CiccioTi
-
Numero contenuti
3 -
Iscritto
-
Ultima visita
Obiettivi di CiccioTi
")
Newbie (1/14)
2
Reputazione Forum
-

Prime stampe con Anycubic Chiron
CiccioTi ha risposto a CiccioTi nella discussione Problemi generici o di qualità di stampa
Altra prova, stessi settaggi.
-
CiccioTi ha cambiato la sua immagine del profilo
-
Prime stampe con Anycubic Chiron
CiccioTi ha pubblicato una discussione in Problemi generici o di qualità di stampa
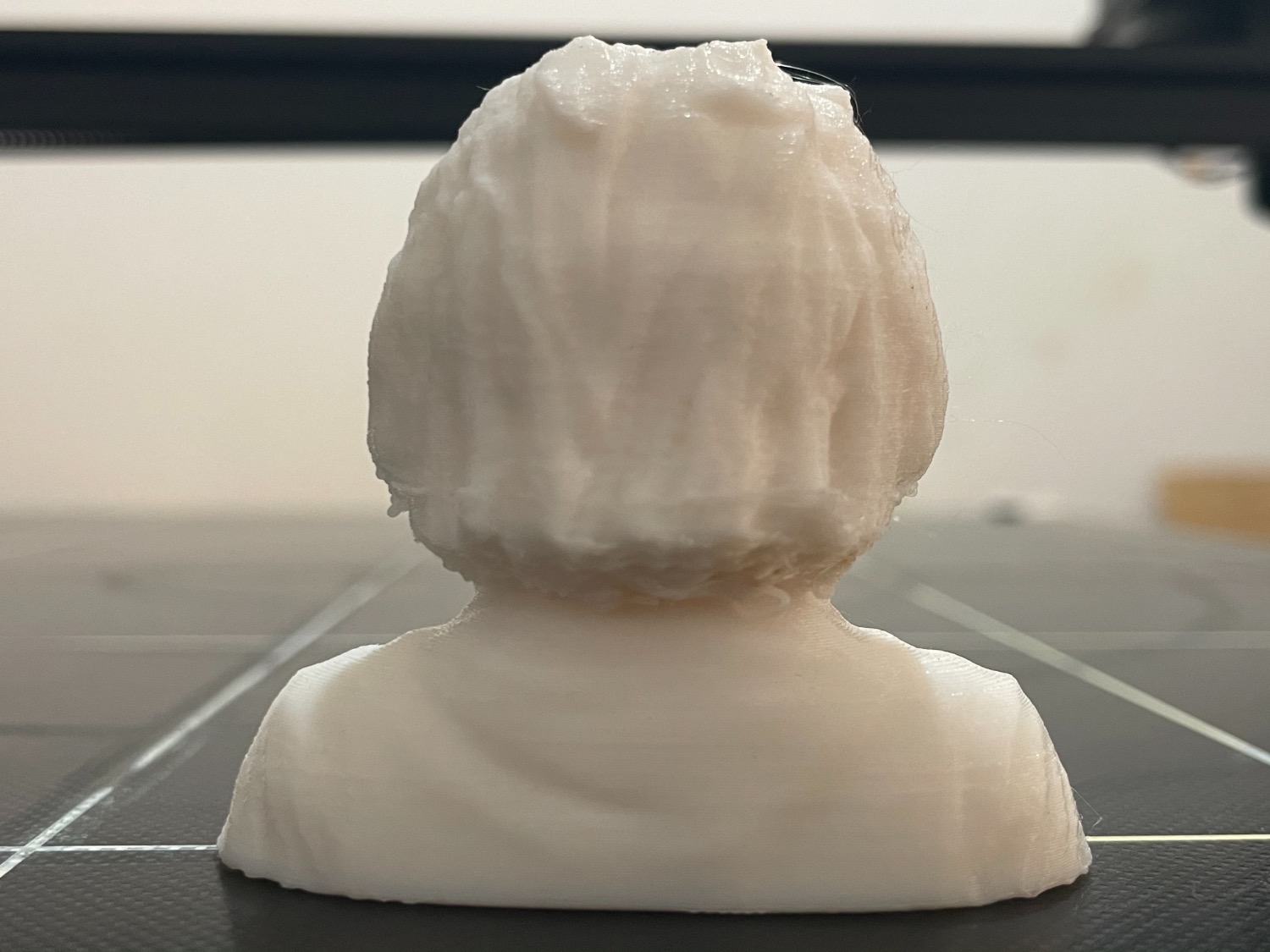
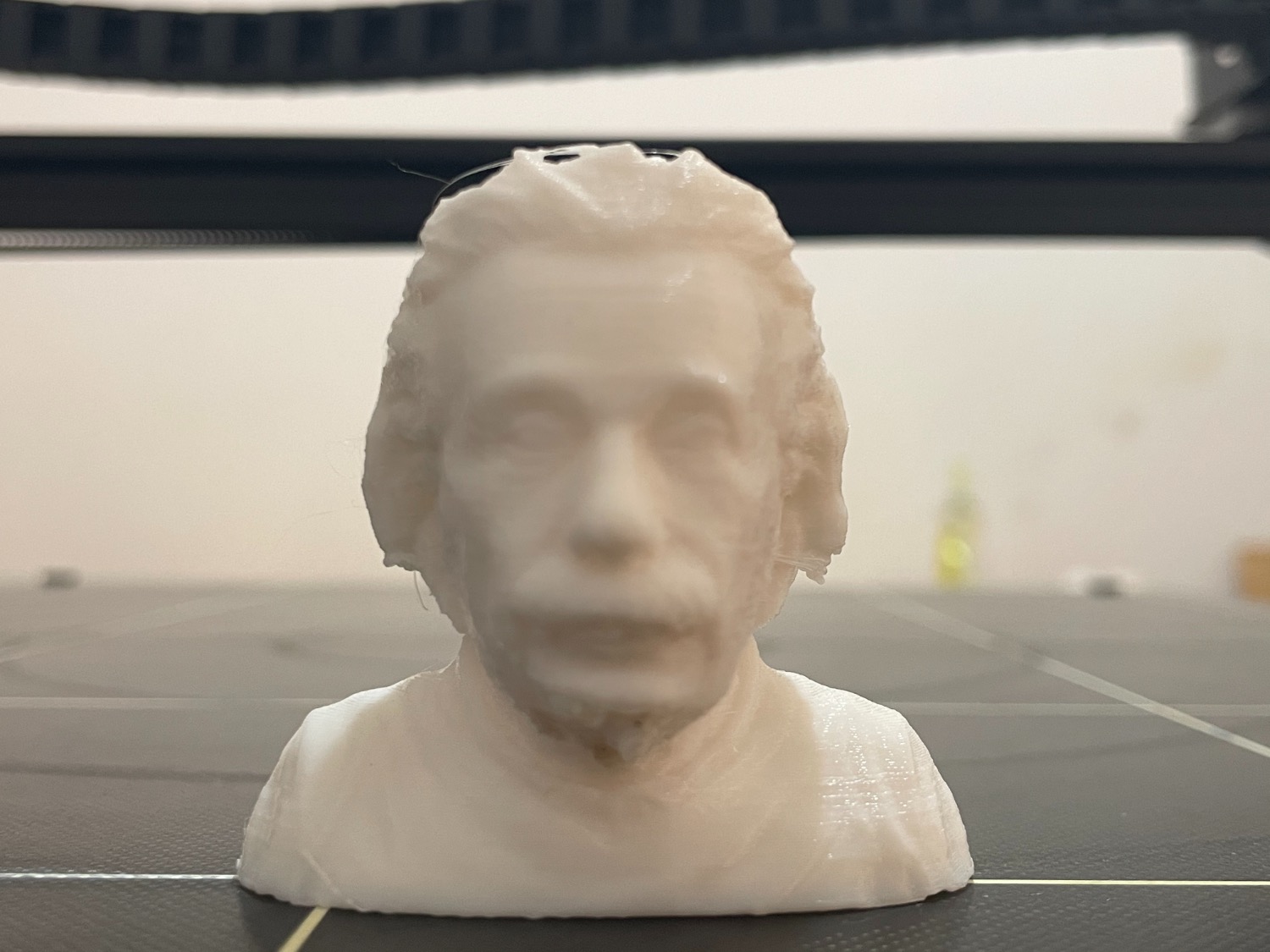
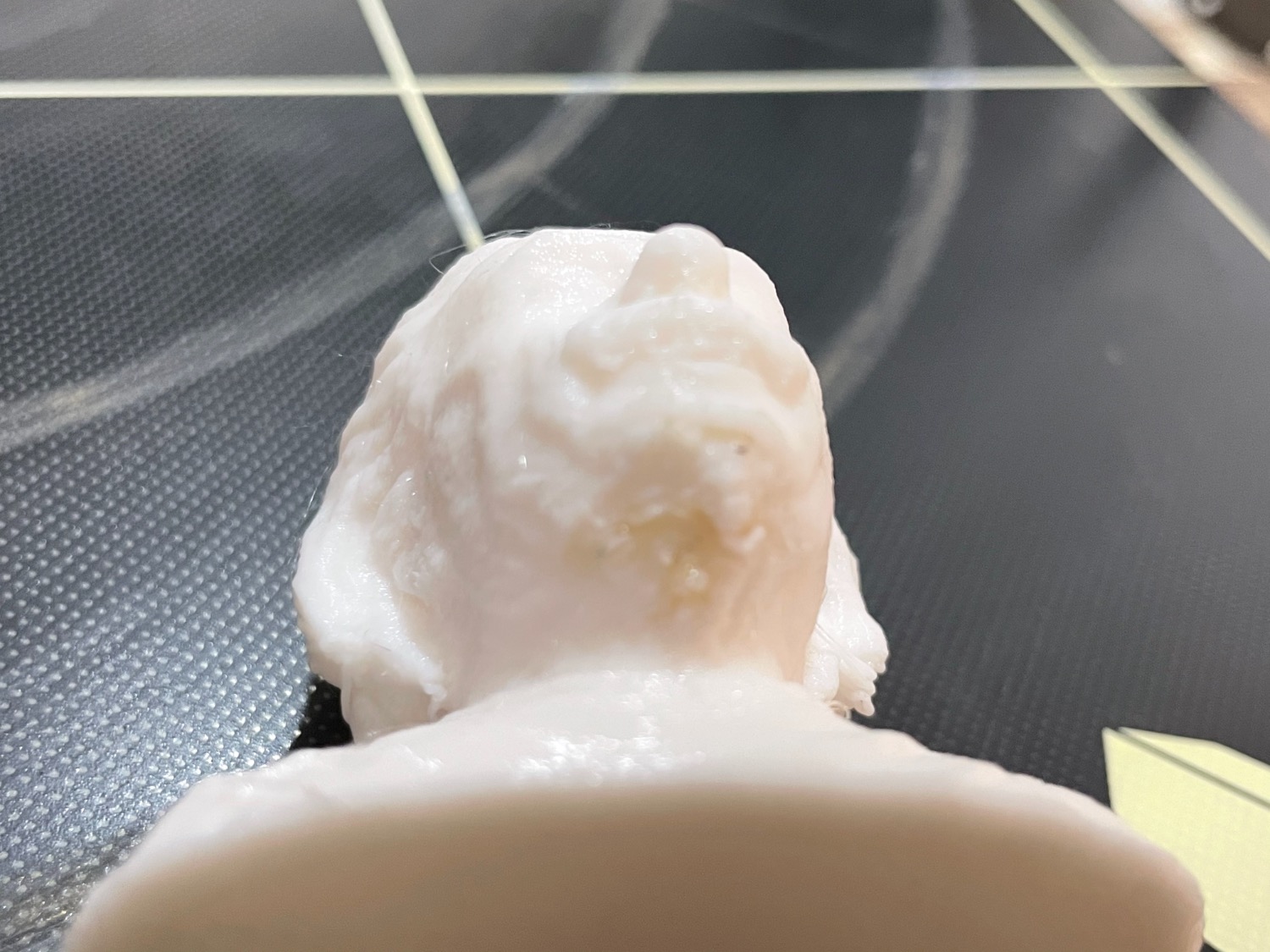
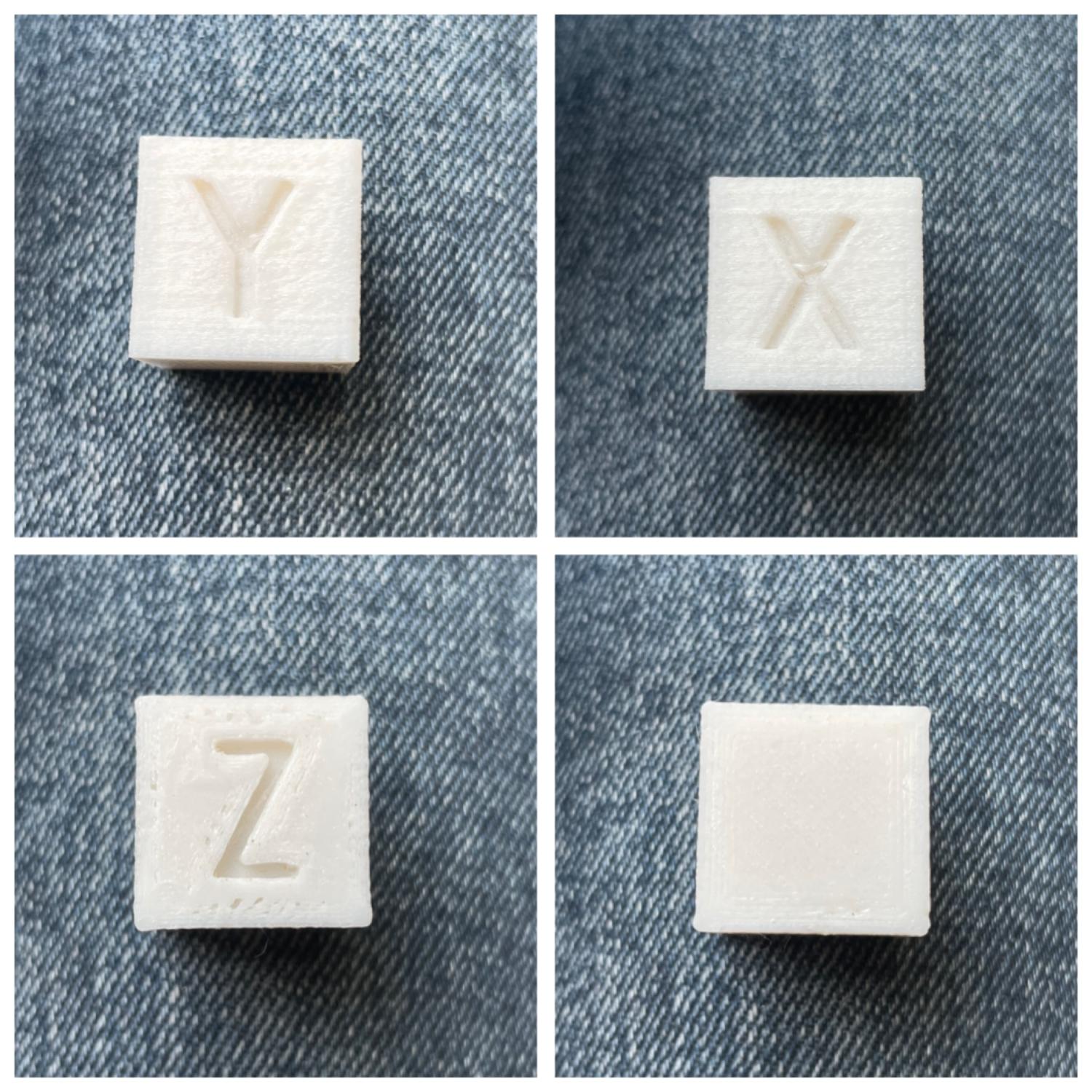
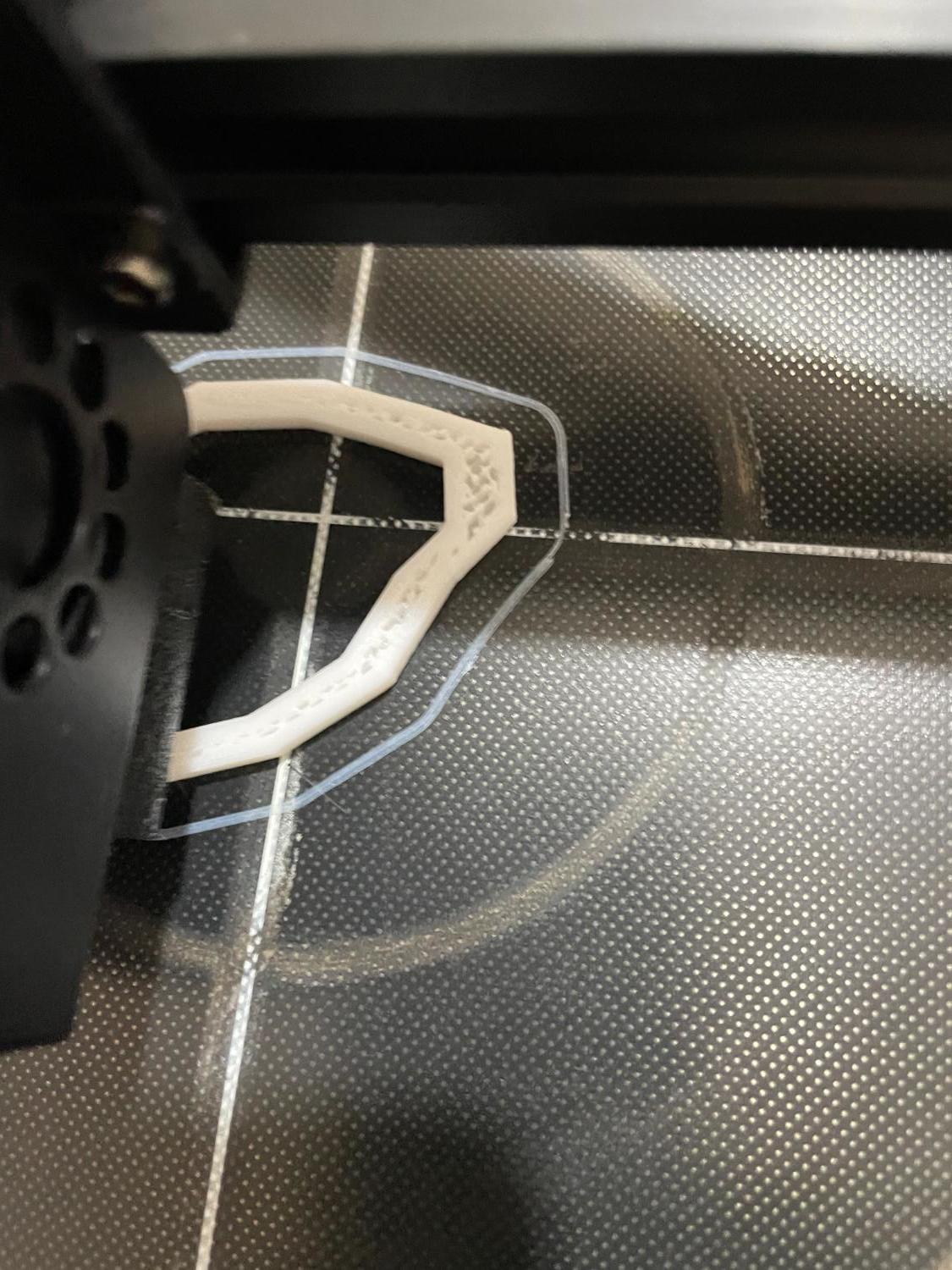
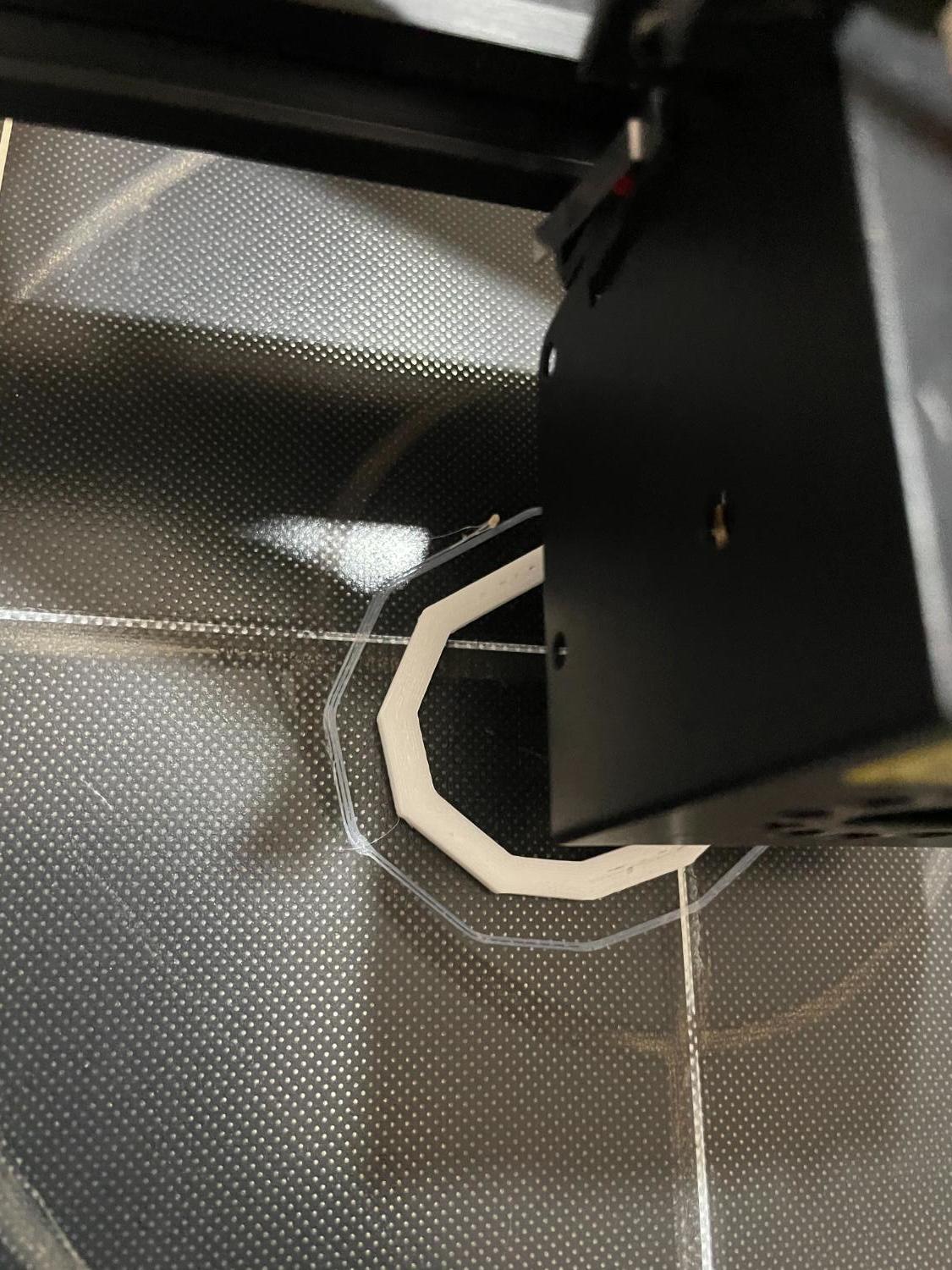
Salve a tutti, dopo aver cercato in rete i migliori settaggi per la nostra stampante abbiamo iniziato con il cubo di prova che trovate negli allegati. La dimensione dei lati è di 20.34 cm. Prima di procedere alla stampa abbiamo livellato il piatto in manuale, in automatico e infine abbiamo aggiustato qualche zona con la livellazione sui 25 punti. Non contenti, abbiamo provato a stampare questo gatto https://www.thingiverse.com/thing:507972 con il mortificante risultato che troverete in allegato (temperatura 185°) Questi sono i nostri settaggi. Come possiamo migliorare la qualità generale della stampa? Grazie a chiunque ci darà una mano! Cura 4.8 adhesion_type = skirt default_material_bed_temperature = 50 jerk_enabled = True layer_height = 0.16 material_bed_temperature = 50 support_enable = False acceleration_roofing = 2000 cool_fan_enabled = True cool_fan_speed = 100 cool_fan_speed_0 = 25 default_material_print_temperature = 195 infill_before_walls = False infill_sparse_density = 20 jerk_print = 10 material_flow_layer_0 = 90 retract_at_layer_change = True retraction_amount = 6 retraction_extrusion_window = =retraction_amount retraction_hop_enabled = True retraction_speed = 50 roofing_layer_count = 5 speed_print = 60 speed_travel = 70 speed_wall_0 = 35 speed_wall_x = 35 wall_thickness = 2 Start G-code G21 ;set units to millimeters G90 absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 ; home the axis G1 Z15.0 F3600 ;move the head up 15 G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm G92 E0 ;zero the extruded length again G1 F3600 G5 ;enable power fault restore End G-code M107 ;turn the fan off G91 ;relative positioning T0 G1 E-5 F300 ;retract the filament a bit before lifting the nozzle to release some of the pressure M104 S0 ; turn off extruder G28 X0 ;move X to min endstops so the head is out of the way G28 X380 ;move Y to near max forward travel to bring print forward G90 ;absolute positioning M84 ;steppers off
-
Salve a tutti, mi chiamo Francesco e insieme a due amici stiamo muovendo i primi passi nell'universo 3d. Abbiamo acquistato una Anycubic Chiron, abbiamo fatto due stampe e siamo ancora lontani da stampe ben definite. Se avete suggerimenti, settaggi o altre informazioni utili da condividere vi ringraziamo in anticipo! Saluti