lever63
-
Numero contenuti
383 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di lever63
-

Riempimento ad un determinato layer.
lever63 ha risposto a arca1 nella discussione Software di slicing, firmware e GCode
io ho iniziato con Cura, ora ce l'ho installato ma non lo uso praticamente mai; ricordo però che già nella 4.x c'erano i modificatori, erano scomodissimi da usare (magari solo per me, magari adesso sono più semplici) ma di fatto facevano quanto descritto. -
Riempimento ad un determinato layer.
lever63 ha risposto a arca1 nella discussione Software di slicing, firmware e GCode
si è possibile; su alcuni slicer come Orca (ma lo trovi anche su prusa e direi ormai su tutti, magari con un nome diverso) hai l'opzione "modifica intervallo di altezza"; puoi indicare un'altezza in mm (ma puoi calcolare il layer dall'altezza layer); questo ti permette di modificare i parametri di stampa dalla partenza fino all'altezza impostata; nel tuo caso dovresti impostare l'intero pezzo al 100%, quindi attivare la "modifica intervallo di altezza" all'altezza desiderata e impostare il riempimento al 15% su Cura non so se hanno messo qualcosa nelle ultime versioni, ma puoi ottenere lo sesso risultato con i modificatori; crei un modificatore delle dimensioni adatte e ne modifichi i parametri -
Aiuto stampa sbalzo per novizio
lever63 ha risposto a Dangia nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
non so se il tuo slicer li ha (ma ormai li hanno quasi tutti): prova i supporti automatici ad albero (in alcuni slicer si chiamano organici), spesso il risultato è più che soddisfacente -
ancora qualche problema con il PLA-LW
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
l'ho tolto,bene ma non benissimo... ho provato con simplify, inguardabile ho provato con Qidi slicer (praticamente Prusa blu) con le stesse impostazioni ed è successo il miracolo! il pezzo è venuto perfetto... e bon, per adesso mi accontento! -
ancora qualche problema con il PLA-LW
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
prima di tutto grazie a tutti per i passaggi avevo fatto la temp tower; forse però ti riferisci al PLA_PW che si espande con la temperatura; questo è già espanso e si stampa come il PLA, comunque la temperatura che ho usato è tra i 205 e i 210 sicuramente il problema è "l'uscita dalla curva", uscendo dall'angolo ha una sottoestrusione; controllo meglio ma non credo ci sia retrazione, il pezzo è in vase mode. il pezzo è in vase mode, non dovrebbe esserci travel. ------------------ non c'è qualche parametro che o rallenta (accelerazione e velocità) negli angoli o aumenta il flusso in modo dinamico? va bene anche se devo usare uno slicer diverso, ho iniziato con Cura (che non uso da un po') poi prusa, orca, e conosco un po' simplify -
ancora qualche problema con il PLA-LW
lever63 ha pubblicato una discussione in Problemi generici o di qualità di stampa
ciao a tutti, sto usando il PLA-LW pre-espanso (Polymaker PolyLite) ma mi sta dando qualche problema con questo pezzo; ho fatto qualche prova e l'unico miglioramento che ho avuto è stato di ridurre la velocità (miglioramento minimo) e ridurre il pressure advance (per questo pezzo ho usato ORCA) che ha migliorato abbastanza; metto la foto del primo tentativo e dell'ultimo; l'ultimo sembra decente ma la parete è sottilissima. PS: l'altra parete è perfetta, quella che mi da problemi è quella dove c'è lo spigolo... Temperatura e velocità direi sono a posto, qualche suggerimento su quali parametri posso agire? grazie!
-
avevo la FBG5, il negozio on line è su aliexpress, qui ci sono i ricambi: https://flyingbear3dprinter.it.aliexpress.com/store/2218051/pages/all-items.html?spm=a2g0o.store_pc_home.pcShopHead_6267075.1&shop_sortType=bestmatch_sort probabilmente ti basta questo:https://it.aliexpress.com/item/32961110702.html?spm=a2g0o.productlist.main.1.529dLggxLggxME&algo_pvid=9d03df51-6d25-4f47-9af7-37bb30c11a99&algo_exp_id=9d03df51-6d25-4f47-9af7-37bb30c11a99-0&pdp_npi=4%40dis!EUR!26.06!13.29!!!26.51!13.52!%40210384b917377104135374222e38fa!12000041203276830!sea!IT!963444180!X&curPageLogUid=olMbhKA1nIBR&utparam-url=scene%3Asearch|query_from%3A tutta la testa non c'è, ma non ti serve, cambiare quel pezzo richiede un cacciavite e un po' di pazienza però potrebbe non risolvere il problema, se la temperatura non sale potrebbe essere un un problema a monte della cartuccia riscaldante; forse ti conviene contattare l'assistenza, non sono velocissimi però
-
Colla per PETG su metallo?
lever63 ha risposto a eaman nella discussione Problemi generici o di qualità di stampa
cianoacrilato? sul PETG attacca sicuramente, non sono sicuro se aderisce al metallo -
non so se sia il migliore, comunque io ho questo e fa il suo dovere: https://www.sunlu.com/it-it/products/new-version-sunlu-filadryer-s2 ho messo il link al sito di Sunlu, lo trovi comunque su molti altri rivenditori on line
-
eh il controllo qualità è (o era, non so sui nuovi modelli) il loro punto debole... compensato dall'ottima assistenza ma ricevere un prodotto nuovo con qualche problema è sempre fastidioso
-
mi hai convinto!
-
premetto: se ci sono già dei post mandatemi pure... ai post! ho fatto una ricerca frettolosa... con alcuni amici stavamo discutendo se fosse possibile riciclare le stampe (stampiamo principalmente modelli di aerei, e qualche volta si sfasciano...); abbiamo visto un paio di soluzioni: https://it.aliexpress.com/item/32816259170.html?gatewayAdapt=glo2ita https://felfil.com/it/diy-filament-extruder/?v=058f38ac9331 (questo è un DIY) Qualcuno ha già provato queste soluzioni? ne vale la pena?
-
ALETTE CLIP CHE SI SPEZZANO
lever63 ha risposto a Moshiako nella discussione Problemi generici o di qualità di stampa
stampato così le alette hanno la resistenza minima, in verticale dovrebbe migliorare (ma non so di quanto); non sono un esperto di materiali ma forse il PLA+ potrebbe darti maggior resistenza rispetto all'ABS. Per orientamento e materiali puoi cercare i video di cnc kitchen, che ha un approccio scientifico ai test -
Velocità Bambulab A1 mini in vase mode...
lever63 ha risposto a Tomto nella discussione Problemi generici o di qualità di stampa
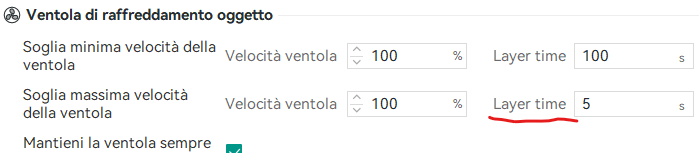
da quello che ho verificato il maxflow limita la velocità per evitare sottoestrusioni su oggetti che permettono di andare molto veloce, per esempio con pareti lunghe o in vase mode; la macchina va a 3mm/s ma con una altezza layer di 2,5 (per esempio) l'estrtusore non ci sta dietro; mentre il min time limita la velocità su layer piccoli per evitare problemi di raffreddamento. io per lo meno li uso così, una volta impostati correttamente lascio le velocità abbastanza alte (per PLA o simili 300mm/s, un po' meno per i perimetri) e lo slicer si regola da solo sulle diverse parti del pezzo da stampare -
Velocità Bambulab A1 mini in vase mode...
lever63 ha risposto a Tomto nella discussione Problemi generici o di qualità di stampa
comunque hai un layer time di 8 secondi, se l'oggetto è abbastanza grande (quindi ci mette 8s o più per ogni layer) non si attiva ma più il layer è piccolo più rallenta la stampa -
problema con disegno per stampa in vase mode
lever63 ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
ottimo! allora provo a cambiare il parametro risoluzione e do ancora una possibilità a Orca😉 magari hai il parametro layer time troppo alto; nell'esempio adatta la velocità in modo da impiegare almeno 5' per layer
-
problema con disegno per stampa in vase mode
lever63 ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
mi sa che hai ragione, l'inclinazione della parete "strozza" il layer e Orca non lo risolve; Però Cura e Prusa (io uso Qidi Slicer, ma è un prusa color blu) lo gestiscono correttamente. ottimo! facci sapere! ho provato a cambiare il motore ma non cambia il risultato; sembra proprio un problema di Orca, perchè il clone di prusa e Cura funzionano bene -
problema con disegno per stampa in vase mode
lever63 ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
grazie delle verifiche! mi sa che per questi pezzi userò Qidi Slicer, potrebbe ripetere il difetto su altri disegni e me ne accorgerei solo dopo averli stampati, a meno di non ripassarmeli tutti al microscopio... Domani raccolgo un po' di documentazione e segnalo il problema su reddit -
problema con disegno per stampa in vase mode
lever63 ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
@Tomto dalla foto direi che non ti ha generato le parti interne che collegano i due perimetri e che permettono appunto allo slicer di generarlo senza retrazione; probabilmente devi abbassare il valore di un parametro al minimo (su prusa è "gap closing radius per slicing" ). Se guardi si vede bene nella prima foto che ho allegato, e in parte anche nella seconda. Ho stampato il pezzo sia con Cura che con Qidi slicer (prusa slicer in pratica)e sia controllando i movimenti dallo slicer che quelli della stampante (si, sono rimasto 10 minuti a guardare la stampa...) lo ha stampato in vase mode EDIT: @eaman ho provato proprio ora sul PC in ufficio su cui ho la versione 1.8 di Orca, e in questo caso il risultato è meno peggio; con 3 bottom layer viene bene, con 4 fa un po' di casini, anche se meno di Orca 2.2... potrebbe essere una regressione... -
problema con disegno per stampa in vase mode
lever63 ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
quindi sei riuscito a fare lo slicing con orca, in vase mode, con altezza layer 0,20 e non ti fa i difetti delle prime foto? perchè con orga funziona ma non in vase mode -
problema con disegno per stampa in vase mode
lever63 ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
grazie a tutti per i consigli, mi avete aiutato a sezionare il problema; il disegno è OK, i parametri di export, oltre alla qualità dell'stl non avevano effetto quindi doveva essere lo slicer infatti, cura lo ha prodotto bene (ma il profilo per la qidi non è prefetto, per esempio non fa il livellamento); ho provato poi lo slicer di Qidi (di fatto un prusa slicer color blu) et voilà, ha funzionato tutto, anche l'export in qualità media. @michele79 ho riportato il taglio a 0,01, ho solo dovuto il parametro "gap closing radius per slicing" altrimenti non mi faceva i rinforzi interni @Tomto allego il file in qualità media (quello in qualità alta supera di poco le dimensioni), magari riesci a farlo funzionare con Orca alla fine è stata l'occasione per ripassare Cura (con cui ho cominciato) e Prusa guscio mid.stl -
problema con disegno per stampa in vase mode
lever63 ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
con Prusa ho problemi con i profili per la Qidi, Cura sembrerebbe funzionare ma anche qui ii profilo l'ho creato io e non è perfetto; girato e spostato il pezzo ma non è cambiato nulla (ricordo che era un workaround per cura) ho installato l'ultima release di Orca ma niente; ho provato ad aumentare i layer della base da 4 a 5, e il difetto sparisce, ma non riesco a capire la relazione tra i layer della base e il fatto che qualche layer risulta incompleto... boh. continuo le prove, per quanto il difetto sia sparito non credo sia la soluzione definitiva -
problema con disegno per stampa in vase mode
lever63 ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
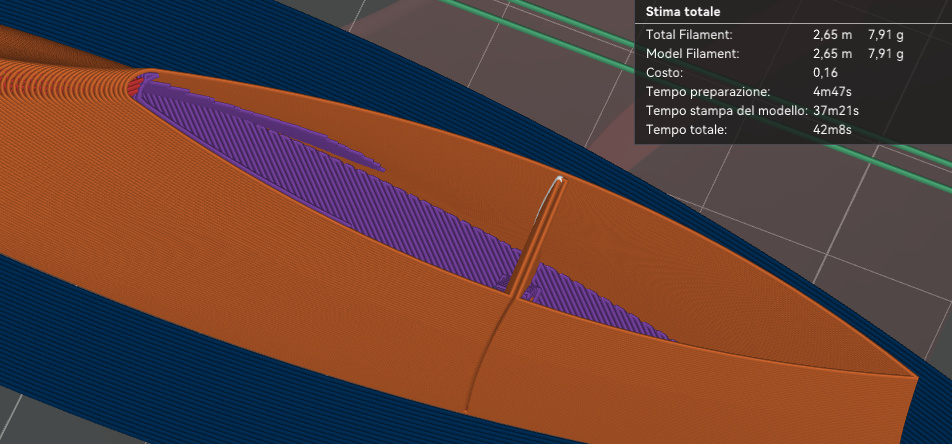
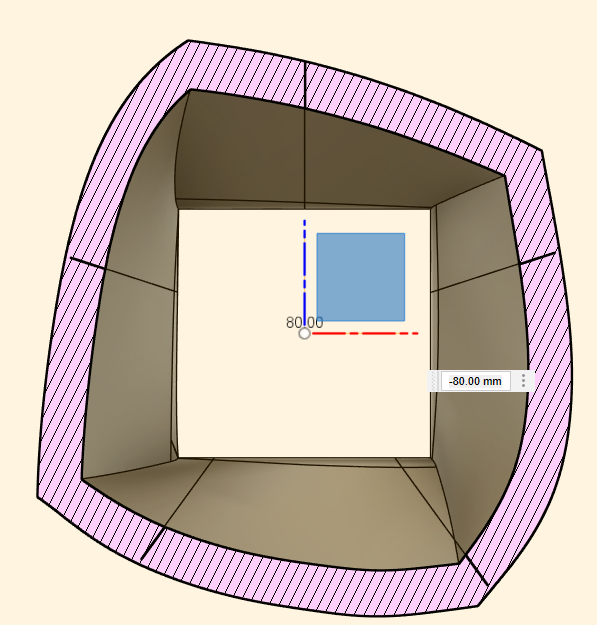
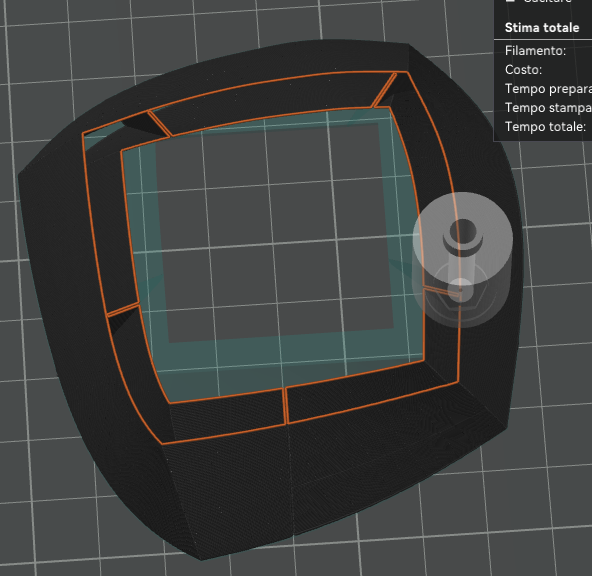
ciao Eaman, mi sono dimenticato di aggiungere la sezione da Fusion; il pezzo come vedi è pieno, ci sono i tagli da 0,01mm che obbligano lo slicer a farne il perimetro quando è in modalità vase; tutti sono a 0.56mm dal bordo tranne uno che deve tagliare il pezzo non sarebbe un problema abbassare il layer, solo che il difetto se non è così evidente lo vedo solo dopo la stampa.
-
problema con disegno per stampa in vase mode
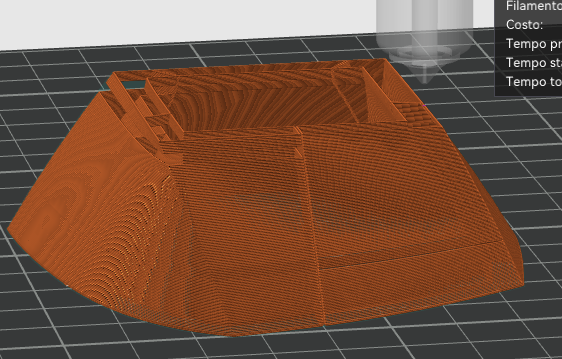
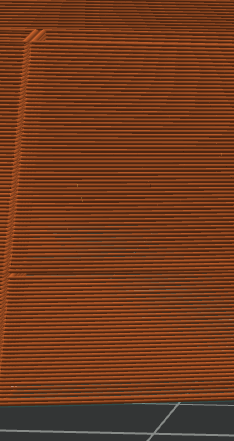
lever63 ha pubblicato una discussione in Problemi di modellazione 3D, gestione mesh, esportazione in stl
ciao a tutti, ho disegnato un oggetto per fare alcune prove per poterlo stampare in vase mode, ma con dei rinforzi interni, in modo che si possa stampare senza retrazione e che resti leggero e resistente. Il disegno funzione (foto 1). se lo esporto da fusion con qualità medium Orca mi "salta" alcune parti (foto 2); se lo esporto con qualità alta migliora, ma ha ancora delle parti mancanti (foto 3) se abbasso il layer a 0,15 il difetto scompare ho tre dubbi: 1) c'è qualche parametro nell'esportazione di fusion che può aiutare? 2) oltre a guardare il pezzo preparato da Orca, c'è qualche modo per vedere se ci sono dei buchi, magari da qualche opzione dello schema colore 3) c'è qualche parametro di Orca che non ho considerato? foto1 foto 2 foto 3
-
Problema filamento che si spezza
lever63 ha risposto a Ghost-P nella discussione Problemi generici o di qualità di stampa
più che secco ha preso umidità; prova a metterlo ad essiccare nel forno per qualche ora a 40/50 gradi, poi riporta a stampare