Lollo78
-
Numero contenuti
9 -
Iscritto
-
Ultima visita
Obiettivi di Lollo78
")





-
Estrusione scarsa in partenza ad ogni layer
Lollo78 ha risposto a Lollo78 nella discussione Problemi generici o di qualità di stampa
Ciao a tutti. Ci ho messo un po' di tempo ma alla fine ne sono venuto quasi a capo. Ho tolto il tubo ptfe dall'estrusore e sembrava intasato. L'ho tagliato di un paio di centimetri ed ha stampato bene per 10 minuti, poi ho dovuto alzare la temperatura altrimenti il motore perdeva passi. Pensando che il problema allora non fosse quello ho provato di tutto e di più. Ma alla fine era proprio quello il problema, solo che il tubo non ne voleva sapere di entrare tutto ed andare in battuta fino al nozzle, ma si fermava distante quasi un centimetro e me ne sono accorto solo smontando tutto il gruppo. Rimontato il tutto riesco a stampare pla a 215/220, non di meno. E petg a 235/240. Anche alzando di una volta e mezza la velocità, impostata a 60, quindi arrivando a 90mm/s il motore non perde più passi. Ora è sorto un altro problema però, smontando e rimontando hotend, non so cosa può essere successo, ma ogni tanto la temperatura oscilla e di parecchio e manda in blocco la stampa. Esempio da 215 passa a 190 e poi subito a 245. Ho cambiato termistore ma anche quello nuovo fa oscillare, molto di meno ma lo fa. Magari il vecchio era andato e con quello nuovo devo fare calibrazione del PID? Non mi è mai successo niente di simile. Comunque grazie a tutti -
Estrusione scarsa in partenza ad ogni layer
Lollo78 ha risposto a Lollo78 nella discussione Problemi generici o di qualità di stampa
Ma c'è la possibilità che siano difettosi da fabbrica? Queste sono le prime stampe che faccio e non l'ho mai fatto sbattere sul piano. Proverò a smontare tutto così verifico anche resistenza e termistore, giusto per togliere un altro dubbio. Comunque da stampante ferma, in garage, oggi alle 17 mi segnavano 27 gradi sia ugello che piatto. -
Estrusione scarsa in partenza ad ogni layer
Lollo78 ha risposto a Lollo78 nella discussione Problemi generici o di qualità di stampa
Effettuate un po' di prove, sempre con lo stesso disegno. Il risultato migliore è stato temperatura a 230 gradi e entità di innesco supplementare dopo retrazione a 0.7. Di più non ho provato, ma non è detto che non proverò, giusto per vedere il limite... Poi stamattina mi è saltato all'occhio che avevo ancora il valore k del Linear advance a 0. Quando ho installato tutto e fatto le prove non ci ho più pensato a questa cosa. Sull'altra stampante l'avevo impostato una volta e mai più toccato. Adesso sto facendo un altro po' di prove giusto per vedere se può essere solo quello il problema. Avevo provato anche a togliere la retrazione e rimettere entità di innesco a 0. Ma anche così il difetto lo faceva, anche abbassando la temperatura per evitare che durante lo spostamento a vuoto perdesse troppo materiale. Comunque grazie ancora a tutti quanti. -
Estrusione scarsa in partenza ad ogni layer
Lollo78 ha risposto a Lollo78 nella discussione Problemi generici o di qualità di stampa
Come test ho usato l'stl che si trova in rete con i due cilindri distanti qualche centimetro. Sono talmente piccoli che non ho notato niente. Ma comunque me l'ha fatto anche con una mezza bobina che avevo già prima di passare a questa nuova. Altra marca e altro colore. E sempre e solo all'inizio del layer mi fa il difetto, tutte le altre linee escono giuste. Nel senso, 3 linee perimetrali, solo la prima appena inizia il layer manca materiale, poi le altre rimangono belle appiccicate una all'altra. Boh. Continuerò con altre prove -
Estrusione scarsa in partenza ad ogni layer
Lollo78 ha risposto a Lollo78 nella discussione Problemi generici o di qualità di stampa
Allora. La stampante ha un mese e per 15 giorni non l'ho usata perché ero in ferie. Appena arrivata ho fatto le solite prove, cubo con una linea perimetrale, in cura impostata 0.40 risultato 0.42. prova step/mm estrusione fatta con tubo inserito, e ho regolato di poco i passi. Poi step/mm di x y e Z. Queste le prove fatte, una sola volta. Ho stampato dei gadget a mia nipote con altezza layer 0.1 e sono venuti benissimo, stessa bobina e stessi parametri, cambiato appunto solo l'altezza. Questi sono pezzi disegnati da me con fusion, ma ora della fine sono semplici scatole da 1.5mm per lato, fondo compreso. È solo l'inizio dopo la retrazione che nell'estrusore non c'è filamento ma avendo fatto la prova dello stringing,i parametri dove la retrazione non lasciava fili era quella che poi ho impostato, magari è meglio un po' di fili in più e avere meno sottoestrusione? -
Estrusione scarsa in partenza ad ogni layer
Lollo78 ha risposto a Lollo78 nella discussione Problemi generici o di qualità di stampa
Questo posso già provarlo tra poco a stampa in corsa. Poi il prossimo proverò con questa soluzione. Grazie a tutti per ora -
Estrusione scarsa in partenza ad ogni layer
Lollo78 ha risposto a Lollo78 nella discussione Problemi generici o di qualità di stampa
Ciao grazie per la risposta. Il problema di presenta a tutti i layer, come se fosse troppa la retrazione e poi a ripresa non avesse filamento a disposizione. Ora stavo provando lo stesso oggetto con flusso a 105 e layer 0,2 per vedere se cambia qualcosa ma a prima vista è simile all'altro... -
Estrusione scarsa in partenza ad ogni layer
Lollo78 ha pubblicato una discussione in Problemi generici o di qualità di stampa
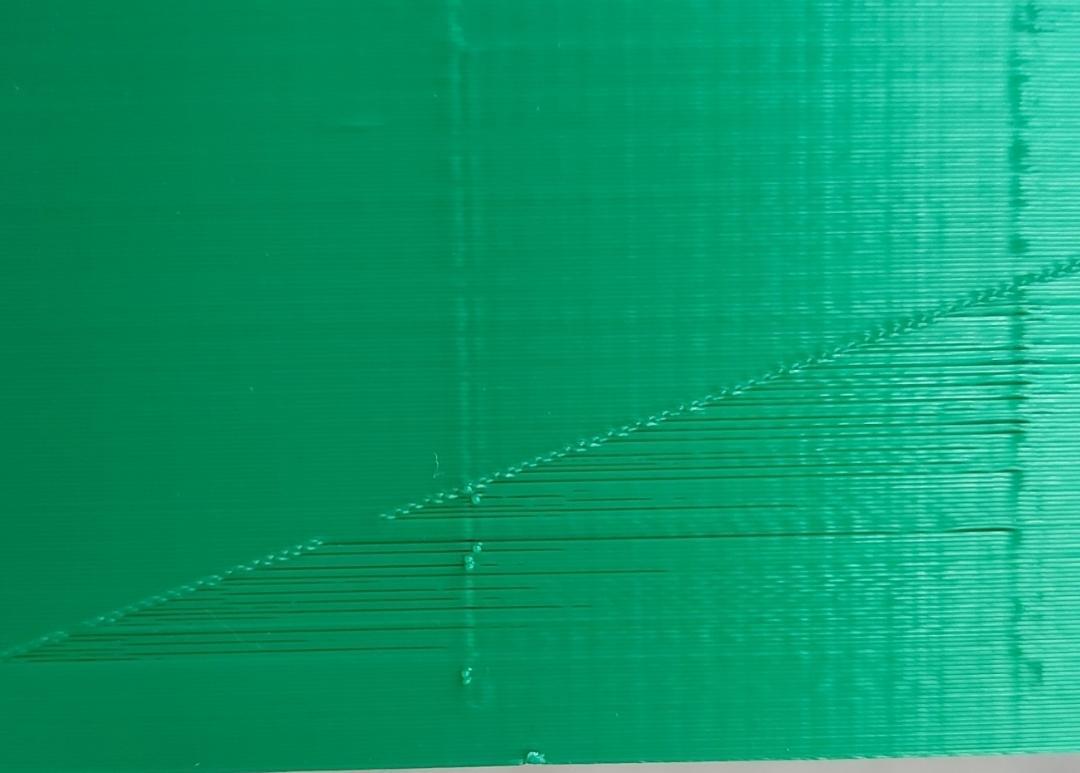
Buongiorno, come da foto allegate ad inizio di ogni strato, dopo aver fatto la retrazione, manca materiale estruso, con conseguente perdita di resistenza del pezzo finito. In questo caso la parete totale è da 1.5mm. E anche dove parte il primo giro perimetrale di ogni strato del fondo rimane scarso. Ho retrazione a 4mm velocità 40. Bowden. Pla a 215, se abbasso continua a scattare l'estrusore. Velocità 60mm. Slicer cura. Se serve qualche altra informazione... Ringrazio tutti anticipatamente
-
Sono Lorenzo dalla provincia di Como. Stampo in 3d per crearmi tutto quello che mi serve (nel limite del possibile ovviamente) pratico fai da te di qualsiasi genere, dal legno all'elettronica...eppure, essendo sempre stato un autodidatta in tutto, qualcosa ancora di questa tecnologia mi sfugge. Ed eccomi qua a rompere su questo forum