Pierjunk
-
Numero contenuti
19 -
Iscritto
-
Ultima visita
Obiettivi di Pierjunk
")





-

Non riesco a capire che problema è
Pierjunk ha risposto a Pierjunk nella discussione Problemi generici o di qualità di stampa
L'utilizzo che dovrò fare del "piatto" è abbastanza "trasversale"... Si congiungerà con un altro pezzo e, insieme, dovranno contenere molto peso e materiale. Ecco il perché dell'infill al 100% -
Non riesco a capire che problema è
Pierjunk ha risposto a Pierjunk nella discussione Problemi generici o di qualità di stampa
Mi serve che sia totalmente rigido per la funzione che deve svolgere... -
Non riesco a capire che problema è
Pierjunk ha risposto a Pierjunk nella discussione Problemi generici o di qualità di stampa
in che senso non è cosa da stampante 3d? Ovviamente è curiosità... Alla fine è un semplice piatto con un cilindro in mezzo. -
Non riesco a capire che problema è
Pierjunk ha risposto a Pierjunk nella discussione Problemi generici o di qualità di stampa
Le prove erano quelle in piccolo... avendo risolto in linea di massima, sono passato al modello in dimensioni reali. Purtroppo i tempi sono ristretti e il termine di presentazione al concorso è vicino. Alla fine ho comprato la stampante 3d perché mi sono rivolto a molti "professionisti" a pagamento, ma, chi per un motivo, chi per un altro, mi hanno rimbalzato. Quindi, se chiederò "ovvietà", compatitemi... devo imparare da qualcuno che ne sa più di me. Grazie mille -
Non riesco a capire che problema è
Pierjunk ha risposto a Pierjunk nella discussione Problemi generici o di qualità di stampa
Buongiorno, questi sono i risultati attuali della stampa in corso. Ci impiegherà 4 giorni... Incrociamo le dita
-
Non riesco a capire che problema è
Pierjunk ha risposto a Pierjunk nella discussione Problemi generici o di qualità di stampa
proverò l'overhang test e vi terrò aggiornati... -
Non riesco a capire che problema è
Pierjunk ha risposto a Pierjunk nella discussione Problemi generici o di qualità di stampa
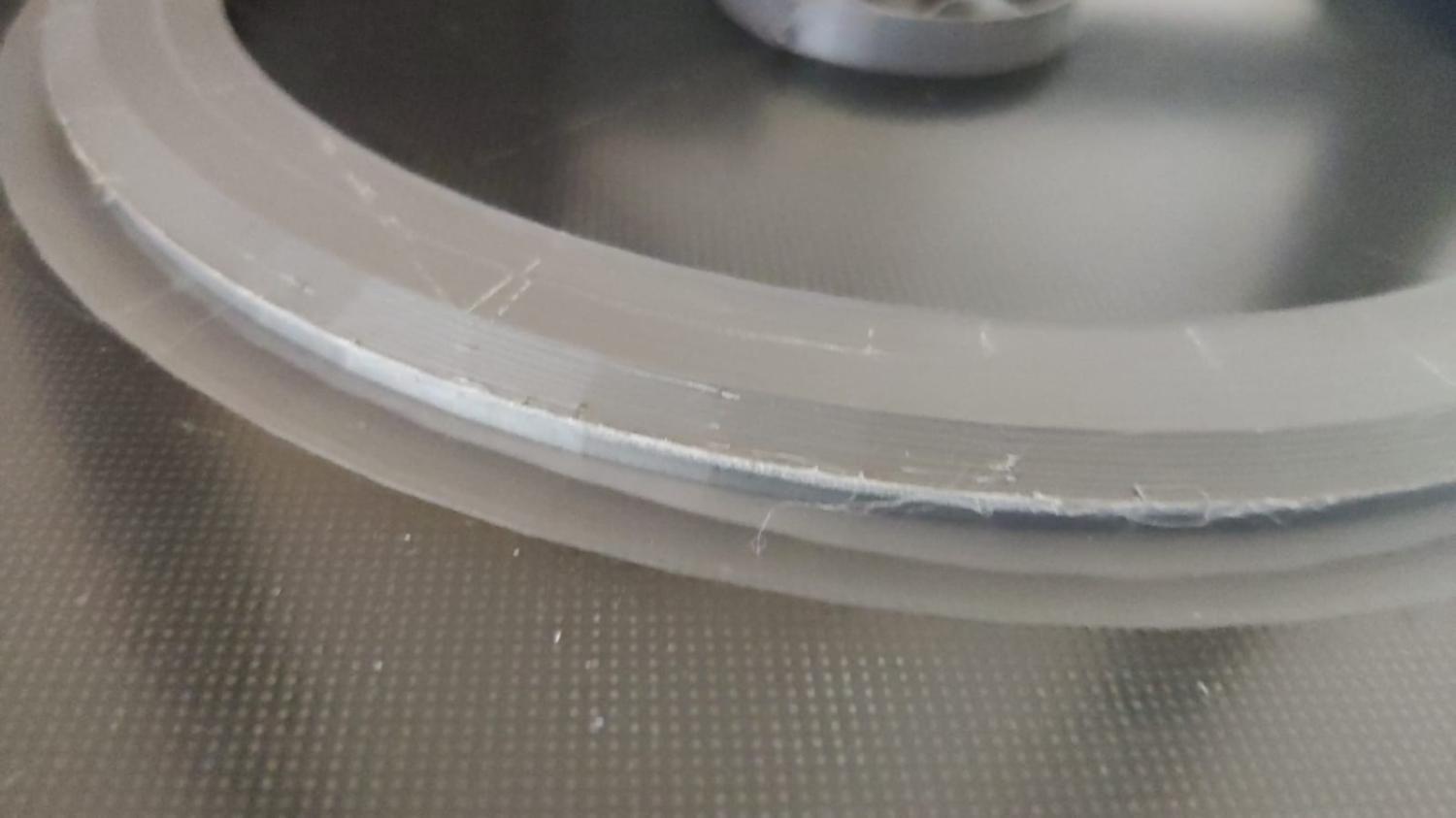
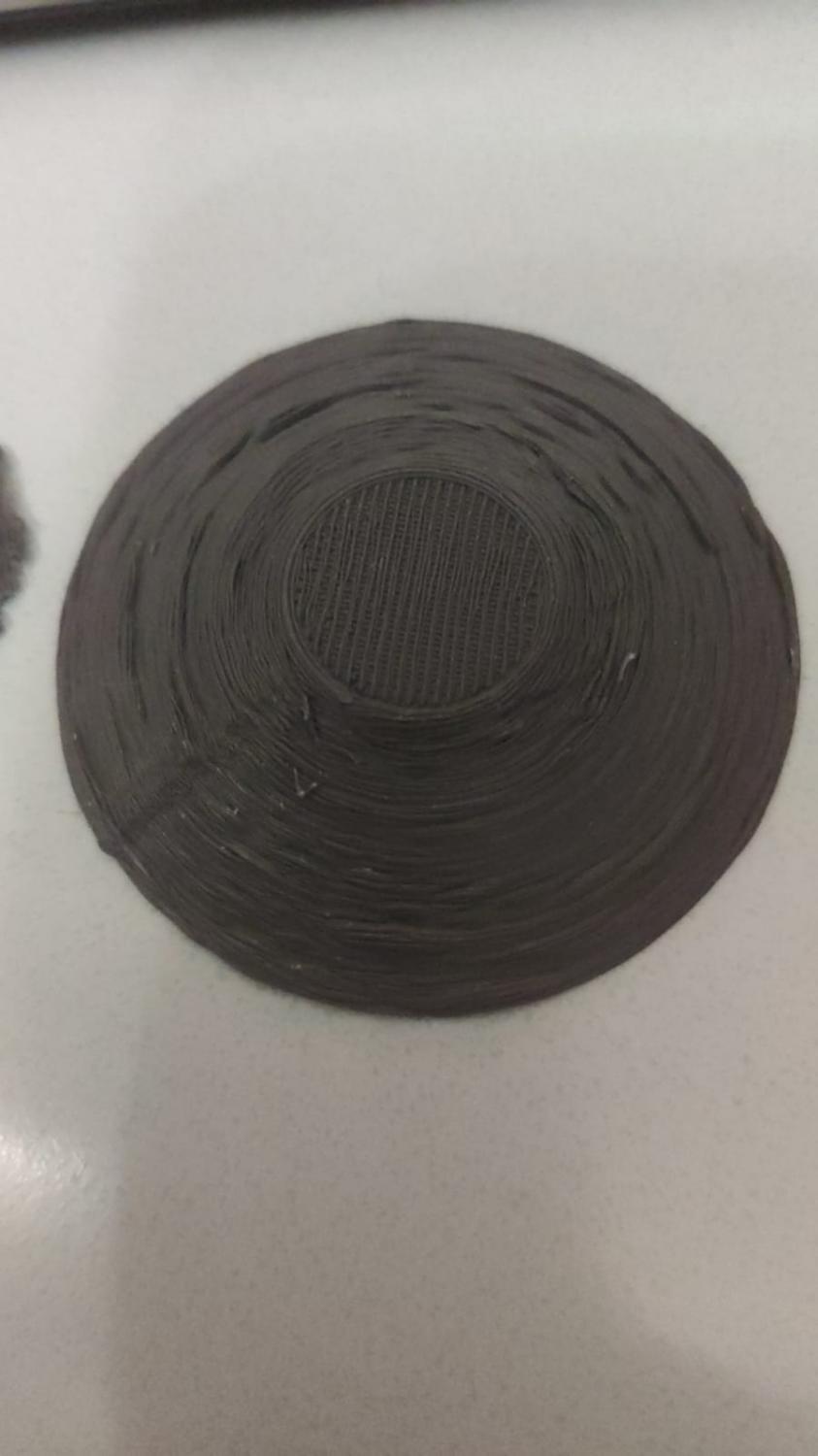
Buongiorno e grazie per la risposta. Alla fine sono riuscito a stampare decentemente capovolgendo il prototipo e utilizzando il supporto solo al centro e la ventola accesa al 100% dal primo layer. Adesso l'esterno è perfetto mentre l'interno presenta alcune aberrazioni. Secondo voi, quale potrebbe essere la soluzione?
-
Non riesco a capire che problema è
Pierjunk ha risposto a Pierjunk nella discussione Problemi generici o di qualità di stampa
i solchi che si vedono sulla superficie nera, mi stai dicendo che dipendono dall'assenza di supporti essendo l'angolo maggiore di 50°? Non centra nulla l'over-extrusion? e come mai in quello trasparente non ci sono solchi, pur avendo stampato senza supporti né ventola?
-
Non riesco a capire che problema è
Pierjunk ha risposto a Pierjunk nella discussione Problemi generici o di qualità di stampa
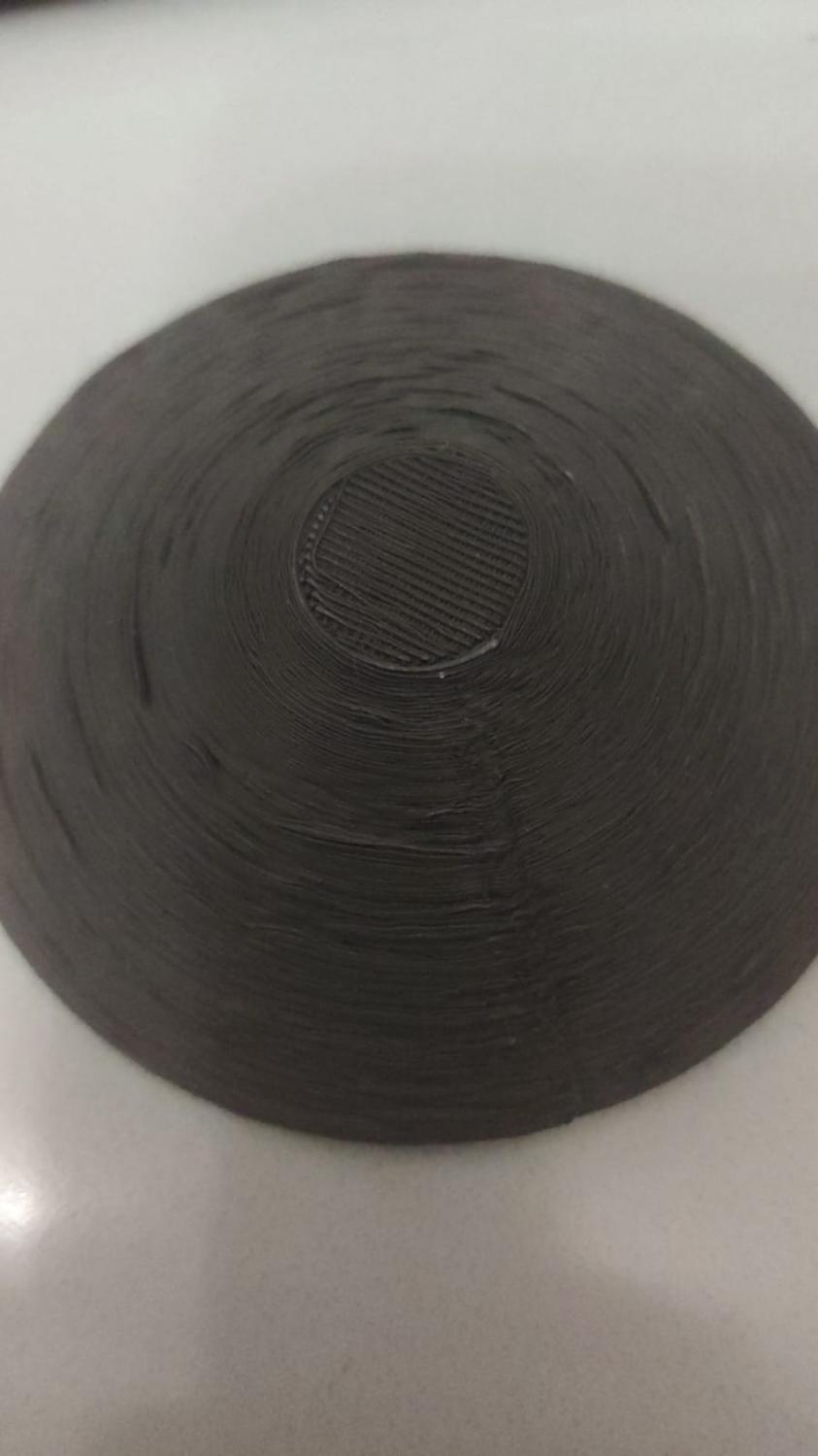
praticamente viene irregolare sul lato inferiore, mentre viene perfettamente liscio o quasi nel lato interno... vorrei risolvere le imperfezioni esterne... il layer height è impostato a 0.1 e il nozzle è 0.4 -
Non riesco a capire che problema è
Pierjunk ha risposto a Pierjunk nella discussione Problemi generici o di qualità di stampa
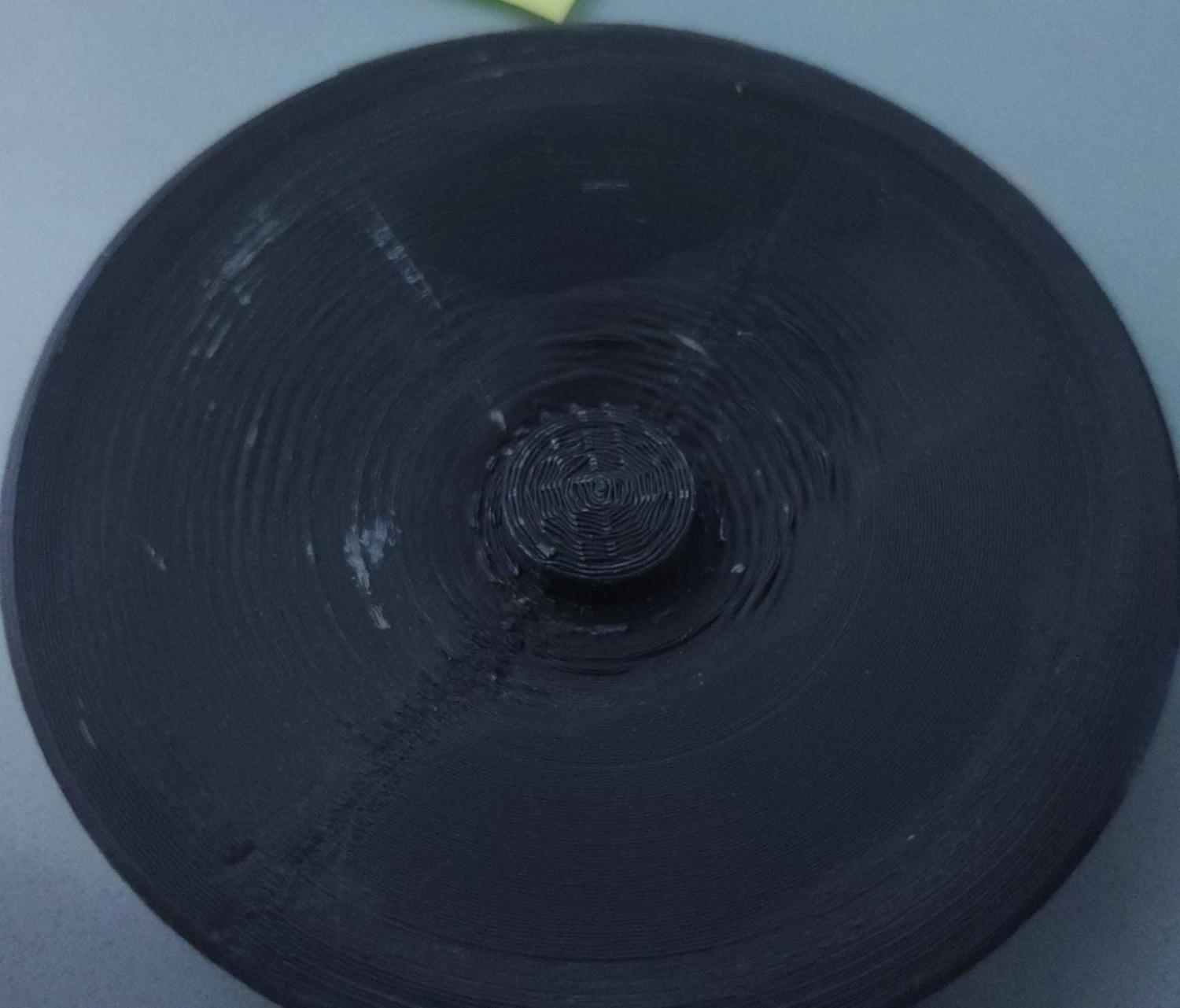
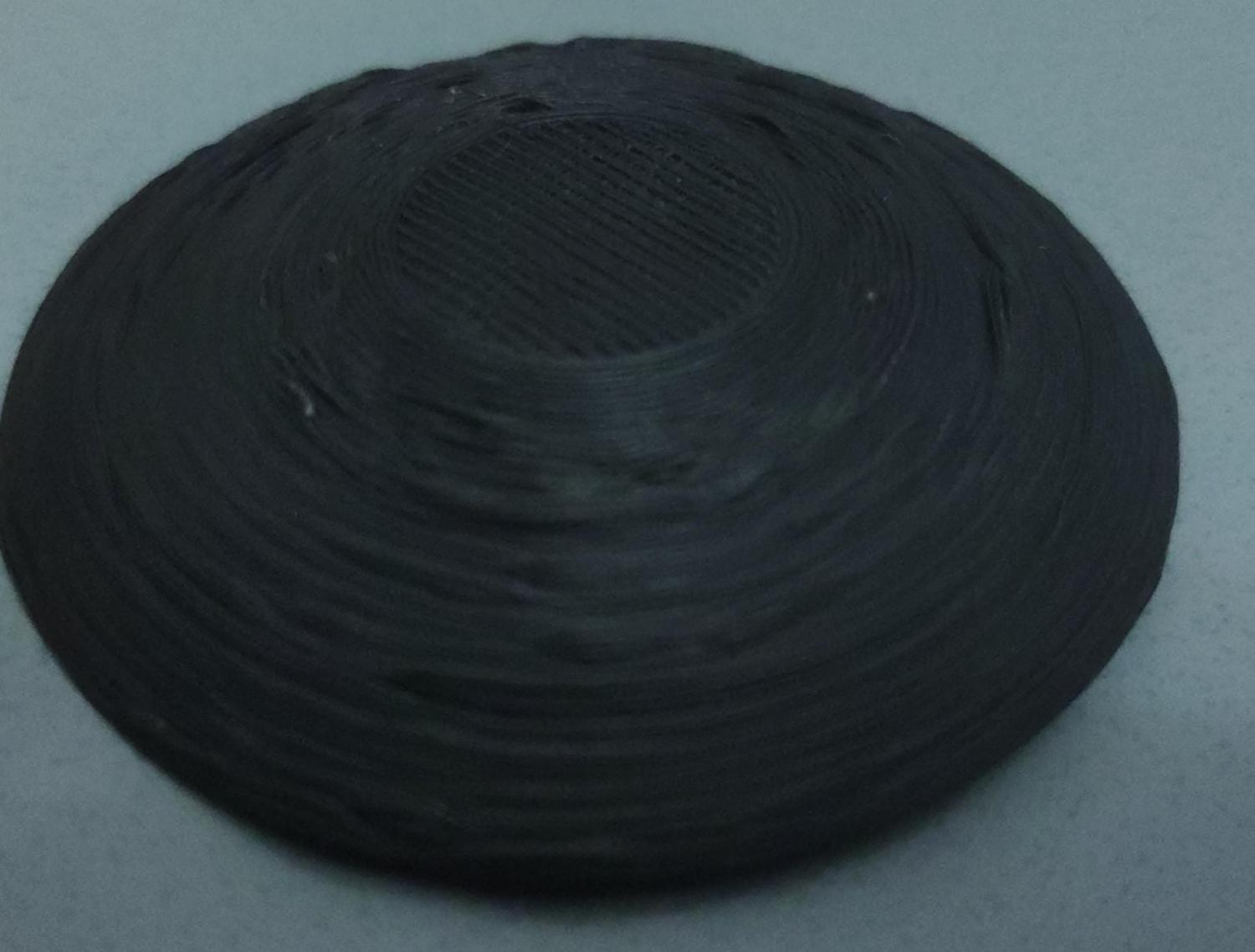
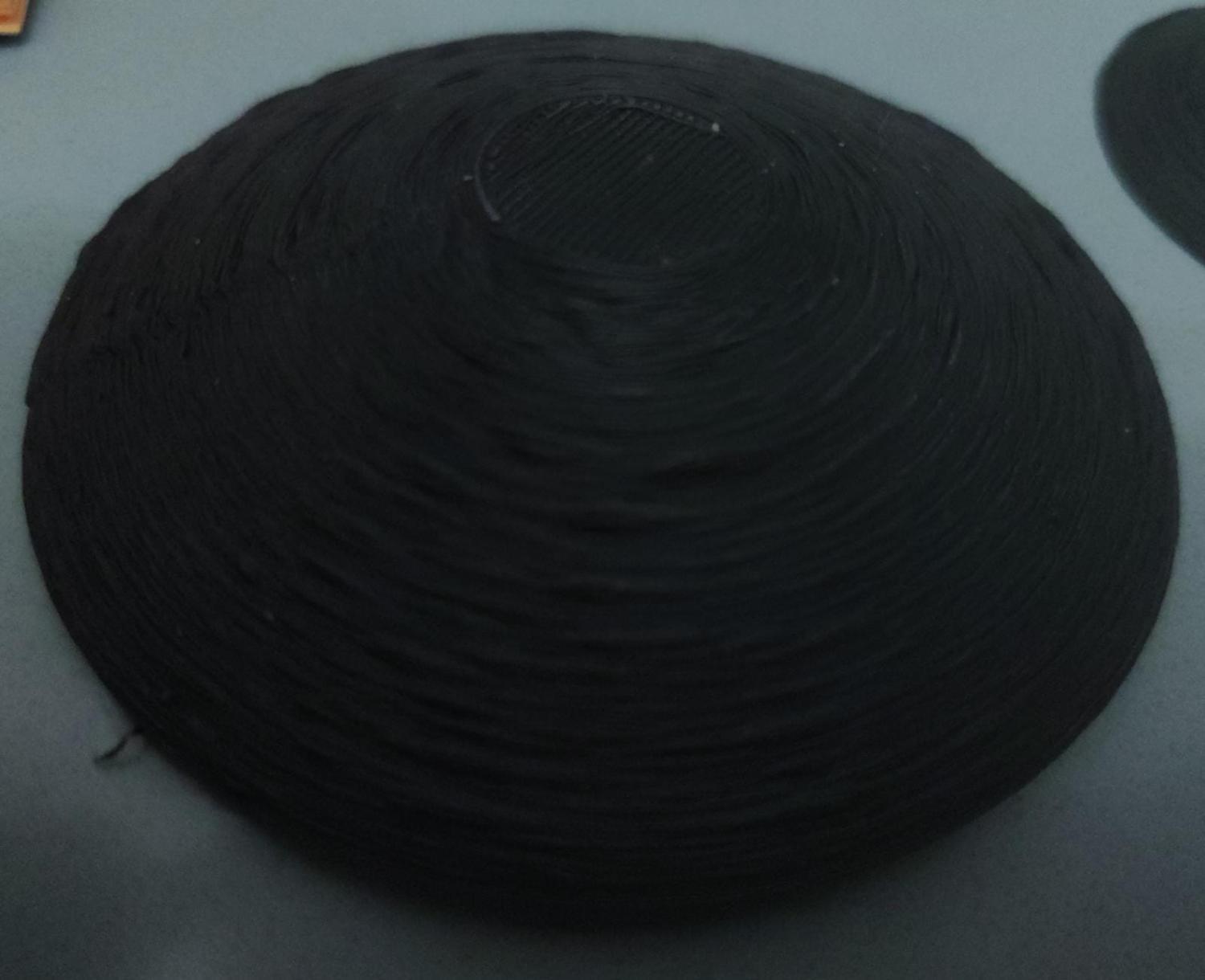
Questi sono stati stampati con un sunlu trasparente senza supporti e ne niente... Poi ho provato le stesse impostazioni con il nero e il risultato è stato il piatto grande
-
Non riesco a capire che problema è
Pierjunk ha risposto a Pierjunk nella discussione Problemi generici o di qualità di stampa
quindi se metto la ventola al 100% risolvo? -
Non riesco a capire che problema è
Pierjunk ha pubblicato una discussione in Problemi generici o di qualità di stampa
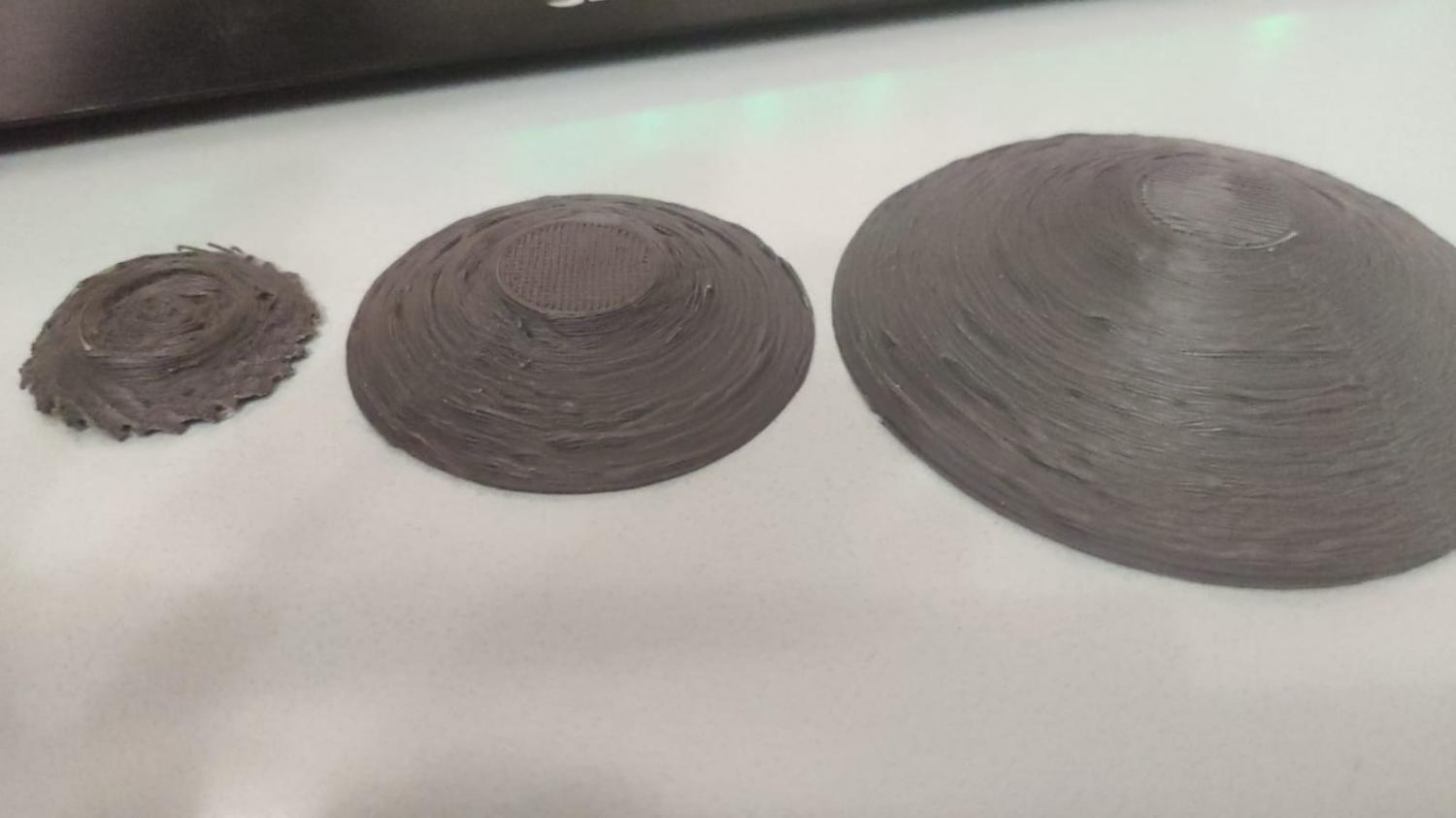
Scusate, dopo aver tentato di riparare la geeetech buciata, l'ho tenuta rotta e ho acquistato una longer lk5 pro. stampato alcune cose in maniere discreta, adesso con questo pla non riesco a stampare come si deve... in foto i risultati delle stampe... Non so se vedete i nomi delle immagini, ma il medio è stato stampato a 190° con flow a 60, il piccolo a 200° con flow a 60 e il grande a 215° con flow 100. tutte le stampe avevano il raft e bed a 60°. Nessun utilizzo della ventola. Potreste darmi una mano? Grazie
-
Pierjunk ha cambiato la sua immagine del profilo
-
Problema stampa SUNLU Wood
Pierjunk ha risposto a Pierjunk nella discussione Problemi generici o di qualità di stampa
ok. Grazie -
Problema stampa SUNLU Wood
Pierjunk ha risposto a Pierjunk nella discussione Problemi generici o di qualità di stampa
Sicuro che il vetro borosilicato non si rovini? Domani provo e vi faccio sapere... Il resto dei parametri come lo imposto? -
Problema stampa SUNLU Wood
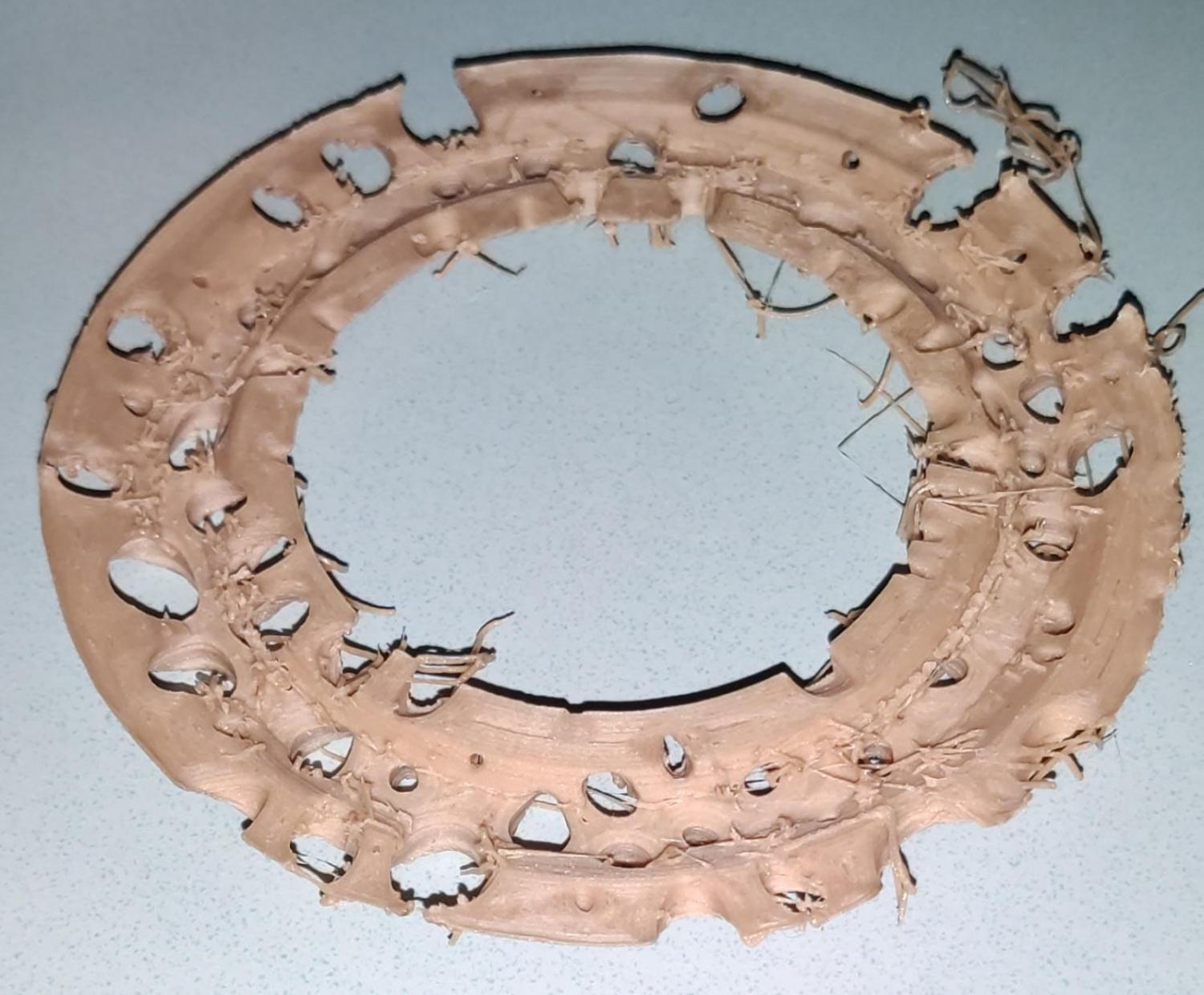
Pierjunk ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buona sera, Come detto nell'altro post, posseggo da pochissimo, per necessità, una Geeetech a20 con piatto in vetro Geeetech. Dopo aver testato in piccolo con successo il filamento wood della sunlu, ho cercato di stampare per le dimensioni reali dell'oggetto che devo realizzare per un concorso. Purtroppo a 7,31mm ho dovuto fermare la stampa in quanto l'oggetto se n'è andato "a spasso" per il piatto di stampa. La versione piccola era stata stampata con queste impostazioni: Dimensione Nozzle: 0.4 Speed: 90 Nozzle: 215 Bed: 70 Fan: 255 Flow: 145 Infill: 100% ed è uscita bene. Ora, per stampare l'originale, che dovrà essere nella parte più grande, 21cm di diametro, ho cambiato nozzle installando quello da 0.6 e ho modificato manualmente alcuni parametri in corso d'opera: Speed: 80 Nozzle: 225 Bed: 80 Fan: Off Flow: 155 Allego i due profili di CURA, il primo usato per fare il test piccolo, il 2 per il grande. sunlu wood.curaprofile sunlu wood2.curaprofile