brucom
-
Numero contenuti
81 -
Iscritto
-
Ultima visita
Obiettivi di brucom
")





-
Flying Bear Ghost 5 - Calibrazione estrusore step
brucom ha risposto a Andrea600 nella discussione Flying Bear
Prova a rifare l’impostazione desiderata e subito dopo un dump dei valori ( purtroppo non ricordo il relativo gcode). sembrerebbe che il firmware imposti un valore diverso da quello che fornisci tu, quindi ti sembra non estrudere nulla ma in realtà il motore gira ma lentissimo. non è che, per caso, usi la virgola al posto del punto ? questi sono i comandi che avevo usato io M92 E412.16 M500 Per il dump prova questi Get the current steps-per-unit settings using M92 with no parameters or M503on older versions of Marlin. -
Alla fine ho risolto in modo molto più semplice. L'altezza della puleggia può essere regolata mediante una vite posta sul suo asse che però non si nota subito perchè il foro che la rende accessibile è coperto dalla cinghia dell'asse Y. Probabilmente la vite, con il tempo e le vibrazioni, si deve essere svitata un poco.
-
Buon anno a tutti i partecipanti al forum ed ai suoi amministratori Ho notato della polverina nei pressi del supporto/cuscinetto che regge la puleggia di destra dell'asse X. Il problema è che la cinghia si è spostata verso l'alto e sfrega contro i bordi (spigolosi) dell'apertura nel supporto. Ho provveduto a spostarla verso il basso ma dopo un po' si risposta verso l'alto andando di nuovo a sfregare contro i bordi. Qualche idea su come risolvere definitivamente la cosa ? Grazie & Ciao

-
Procedura gestione filamento esaurito durante stampa
brucom ha risposto a brucom nella discussione Flying Bear
Grazie a tutti delle risposte. In sintesi, se ho capito bene, il filamento finisce e la stampa si blocca mentre l'estrusore sta ancora "mordendo" il pezzo di filamento residuo. A questo punto inserisco un nuovo filamento che farà scattare il micro, la stampa riprendere da dove si è interrotta (in autonomia o dietro mio comando), l'estrusore spingerà il pezzo rimanente di filamento fino a che "catturerà" con la sua ruota dentata l'inizio di quello nuovo, il tutto facendo attenzione a che i due filamenti siano contigui. -
Procedura gestione filamento esaurito durante stampa
brucom ha pubblicato una discussione in Flying Bear
Ciao a tutti Per favore c'è qualcuno che mi può indicare un buon thread o articolo su come procedere quando il filamento si esaurisce durante la stampa, magari proprio per la Flying Bear Ghost 5 ? La mia prima idea sarebbe quella di estrarre il rimasuglio dal bowden (ma come ? visto che il filamento non sporge) ed inserire poi il nuovo filamento seguendo la prassi. Tuttavia non so cosa succede quando il sensore di fine filamento rileva l'assenza dello stesso, in special modo se da menu posso comandare l'espulsione del filamento e poi riprendere la stampa. Sicuramente la stampa si ferma ma l'hot end resta in temperatura per agevolare l'estrazione del filamento ? Ho le idee un po' confuse e vorrei avere dritte dai più esperti prima di sperimentare di persona, simulando la fine del filamento tagliandolo prima del sensore, magari facendo un gran casino.... Grazie -
Flying bear ghost 5 cura 4.10 dopo la pausa quando riprende sbaglia
brucom ha risposto a LazZDay nella discussione Flying Bear
Ciao LazZDay, per favore potresti fare un copia/incolla qui dei GCode di apertura e chiusura fornito dal produttore ? Per caso è questo: -
firmware upgrade Ghost 5 si blocca (RISOLTO)
brucom ha risposto a Lanjazz nella discussione Software di slicing, firmware e GCode
Hai tarato gli step/mm dell'estrusore ? Prova a farmi vedere come ti esce uno skirt. -
firmware upgrade Ghost 5 si blocca (RISOLTO)
brucom ha risposto a Lanjazz nella discussione Software di slicing, firmware e GCode
Io lo faccio “regolarmente” per modificare i parametri come gli step/mm o i valori di accelerazione massima, etc. Per sicurezza vai in Tool / Gcode e digita il comando M503 e vedi che valori sono impostati. Ricordati che per i decimali il separatore da usare è il punto. Altro controllo che puoi fare è accertarti che dopo aver caricato il file di configurazione e avviata la stampante, il file venga rinominato con estensione .CUR. -
Mi è caduta una vite!!
brucom ha risposto a daaniel88 nella discussione Problemi generici o di qualità di stampa
Ah ok, capito adesso, praticamente sono nel basamento stesso 🤣 -
firmware upgrade Ghost 5 si blocca (RISOLTO)
brucom ha risposto a Lanjazz nella discussione Software di slicing, firmware e GCode
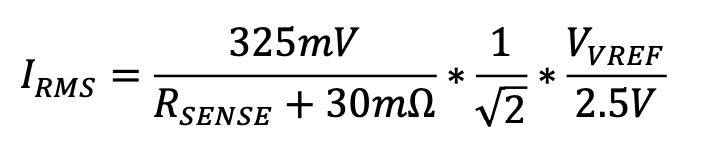
In effetti, guardando alla formula nel datasheet e a quella riportata nel sito indicato da @Lanjazzsembrerebbe che sia corretta: Sviluppando la prima parte della formula del produttore si può semplificare in Irms = 1,767766952966369 * Vref / 2,5 Da cui Vref = Irms * 2,5 / 1,767766952966369 Per favore, qualcuno bravo in matematica può controllare che non abbia sparato cazzate ? Chiaramente ciò presuppone che chi ha realizzato il driver abbia usato una Rsense da 0,1 Ohm, cosa che, mi sembra di capire da ciò che ho letto, è una sorta di valore standard. -
firmware upgrade Ghost 5 si blocca (RISOLTO)
brucom ha risposto a Lanjazz nella discussione Software di slicing, firmware e GCode
La formula dal datasheet del produttore del chip (Trinamic) è Ci vuole qualcuno ferrato in matematica per riscriverla in modo da determinare Vref, io non ci provo nemmeno, sono una tale schiappa in matematica ☺️ Inoltre è necessario conoscere il valore di Rsense che, mi pare, sia di 0,1 Ohm ma potrebbe anche avere un diverso valore così come progettato da chi ha realizzato il driver. Irms, secondo me, potrebbe assumere il valore di corrente di targa del motore, per esempio il mio motore estrusore è da 2 A ma in realtà il TMC2208 non è in gradi di pilotare tale corrente. La corrente è "annidata" in una parte del codice prodotto, così avevo letto da qualche parte.
-
firmware upgrade Ghost 5 si blocca (RISOLTO)
brucom ha risposto a Lanjazz nella discussione Software di slicing, firmware e GCode
Grazie, ho frainteso, pensavo parlassi del sito del produttore che, mi risulta, non avere un sito vero e proprio. Da qui la mia richiesta ... Sicuramente se stai basso di Vref limiti la corrente per cui non c'è pericolo di surriscaldamento, per contro il motore potrebbe non avere forza. Comunque, come scrivevo, io pure non ho avuto problemi nel mantenere la tensione di riferimento impostata sul vecchio driver. Male che vada riapriamo e incrementiamo un pochino ... -
firmware upgrade Ghost 5 si blocca (RISOLTO)
brucom ha risposto a Lanjazz nella discussione Software di slicing, firmware e GCode
@mcmady Scusa, ti ricordi l’indirizzo del sito dove hai trovato detta guida ? Anche io ho cambiato il driver originale dell’estrusore con un TMC2208 ed ho impostato sul nuovo driver la stessa tensione letta su quello vecchio. Tuttavia non so se ho fatto bene visto quanto descritto sul datasheet del TMC2208, nonostante apparentemente sembri funzionare tutto correttamente. La mia Vref per il motore estrusore è 0,93V -
firmware upgrade Ghost 5 si blocca (RISOLTO)
brucom ha risposto a Lanjazz nella discussione Software di slicing, firmware e GCode
In sintesi, è un moltiplicatore, espresso in percentuale, del flusso impostato da gcode. 🤔 -
Mi è caduta una vite!!
brucom ha risposto a daaniel88 nella discussione Problemi generici o di qualità di stampa
Come detto, ribaltala su un fianco e svita le sei viti che tengono il pannello sul fondo. Ci vogliono 3 minuti d'orologio. Non capisco come ha fatto ad andarti nel basamento, che io ricordi non ci sono aperture sul top della base...