveglio livello il piatto e provo ad avvitare meglio l'ugello...non appena finito faccio una prova e ti dico come è andata...comunque ti ringrazio come sempre per l'aiuto che mi stai dando...un saluto, a domani:) -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ti avevo chiesto cosa significa vedere gli step/mm e dove posso vedere i suoi valori? -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Bho..apposto..problema numero 2 risolto...smontato estrusore, tolto filo... Torniamo al problema del TPU... -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Scusa l'ignoranza ma dove li vedo i valori degli step/mm?...Io ho fatto solo la calibrazione degli assi x e y della stampante quando mi è arrivata...perchè dovrebbe la lavorare su due estrusori... allora c'era una prova da fare dove i due estrusori disegnavano all'interno di un cubo...uno le pareti esterne, l'altro una serie di rettangoli interni al cubo...ed era apposto...l'asse z è già pre-impostato nella mia stampante..già che ci sono ti faccio un'altra domanda, magari mi sai aiutare..ho il secondo estrusore che non mi tira fuori il filo per cambiare la bobina..l'estrusore è di tipo DIRECT e ha due ruote dentate che fungono da spingifilo..oggi ho smontato mezzo estrusore...arrivando fino a togliere una delle due ruote dentate...ho provato a togliere il filo manualmente (senza forzare) ma niente...anche qui cosa mi consigli di fare? Devo toglierlo cercando di tirare fuori il filamento forzandolo aiutandomi con una pinza? -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ciao, innanzitutto grazie per la risposta e il tempo dedicato. Poi volevo chiederti, quali sono i parametri che devo vedere per non sovraestrudere? è sempre l'altezza e lo spessore dei layer o ci sono altri parametri da vedere, per es. sovrapposizione strati? -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Secondo me potrebbe essere "sintomo" di otturazione ugello...le ruote spingi filo provano a spingerlo ma essendoci l'ugello bloccato il filo non scende di conseguenza la forza che imprimono le ruote sempre sullo stesso punto portano a una deformazione di quella zona... poi, quando hai tempo potresti farmi sapere come la pensi, se secondo te può essere un ragionamento valido. Comunque grazie ancora dell'aiuto dato fin qui. -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
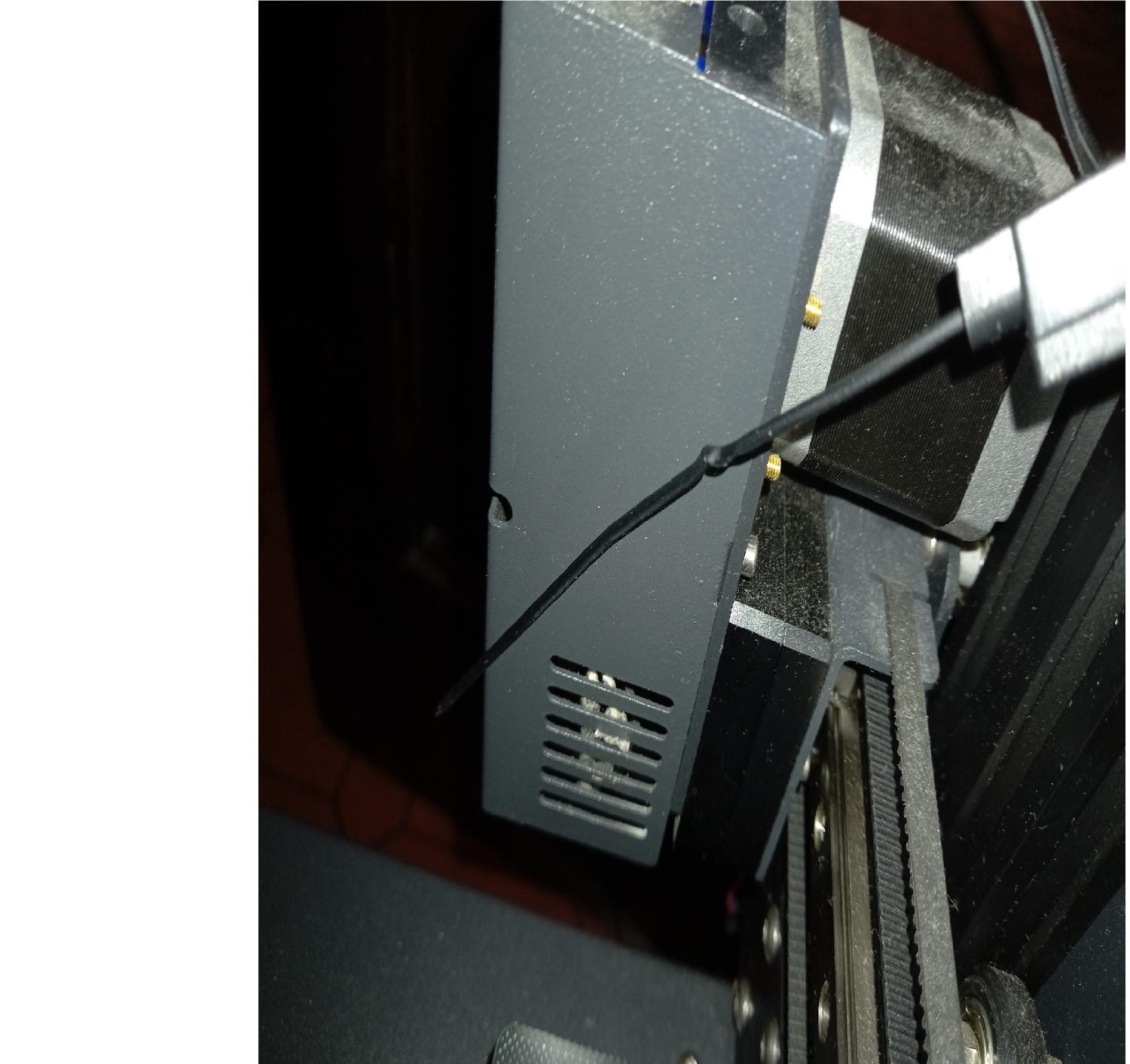
Ciao Killrob...scusa se ti disturbo di nuovo...ma volevo farti una vedere una cosa che ho notato e chiederti se secondo te è normale? Quando ho tolto il filamento dall'estrusore ho notato delle deformazioni che puoi vedere nella parte alta del filamento delle immagini che ti allego...le deformazioni del filo sono in corrispondenza delle due ruote spingi filo, può voler dire qualcosa secondo te questo?
-
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ciao Killrob. Grazie mille per la tua risposta. La gola si, è full metal, non pensavo che l'otturamento potesse essere dovuto all'allentamento del noozle, però effettivamente... Stampare a 0,1 come altezza del layer, purtroppo diventa lunga la stampa ..però se è l'unico modo...il flusso l'ho controllato era al 90 %..per quanto riguarda lo spessore del layer lo lascio a 0,25...posso aumentarlo (in modo da ridurre i tempi di stampa?) o devo diminuire anche quello a 0,1? La velocità la posso lasciare a 15 mm/s o secondo te mi conviene scendere ancora? Il livellamento sicuramento lo faccio subito...avevo il dubbio, ma adesso che me lo hai detto vado a mettere apposto il piatto... -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
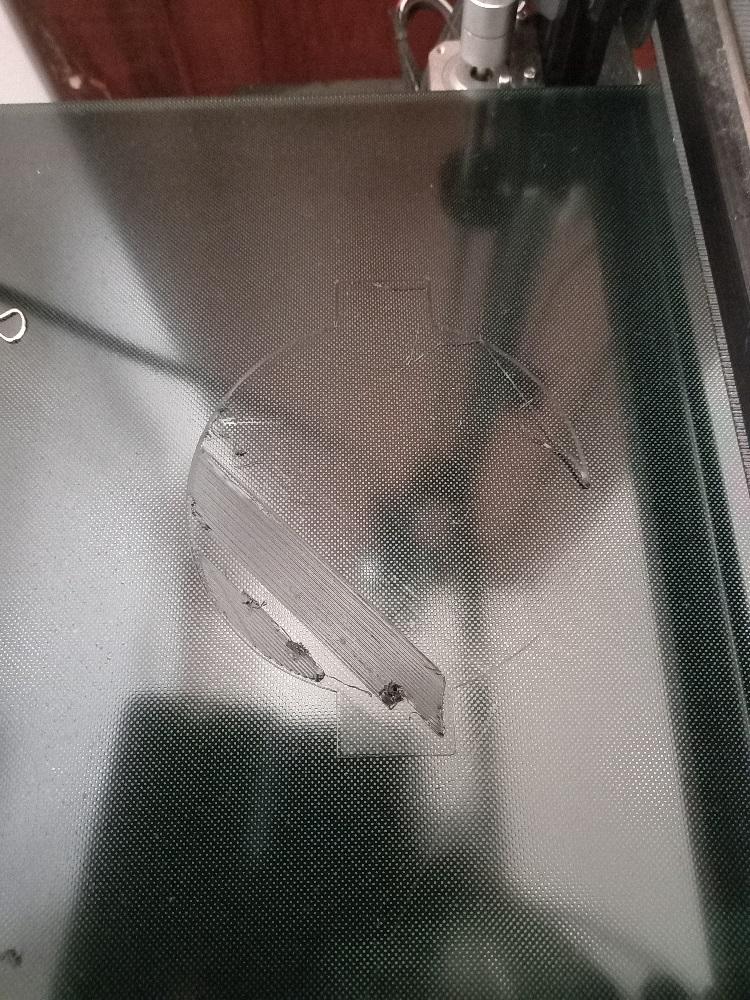
Ciao Killrob. Grazie come sempre della tua gentile risposta. Il filamento è filoalfa, ma la scatola era già aperta perchè mi è stato dato da una signora e l'ho pagato poco (è stata brava, anzi, bravissima, non ti sto a spiegare tutto ma è una di quelle persone che trovi 1/1000000)...comunque dovrebbe essere durezza 90a...il filamento è abbastanza gommoso per questo stavo provando a stampare a velocità così basse, anche se, ho un estrusore di tipo DIRECT..quindi la prima domanda che ti pongo è...posso stampare a velocità superiori a 15 [mm/s]...e posso farlo solo nel riempimento o anche nelle pareti superiori/inferiori e laterali? Perchè, come ben saprai mi cambia i tempi di stampa e non di poco e più va veloce più stira il filo maggiori probabilità di otturazione estrusore e/o hotend...Poi pensavo...anche se il livellamento è sbagliato...non dovrebbe continuare ad estrudermi ugualemente..cioè, dovrei avere l'effetto opposto...non delle parti mancanti (in cui non è stato depositato del materiale)..ma delle parti in cui il materiale non fa un filamento diritto e quindi fa pastrocchi o si porta dietro il filo e non attacca dove deve sul piatto anche qui fa pastrocchi..devo alzare l'altezza del layer da 0,2 a ? La signora con cui ho parlato mi ha consigliato al massimo a 0,25...Inoltre come percentuale di riempimento ho messo 30% ma a quanto ne sò...se fa pastrocchi devo provarlo ad alzarlo fino ad arrivare a 100%...il flusso non sò dove vederlo...su impostazioni BASIC/INTERMEDIE o ADVANCE? La ventola è sempre OFF, no ritrazione.. Ah, inoltre, dopo aver fatto il primo tentativo e aver fermato la stampa perchè mi sembrava che non estrudesse più al secondo giro (2°strato layers), nel primo avevo avuto un risultato simile a quello che vedi in foto, ho dovuto pulire l'estrusore che si era otturato..l'ho fatto attraverso un attrezzo (simile ago) dato in dotazione con la stampante...poi rimandando la stampa estrudeva...ma come vedi dalla foto sempre meno dall'alto verso il basso e da sinistra verso destra...probabilmente livellamento, ma forse non solo..non sò? Comunque, complimenti per il pezzo...direi perfetto! -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
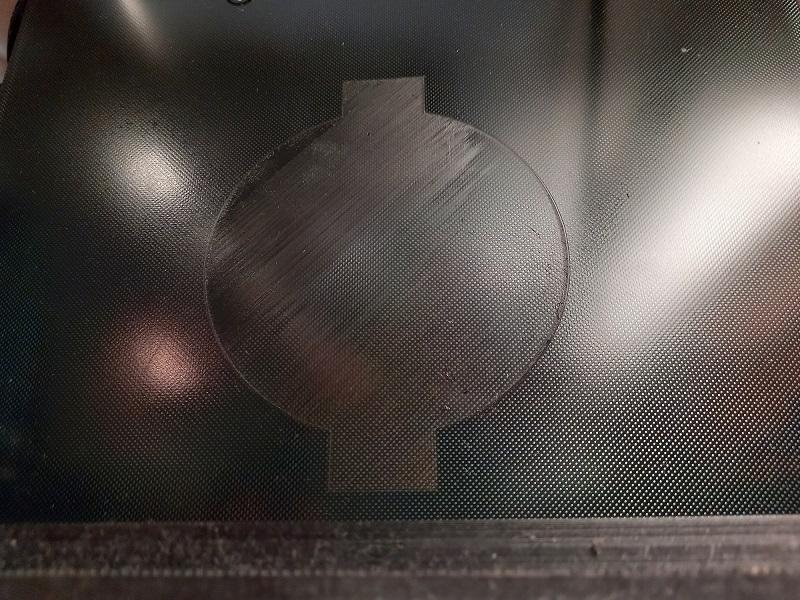
L'ultima immagine e come è venuta la stampa con questi parametri...stampando per un due-tre ore Spero che tu, come al solito mi possa aiutare...nel capire quali possono essere i problemi avuti e a impostare meglio i parametri per ottenere dei risultati DECENTI...
-
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ciao Killrob...te li dò tutti, molto volentieri🙂 Gli altri...




.png.46d2af028f4508d6dc8f82cad52b6f24.png)
.png.435c4c2a5bfeaccb569e7a0109216835.png)
.png.1b26d389f4ce9ba82677f15a56196f1b.png)
.png.088be1019c6148a19e664fd9a1976ac2.png)
.png.05b1ff8023bef2298663c1dcb5e80e34.png)
.png.c33385572e7a5615e4e4b54907b626ae.png)
.png.f2a747eb3b6cc98f908737fc94599ca8.png)
.png.7af63e36ecbc20d95154192f2d56206c.png)
.png.a03ae494ed529370841c8d49525e551d.png)
.png.2e7969cdb462a4458ed5794d8e77153f.png)
.png.60e7d1537f06ed4ef1be29e2350eda5b.png)
.png.ef9fd210e37367efec2cd76e7c018e7f.png)
.png.322a485df3ff50eddb565c25a4f62cec.png)
.png.b026be72cdd82d5a9c1f4859ab6093d2.png)
.png.46a66a3ef7ecc696889907fa4161d570.png)
.png.de31983371226585aac59014626f38ce.png)
.png.dc134b115f3a9f0a3001dd5cf0c792da.png)
.png.416046cb333e34113bb14fffa92f9025.png)