mpsinfo
-
Numero contenuti
16 -
Iscritto
-
Ultima visita
Obiettivi di mpsinfo
")





-
Potenza laser per taglio carta.
mpsinfo ha risposto a mpsinfo nella discussione Incisione e taglio laser
Esatto ... taglio diritto ma tratteggiato. -
Potenza laser per taglio carta.
mpsinfo ha risposto a mpsinfo nella discussione Incisione e taglio laser
Purtroppo ci sono solo 2 misure ... -
Potenza laser per taglio carta.
mpsinfo ha risposto a mpsinfo nella discussione Incisione e taglio laser
Plotter non fanno queste cose... Ne ho diversi sia da taglio che da stampa. Volevo un'alternativa alla Cyklos RPM350 Plus in attuale dotazione per variare l'intervallo di taglio. -
Potenza laser per taglio carta.
mpsinfo ha risposto a mpsinfo nella discussione Incisione e taglio laser
Si esatto.. il laser continua ad accendere e spegnere (tempo acceso leggermente più lungo di quello spento e comunque "programmabile", mentre sotto passa il foglio, senza dover essere "sincronizzato" con il laser. -
Potenza laser per taglio carta.
mpsinfo ha risposto a mpsinfo nella discussione Incisione e taglio laser
copia e incolla il testo in google e te lo trova al primo posto.. 😊 Vedevo laser del tipo Atomstack A5 M40 parlano di 40W ma poi dicono che il laser è da 5,5W ... ma come funzionano queste "dichiarazioni"? c'è da fidarsi ? -
Potenza laser per taglio carta.
mpsinfo ha risposto a mpsinfo nella discussione Incisione e taglio laser
E quanto è la velocità massima che si raggiunge... eventualmente potrei scendere di velocità ma non sotto i 10 cm. al secondo, quindi circa 6mt/minuto. Da filmati che ho visto mi pareva che il laser fosso molto molto veloce, frazioni di secondo per fare spostamenti di alcuni cm. Inoltre in questo caso il fascio sarebbe fisso solo accendi / spegni circa 50/100 volte al secondo. Da un articolo trovato in rete, si parla si di 10W ma anche di legno di 8mm. io devo tratteggiare carta. "Dotato di divisori di raggio laser all’avanguardia, la capacità di potenza di 10 W del modulo consente agli utenti di sperimentare una gamma più ampia di materiali e progetti. La velocità di lavoro del modulo laser può arrivare fino a 6.000 mm al minuto durante il taglio di tiglio – un tipo di legno leggero, morbido e facilmente lavorabile – fino a 8 mm. Per il contesto, ciò significa che la velocità di taglio del nuovo modulo da 10 W può essere fino a otto volte più veloce del modulo laser da 1,6 W." -
Ciao a tutti, volevo un parere da voi esperti. 😉 Dovrei creare dei tratteggi variabili in fogli di carta spessore 80-200gr. e volevo capire di che potenza laser avrei bisogno per farli in modo veloce. Il foglio passerebbe sotto il laser a circa 20/30 cm. al secondo. Avete dei modelli da consigliarmi o un laser vale l'altro ? Grazie per il supporto. P.S. secondo voi poi gestirlo da arduino è più facile o alternativa generatore di segnale per accenderlo e spegnerlo ?
-
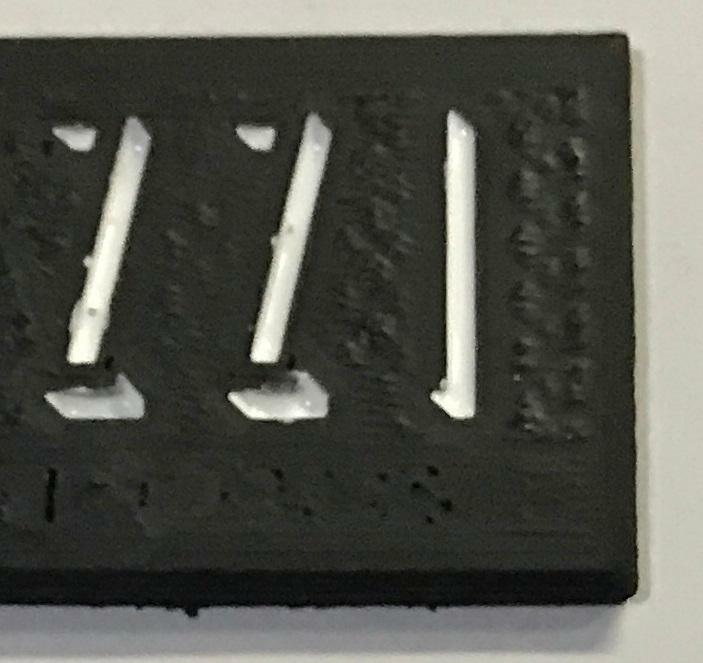
Alla fine ho utilizzato siringa e colore acrilico. Altezza del testo circa 2 cm. Scavato profondità 2mm. Posto immagine per farvi vedere il risultato... bisogna abbondare un po' per evitare che dopo l'asciugatura il colore rimanga uniforme come nella lettera I, nelle Z è scarso.

-
Salve, sono ad affrontare questo nuovo mistero, o forse per qualcuno non lo è ed è in grado di dare una spiegazione. Per capire il costo vivo del materiale, in rapporto al peso/costo della bobina, mi sono abituato a pesare i pezzi che realizzo, non quelli minuscoli e leggeri logicamente. Peso bobina ABS 853 gr. inizio stampa - fine stampa peso 785 gr. --> 68gr. di filo consumato. Peso dell'oggetto 54gr. compreso il primo layer. Possibile 14 gr. di differenza ? Posso capire le sostanze volatili dell'ABS, ma... Ho fatto la prova anche con altri oggetti "pesanti", oltre i 40-50gr. e il risultato in percentuale è più o meno lo stesso. Inoltre non avendo il "conta metri" sullo slicer, che chiedo inoltre se sia affidabile, volevo conferma da parte di qualcuno che lo abbia già fatto: Filamento ABS 1,75mm. --> peso a mt. 2,70gr. quindi bobina da 900gr. sono circa poco più di 300mt. !??
-
POSIZIONE E SOLUZIONE PER OGGETTI 3D PARTICOLARI
mpsinfo ha risposto a mpsinfo nella discussione Problemi generici o di qualità di stampa
Forse mi sono confuso con il PVA !? Comunque come accennato sopra avrei stampanti 3D con doppio estrusore (DaVinci 2.0A Duo e WASP 2040 Industrial X), ma sono ancora da utilizzare e quindi imballate in quanto sono ancora neofita del 3D. Ma ci sarebbe il problema (per me) di come dire allo slicer di realizzare i supporti in materiale differente da quello della stampa. Ho trovato un materiale solubile in acqua che farebbe al caso... non so se si possano fare nomi sul forum. Altra cosa: con stampanti SLA il problema rimane comunque ? -
POSIZIONE E SOLUZIONE PER OGGETTI 3D PARTICOLARI
mpsinfo ha risposto a mpsinfo nella discussione Problemi generici o di qualità di stampa
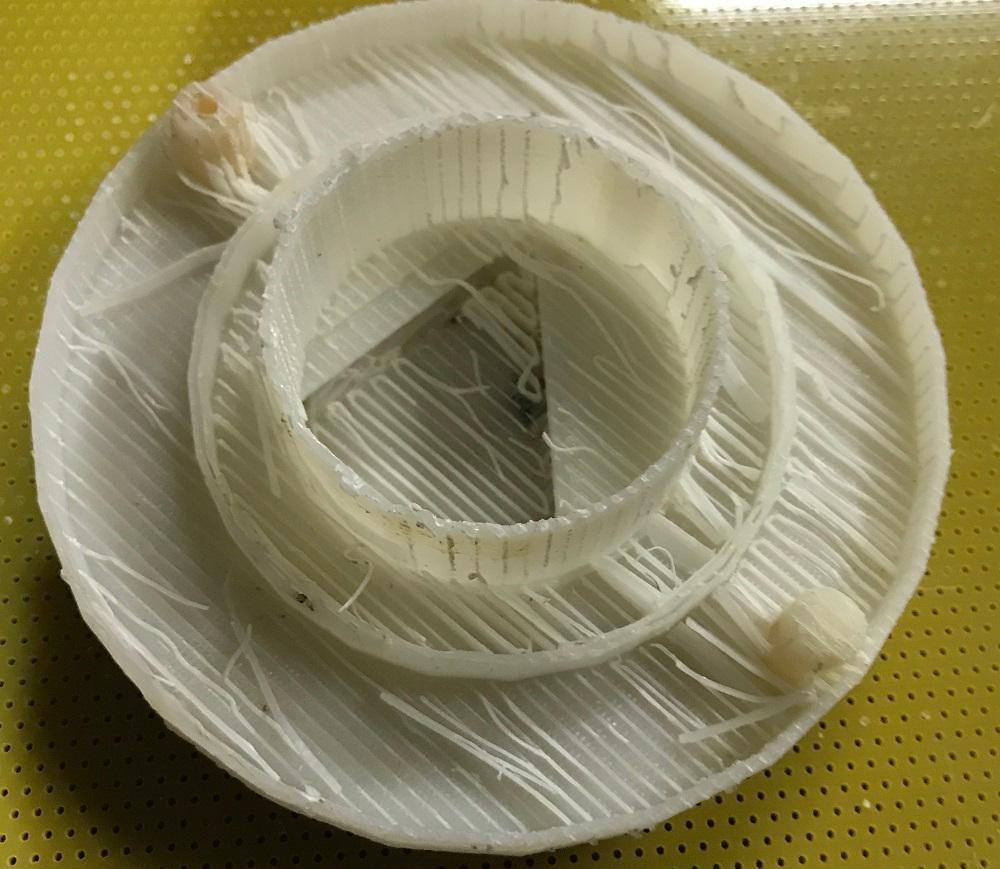
Dopo alcuni tentativi falliti , non capisco dove devo inserire i 2 file INIZIO e FINE _CODE.txt in dotazione con la mia Hamlet HP3DX100 nel programma CURA, ho optato per l'abilitazione (trovato in seguito) dei supporti nello slicer della "casa" PEAK 3D. Allego le foto del nuovo prodotto ottenuto (non ha nulla a che fare con il pezzo precedente) con il quale mi sono un po' dannato l'anima per la rimozione di tutti i supporti. Avete qualche consiglio in merito sulla loro facile rimozione ?.. L'idea di poterli stampare con materiale "scioglibile" in acqua (avevo letto che il PLA si scioglie oltre gli 80° in acqua) mi pareva un'ottima idea ma volevo avere da voi l'ardua sentenza.
-
POSIZIONE E SOLUZIONE PER OGGETTI 3D PARTICOLARI
mpsinfo ha risposto a mpsinfo nella discussione Problemi generici o di qualità di stampa
Ok ma per questi supporti, non trovassi la funzione nello slicer, in questo caso come consigliate di fare ? Una "lastra" che sale mano mano sotto, lungo la curva, sottilissima tipo 1 mm. o delle singole stalagmiti ? -
POSIZIONE E SOLUZIONE PER OGGETTI 3D PARTICOLARI
mpsinfo ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, dopo alcune stampe di oggetti "lineari" ho dovuto realizzare il pezzo qui allegato STL con la conseguenza che la parte curva non avendo sostegni è venuta tutta deformata... Uso HAMLET HP3DX100 con suo slicer PEAK ma non credo dipenda solo da questo. In questi casi immagino di debba " costruire" una struttura portante o ci sono altri sistemi ? Eventualmente la struttura viene creata dallo slicer che si accorge che la stampa non è fattibile o bisogna crare qualcosa a "manina" ? In questi casi avere stampante a 2 uggelli con struttura portante creata con altro materiale biodegradabile tipo PLA (80-90° acqua) risulta una soluzione ? Ma comunque non saprei da dove iniziare per dire allo slicer che una parte deve essere fatta in PLA mentre il resto in ABS... 😞 La cosa inizia a complicarsi.. Gancio finestra.stl -
Non vorrei ne spruzzare, perché dovrei mascherare, ne di pennello perchè alcune fessure sono proprio sottili 1-2mm. Pensavo colore liquido da versare con una siringa nei vari "scavi" che si distendesse da se. Questa tecnica se non sbaglio la utilizzano anche nelle targhe in ottone incise.
-
Ciao a tutti, volevo sapere se potete consigliare qualche idea per la verniciatura dell'ABS. Avrei realizzato delle targhette incise in ABS. Gli "scavi" di larghezza variabili da 1 a 3-4 mm. e profondità 1-2 mm. vorrei verniciarli con qualcosa di liquido, tipo metodo targhe in ottone incise. Suggerimenti in merito ? Grazie anticipate