Davidepad
-
Numero contenuti
7 -
Iscritto
-
Ultima visita
Obiettivi di Davidepad
")




-
Problemi Stampa Parete Petg Artillery Genius
Davidepad ha risposto a Davidepad nella discussione Problemi generici o di qualità di stampa
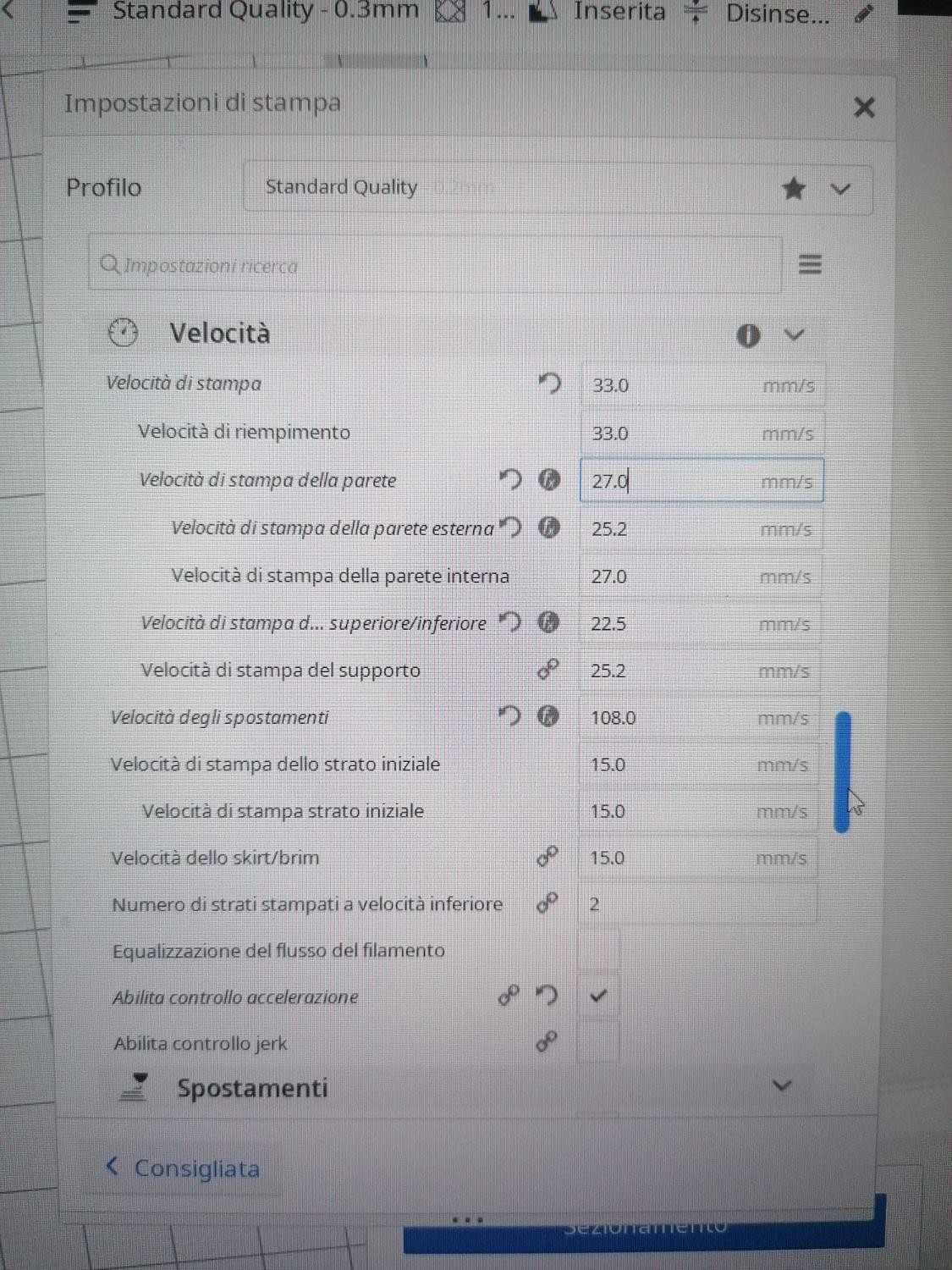
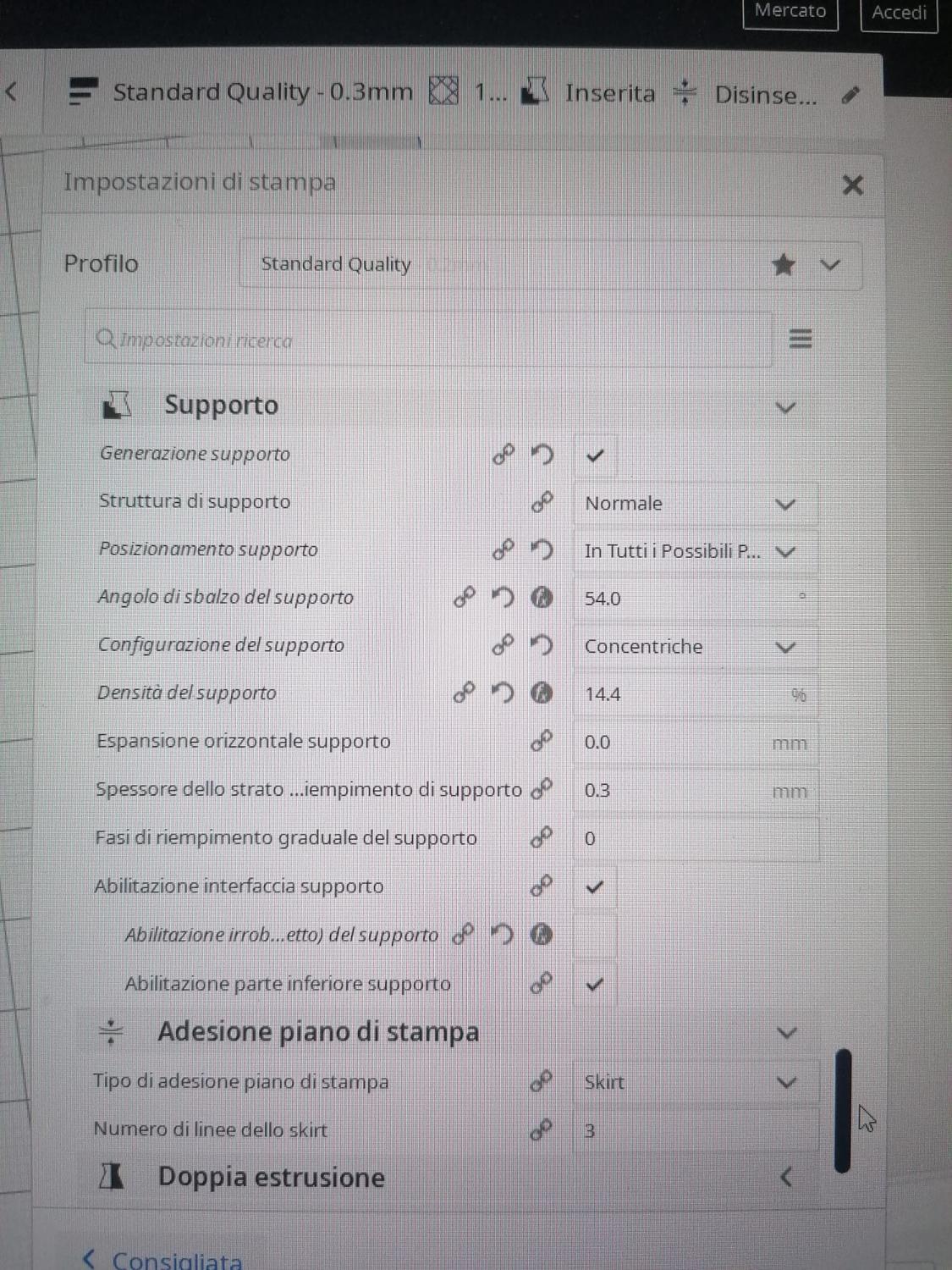
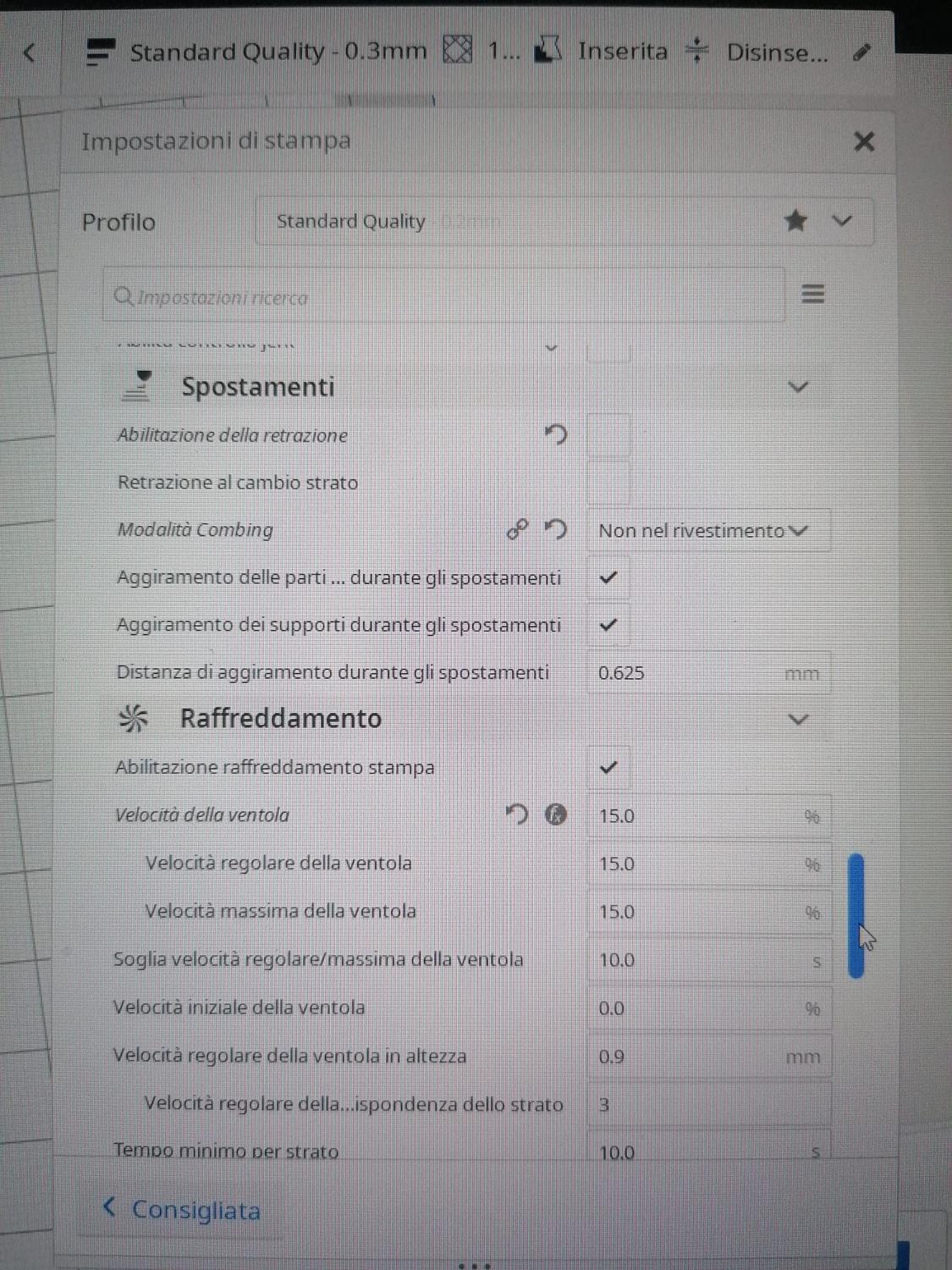
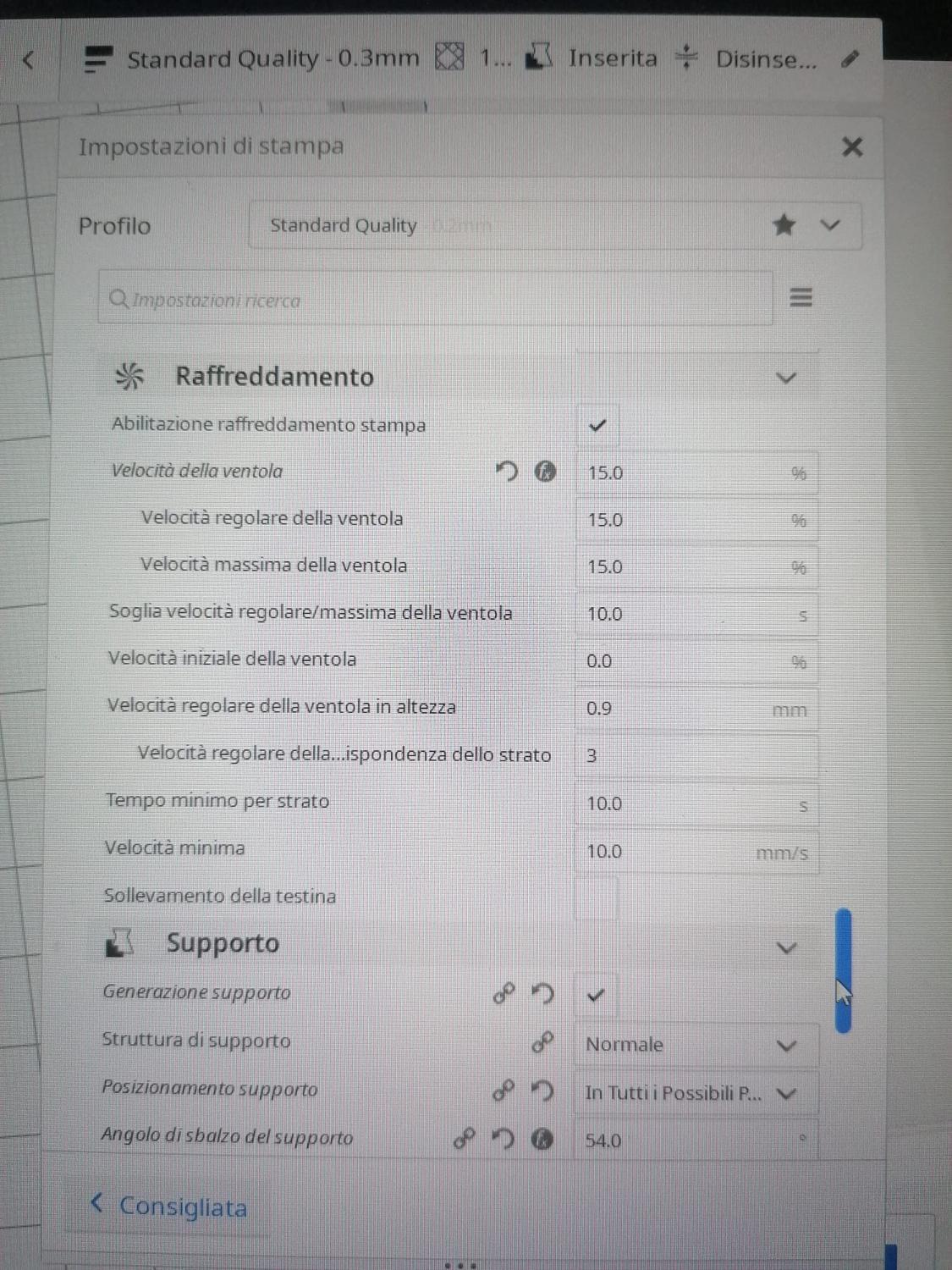
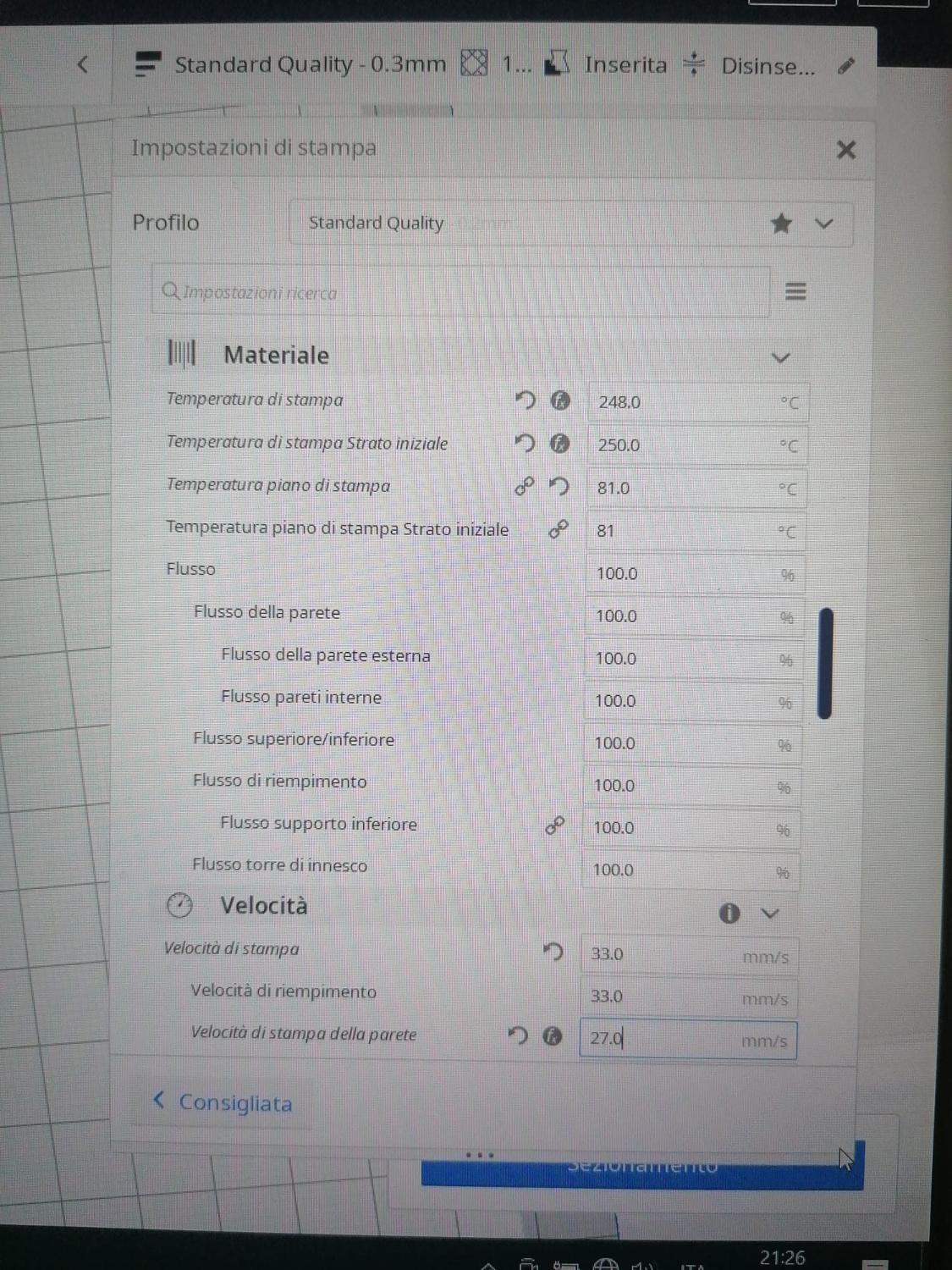
Ecco Tutti i parametri di stampa impegati: Segue
-
Problemi Stampa Parete Petg Artillery Genius
Davidepad ha risposto a Davidepad nella discussione Problemi generici o di qualità di stampa
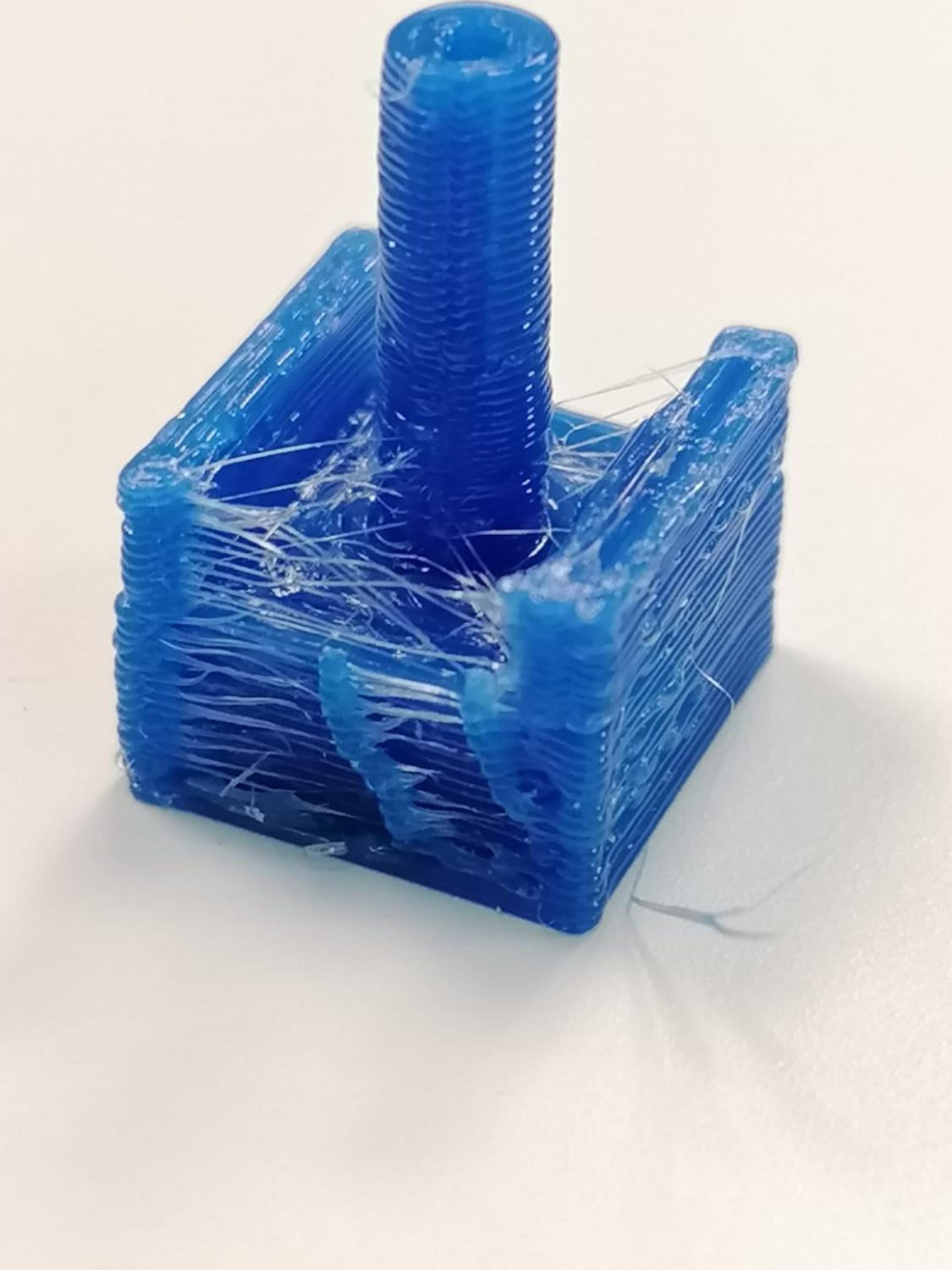
Buongiorno. Ho stampato un piccolo perticolare perché il cono necessitava di oltre un giorno di stampa è anche un utilizzo importante di filo. Mi sembra che il difetto permanga. Vi posto la foto della stampa. P. S. Non so più cosa pensare... Forse rimane il tubo ptfe all'interno del heartbreak che si è deformato e oppone resistenza al normale scorrere del filo. Però questo non spiega il test del Cubo perfetto con un singolo perimetro in parete. Boh Chiedo lumi a voi ragazzi.
-
Problemi Stampa Parete Petg Artillery Genius
Davidepad ha risposto a Davidepad nella discussione Problemi generici o di qualità di stampa
Okay, proverò a disabilitare completamente la retrazione. P. S. Ho verificato anche il diametro Effettivo del nozzle da 0,6 ed è perfetto. A proposito voi che marca di Nozzle suggerite per affidabilità e prezzo su questa stampante? Dato che stampo sempre in PETG mi consigliate un heatbreak All metal o bimetal al posto dell'originale? Mi sta balena do il dubbio che ci possa essere un problema ad un buon scorrimento del filo alla temperatura di 250gradi. Non ho prove solo un dubbio. Adesso provo a stampare disabilitando completamente la retrazione. Grazie di tutto. -
Problemi Stampa Parete Petg Artillery Genius
Davidepad ha risposto a Davidepad nella discussione Problemi generici o di qualità di stampa
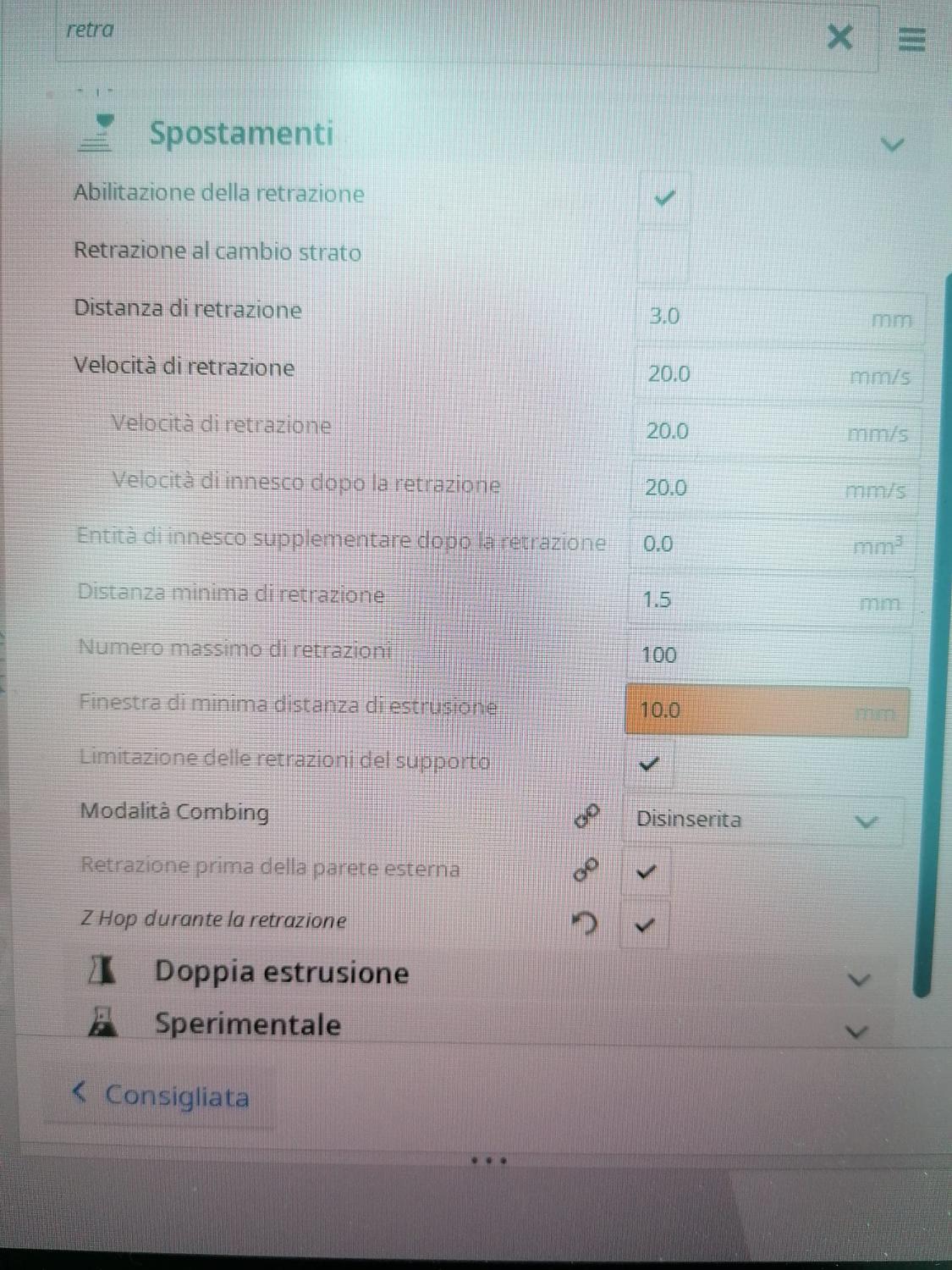
Ciao, ho regolato proprio ieri il flusso e l'ho portato al valore corretto sullo spessore parete Cubo da 20mm. Una sola linea perimetrale impostando valore 0,65mm con nozzle 0,6. In realtà si attesta intorno a 0,63~0,615 su tutti e quattro i lati. Mentre per quanto riguarda la retrazione ho 3mm distanza di retrazione e 20mm/s velocità di retrazione. Comunque Allego foto parametri che rappresentano meglio l'impostazione. Grazie di tutto
-
Problemi Stampa Parete Petg Artillery Genius
Davidepad ha risposto a Davidepad nella discussione Problemi generici o di qualità di stampa
Confermo quanto da voi intuito. Il problema inizia proprio dalla cucitura e si protrae per qualche centimetro. Voi consigliate di lavorare sul valore di retroazione o di eliminare la retroazione? Grazie Mille Per Il Supporto. Davide -
Problemi Stampa Parete Petg Artillery Genius
Davidepad ha risposto a Davidepad nella discussione Problemi generici o di qualità di stampa
Questa è una Genius. Fatto test di flusso okay e ho anche calibrato ma non cambia nulla. Potrebbe essere un problema di retroazione? Sto provando le tutte senza risultato. 😢 -
Davidepad si è unito alla community
-
Problemi Stampa Parete Petg Artillery Genius
Davidepad ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve sto incontrando un problema fastidiosissimo che si ripete in ogni stampa. Sto stampando in petg della sunlu (materiale che nella x1 non mi ha mai dato un problema) con un nozzle da 0, 6mm e con temperatura di stampa di 250gradi. Il problema che si lresenta è che la stampante quando inizia a estrudere la parete esterna ha difficoltà a collegare questa estrusione alla precedente ma sono per i primi centimetri di estrusione come meglio visibile in foto. Potete darmi un consiglio per trovare la soluzione? Grazie mille, Davide Immagine stampa 3d https://1drv.ms/u/s!Ar67koV3W368mI1ihx-ppEJw7Wr8kA