

antonio82ba
-
Numero contenuti
9 -
Iscritto
-
Ultima visita
Obiettivi di antonio82ba
")




-
Cubo calibrazione assi x/y stretto al centro e gonfio ai lati
antonio82ba ha risposto a antonio82ba nella discussione Flying Bear
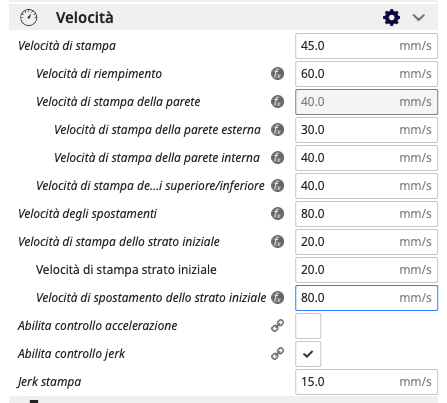
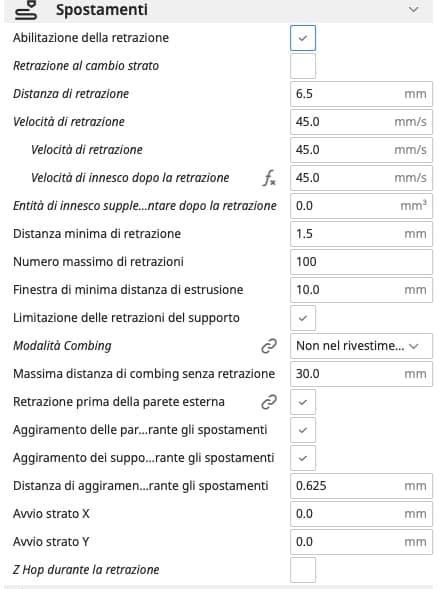
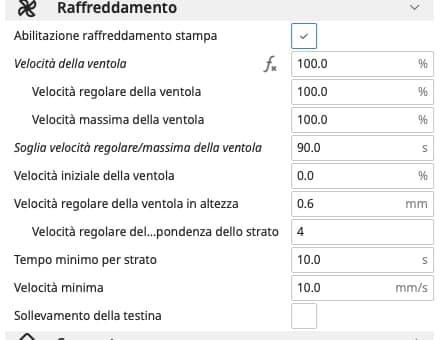
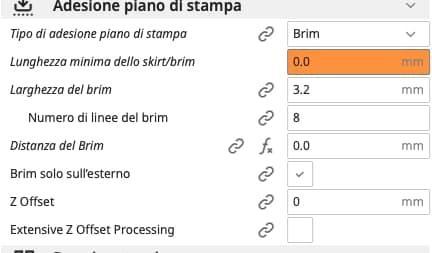
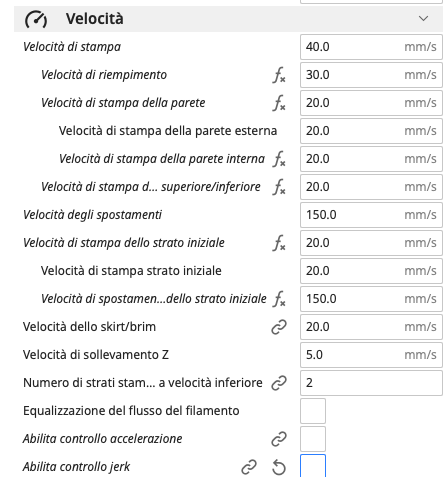
Ciao, ho seguito volentieri i tuoi consigli, inoltre ho verificato facendo lo slicing di stampe enormi, che diminuendo i valori di cui mi hai parlato eo spiegato anche il motivo, i tempi si riducono di poco ma sicuramente porteranno a risultati migliori e minori fallimenti. In cura ho attivato anche il jerk per portelo portare da 20 a 15. Vedi foto. grazie dei consigli davvero. Ora sono alle prese con la 3dbenchy. Ciao e grazie per la risposta. Difatti ho tenuto visibili solo le impostazioni che uso per adesso, perchè mi è capitato più di ua volta di attivare qualche flag senza accorgermene.
-
Cubo calibrazione assi x/y stretto al centro e gonfio ai lati
antonio82ba ha risposto a antonio82ba nella discussione Flying Bear
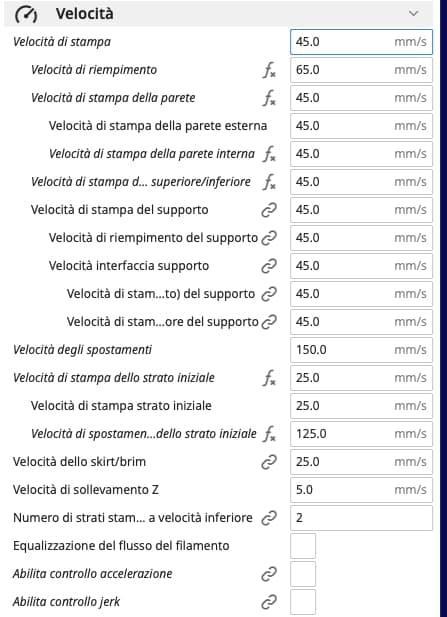
Sei stato chiarissimo ora, ed effettivamente ho provato a fare lo slicing di una stampa grande quanto il piatto, prima con velocità 150 poi 80, su 19 ore preventivate, vi era solo uno scarto di 4 minuti. Ora mi chiedo, cosa succede se lascio 150, visto che materialmente non viene raggiunta questa velocità? Comunque seguirò il tuo consiglio di sicuro. Infine se voglio raggiungere velocità più elevate devo verificare quale jerk massimo supporta la mia stampante e solo allora potrò azzardare a superare gli 80mm. Sbaglio? SOLUZIONE TROVATA: dopo circa dieci giorni di prove e cubetti, data anche la mia inesperienza, volevo dirvi che la causa di tutto ciò era cura 4.11.0! -
Cubo calibrazione assi x/y stretto al centro e gonfio ai lati
antonio82ba ha risposto a antonio82ba nella discussione Flying Bear
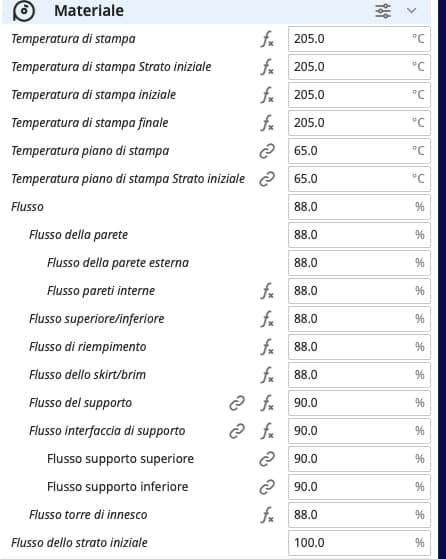
Bentrovato. Perchè dici che non arrivo a 150 come velocità di spostamento? Perchè a livello fw è inferiore? Questi sono i valori che mi davano e mi danno ancora lo stesso problema. Ho eseguito il test del flusso con cubo vuoto pertanto ho inserito il nuovo valore che vedi. Adesso ho fatto anche la temp towerm e stringing test, ma il problema resta. Ciao e grazie per la risposta. Difatti ho tenuto visibili solo le impostazioni che uso per adesso, perchè mi è capitato più di ua volta di attivare qualche flag senza accorgermene. -
Cubo calibrazione assi x/y stretto al centro e gonfio ai lati
antonio82ba ha risposto a antonio82ba nella discussione Flying Bear
Buongiorno. A quale parametro ti riferisci? Dove devo inserire 80 anzichè 100? grazie -
Cubo calibrazione assi x/y stretto al centro e gonfio ai lati
antonio82ba ha risposto a antonio82ba nella discussione Flying Bear
Perfettamente ragione. Ti sarei grato se mi spiegassi anche cosa succede se un parametro è troppo elevato, così per imparare e senza nessuna pretesa. Grazie a tutti.
-
Cubo calibrazione assi x/y stretto al centro e gonfio ai lati
antonio82ba ha risposto a antonio82ba nella discussione Flying Bear
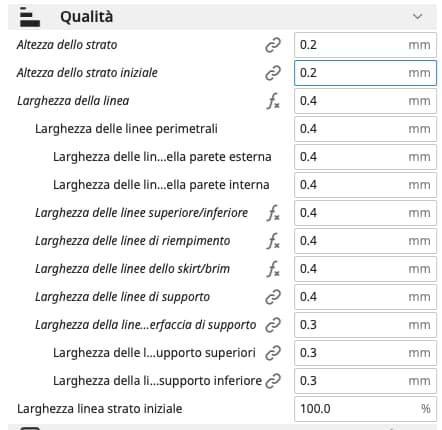
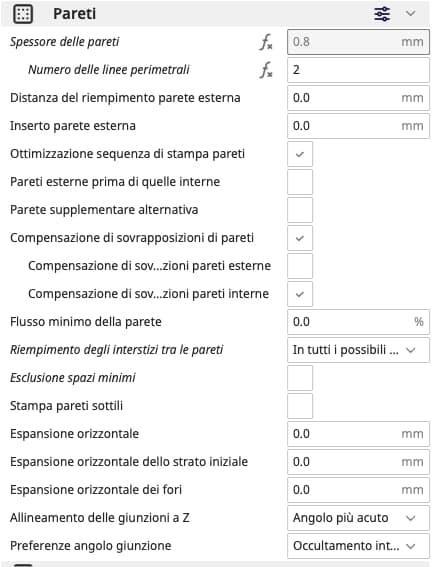
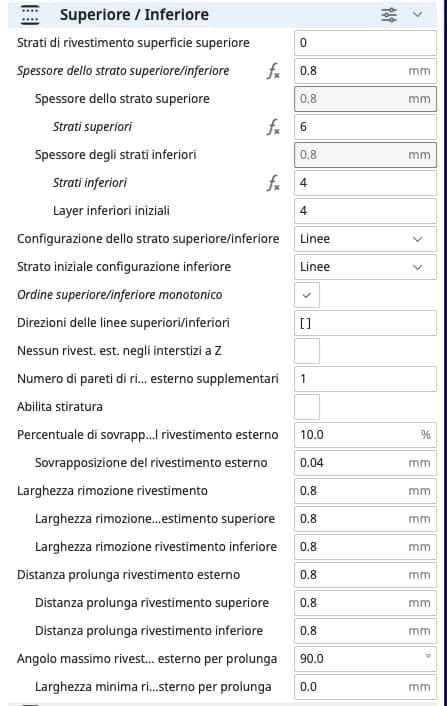
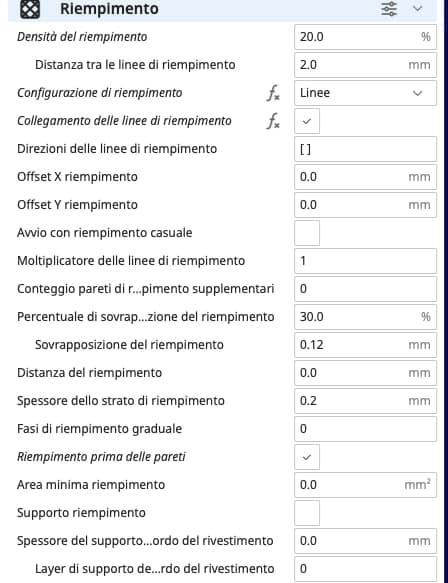
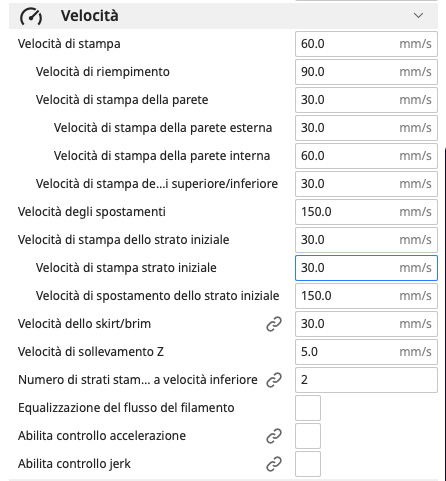
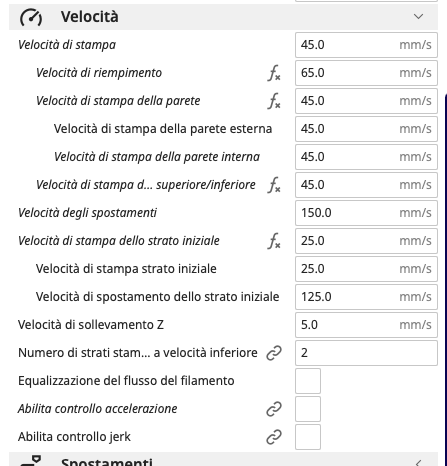
Grazie per la risposta e perdonami l'ignoranza ma piuttosto che restale tale preferisco chiedere, cosa vuol dire ortogonalità dell'asse z? Buon pomeriggio e grazie per le risposte, mi state alleviando il dolore, vorrei tanto che la mia stampante non avesse nessun problema strutturale, incrociamo le dita. Vi confermo che il problema si presenta solo al centro. Da quello che ho capito potrei iniziare diminuendo la velocità del riempimento e vedere se migliora Sto usando pla normale bianco 1,7mm della GIANTARM. Lo screen n. 1 mostra le impostazioni predefinite di cure per la mia ghost5, con le quali si presenta il difetto. Lo screen n. 2 mostra le impostazioni che usa un mio amico con la stessa stampante, e anche con queste si presenta. Con le impostazioni nell'ultimo screen il problema non si evince ma onestamente non essendo esperto, non capisco se il problema non viene fuori solo perchè sto riducendo di molto le velocità. Altra prova che potrei fare a questo punto, usare pla normale nero ERYONE. Che dite?
-
Cubo calibrazione assi x/y stretto al centro e gonfio ai lati
antonio82ba ha pubblicato una discussione in Flying Bear
Buongiorno a tutti. Sono un novellino di stampa3d, ho iniziato da pochissimi giorni. Ho acquistato la mia prima FLYING BEAR GHOST 5: prima ho dato uno sguardo che le viti e il telaio già assemblato fossero a posto, solo dopop ho finito di assemblarla. Con l'aiuto di un utente ho eseguito la prima calibrazione, quella dell'estrusore e l'ho dovuto modificare in quanto estrudeva meno filamento, uso pla bianco della GIANTARM; in seguito ho regolato il flusso ed efftuate stampe di prova interromendo al primo layer per verificare appunto il flusso. Tutto ok, passo allo step successivo, stampa del cubo di calibrazione per la regolazione degli step assi x/y, anxhe se ho notato che ci sono varie correnti di pensiero su questa regolazione, ma per ora preferisco non farla. Il problema è che non riesco nemmeno a misurare le dimensioni del cubo in quanto entrambi gli assi x/y presentano un difetto, al centro misuro 19,5mm, ai bordi 20, questo sia con un cubo di 20mm che uno da 40mm. Uso l'ultima versione di cura su mac ma ho provato anche con la penultima su windows ma non è cambiato nulla. Ho verificato che le cinghie fossero tese e lo sono, non abbastanza da spezzarsi o da torcere il telaio. Su consiglio di un utente ho ridotto la velocità e il jerk e le stampe ora sono perfette ma secondo alcuni il problema non l'ho risolto ma solo arginato in quanto usando velocità inferiori il problema non viene fuori ma resta. Questa ipotesi soprattutto da possessori della mia stessa stampante, capisco anche che le velocità così come altri parametri, non solo sono soggettivi ma non sono nemmeno paragonabili tra di loro tra due macchine identiche. Altro problema che avevo, i due binari della asse x/y non erano posti alla stessa distanza dal telaio, vedasi schizzo, distanza T1 e T2. Smontandola sono riuscito a ridurre da 0,5mm a 1, si nota pochissimo. Questo faceva sì che il cubo non veniva stampato sul bed dritto, ma leggermente traslato; ho risolto però. Spero possiate aiutarmi. Grazie in anticipo.
-
Buongiorno a tutti, sono appassionato di elettronica/informatica/fotografia, diplomato ipsia ex installatore di impianti elettrici e antintrusione. Da pochi giorno sono entrato a far parte del mondo della stampta 3d, felice io anche se vedo che la pazienza che ci vuole, è tanta! Ho acquistato da pochi giorni una FLYING BEAR GHOST 5.
.jpeg.jpeg.6f7cb8b3e63fe3a55d759bf5ea8d727b.jpeg)
.jpeg.9846fa9bd6b4d82ef3b8f9ff65b956e0.jpeg)
.jpeg.bb9f985f90eb167172cbb334bc2fc82c.jpeg)
