i3D
-
Numero contenuti
592 -
Iscritto
-
Ultima visita
-
Giorni Vinti
16
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di i3D
-
quello è il moltiplicatore di flusso ....aumenti o diminuisci il flusso di estrusione.... parlavamo di ventola centrifuga
-
chiedo l'aiuto del pubblico!!! direi che potrebbe dipendere dal mix tra estrusore e filamento esempio: il bianco ha una temp di fusione più ?alta? del blu e si stampa bene a 255° e a quelle temperature la tua ventolina di raffreddamento del corpo estrusore non è molto prestante così che non riesce ad abbassare bene la temp nella parte fredda dell'estrusore, ma per il bianco và bene.... per il blu che ha una temperatura più ?bassa? di fusione se lo stampi a 255° inizia a sciogliersi l'abs nella camera freddo riducendo di granlunga la fluidodinamica dell'estrrusore ora se tu fossi così gentile da fare la stessa prova che hai fatto ovvero a stampare a 255 il blu e riprovi l'effetto che ti aveva fatto prima, successivamente cerchi fi raffreddare meglio il corpo radiante dell'estrusore.....così da confutare la mia supposizione Thanks
-
Ciao i3D ! nella seconda pagina che ti ho mandato che dici di regolare il valore del Top solid layer portandolo a 7 in pratica cose' che si va' a modificare con questo ? grazie Alessandro gli strati solidi nella parte superiore del pezzo ....poco riempimento + strati altrimenti ti ritrovi tutto bucato il tetto del pezzo
-
centrifuga......perchè quando fai il convogliatore ad hoc che si vedono in giro riduci moltissimo la superfice di ingresso aria e quindi ti deve aumentare la pressione dell'aria altrimenti il ventilatore assiale a meno che non abbia una bella corrente, và in gravitazione e giragiragira ma non butta fuori pressochè niente.
-
grandeee!!
-

Aurora 3D Printer Ardentissimo
i3D ha risposto a Heimdall nella discussione Problemi generici o di qualità di stampa
Ciao Borderbike !!!! è più facile che una CNC diventi una 3d printer ....che.....una 3d printer una CNC. quando fresi ad esempio con il dremel (almeno il 4000) mordicchi il legno, e un pò la plastica...e dopo qualche decina di minuti la fresata può diventare o carbon coke o un solfumigio di plastica fusa. per la CNC ti serve : - struttura statica del corpo della macchina che non deve flettere..... - struttura delle guide e carrelli - rigidità del supporto dell'elettromandrino (ovvero che al primo morso sul pezzo non inizi a virare persino le zampe del tavolo su cui è poggiata) - e tante altre cosette che mi fanno pensare che sia un connubio controproducente. "ecco il solito guastafeste (IO) una volta che uno vuol fare qualcosa gli tagliano le ali....." non è assolutamente mia intenzione tarpare le ali a nessuno, ma ho ritenuto opportuno segnalarti la differenza visto che son passato dai vicini a suon di testate nel muro. -
Ciao Creable !! con i tuoi buratti puoi eseguire anche delle rampe e delle discese di vibrazione?? Ad esempio per diversificare l'azione abrasiva?? e se venisse aumentata la temperatura ??a circa 50-55°C ?? un giorno mi/ci mettio/amo a lavoraci su .....sarebbe interessante per il prossimo proggetto che porterò alla maker faire a Roma
-
Povero Leonardo spero non si stia rivoltando nella tomba.....vabbè magari lui stampava solo ABS
-
ti dico che il problema principale dell'ABS è la ritrazione del materiale dovuta al raffreddamento e quindi se tu tendi un filo di ABS caldo e lo lasci raffreddare si accorcerà...di poco, ma si accorcerà. Aumentando la tensione tra i due capi.... .ora se prendi un filo di ABS caldo e gli fai fare delle curve quando si raffredderà si accorcerà ugualmente ma ia suoi capi non avreai la stessa tensione del filo rettilineo perchè la tensione di ritrazione si scaricherà su tutta la lunghezza. sembra una supercazzula ...ma è un principio valido. quindi più tensione scarichi sui vertici del cubo (quindi più riempimento) più si flette la struttura.
-
e con le stesse raffreddano il pezzo....oppure il pezzo non è proprio raffreddato? se fosse così, stampi bene il pla?
-
foglio 2: primary layer 0.2 top solid layer a 7 foglio 3: include raft si raft layer 3 raft offset 5 separation 0.15-0.2(vedi quale si stacca meglio....ma non troppo meglio) raft infill 60% foglio4 external fill pattern honeycomb ....se c'è interior fill pert....=10% foglio 5 senza supporto ... foglio6 fan speed 0% (credo sia quella) la ventilazione sul pezzo azzerala ps. se hai due ventole, una sull'estrusore ed una sul materiale estruso NON spegnere quella sull'estrusore MA spegni quella che raffredda il materiale estruso ovvero il pezzo.
-
per l'ultimo avvertimento che leggi ti segnala che non è consigliabile stampare con un layer superiore a 1.2 volte allo spessore di traccia di stampa.
-
Scusami Elvis, non era mia intezione fare il tecnocrate, ma uso Slic3r e provo a spiegarmi meglio....ma da li a impostare simplify possiamo provarci, ma non credo abbia come riempimento (infill = honeycomb) se mi mandi qualche schermata di simplify provo a darti qualche dritta.
-
io penserei che è un valore alto di riempimento con l'ABS. quanti perimetri hai? qual'è la forma del tuo infill? (griglia, honeycomb,etc...) usi il raft? così ochio e croce ti posso suggerire: raft 2-3 strati interfaccia 1-2 layer honeycomb airgap oppure spessore tra interfaccia e pezzo di 0.15-0.2mm ( a seconda della temperatura di stampa) perimetri 1-2 max. riempimento 5-10% honeycomb e non lineare....griglia o linee (creano troppoa tensione di ritrazione che si scarica sui vertici di base del pezzo) spessore di base 2-3 strati spessore di chiusura 5-8 strati (tanto se non si è imparcato alla fine sei apposto) ps. e stampa molto piano 30-40mm/sec altrimeti l'abs non si lega con l'abs sotto (tipo strati da 0.2mm) fammi sapere come è andata
-
Ciao MadMax il motivo del PLA non correttamente estruso è dovuto principalmente alla ventola di raffreddamento del pla estruso. Se la vuoi chiudere và bene, ma devi progettarla in modo che il PLA estruso si raffreddi (per l'ABS non è necessario) e che i componenti interni non si danneggino a partire dall'estrusore che più salto termico hai tra zona fredda e zona calda e meglio vivi
-
SONDAGGIO: Quale stampante 3D possiedi?
una discussione ha risposto a i3D in Notizie sulla stampa 3D
i3D guardo in basso e trovo aggiungi risposta veloce . se non và potresti aggiungerlo tu "i3D" ? grazie mille per la collaborazione. ps. ti riferisci a "aggiungi risposta veloce" oppure "un pulsantino che non vedo" in un'altra pagina? -
Aurora 3D Printer Ardentissimo
i3D ha risposto a Heimdall nella discussione Problemi generici o di qualità di stampa
Ciao Roglio Sia Cura che Slic3r sono degli ottimi programmi, ma per stampare ABS Slic3r li batte tutti. i punti a favore: -tipi di riempimento -gestione ottimale degli spessori di traccia di stampa ps. poi l'ultima versione ha un'interfaccia grafica molto migliore sia per 3d che per 2D layer -
Complimenti !! ShareMind Questo tipo di filamento permette una finitura molto fine ottima scelta. -il parametro support 20° è riferito all'orizzontale ovvero hai messo i supporti solo per i sottosquadra compresi tra l'orizzontale ed i 20°? - con la zortrax fino a che risoluzione arrivi? massima testata, da te? -quale software hai usato?
-
Ciao MadMax! credo che ci siano un pò di impostazioni errate: temperatura 210° và bene su superfici indicativamente >70X70mm,in modo che il pla abbia tempo di raffreddarsi e scendere sotto la temperatura di transizione vetrosa( solidificarsi) per fare da supporto al layer successivo. la velocità 30mm/sec potrebbe andare bene se nel frattempo raffreddi con la ventola la superficie hai la ventola per raffreddare il pla estruso? ps. ok per il layer 0.2 ma il parametro altezza 0.4? cos'è?
-
SONDAGGIO: Quale stampante 3D possiedi?
una discussione ha risposto a i3D in Notizie sulla stampa 3D
Ciao! Io ovviamente ho una PlayMaker della i3D.....ma davvero? anche con gli occhialini non vedo come posso angiungere la voce.....magari è perchè dietro gli occhialini manca qualcosa.. Grazie per il supporto @Amaker -
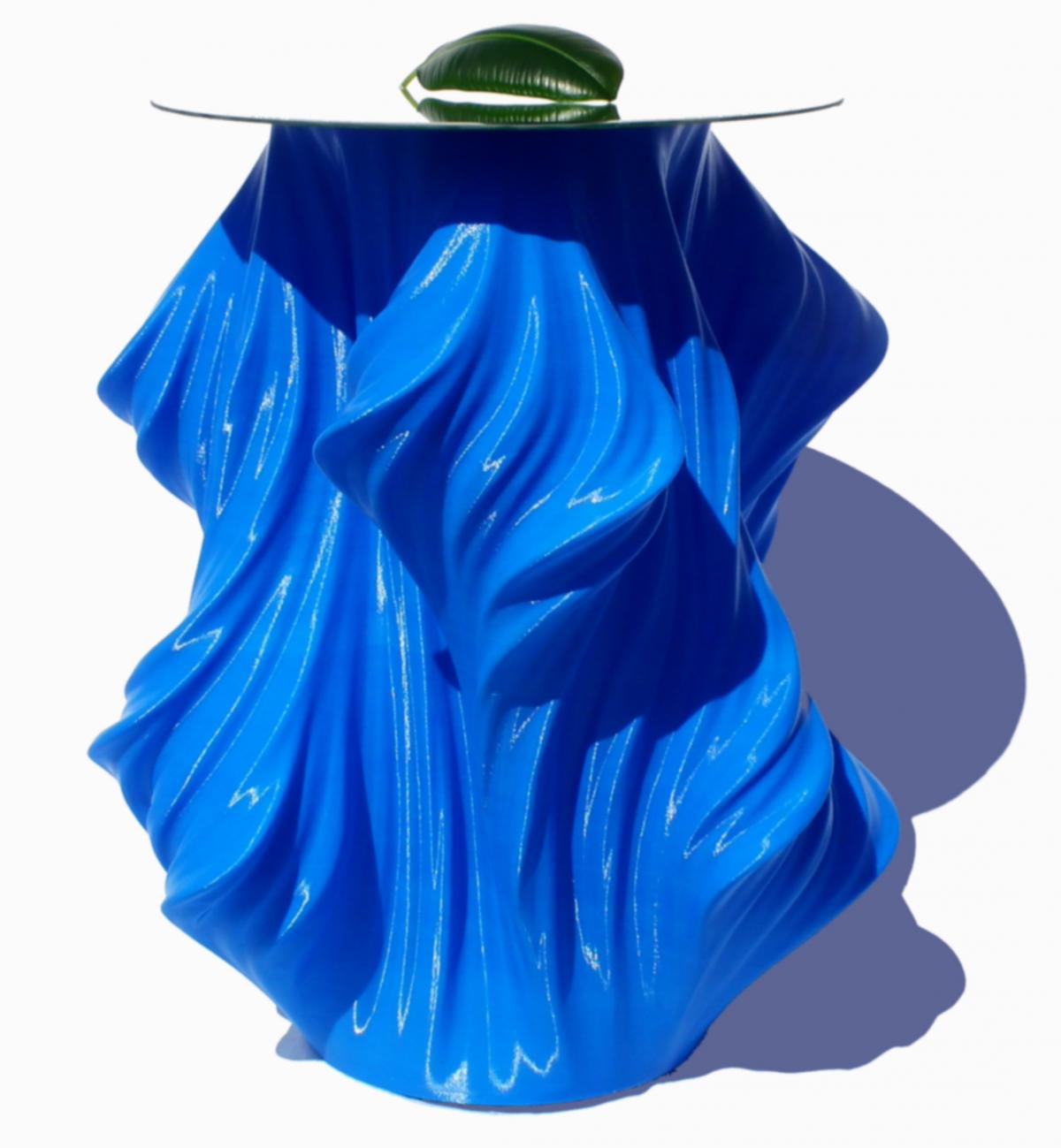
Buongiorno a tutti! questa pezzo è stato realizzato con la stampante i3D PivotMaker. Per realizzare questo pezzo ho usato il seguente procedimento: software di slicing : cura 15.02.1 materiale: PLA blu quantità materiale: 3,8Kg metodo costruttivo: spiralized outer contour (singolo perimetro e basamento 3 layer) tempo di realizzazione: 70h velocità : 30mm/sec accelerazione :500mm/sec^2 modello :http://www.thingiverse.com/thing:126567 of Virtox finitura superficiale : nessuna time lapse:https://www.youtube.com/watch?v=zLPgOi7YB9Y dimensioni: 680mm x 690mm x 790mm

-
Estrusione non omogenea dopo il secondo layer
i3D ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
giusto... potrebbe anche essere il gcode che dal secondo strato cambia i parametri di velocità e magari con quella temperatura non riesce ad estrudere bene.... ci servono più informazioni -
Estrusione non omogenea dopo il secondo layer
i3D ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
Hai controllato la ritrazione??? quando passi dal primo al secondo estrusore normalmente viene eseguita una ritrazione maggiore ....ma se è eccessiva rischia con certi estrusori rischia di bloccare il flusso dell'estrusione... ps... o magari è tappato... -
Indecisione prima stampante 3D
i3D ha risposto a Salvatore94 nella discussione La mia prima stampante 3D
Ciao Salvatore beh! il budget è un pò basso, ma visto che ti orienti alla prima stampante 3d ti consiglierei una prusa in kit o già montata dipende dalla voglia e le competenze. Tii consiglio la prusa perchè visto che è la prima stampante sicuramente avrai bisogno di supporto sia di stampa che per la stampante e quindi potrai trovare mille informazioni in rete. La stampante con movimento Delta......che dire.....(è un mio parere) la considero ingombrante, dimensioni di stampa ridotte, se non correttamente assemblata di difficile calibrazione, deve avere una buona elettronica e meccanica per raggiungere qualità interessanti. ma ripeto è un mio parere. se hai bisogno di altre informazioni chiedi pure.. Ciao -
i3d PlayMaker stampanti 3d
i3D ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti! Apro questa sezione, per fornire (a chi lo desideri) informazioni, supporto e dimostrazioni sulle nostre stampanti 3d. cercherò di rispondere nel modo più esaustivo e rapido, compatibilmente con il tempo a disposizione. Se necessario faremo foto ai pezzi stampati e per quanto possibile ai dettagli della macchina. Desidero mettermi a vostra disposizione per fornirvi più informazioni (in modo obbiettivo) per la scelta della vostra futura stampante. Confido soprattutto negli utenti che sanno già utilizzare le stampanti 3d professionali e non in primo luogo perchè mi daranno la possiblità di dimostrare l'efficacia delle nostre macchine e se non saremo all'altezza delle richieste ci daranno la possibilità di migliorarci e di fornire delle macchine ed un supporto sempre migliore. Vi ringrazio anticipatamente per la partecipazione Marco Capolino - i3d - www.i3d.it